ELEKTRON IŞIN KAYNAĞI
|
|
|
- Hakan Yıldızoğlu
- 6 yıl önce
- İzleme sayısı:
Transkript
1 ELEKTRON IŞIN KAYNAĞI 1
2 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan bir ileri kaynak teknolojisidir. Elektron ışın kaynak teknolojisinde düşük ısı girdisi ve elde edilen kaynak mukavemetleri dikkatleri bu kaynak yönteminin kullanımına yöneltmiştir. Yöntemin pahalı olması endüstrideki kullanım alanlarını kısıtlamaktadır. Elektron ışın kaynak yöntemi, ileri teknolojili kaynak yöntemi olup, ilk olarak 1950'lerin sonunda nükleer endüstrisiyle birlikte havacılık sanayinde kullanılmaya başlamıştır. Bu yöntemle gerçekleştirilen kaynaklı birleştirmelerde diğer yöntemlere göre daha yüksek kalite ve güvenilirlik sağlanmış ve üretim maliyetlerini azaltmış dolayısıyla tüm sanayi parçalarının birleştirilmesinde kullanılmaktadır. 2
3 Elektron ışın kaynağı, elektronların yüksek vakum altında hızlandırılmaları sonucu kazandıkları kinetik enerji kullanılarak gerçekleştirilen bir kaynak yöntemidir. Elektron ışın kaynağı yoğunlaştırılmış ve yönlendirilmiş elektron demetinin sahip olduğu enerjinin metallerin ergitilerek kaynak edilmesini sağlayan bir işlemdir. Elektron demetinin sahip olduğu kinetik enerjinin kaynak yapılacak parçaların küçük bir bölgesinde yoğunlaştığı için, kaynak bölgesinde enerji yoğunluğu 108 W/cm 2 değerine erişebilmektedir. Bu ışın ile üniteden 1 m uzağa çalışma olanağı vardır. Bu yöntemde kaynak işlemi yüksek vakum, düşük vakum ve vakumsuz ortamda yapılmaktadır. Kaynak vakumsuz ortamda yapılacaksa iş parçası ile tabanca arasındaki mesafe çok az olmalıdır. Kirlenmeyi önlemek amacıyla da yüksek ilerleme hızı ve koruyucu gaz kullanılmalıdır. 3
4 Elektron ışınlan özel olarak tasarlanmış bir kaynak makinesinde (elektron ışın tabancası) 10-5 torr değerindeki yüksek vakumda üretilir. Kaynakta, odaklanmış ışın demeti, vakum altında ışık hızının yaklaşık % 60'ı kadar hızlandırılarak metal yüzeyine çarptırılır. Kinetik enerjinin % 99'unu metal atomlarını harekete geçirerek bırakan elektronlar, o bölgede kaynak ısısını oluştururlar. Elektron ışın kaynak tezgahında, elektronlar km/s'den daha yüksek hızda elektron tabancasından fırlatılırlar. Elektrik ve manyetik alanlar kullanılarak, elektron ışını istenilen yere odaklanır ve dar bir elektron ışın demeti elde edilir. Elde edilen bu ışın kaynak edilecek yere yönlendirilir. 4
5 Kaynak tekniğinde kullanılan ısı kaynaklanın güç yoğunlukları 5
6 Elektron ışın kaynağı ile kaynak yapılacak parçalar genellikle ilave metal kullanılmaksızın birleştirilirler ve birleştirilecek iki parçanın arasındaki boşluğun 10-2 mm'den daha fazla olmaması gerekmektedir. Elektron ışın kaynağında kaynak dikiş formu diğer yöntemlere göre farklıdır. Bu yöntemde, kaynak dikişinin ortalama (derinlik/genişlik) oranı yüksektir (25/1). Bu durum, kalın parçaların tek pasoda kaynak yapılmasını sağladığı gibi kaynak banyosunun küçük olmasına neden olmaktadır. Bunun sonucu kaynak yapılan parçanın birim uzunluk başına ısı girdisi diğer kaynak yöntemlerine göre düşüktür. Dolayısıyla dar kaynak bölgesi, daha az distorsiyon ve hatasız kaynak imkanı ortaya çıkmaktadır. 6

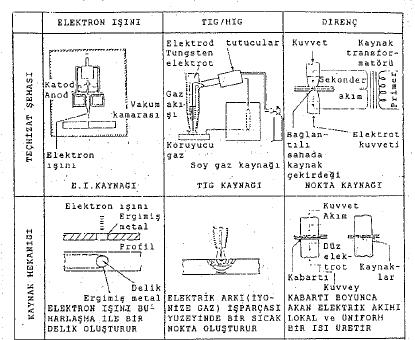
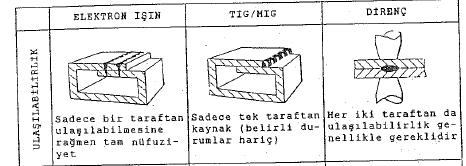
7 TIG-PLAZMA - ELEKTRON IŞINI KAYNAK GEOMETRİLERİNİN KARŞILAŞTIRILMASI 7
8 Tam yoğun malzemelerin elektron ışın kaynağında yüksek derinlik/genişlik oranı kaynak dikişinde gözenek ve kök kısmında boşluk oluşumuna neden olmaktadır. Toz metalürjisi ile üretilmiş parçalarda bu durum büyük problemlere neden olabilir. Ayrıca ışınların odaklandığı bölgede yüksek sıcaklığın etkisiyle alaşım elemanlarının buharlaşması ortaya çıkabilir. Bu durum kaynak bölgesinde kimyasal kompozisyon farklılıklarına neden olmaktadır. 8

9 Elektron ışın kaynağının oluşum safhaları 9
10 Elektron ışın kaynak makineleri: Elektron ışın kaynak makineleri genel olarak, elektron ışın kaynak için uygulanan basınca göre üçe ayrılmaktadır. 1) Yüksek vakumlu (10-6 _10-3 Torr) 2) Orta vakumlu ( Torr) 3) Vakumsuz (Kaynak atmosferik basınçta) gerçekleşir. Her üç tür elektron ışın kaynak sisteminde de elektron tabancası, kontrollü güç kaynağı, bir veya çoklu vakum pompası sistemi ve diğer ekipmanlar ile birlikte kullanılır. 10
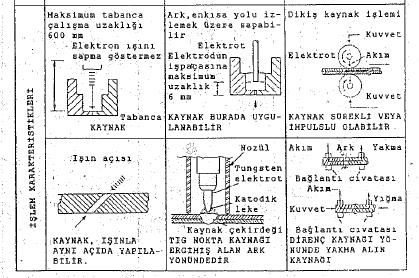
11 Yüksek vakumlu elektron ışın kaynağı: Elektron ışın kaynağı, elektron ışınları havada kolaylıkla saptıkları için ilk olarak vakumda yapılmıştır. Yüksek vakumlu sistemde, iş parçasından 662 mm'ye kadar elektron ışınları toplatılabilmektedir. Yüksek vakumla kaynatılabilecek malzeme kalınlığı yaklaşık 150 mm civarındadır. Bu yöntemde iş parçasının olduğu bölgede basınç torr aralığındadır. Burada hem ışın hem de kaynatılacak malzeme bu vakum içerisindedir. Basınç odası, ideal bir birleşme için çevrenin oksijen ve hidrojeninden korunmak için kullanılır. Bu tür kaynaklar genellikle nükleer sanayii, uçak sanayi, uzay sanayi, füze yapımı, elektronik sanayii ve jet motoru parçalarının kaynağında kullanılır. Zirkonyum ve titanyum gibi oksijen ve hidrojene ilgisi fazla olan metallerin, vakumsuz veya orta vakum üzerindeki basınç ortamlarında kaynatılması gerekir. Yüksek vakumlu elektron ışın kaynağı ile yapılan bir kaynakta, kaynak genişliğinin kaynak nüfuziyetine oranının 50/1' e ulaştığı cihaz üreticisi firmalar tarafından belirtilmektedir. 11
12 Orta-kısmi vakumlu elektron ışın kaynağı: Orta vakumda ışın kaynak yönteminde, genelde 75x1O -3 torr kaynak çalışma basıncı uygulanır. Işının üretildiği tabanca ünitesi, yüksek vakumda olduğu gibi torr basınç aralığında tutulur. Buradaki basınç bir difüzyon pompası ile sağlanır. Mekanik tipteki bir pompa istenen kaynak basıncının son kısmi vakumunu gerçekleştirecek şekilde ayarlanır. Orta vakumlu sistemde iş parçası- tabanca mesafesi 300 mm civarındadır. Bu yöntem ile kaynatılabilecek parça kalınlığı 50 mm'dir. Bu yöntemin en önemli avantajı pompa gücünün azaltılmış olmasıdır. Orta vakumda elektron tabancası ile iş parçası odası küçük bir delik ile birbirinden ayrılmıştır. 12
13 Yüksek vakum kaynağı ile karşılaştırıldığında, orta vakumda kaynağın en önemli avantajı, kaynak için kısa süreli bir vakumlama yapılmasıdır. Bu da genel amaçlı bir ünite için genellikle 40 sn'yi geçmez ve özellikle özel tasarlanmış üniteler için en kısa pompa vakum süresi 5 sn'den daha fazladır. Buna göre yöntem minimum hacimli bir ünite kullanarak kütle parça üretimlerine uygundur. Üretilen parça boyutuna bağlı olarak elle kumanda edilen cihazlarda yaklaşık olarak saatte 60 parça, otomatik kontrollü makinalarla civarında parça üretilmektedir. 13
14 Vakumsuz elektron ışın kaynağı: Elektron ışın kaynağı hakkındaki son çalışmalarda, vakumsuz elektron ışın kaynak yöntemleri geliştirilmiştir. Bu yöntemde yalnızca elektron ışın tabancası vakum ortamında çalışır. İş parçası hava atmosferinde, vakumsuz bir ortamdadır. İş parçasına atmosfer basıncında kaynak yapılır. Yüksek ve orta vakumlu kaynaklarda vakum ile koruma sağlanırken, bu yöntemde kaynak korumasızdır. Vakumsuz elektron ışın kaynağı ünitesi yatay ve düşey olarak montaj edilip kullanılabilir. Bu sistemde, iş parçası ile elektron ışın tabancası arasındaki mesafe sınırlı olmak zorundadır. Ünitenin ışın gücü seviyesi 35 kw'dan daha büyüktür. Maksimum kaynatılabilecek parça kalınlığı 50 mm kadardır. Işının % 90 ı verimli olarak kullanılır. Vakumsuz elektron ışın kaynağı ile üretilen parça sayısı, orta vakumlu ve yüksek vakumlu kaynak yöntemleri ile üretilenden daha fazladır. Bu avantajı, kaynak tabancası ve kaynak odasının her bir parça için vakumlanması gereken süre ve işçilikten dolayıdır. 14
15 Parçalar tek başına atmosfer şartlarında kaynak yapıldığında, pratik olarak vakumsuz işlemde çalışma uzaklığı, 9-22 mm gibi bir oranla sınırlandırılır. Bu çalışma aralığı helyum gibi koruyucu gazlar ile korunduğunda mm civarındadır. Bu yüzden bir çok ticari vakumsuz elektron ışın kaynak üniteleri helyum korumalı olarak kullanılırlar. Bu da elektron ışınlarının havadaki yayınımını azaltır. Orta vakumlu ile vakumsuz elektron ışın kaynağı karşılaştırıldığında, orta vakumlu kaynak yönteminde kaynak odası ve vakum pompası ihtiyacı nedeni ile parça boyutu sınırlıdır. Ayrıca ışın demeti sapması ve titreşimi vakumsuz yöntemde olmadığından, orta vakumiuda bu bir dezavantajdır. 15
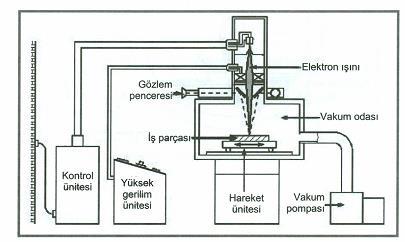
16 Elektron ışını ile kaynak makinası 3 temel elemana sahiptir. Bunlar; a) Kontrollü elektron ışını oluşturan bir tabanca, b) Gerekli pompa ile donatılmış bir vakum ünitesi, c) Işını bağlantı çizgisi boyunca veya iş parçasını tabanca altında hareket ettiren bir ünite. Ayrıca, bunların dışında elektron ışın kaynak makinesi, katot, anot, kontrol elektrodu, odaklama bobini, ışın saptırma sistemi ve ışın doğrultma ünitelerinden oluşmaktadır. Günümüzde, refrakter ve nadir metallerin, yüksek sıcaklık ve korozyona dayanıklı alaşımların ile çeliklerin kaynağında bu yöntemin kullanılmasında büyük deneyim kazanılmıştır. Bugün elektron ışın cihazları büyük metal kütüklerden, elektronik mikro devrelere kadar tüm elemanların kaynağında rahatlıkla kullanılmaktadır. Yöntem özellikle nükleer, havacılık, füze ve otomotiv endüstrilerinde yaygın ve avantajlı şekilde kullanılmaktadır. Ancak tek ve büyük dezavantajı vakum kamarası gerektirmesidir. 16
17 17
18 Elektron ışın kaynağı, herhangi bir ergitme kaynağı ile kaynatılması güç olan parçaların birleştirilmesinde kullanılır. Bu kaynak yöntemi ile tungsten, molibden, tantalyum, tutya, titanyum, berilyum ve zirkonyum gibi malzemelerin kaynakları yapılabilir. Elektron ışın kaynağının diğer geniş bir kullanma alanı da özellikleri birbirinden farklı olan iki veya daha çok malzemelerin birbirlerine kaynatılmasıdır. Örneğin, alüminyum, paslanmaz çelik ve bakır üst üste konularak bu yöntem ile kaynatılabilir. 18
19 Elektron Tabancası: Elektron ışını ile kaynaktaki ticari donanımlar içinde çeşitli tipte tabancalar kullanıma sunulmuştur. Ancak bunların hepsi televizyon cihazlarında bulunan termo iyonik valfler ve katod ışını tüplerindeki prensiplere benzer prensiple çalışmaktadır. Elektron ışın kaynağı, elektron akışını kontrole yardımcı olan, kap şeklindeki bir elektroda monte edilmiş, ısıtılmış bir tungsten flamandır. Anot merkezinde delik bulunan bir disk şeklindedir. Anottaki delikten çıkan elektronlar aynı doğrultuda hareket etmezler ve bu nedenle elektron ışını, tepesi anotta ve tabanı iş parçası üzerinde olan bir koni şeklini almaya çalışır. 19
20 20
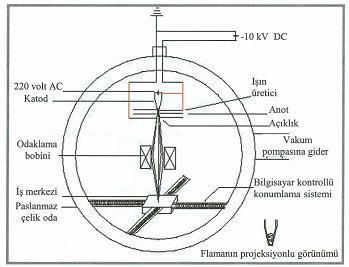
21 Elektron ışını tabancası; katot (filament), yönlendirme bobini (kontrol elektrodu) ve Anottan oluşur. Katot yüksek ergime sıcaklığına sahip malzemelerden (Tungsten veya Tantalyum) yapılır. Bu yüksek yayınımlı malzemeler; tel, şerit veya levha şeklinde üretilir. Bu malzemelerin elektron yayabilmesi için 2500 C'ye kadar ısıtılması gerekir. Katot'tan çıkan elektronlar anot ve katot arasındaki voltaj farkı sayesinde yüksek hıza ulaşırlar. Anot ve katot arasındaki voltaj azaltılıp çoğaltılarak elektronların hızı da ayarlanabilir. Hızlanan elektronlar anot içerisinden geçerler. Daha sonra elektronlar, elektron ışını düzeltme sisteminden geçerler. Burada manyetik mercekler vasıtasıyla elektron ışının çapı düşürülür ve iş parçasının kaynak yapılacak yerine çok ince ve küçük çaplı bir ışın odaklanmış olur. Küçültülmüş ışın çapı ile enerji yoğunluğu artar ve iş parçası üzerine gönderilir. Elektromanyetik saptırma bobinleri vasıtasıyla, elektron ışınlarına esneklik kazandırılır. Böylece ışın istenildiği şekilde yönlendirilir. 21
22 Vakum odası: Elektronlar, havada gönderilecek olursa, hava içinde mevcut oksijen ve azot atomları ile çarpışmaları nedeniyle enerjilerini yitirirler. Işının herhangi bir mesafe kat etmesi için 0,013 ila 1,3 N/mm 2 arasındaki basınçta ve vakum içinde çalışması gerekmektedir. Bu oda iş parçası ve tabancayı alacak büyüklükte olmalıdır. Elektron ışınları iş parçası yüzeyine çarptığında bir kısmı X ışınlanna dönüştüğünden odadaki X ışınlarının çalışanlara zarar vermemesi için de oda kurşun astar ile kaplanmalıdır. 22
23 Elektron ışın kaynağının diğer kaynak yöntemlerine göre bazı üstünlükleri mevcuttur. Bunlar: Kaynak edilen parçada fıziksel ve metalürjik değişmeler yok denecek kadar azdır. Kaynak işlemi yüksek hızda, daha dar bir alanda ve yüksek nüfuziyet elde edecek şekilde yapılmaktadır. Kaynağın yapılışı, fazla işçilik gerektirmediğinden dışarıdan optik ve otomatik kumanda sistemleri ile çok yakından kolaylıkla kontrol edilebilmektedir. Birleşme alanı oldukça temiz ve yüksek kalitededir. Temizleme işlemine gerek duyulmaz. Kaynak edilen parçalarda kaynak çekmesi yok denecek kadar azdır. Özellikle birbirinden farklı malzemeler üst üste konulmak suretiyle kaynak edilebilir. Diğer kaynak yöntemleri ile birleştirilemeyen malzemeler bu yöntem ile kolaylıkla birleştirilebilmektedir. Önemli ve pahalı parçalarda meydana gelen dar yerlerdeki çok küçük çatlaklar bu yöntem ile kaynak yapılarak onarılabilmektedirler. 23
24 Elektron Işın Kaynak Yönteminin Kullanım Alanları Elektron ışın kaynağının potansiyel kullanım alanlarına genel olarak; uzay sanayii, uçak sanayii, Otomotiv endüstrisi, elektronik ve bilgisayar endüstrisi, spor malzemeleri, gemi sanayii, roket ve füze yapımı vb alanları sayılabilir. Elektron ışın kaynağı katalitik konvertörlerde, Dökülmüş alüminyum manifoltlarda, direksiyon kolunda, senkronize dişlilerde, kranklarda, vb yerlerde kullanılmaktadır. Yine bu kaynak yöntemi ile düşük, orta ve yüksek karbonlu çelikler, takım çelikleri, ısı dirençli alaşımlar, refrakter metaller, alüminyum ve alaşımları, bakır ve alaşımları, magnezyum ve alaşımları, titanyum ve alaşımları, zirkonyum ve alaşımları, farklı metallerin kaynağı ve diğer bir çok malzemenin kaynağı mümkün olmaktadır. Hemen hemen bütün metaller elektron ışın kaynağı yöntemi ile kaynatılabilir. Genellikle kaynatılan malzemeler süper alaşımlar, refrakter malzemeler, reaktif malzemeler ve paslanmaz çeliklerdir. 24
25 a-tig kaynağı b-mikro plazma kaynağı c-plazma kaynağı d-elektron ışını kaynağı Saç kalınlığına bağlı olarak kaynak hızı değişimi 25
26 Yöntemin avantajları Elektron ışın kaynağında verim çok yüksektir, çünkü elektrik enerjisi doğrudan ışına dönüştürülür. Derinlik-genişlik oranı çok yüksek olduğundan, kalın parçalar tek pasoda kaynaklanabilir. Nüfuziyete ve uzunluğa bağlı olarak ısı girdisi ark kaynağına göre çok düşük olduğundan parça üzerinde dar bir kaynak bölgesi ve bunun sonucu olarak düşük çarpılma ve dar bir ITAB oluşur. Vakum ortamından dolayı, kaynak bölgesindeki oksijen ve azot kirlenmesi minimuma indiriimiş olur. Vakum ortamında ışının istenilen yere doğrultulabiimesi sayesinde normalde ulaşılamaz noktaları kaynaklamak mümkündür. Yüksek ergitme hızı ve ısı konsantrasyonundan dolayı kaynak süresi düşer, verim ve üretim hızı artar. I dikişi alın kaynaklarında belli bir kalınlık aralığı için dolgu malzemesi kullanmaksızın tek pasoda kaynatmak mümkündür. Toplam üretimde zamandan ve maliyetten avantaj sağlar. Refrakter malzemelerin kaynağı yapılabilir. 26
27 Yöntemin dezavantajları Yüksek maliyet gerektirir. Derinlik-genişlik oranlarının fazla olduğu birleştirmeler için malzeme hazırlığında hassasiyet çok yüksektir. Yüksek katılaşma hızlarından dolayı çatlamalar olabilir. Yüksek ve orta vakumlu kaynaklarda, vakum ortamının tüm konstrüksiyonu içine alacak kadar büyük olması gerekir. Ve ortam büyüdükçe vakum için gereken zaman da artar. Elektron ışını, manyetik ortamdan etkilendiğinden kaynak bölgesinin yakınlarında manyetik özellik göstermeyen malzemeler kullanılmalıdır. Tüm elektron ışın kaynağı tiplerinde personelin radyasyona maruz kalmayacak şekilde radyasyon koruması sağlanmalıdır. Vakumsuz kaynaklarda, atmosferdeki ozon ve diğer zehirli gazlan uzaklaştıracak şekilde yeterli havalandırma sağlanmalıdır. Vakum odası, malzeme dizaynı veya tasarımını kısıtlar. 27
28 Kaynak ağzı hazırlama açısından Elektron ışın- ergitme kaynağı karşılaştırma 28
29 29
30 30
31 31
32 32
33 33
ELEKTRON BOMBARDIMAN KAYNAĞI
 ELEKTRON BOMBARDIMAN KAYNAĞI 1 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan
ELEKTRON BOMBARDIMAN KAYNAĞI 1 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
ELEKTRON IŞIN KAYNAĞI JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 13 ELEKTRON IŞIN KAYNAĞI ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Kürşat ERGÜR 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Elektron ışın kaynağı, dolgu maddesi
BÖLÜM 13 ELEKTRON IŞIN KAYNAĞI ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Kürşat ERGÜR 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Elektron ışın kaynağı, dolgu maddesi
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
ELEKTRON IŞINI VE TIG KAYNAĞI YÖNTEMLERİYLE BİRLEŞTİRİLMİŞ INCONEL 718 MALZEMENİN MEKANİK ÖZELLİKLERİNİN KARŞILAŞTIRILMASI
 HAVACILIK VE UZAY TEKNOLOJİLERİ DERGİSİ TEMMUZ 2009 CİLT 4 SAYI 2 (1-6) ELEKTRON IŞINI VE TIG KAYNAĞI YÖNTEMLERİYLE BİRLEŞTİRİLMİŞ INCONEL 718 MALZEMENİN MEKANİK ÖZELLİKLERİNİN KARŞILAŞTIRILMASI Dr.Hv.Müh.Yb.
HAVACILIK VE UZAY TEKNOLOJİLERİ DERGİSİ TEMMUZ 2009 CİLT 4 SAYI 2 (1-6) ELEKTRON IŞINI VE TIG KAYNAĞI YÖNTEMLERİYLE BİRLEŞTİRİLMİŞ INCONEL 718 MALZEMENİN MEKANİK ÖZELLİKLERİNİN KARŞILAŞTIRILMASI Dr.Hv.Müh.Yb.
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
20.03.2012. İlk elektronik mikroskobu Almanya da 1931 yılında Max Knoll ve Ernst Ruska tarafından icat edilmiştir.
 SERKAN TURHAN 06102040 ABDURRAHMAN ÖZCAN 06102038 1878 Abbe Işık şiddetinin sınırını buldu. 1923 De Broglie elektronların dalga davranışına sahip olduğunu gösterdi. 1926 Busch elektronların magnetik alanda
SERKAN TURHAN 06102040 ABDURRAHMAN ÖZCAN 06102038 1878 Abbe Işık şiddetinin sınırını buldu. 1923 De Broglie elektronların dalga davranışına sahip olduğunu gösterdi. 1926 Busch elektronların magnetik alanda
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
1000-200000 m3/h, 400-1500 Pa. Kavrama, kayış-kasnak veya direk tahrik Eurovent e göre Kısa/Uzun gövde; kılavuz giriş kanatlı/kanatsız
 Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
RÖNTGEN FİZİĞİ X-Işını oluşumu. Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak
 RÖNTGEN FİZİĞİ X-Işını oluşumu Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak X-IŞINI TÜPÜ X-IŞINI TÜPÜ PARÇALARI 1. Metal korunak (hausing) 2. Havası alınmış cam veya metal tüp 3. Katot 4. Anot X-ışın
RÖNTGEN FİZİĞİ X-Işını oluşumu Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak X-IŞINI TÜPÜ X-IŞINI TÜPÜ PARÇALARI 1. Metal korunak (hausing) 2. Havası alınmış cam veya metal tüp 3. Katot 4. Anot X-ışın
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
Vakum Teknolojisi * Prof. Dr. Ergun GÜLTEKİN. İstanbul Üniversitesi Fen Fakültesi
 Vakum Teknolojisi * Prof. Dr. Ergun GÜLTEKİN İstanbul Üniversitesi Fen Fakültesi Giriş Bilimsel amaçla veya teknolojide gerekli alanlarda kullanılmak üzere, kapalı bir hacim içindeki gaz moleküllerinin
Vakum Teknolojisi * Prof. Dr. Ergun GÜLTEKİN İstanbul Üniversitesi Fen Fakültesi Giriş Bilimsel amaçla veya teknolojide gerekli alanlarda kullanılmak üzere, kapalı bir hacim içindeki gaz moleküllerinin
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı
 Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ
 SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ Sedna Aire, sizlere SolarCool İklimlendirme Sistemini sunmaktan gurur duymaktadır. İki aşamalı bir split ya da paket iklimlendirme sistemine entegre edilmiş, tescilli
SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ Sedna Aire, sizlere SolarCool İklimlendirme Sistemini sunmaktan gurur duymaktadır. İki aşamalı bir split ya da paket iklimlendirme sistemine entegre edilmiş, tescilli
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (2) 51-61 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Adnan ÇALIK Süleyman Demirel Üniversitesi, Teknik Eğitim Fakültesi,
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (2) 51-61 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Adnan ÇALIK Süleyman Demirel Üniversitesi, Teknik Eğitim Fakültesi,
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Malzeme muayene metodları
 MALZEME MUAYENESİ Neden gereklidir? Malzemenin mikroyapısını tespit etmek için. Malzemelerin kimyasal kompozisyonlarını tesbit etmek için. Malzemelerdeki hataları tesbit etmek için Malzeme muayene metodları
MALZEME MUAYENESİ Neden gereklidir? Malzemenin mikroyapısını tespit etmek için. Malzemelerin kimyasal kompozisyonlarını tesbit etmek için. Malzemelerdeki hataları tesbit etmek için Malzeme muayene metodları
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Light Amplification by Stimulated Emmision of Radiation kelimelerinin baş harflerinden oluşturulan Laser ışını ile kaynak (Laser beam welding), kesme
, kesme") Lazer kaynağı Light Amplification by Stimulated Emmision of Radiation kelimelerinin baş harflerinden oluşturulan Laser ışını ile kaynak (Laser beam welding), kesme ve işleme; konsantre edilmiş enerji ışınlarının
Lazer kaynağı Light Amplification by Stimulated Emmision of Radiation kelimelerinin baş harflerinden oluşturulan Laser ışını ile kaynak (Laser beam welding), kesme ve işleme; konsantre edilmiş enerji ışınlarının
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
HEATING ELEMENT TECHNOLOGIES CORP. PASLANMAZ ÇELİK BORU. Kaliteyi Biz Üretelim, Sizler İle Paylaşalım...
 HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Lazer ile şekil verme. Prof. Dr. Akgün ALSARAN
 Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
Sıcak Sulu Isıtma Sistemleri
 VERİMLİ KÜMES SİSTEMLERİ Sıcak Sulu Isıtma Sistemleri www.tavsan.com.tr Tek bir hava dağıtım ünitesinden kuru ısı. Sadece mükemmel! Kümesler için sıcak sulu ısıtma sistemleri Kümeste canlı sağlığı ve verimliliği
VERİMLİ KÜMES SİSTEMLERİ Sıcak Sulu Isıtma Sistemleri www.tavsan.com.tr Tek bir hava dağıtım ünitesinden kuru ısı. Sadece mükemmel! Kümesler için sıcak sulu ısıtma sistemleri Kümeste canlı sağlığı ve verimliliği
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ
 FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ 5041331 TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ Prof. Dr. Adnan AKKURT 2016 Dersin Değerlendirmesi Ödev, Sınav ve Değerlendirme: Başarı
FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ 5041331 TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ Prof. Dr. Adnan AKKURT 2016 Dersin Değerlendirmesi Ödev, Sınav ve Değerlendirme: Başarı
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
KAYNAK BÖLGESİNİN METALURJİK YAPISI HOŞGELDİNİZ
 KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Dr. Fatih AY. Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr
 Dr. Fatih AY Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr Düzlemsel Güneş Toplayıcıları Vakumlu Güneş Toplayıcıları Yoğunlaştırıcı Sistemler Düz Toplayıcının Isıl Analizi 2 Yapı olarak havası boşaltılmış
Dr. Fatih AY Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr Düzlemsel Güneş Toplayıcıları Vakumlu Güneş Toplayıcıları Yoğunlaştırıcı Sistemler Düz Toplayıcının Isıl Analizi 2 Yapı olarak havası boşaltılmış
SEM İncelemeleri için Numune Hazırlama
 SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
Konveyörlü Tip WTM140
 serisi, bulaşık yıkama işleminde yüksek verimlilik, tasarruf ve ergonomi konularında yüksek beklentileri bulunan profesyoneller için üretilir. Ürün serisi bardak yıkama, tezgahaltı, giyotin tip, konveyörlü,
serisi, bulaşık yıkama işleminde yüksek verimlilik, tasarruf ve ergonomi konularında yüksek beklentileri bulunan profesyoneller için üretilir. Ürün serisi bardak yıkama, tezgahaltı, giyotin tip, konveyörlü,
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
iplasma PLAZMA-OXY KESİM
 iplasma PLAZMA-OXY KESİM 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant presler
iplasma PLAZMA-OXY KESİM 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant presler
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
STANDART KALİTE PASLANMAZ ÇELİKLERİN KULLANIM ÖZELLİKLERİ
 STANDART KALİTE PASLANMAZ ÇELİKLERİN KULLANIM ÖZELLİKLERİ KALİTE ODA SICAKLIĞINDA 800 C'ye kadarki yüksek sıcaklık oksidasyonuna dayanıklılığı iyidir. Oksitleyici ortamda kloride karșı hassastır. Düșük
STANDART KALİTE PASLANMAZ ÇELİKLERİN KULLANIM ÖZELLİKLERİ KALİTE ODA SICAKLIĞINDA 800 C'ye kadarki yüksek sıcaklık oksidasyonuna dayanıklılığı iyidir. Oksitleyici ortamda kloride karșı hassastır. Düșük
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ
 TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
ALÜMİNYUM, GAZ ALTI KAYNAĞINDA KISMİ NUFUZİYETLÎ ALIN KAYNAK BİRLEŞTİRMELERİNDE YIĞILAN KAYNAK METAL ORANININ BİLGİSAYARLA HESAPLANMASI
 KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 257 ALÜMİNYUM, GAZ ALTI KAYNAĞINDA KISMİ NUFUZİYETLÎ ALIN KAYNAK BİRLEŞTİRMELERİNDE YIĞILAN KAYNAK METAL ORANININ BİLGİSAYARLA HESAPLANMASI Hüseyin YÜCE, *Arif ÇANACIK,
KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 257 ALÜMİNYUM, GAZ ALTI KAYNAĞINDA KISMİ NUFUZİYETLÎ ALIN KAYNAK BİRLEŞTİRMELERİNDE YIĞILAN KAYNAK METAL ORANININ BİLGİSAYARLA HESAPLANMASI Hüseyin YÜCE, *Arif ÇANACIK,
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
ELEKTROM ISINI Ile KAYMAK
 ELEKTROM ISINI Ile KAYMAK Prof. Dr. Selahaddin ANİK Yrd. Doç. Dr. Murat VURAL İTÜ MAKİNA FAKÜLTESİ 11 KASIM 1993 Elektron Işın Kaynağının Diğer Kaynak Yöntemleri Arasındaki Yeri Kaynak tekniğinde, asetilen
ELEKTROM ISINI Ile KAYMAK Prof. Dr. Selahaddin ANİK Yrd. Doç. Dr. Murat VURAL İTÜ MAKİNA FAKÜLTESİ 11 KASIM 1993 Elektron Işın Kaynağının Diğer Kaynak Yöntemleri Arasındaki Yeri Kaynak tekniğinde, asetilen
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
RADYASYON FİZİĞİ 2. Prof. Dr. Kıvanç Kamburoğlu
 RADYASYON FİZİĞİ 2 Prof. Dr. Kıvanç Kamburoğlu 1800 lü yıllarda değişik ülkelerdeki fizikçiler elektrik ve manyetik kuvvetler üzerine detaylı çalışmalar yaptılar Bu çalışmalardan çıkan en önemli sonuç;
RADYASYON FİZİĞİ 2 Prof. Dr. Kıvanç Kamburoğlu 1800 lü yıllarda değişik ülkelerdeki fizikçiler elektrik ve manyetik kuvvetler üzerine detaylı çalışmalar yaptılar Bu çalışmalardan çıkan en önemli sonuç;
Mobil Uygulamalar İçin Hidrokarbon Analiz Cihazı SmartFID
 Mobil Uygulamalar İçin Hidrokarbon Analiz Cihazı SmartFID Otomatik işlemler için mikroişlemci odaklı 5,7 "LCD dokunmatik ekran ölçüm aralığı: 0-100.000 ppm / 0-160.000 mgc, ayarlanabilir otomatik ölçüm
Mobil Uygulamalar İçin Hidrokarbon Analiz Cihazı SmartFID Otomatik işlemler için mikroişlemci odaklı 5,7 "LCD dokunmatik ekran ölçüm aralığı: 0-100.000 ppm / 0-160.000 mgc, ayarlanabilir otomatik ölçüm
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
Teknik sistem kataloğu Kompakt panolar AE
 Teknik sistem kataloğu Kompakt panolar AE 3 4 1 6 3 4 8 7 5 2 Orjinal Dünya çapında onayları ile stoklarımızda derhal gönderime hazır. Sayısız pratik boyutları ve tüm ortak uygulamalar için fonksiyonel
Teknik sistem kataloğu Kompakt panolar AE 3 4 1 6 3 4 8 7 5 2 Orjinal Dünya çapında onayları ile stoklarımızda derhal gönderime hazır. Sayısız pratik boyutları ve tüm ortak uygulamalar için fonksiyonel