DİŞLİ AÇMA TEKNİKLERİ
|
|
|
- Canan Mustafa
- 8 yıl önce
- İzleme sayısı:
Transkript

 un değirmenlerinde kullanmışlar ve bu gelişme düzeyindeki tahrik pim profilli dişliler uzun zaman hiç")
1 DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3- Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL BİLGİLER: Dişliler en eski makina elemanlarındandır. Belkide cıvatalardanda daha eskidir. Dişlilerin bundan binlerce sene önce Mezopotamyada sulama tesislerinde kullanıldıkları sanılmaktadır. Milattan önce, kum saatlerinde kullanılmışlardır. Romalılar iyice geliştirdikleri tahrik pim profilli dişlileri (motorsiklet dişlisi) un değirmenlerinde kullanmışlar ve bu gelişme düzeyindeki tahrik pim profilli dişliler uzun zaman hiç değiştirilmeden bir çok yerlerde kullanılmıştır. Hatta Romalılar dişlilerin bronz veya demirden yapılmasının dayanma süresi bakımından çok avantajlı oldukları bilincine varmışlar ve dişlileri bu malzemelerden yapmışlardır. 2 1
 un değirmenlerinde kullanmışlar ve bu gelişme düzeyindeki tahrik pim profilli dişliler uzun zaman hiç")
2 Dişlilerde genel bilgiler 17. Yüzyılın sonlarında bir çok mühendis episikloid profillerin dişli profili olarak kullanmanın daha avantajlı olduğunu bilmelerine rağmen, pratiğe daha bağımlı olan teknikerler yinede tahrik pim profilli dişlileri kullanmaya devam etmişlerdir. Daha sonralarda pratik çalışanlar teoriye pek kıymet vermeden eskiye sadık kalıp, tahrik pim profilli dişlileri kullanmışlardır. Bu durum böylece, daha mükemmel imalat makinaları imal edilene kadar, devam etmiştir. 18. Yüzyıl sonlarında dahi dişli profili olarak, güzel ve rijit görünen fakat dişli fonksiyonunu tam yapamayan, daire yaylı profiller kullanılmıştır. Buhar makinasının bulunmasıyla dişli çarklardada önemli gelişmeler gözükmeye başlamıştır. Redüktörlerin ve dişli mekanizmalarının büyük güç ve büyük devir sayılarını az kayıpla iletmeleri için, redüktörlerin daha verimli imalatları gerekli olmuştur. Böylece tamamen metal, sikloid profilli, dişliler ortaya çıkmaya başladı. 18. Yüzyıl ortalarında ilk defa dişlileri standartlaştırma düşüncesi ortaya çıktı. Böylece Circular Pitch (Bir dişlinin taksimat dairesinin yay boyu, yani taksimat ) tanımlandı senesinde Willis tarafından çıkarılan ilk dişli standartında diş üstü ve diş tabanı daire çapları standartlaştırılırken, Circular Pitch yerini daha avantajlı olan Diametral Pitch (Çaptaki bir inç e düşen diş sayısı) kavramı ortaya konuldu. Aşağı yukarı aynı zamanda evolvent profilleride ortaya çıktı yılında Brown & Sharpe firması tarafından 23 parçadan oluşan bütün Diametral-Pitch ölçüleri için kullanılabilinecek freze takımı piyasaya çıkarıldı. 3 Dişli Çark ve Mekanizması: Aralarında bir kayma oluşmadan, iki mil arasında kuvvet ileten ve hareketi değiştirmek veya iletmek için kullanılan, üzerinde çeşitli profillerde diş açılmış makine elemanına dişli çark denir. Güç iletmek bakımından, mekanizmanın bir döndüren ve bir veya birkaç döndürülen elemanı vardır. Buradan da anlaşıldığı gibi bir dişli çark tek başına kullanılamaz, hareket için en az iki dişli çark bulunmalıdır. Genellikle mekanizmanın küçük dişlisine pinyon, diğerine çark denir. Yandaki resimde sağdaki dişli pinyon, soldaki büyük olan da çarktır. Bazen ikisi de aynı boyutlarda olabilir. 4 2

3 Dişlilerde genel bilgiler 1856 da Schiele ilk yuvarlama methodu takımını ve 1899 yılındada Fellow dişli çark şeklindeki kesici bıçağı buldu. Bu devirde daha diş dibi alt kesimi bilinmiyordu. Alt kesim ilk defa 20. Yüzyıl başlarında imalat esnasında pratik olarak bulundu ve teorisi sonradan tamamlandı. Otomobil endüstrisinin 20. yüz yıl başlarında seri imalat başlaması, dişli çarklarınında gelişmesine yol açtı yılında Sunderland tarak şeklindeki dişli açma takımını ve 1909 yılında MAAG firmasının kurucusu Max MAAG da bugünkü diş açma sistemini buldular. Bundan sonra bu güne gelene kadar dişli açma ve imalatında bir çok gelişmeler görüldü. Şu anda birkaç firma A dan Z ye kadar bütün işlemleri yapan, elektronik kumandalı, üniversal makinalar üretmektedir. Bu makinalarla dişi çeker ve taşlar, çektiği dişi, dişi çeken ve taşlayan takımı, kendi kendine kontrol eder ve sapma değerlerinin sınırlarına yaklaştığını görünce, bunu kendi kendine düzeltir. Örneğin: İsviçrede REISHAUER AG firması gibi.. Planet mekanizması planet dişlisi 5 Dişli Çarklar Freze tezgahlarının, dişli açmada yetersiz kalmalarından ya da diş açma işini istenen kalitede yapamamalarından ötürü azdırma tezgahlarının önemi daha belirginleşmiştir. Azdırma tezgahları, yuvarlanma metodu ile dişli çark açan özel tezgahlardır. 6 3



4 Dişli Çark Çeşitleri: Mekanik gücün naklinde mühendislik ve maliyet avantajlarını bir arada sunan dişli çarklar, saat mekanizmaları gibi hassas cihazlardan, otomobil ve uçak-uzay teknolojisine kadar geniş bir alanda kullanılmaktadır. Son yıllarda teknolojideki gelişmelere paralel olarak yüksek hızlarda çalışan ve daha fazla yük taşıyan dişli çarklara ihtiyaç artmaktadır. Bu nedenlerle bir çok çeşit dişli çark meydana gelmiştir. 1- Düz dişli: Diş profilleri dönme eksenine paralel olan bu dişliler hemen hemen her yerde kullanılan genel dişlilerdir. 2- Helis dişlisi: Bu dişlilerde diş profilleri dönme ekseniyle tercih edilecek şekilde bir açı yaparlar. Düz silindirlere göre daha dayanıklı ve verimlidir. Bunun yanında sessiz çalışabilme özelliği de vardır. 3-Konik dişliler: Bu dişliler dönme eksenini istenilen açıyla iletilmesinde (değiştirilmesinde) kullanılırlar. 7 Dişli Çark Çeşitleri: 4-Çavuş (ok) dişli: Adından da anlaşıldığı gibi dişlerinin şekli çavuş arması şeklinde birbirine zıt iki dişten oluşur. Çok güç isteyen yerlerde kullanılır. 5- İç dişli: Diğerlerinden farkı diş profillerinin iç kısımda bulunmasıdır. Kullanım yeri de buna göre farklıdır. 6- Ayna-Mahruti dişli: Konik dişlilerle aynı görevi üstlenir. Diş profilleri konik dişlilerin aksine helisel yapıdadır. Bu sayede daha dayanıklı ve sesiz çalışırlar. 7- Zincir dişli: Bu dişliler yerine göre ince ancak daha sivri üçgensi uçlara sahiptirler. genellikle bisiklet pedallarında ve zincirle kuvvet aktarımı istenen yerlerde (calaskarlarda) kulanılmaktadır. 8-Kramayer dişli, 9-Sonsuz dişli



5 Redüktör dişliler Pompa dişliler 9 Dişli Çark kullanımı: Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az iki çarktan oluşmaktadır. 10 5

6 Dişli Çark Çeşitleri: Ayrıca aşağıdaki kullanım yerleri içinde dişli tipleri üretilmiştir. 11 Dişli Çark Çeşitleri: Ayrıca aşağıdaki kullanım yerleri içinde dişli tipleri üretilmiştir. Spiral Konik Dişli Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. 12 =Böğür çapı 6



7 Dişli Çarkların çalışması Redüktörün çalışması 13 Dişli Çark Üretimi Modül çakısı ile dişli çark işleme Azdırma çakısı ile dişli çark işleme 14 7


8 Azdırma Yöntemi ile Dişli Çark Üretimi Azdırma çakısı ile dişli çark işleme 15 Azdırma Yöntemi ve Tezgahı 16 8

9 Azdırma Tezgahında dişli açma Freze tezgahlarının, dişli açmada yetersiz kalmalarından ya da diş açma işini istenen kalitede yapamamalarından ötürü azdırma tezgahları kullanılmaktadır. Azdırma tezgahları, yuvarlanma metodu ile dişli çark açan özel tezgahlardır. Bu tezgahlarla, dişli çarklarda arzulanan düzgünlük ya da kalite elde edilmiş olur. Azdırma tezgahı adını azdırma frezesi denilen kesici ucundan yani çakısından almıştır. Azdırma frezeleri, sağ ve sol yönlü olarak yapılan özel kesicilerdir. Görünümleri vida biçimindedir ancak azdırma tezgahında her modülden tek çakı olarak bulunur ve bir tezgah tüm modülleri açamaz. Tezgahın kapasitesine göre modülleri de sınırlı olur. Örneğin; 0.5, 0.75, 1, 1.25, 1.5, 1.75, 2 gibi. Azdırma takımlarında dişlerin sırtı tornalanmış ve taşlanmış yüzeyleri vardır. Büyük takımlarda talaş oyuklarına helis verilerek dişlerin sürekli bir şekilde kavranmaları ve işlenen yüzeylerden kesintisiz olarak ayrılmaları sağlanır. Bu şekilde titreşimler de önlenmiş olur. 17 Azdırma Yöntemi Helisel dişli açmak için, ya frezenin bağlı olduğu malafa tablasındaki taksimat ayarlanır, veya değiştirme dişlileri ile helis açısı ayarlanır. Eğer helis açısı malafa tablasındaki taksimata göre ayarlanacaksa, dişlinin helis yönüne göre frezenin helis açısına frezenin adım açısını eklemek veya çıkarmak gerekir. Frezenin helis açısının değeri frezelerin üzerinde yazılı olup frezeler sol ağızlı ise frezenin helis açısı çıkarılacak yerde eklenir veya eklenecek yerde çıkarılır. Radyal frezeleme Eksenel frezeleme Düz dişli için işlemek için takımın eksenini γ 0 kadar sağa eğmek gereklidir. Sağdaki şekilde bir helisel dişlinin açılışını görüyoruz. Sol helis elde etmek için takım eksenini β γ 0 kadar 18 sola eğmek gereklidir. 9



10 Azdırma çakıları Azdırma tezgahında işlenecek parçaya göre çeşitli tipte çakılar kullanılabilir. En yaygın olan çakı ise hava çeliğinden yapılan çakılardır. Ayrıca, titanyum alaşımlı zincir dişli çakılar ise daha sağlam oldukları için işleme kapasitesini yaklaşık olarak üç kat artırabilirler. Ayrıca günümüzde değiştirilebilir uçlu azdırma çakıları da üretilmektedir. Kesme sırasında kullanılan çeşitli sıvılar, kesme sırasında sürtünme kuvvetlerinden dolayı ortaya çıkabilecek çeşitli kırılmalara karşı alınan bir önlemdir. Genel olarak diğer tezgahlarda da olduğu gibi önceden kaba talaş alınıp sonra da ikinci defa keskin bir freze ile ince talaş alınır. Böylece yüksek kaliteli dişliler elde edilir. 19 Azdırma Tezgahında dişli açma Azdırma çakısı Dişli taslağı 20 10

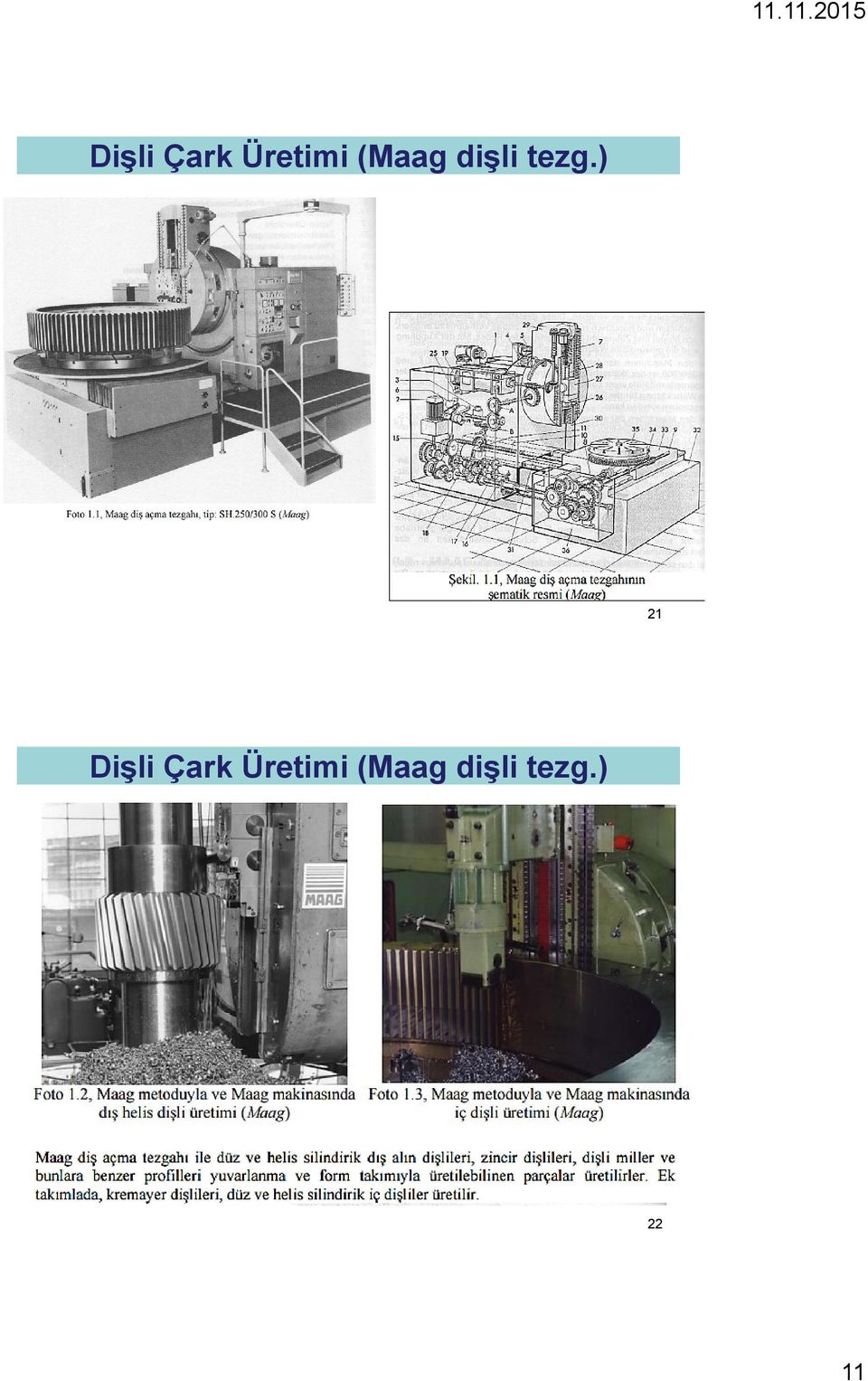
11 Dişli Çark Üretimi (Maag dişli tezg.) 21 Dişli Çark Üretimi (Maag dişli tezg.) 22 11

 Dişli Çark")
12 Kramayer çakılı tezgahlarda Dişli Çark Üretimi (Maag dişli tezg.) Çalışma yöntemi: 23 Vargelleme ile (Fellow Sistemi) Dişli Çark Üretimi 24 12
 Dişli Çark")
13 Dişli Çark Üretiminde Kesiciler Konvansiyonel yüksek hız çeliği (HSS) kesicilerine göre dört kata kadar kesme hızlarının uygulanması ve çok sayıda kesici uç sayesinde kesme süresini yüzde 70'e kadar azaltabilen değiştirilebilir kesici uçlu bıçak. 25 Dişli Çark Üretim Metodları 1-Döküm yöntemi ile dişli üretimi Yavaş dönen (v 2 m/s) dişli çarklarda ve kaba işlerde dökme dişliler hiç işlenmeden kullanılırlar. Örneğin: el vinçleri, tuğla makinaları vs. Pasa karşı dayanıklı oluşları açık havada ve bilhassa denizde veya deniz kenarında kullanılmalarında üstünlükleri vardır. 2-Modül frezeleri ile dişli üretimi Karşılıklı çalışan iki dişli çarkın diş profillerinin resimlerini çizip bunlara göre disk şeklinde form frezeleri yaparak diş açmak mümkündür. Bu şekildeki diş açılışı normal freze tezgahlarında yapılır burada bir diş açıldıktan sonra divizör yardımıyla çark bir diş adımı ileri çevrilir ve ikinci diş açılır. Divizör hatalarına karşı günümüzde CNC tezgahları bu taksimat işlemini otomatik yapmaktadır.bir kademedeki dişli çiftinin küçük dişli çarkının temel dairesi ufak, büyük çarklarınkiler ise büyüktür. Bu sebepten evolvent profilleri de değişik çıkar; küçük çarklarınki çok eğri, büyüklerinki ise az eğridir. 3-Zımbalama (Punch) metodu ile dişli üretimi Zımbalama tekniği ile sac malzemelerin üzerinden dişli çark üretim tekniğidir. Saat, sayaç, aparat oyuncak vb. gibi çok küçük güçler ileten dişliler için uygulanır. Oldukça ince saçlardan kesilerek elde edilen bu dişliler kesici kalıbın hassaslığına göre hayli düzgün yapılabilir. 4-Sinterleme metodu ile dişli üretimi Sinterleme ile diş imali için toz şeklindeki çelik, özel preslerde dişli kalıbına preslenerek sinterlenir ve dişli elde edilir. Elde edilen dişliler biraz gözenekli, fakat sağlamdırlar. 5-Lazer kesimle dişli üretimi : Çok kalın olmayan ince et kalınlığına sahip dişliler (max 12 mm ye kadar)bu yöntemle imal edilir. Çok hassas olmayan ve düşük hızlı yerler 26 için tercih edilir. 13

14 Dişli Çark Üretim Metodları 6-Broşlama metodu dişli üretimi Broşlama ile dişli imalinde genel olarak uzun bir broş kullanılır. Bu broşun üzerinde arka arkaya dizilmiş bıçaklar vardır. Bıçaklar kademeli bir şekilde işlenmiştir ve çubuğun bir çekilmesi yada itilmesinde dişli imal edilmiş olur. Seri üretim için uygun olup Broşun imalatı çok pahalıdır. 7- Enjeksiyon (Püskürtme) metodu ile dişli üretimi Enjeksiyon yöntemiyle dişli çark imali düşük güçler ileten ve büyük serilerle imal edilen sayaç, aparat ve benzeri yerlerde uygulanırlar. Bunlar ısıtılarak madeni kalıplara basınçla püskürtülürler ve kalıpta çok kısa bir sürede soğurlar. Soğurken büzülme paylarını da hesaplamak ve kalıpları ona göre boyutlandırmak gereklidir. Plastik dişliler de genel olarak bu yöntemle imal edilirler. 8-Haddeleme veya ovalama metodu ile dişli üretimi Dolu malzemeden ovalama metoduyla çeşitli vida ve cıvataların imalinde alınmış olan iyi sonuç, aynı metotla dişli çarkların imal edilmesine yol açmıştır. Büyük serilerle imal edilen otomobil dişlerinde haddeleme ile imalatı ilk olarak başlanmıştır. Sistem cıvata imalinin aynıdır. 9-Şablona göre dişli üretimi Şablona göre diş açan tezgahlar genelde özellik taşıyan konik dişli imalinde kullanırlardı. Yuvarlanma metoduna göre diş açan tezgahlar geliştikten sonra (Kilingelnberg) bunlar önemlerini kaybettiler. Bu sistemle imalat basit olduğundan ve yerel olarak üniversal tezgahlarla yapılabileceklerinden, konik dişli imali problemleri ile karşılaşan ufak ve orta çaptaki imalatçıları tarafından kullanılırlar. Çalışma sistemleri kopya freze sistemidir. 27 Dişli Çark Üretimi 28 14

15 DİŞLİ ÇARKLARIN TAŞLANMASI Talaşlı üretimden sonra ısıl işlem görmüş dişlilerin istenen tolerans değerlerine indirilmesi için taşlama işlemine tabi tutulması gerekir. Taşlanarak dişlerdeki sapmalar ve yüzey pürüzlülüğü kabul edilen tolerans sınırlarına indirgenir. Böylelikle parçanın diş yanak yüzeyi dahil kalitesi de yükseltilmiş olur. Fotoğraf : 29 Dişli çarkların Taşlanması

16 Dişli çarkların Taşlanması Dişli çarklarda dişlerin formu, diş yanaklarının yüzey kalitesi, dişlerin adımı, dişlerin derinliği ve dişli çarkların bütün ölçüleri önemli olması bakımından diş yanaklarına taşlama işlemi yapılır. Dişli çarkların taşlanmasında uygulanan teknikler üçe ayrılabilir. 1-Profil taşla dişli taşlama (Form taşıyla taşlama 2-Yuvarlanma metoduyla dişli taşlama a)tezgah tablası salınım hareketli dişli taşlama b)taş başlığı salınım hareketli dişli taşlama 3-Azdırma taşıyla dişli taşlama 31 Dişli çarkların Taşlanması Dişli çarkların üretiminde sırasıyla önce ; 1-Talaşlı üretim sonrasında 2-Isıl işlem uygulanmakta ve son işlem olarakta 3-Taşlama veya lebleme işlemi gerçekleştirilmektedir. Dişlilerin üretiminde taşlama tezgahlarının titreşim ve vuruntu yapmayan, boşluksuz ve aşınmamış tezgahlar olmasına özen gösterilmelidir. Taşlama işlemi ile dişli çarklarda hata oranı 0,002 mm ye kadar Dişli çark nasıl yapılır düşürülmektedir diferansiyal dişli 16

17 Dişli çarkların Taşlanması 33 Dişli çarkların Taşlanması Profil taşla düz dişli taşlama. Profil taşla iç dişli taşlama 34 17


18 Dişli çarkların Taşlanması Dişli Çarklar ve Redüktörleri- M.Güven KUTAY istanbul Dişli çarkların Taşlanması Yuvarlanma tekniğiyle dişli taşlama işleminde, çanak taşların kullanılması ve elmas bileyicilerin çark üzerindeki konumu şekilde görülmektedir. Çanak taşlarla düz, helis, konik ve konik helis dişli çarkların taşlanması mümkündür. Elmas bileyiciler ve taşların pozisyonu 36 18

DİŞLİ AÇMA TEKNİKLERİ
 DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Üretim. Dişli çarklar
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2 Giriş 3 Üretim Yöntemleri Dişli çarklar
Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2 Giriş 3 Üretim Yöntemleri Dişli çarklar
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Temel bilgiler Dişli çarklar
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Temel bilgiler Dişli çarklar İçerik Basit Dişli Dizileri Dişli Çarklar: Sınıflandırma ve Kavramlar Silindirik Düz Dişli Çarklar Dişli Çark Mekanizmasının Temel
Makine Elemanları II Prof. Dr. Akgün ALSARAN Temel bilgiler Dişli çarklar İçerik Basit Dişli Dizileri Dişli Çarklar: Sınıflandırma ve Kavramlar Silindirik Düz Dişli Çarklar Dişli Çark Mekanizmasının Temel
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Dişli Çarklar Bu bölüm sonunda öğreneceğini konular:
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Dişli Çarklar Bu bölüm sonunda öğreneceğini konular:
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İle.m Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İle.m Elemanları Basit Dişli Dizileri
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
1. DİŞLİ ÇARK MEKANİZMALARI. 1.1 Genel İfadeler ve Sınıflandırması
 1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
DİŞLİ GEOMETRİSİ. Metin Yılmaz Arge Müdürü Yılmaz Redüktör
 DİŞLİ GEOMETRİSİ Metin Yılmaz Arge Müdürü Yılmaz Redüktör Yuvarlanma Prensibi: Evolvent (Involute) Eğrisinin Tanımı Evolvent Dişli Formu Özellikleri Kolay imal edilebilir. Farklı diş sayılarına sahip dişliler
DİŞLİ GEOMETRİSİ Metin Yılmaz Arge Müdürü Yılmaz Redüktör Yuvarlanma Prensibi: Evolvent (Involute) Eğrisinin Tanımı Evolvent Dişli Formu Özellikleri Kolay imal edilebilir. Farklı diş sayılarına sahip dişliler
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER
 DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER 1. Evolvent profilli standart bir düz dişli çarkta diş sayısı z=19 ve modül m=4 mm olduğuna göre dişbaşı ve temel daireleri üzerindeki diş kalınlıklarını hesaplayınız
DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER 1. Evolvent profilli standart bir düz dişli çarkta diş sayısı z=19 ve modül m=4 mm olduğuna göre dişbaşı ve temel daireleri üzerindeki diş kalınlıklarını hesaplayınız
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
GÜÇ VE HAREKET ĠLETĠM ELEMANLARI
 GÜÇ VE HAREKET ĠLETĠM ELEMANLARI P=sbt n m? n iģmak Ġġ MAKĠNASI Yapı olarak motor, güc ve hareket iletim elemanları ve iģ makinası kısmından oluģan bir makinanın esas amacı baģka bir enerjiyi mekanik enerjiye
GÜÇ VE HAREKET ĠLETĠM ELEMANLARI P=sbt n m? n iģmak Ġġ MAKĠNASI Yapı olarak motor, güc ve hareket iletim elemanları ve iģ makinası kısmından oluģan bir makinanın esas amacı baģka bir enerjiyi mekanik enerjiye
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
Karadeniz Teknik Üniversitesi Orman Fakültesi Orman Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
DİŞLİ ÇARKLAR. Makine Elemanları 2 PROFİL KAYDIRMA. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
DİŞLİ ÇARKLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
ÖZET. Basit Makineler. Basit Makine Çeşitleri BASİT MAKİNELER
 Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
Temas noktalarının geometrik yerine kavrama eğrisi (temas izi) denir.
 denir.") DİŞLİ ÇARK KİNEMATİĞİ : Temel Kavramlar Prof.Dr. Aybars ÇAKIR Dişli Ana Kanunu : İki yuvarlanma dairesine (sürtünmeli çark mekanizması) kinematik olarak eşdeğer ve birbirleri ile eş çalışan iki dişin yan
DİŞLİ ÇARK KİNEMATİĞİ : Temel Kavramlar Prof.Dr. Aybars ÇAKIR Dişli Ana Kanunu : İki yuvarlanma dairesine (sürtünmeli çark mekanizması) kinematik olarak eşdeğer ve birbirleri ile eş çalışan iki dişin yan
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA UYGULAMA-SÜRTÜNMELİ ÇARK
 MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DİŞLİ VERİMLİLİĞİNİ BELİRLEME DENEYİ FÖYÜ 2015-2016 Güz Dönemi 1.1. Deneyin Amacı DĠġLĠ VERĠMLĠLĠĞĠNĠ BELĠRLEME DENEYĠ Mevcut deney
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DİŞLİ VERİMLİLİĞİNİ BELİRLEME DENEYİ FÖYÜ 2015-2016 Güz Dönemi 1.1. Deneyin Amacı DĠġLĠ VERĠMLĠLĠĞĠNĠ BELĠRLEME DENEYĠ Mevcut deney
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Redüktörler genel olarak sahip oldukları dişli tiplerine göre sınıflandırılırlar.
 REDÜKTÖR TİPLERİ VE ÖZELLİKLERİ Redüktörler genel olarak sahip oldukları dişli tiplerine göre sınıflandırılırlar. Helisel dişli redüktörler Sonsuz dişli redüktörler Konik dişli redüktörler Planet dişli
REDÜKTÖR TİPLERİ VE ÖZELLİKLERİ Redüktörler genel olarak sahip oldukları dişli tiplerine göre sınıflandırılırlar. Helisel dişli redüktörler Sonsuz dişli redüktörler Konik dişli redüktörler Planet dişli
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
DİŞLİ ÇARKLAR III: Makine Elemanları 2 HELİSEL DİŞLİ ÇARKLAR. Doç.Dr. Ali Rıza Yıldız
 Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
2010 Ağustos. www.guven-kutay.ch DİŞLİ ÇARKLAR. ÜRETİM ve KONSTRÜKSİYON 12-05. M. Güven KUTAY. www.guven-kutay.ch
 2010 Ağustos DİŞLİ ÇARKLAR ÜRETİM ve KONSTRÜKSİYON 12-05 M. Güven KUTAY Sevgili eşim FİSUN ' a ÖNSÖZ Bir konuyu bilmek demek, onu eldeki imkanlara göre kullanabilmek demektir. Dişliler konusunu bilmek,
2010 Ağustos DİŞLİ ÇARKLAR ÜRETİM ve KONSTRÜKSİYON 12-05 M. Güven KUTAY Sevgili eşim FİSUN ' a ÖNSÖZ Bir konuyu bilmek demek, onu eldeki imkanlara göre kullanabilmek demektir. Dişliler konusunu bilmek,
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
DİŞLİ AÇMA USULLERİ. Mak.Müh.Sait EYİGÖZ. DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi
 DİŞLİ AÇMA USULLERİ Mak.Müh.Sait EYİGÖZ DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi 3 Şubat 1991 O î :~4_ ± AÇHA USULLER % I, ALÎN, DÜZ ve HELiS DiSLîLERîN AÇILMASI 1) Sonsuz vida kesici takı
DİŞLİ AÇMA USULLERİ Mak.Müh.Sait EYİGÖZ DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi 3 Şubat 1991 O î :~4_ ± AÇHA USULLER % I, ALÎN, DÜZ ve HELiS DiSLîLERîN AÇILMASI 1) Sonsuz vida kesici takı
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
Prof. Dr. İrfan KAYMAZ
 Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Sektöre ÖzgüRedüktörler - 1
 Sektöre ÖzgüRedüktörler - 1 Yılmaz Redüktörün standart üretim yelpazesinin içerisinde genel kullanım amaçlı üretilen redüktörlerin dışında sektöre özgü imal edilmiş özel redüktörlerde bulunmaktadır. Bu
Sektöre ÖzgüRedüktörler - 1 Yılmaz Redüktörün standart üretim yelpazesinin içerisinde genel kullanım amaçlı üretilen redüktörlerin dışında sektöre özgü imal edilmiş özel redüktörlerde bulunmaktadır. Bu
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DİŞLİ ÇARKLAR II. Makine Elemanları 2 HESAPLAMALAR. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
T.C. DUMLUPINAR ÜNİVERSİTESİ
 i T.C. DUMLUPINAR ÜNİVERSİTESİ Simav Teknik Eğitim Fakültesi Makine Eğitimi Bölümü KALIPÇI FREZE TEZGÂHININ OTOMATİK İLERLEME TERTİBATININ MODİFİKASYONU Ömer TOPSAKAL Hüdaver BOZ Mustafa PERÇİN Samet YAMAN
i T.C. DUMLUPINAR ÜNİVERSİTESİ Simav Teknik Eğitim Fakültesi Makine Eğitimi Bölümü KALIPÇI FREZE TEZGÂHININ OTOMATİK İLERLEME TERTİBATININ MODİFİKASYONU Ömer TOPSAKAL Hüdaver BOZ Mustafa PERÇİN Samet YAMAN
Honlama ve Lepleme Teknikleri
 Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
Design for X. Fonksiyon. Standartlara uygun. Mukavemet. açısından uygun. açısından uygun. Maliyet. Nakliye.
 1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
tugra Üretimde Çözüm Ortağınız tugra . Makina, Dişli Imalat Sanayi
 . Makina, Dişli Imalat Sanayi Üretimde Çözüm Ortağınız 1 ÜRETİMDE HASSASİYET Hakkımızda 30 yılı aşkın tecrübemizle tekrar üretimde çözüm ortağınızız. Makina yedek parçaları konusunda tecrübeli ekibimizle
. Makina, Dişli Imalat Sanayi Üretimde Çözüm Ortağınız 1 ÜRETİMDE HASSASİYET Hakkımızda 30 yılı aşkın tecrübemizle tekrar üretimde çözüm ortağınızız. Makina yedek parçaları konusunda tecrübeli ekibimizle
BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering. Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Department of Mechanical Engineering. Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR") Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Konik ın Tanımı Konik dişli çark çeşitleri Konik dişli çark boyutları Konik dişli
Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Konik ın Tanımı Konik dişli çark çeşitleri Konik dişli çark boyutları Konik dişli
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek