Sünek Kırılma : Kırılma Türleri. Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir.
|
|
|
- Gizem Sarıkaya
- 8 yıl önce
- İzleme sayısı:
Transkript
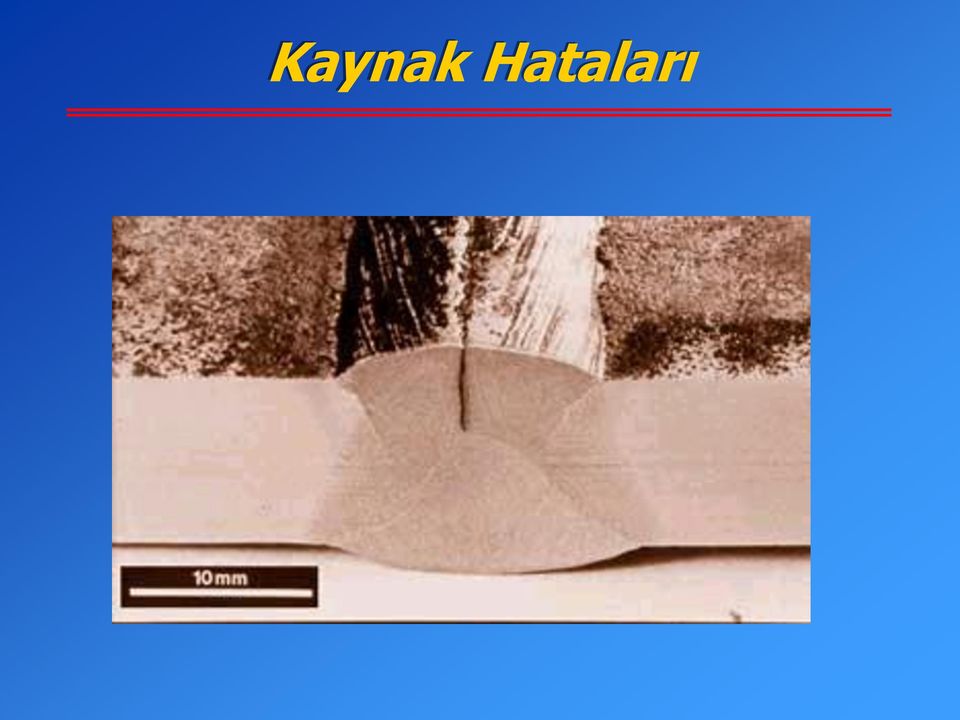
1 KAYNAK HATALARI


2 Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir.

3 Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı yükleme sonucu oluşur. Çok büyük akma ya da plastik deformasyon oluştuğunun kanıtıdır. Kırılma yüzeyi kaba ve yırtılmış formdadır. Yük doğrultusuna 45 0 açı yapan bir yırtılma geometrisi oluşur. Çünkü maksimum kayma, yüke 45 0 açı yaparak oluşmaktadır.


4 Kırılma Türleri Gevrek Kırılma : Ani ve kararsız bir kırılma türüdür

5 Kırılma Türleri Gevrek kırılmanın ayırt edici özellikleri : Kırılmadan önce ya çok az plastik deformasyon yaşanır, ya da hiç yaşanmaz. Çatlak yüzeyi ok ucu benzeri geometrili birçok pürüz meydana getirir. Yüzey girintili çıkıntılı yapıda ve kristal görünümündedir. Yırtık formu bu kırılmada oluşmaz. Kırılma yüzeyi yüke 90 0 açıdadır.

6 Kırılma Türleri Gevrek kırılmayı etkileyen faktörler : Sıcaklık (sıcaklık düştükçe akma gerilmesi ile maksimum çekme gerilmesi arasının kapandığı görülür) Kristal yapı (HMK, YMK) Malzeme tokluğu Artık gerilmeler Gerilme oranı (akma gerilmesi artarken maksimum çekme gerilmesi sabit kalır) Malzeme kalınlığı Gerilme yoğunluğu / kaynak hataları
 Malzeme kalınlığı Gerilme yoğunluğu / kaynak")
7 Kırılma Türleri Gevrek kırılma nedenleri : Kaynak hatalarının varlığı Ana malzemede düşük tokluk değerleri (yanlış malzeme seçimi) IEB de düşük tokluk değerleri (genellikle büyük ısı girdileri nedeni ile) Yüksek artık gerilmelerin varlığı (kaynak sonrası ısıl işlem olmaması ya da yanlış tasarım nedeni ile)

8 Kırılma Türleri Eğer malzeme statik yüklemelere maruz kalmışsa nihai kopma çok büyük gerilme değerlerinde oluşur. Eğer aynı malzeme tekrarlı yüklere maruz kalırsa, kopma şu şekillerde oluşur : Elastik sınırın oldukça altındaki gerilme değerlerinde Çok az plastik deformasyonla ya da plastik deformasyonsuz


9 Yorulma Kırılması Kırılma Türleri Yorulma kırılması tekrarlı çekme gerilmelerine maruz kalan yapılarda oluşur. Tipik bir özellik olarak bu kırılmalarda çatlak ilerlemesi yavaştır.

10 Kırılma Türleri Yorulma kırılmasının belirleyici özellikleri : Çatlak ilerlemesi yavaştır. Gerilimenin yoğun olduğu noktalardan başlar. Yükün yarattığı gerilme, tasarım ya da akma gerilmesinden oldukça düşüktür. Kırılma yüzeyi pürüzsüzdür. Pürüzsüz yüzeyde çoğunlukla bant formlu yapılar oluşur. Bu bantlar kum üstündeki dalga izlerine benzerler, beachmarks olarak anılırlar. Bu bantların varlığı ile sürecin başlangıcı ve bitişi açıkça gözlemlenebilir. Kırılma yüzeyi yüke 90 0 açıdadır. Nihai kopma çoğunlukla çok büyük akma değerleri sonucunda oluşur. Yorulma kırılması uzun başlangıç ve yayılım periyotlarına gereksinme duyar.

11 Yorulma Kırılmasını Önleme Hafif geçişli şekiller ve pürüzsüz yüzeyler tercih edilmelidir. Kaynaklanacak bölgeler, karmaşık ve yüksek gerilmelerin olmadığı bölgeler olarak belirlenmelidir. Muhtemel kaynak hataları belirlenmeli, kaynak kalite normlarına uyulmalıdır. Alışılmıştan çok mümkün olduğunca gelişmiş tekniklerle kaynak yapılmalıdır. Yorulma çatlaklarını belirleyecek muayeneler yapılmalıdır

12 Kırılma Türleri Sürünme Sonucu Kırılma Sürünme, yüksek sıcaklıklarda sabit yük altında yavaş ilerleyen bir deformasyon türüdür. Bu deformasyon, yüksek sıcaklıklarda uzun süre çalışan malzemelerde oluşur. Sürünmeyi meydana getiren gerilme değeri malzemenin akma gerilmesinin çok altındaki bir sabit gerilme değeridir.

13 Kırılma Türleri Sürünme sonucu kırılmanın özellikleri : Sürünme, zaman ve sıcaklığa bağlı bir olgudur. Gerilmeye maruz kesitin yapısı, yük sabit kalmasına karşın bozulmaya devam eder. Sürünme çoğunlukla malzemenin rekristalizasyon sıcaklığına yakın çalışma sıcaklıklarında oluşur. Isınma ve soğuma çevrimleri nedeniyle çoğunlukla enerji santrallerindeki donanımlarda oluşur.

 Konumlarına göre ; IEB de Merkez çizgide Krater çatlağı olarak yüzeyde Kaynak metali bölgesinde Ana")
14 Kaynak Hataları Çatlaklar Şekillerine Göre ; Boylamasına Enlemesine Dal formunda (Branched) Ok ucu formunda (Chevron) Konumlarına göre ; IEB de Merkez çizgide Krater çatlağı olarak yüzeyde Kaynak metali bölgesinde Ana metalde

15 Kaynak Hataları Çatlaklar Oluşlarına göre 4 e ayrılırlar : Katılaşma çatlağı Lamelar yırtılma Hidrojen in neden olduğu çatlaklar Yeniden ısıtmanın neden olduğu çatlaklar

16 Kaynak Hataları Çatlaklar Katılaşma Çatlakları : Kaynak banyosu katılaşırken oluşmaktadır. Yüksek S içerikli çeliklerde sıkça rastlanır (S, yüksek sıcaklıklarda düşük tokluğa da neden olur). Çok yüksek çekme gerilmeleri de bunu tetikler. Bu çatlak ; parça kalınlığına paralel olarak kaynak banyosu içine doğrudur.
. Çok yüksek çekme gerilmeleri de bunu tetikler.")

17 Kaynak Hataları

18 Kaynak Hataları Derin ve dar kaynak dikişleri (derinlik genişlik oranı 2 den büyük dikişler) katılaşma çatlağına yatkındırlar. Katılaşma çatlağını engellemek için nüfuziyet azaltılmalı, kaynak banyosu geniş tutulmalıdır (derinlik genişlik oranı 0,5 civarında olmalıdır)

19 Kaynak Hataları Çatlaklar Lamelar Yırtılma Basamak benzeri bir yapısı vardır. Ana malzeme ya da IEB de oluşur. Ana malzemede mutlaka haddeleme yönünde oluşur. Özellikle köşe ve T kaynaklarda, kalınlık doğrultusundaki çekme gerilmeleri buna neden olmaktadır. Ortaya çıkmasında yüksek S oranı ve metal dışı içerikler etkendir.



20 Lamelar yırtılma Kaynak Hataları

21 Lamelar Yırtılma Kaynak Hataları Çekmenin neden olduğu yüksek gerilme Lamelar yırtılma


22 Kaynak Hataları Lamelar Yırtılma Çözümleri Taşlama yapılıp tok özellikli dolgu malzemesi ile doldurulması gerekir. Kaynak ağzını için yeni tasarım gerekir. Kritik parçalarda kaynaklı bölge sökülerek yeni bir T bağlantı kullanılması gerekir.
23 Kaynak Hataları Çatlaklar Yeniden ısıtma çatlakları : Özellikle düşük alaşımlı çeliklerin IEB lerinde kaynak sonrası ısıl işlemlerde ya da yüksek servis sıcaklıklarında oluşur. Yüksek gerilmeli ya da önceden hata bulunan bölgelerde oluşur. Kaynak metali ana malzeme arası köşelerin taşlanması ile, kontrollü kaynak sonrası ısıl işlem ile önlenebilir.
24 Kaynak Hataları Çatlaklar Hidrojen Neden Olduğu Çatlaklar : Bu çatlak türünün oluşumuna yatkın tane yapısı, gerilme ve hidrojen nedeni ile oluşur Hidrojen kaynak sırasında girer. Hidrojen girişi atmosferden, elektrod içeriklerinden ya da koruyucu gazlardandır. Nem de kaynak banyosunun soğuması sırasında ana malzemeye girdiği için, nedenlerden biri olarak sayılabilir. Çoğunlukla IEB de görülür.
25 Soğuk Çatlak (Hidrojen Çatlağı) Ana malzeme dikiş arası köşe çatlağı, dikişaltı çatlağı, HIC (Hydrogen Induced Crack) ya da gecikmeli çatlak olarak ta bilinir. C-Mn çeliklerinde, düşük, orta ve yüksek alaşımlı çeliklerde ve özellikle Ferritik/Martenzitik çeliklerde oluşur. Çok ender olarak ostenitik ya da duplex paslanmaz çeliklerde oluşsa da Ni ve Cu alaşımlı çeliklerde hiçbir zaman oluşmaz. Yani YMK kristal yapılarda asla oluşmaz.
26 Soğuk Çatlak (Hidrojen Çatlağı) Tipik soğuk çatlak bölgeleri
27 Soğuk Çatlak (Hidrojen Çatlağı) MMA köşe kaynağında oluşan soğuk çatlak
28 Soğuk Çatlak (Hidrojen Çatlağı) Oluşma koşulları : 300 o C nin altındaki çalışma koşullarında, Montajdan minimum 72 saat sonra, Kaynak metalinde, IEB de, ana metalde, Kaynak köşe bölgesinde, dikiş altlarında, yüksek gerilme bölgelerinde
29 Soğuk Çatlak (Hidrojen Çatlağı) Nedenleri : Hidrojen varlığı, Oluşumu teşvik eden mikroyapı, Neden olabilecek ölçüde kalıcı gerilme
30 Soğuk Çatlak (Hidrojen Çatlağı) Kaynak dikişinde hidrojenin varlığı, İyi kurutulmamış elektrodlardan (özellikle bazik), Ana malzemedeki kaynak sonrası yoğuşmadan dolayı içerde hapsolan nemden, Kaynaklanacak yüzeydeki kir, yağ kalıntılarından kaynaklanabilir.
31 Soğuk Çatlak (Hidrojen Çatlağı) Sarf malzemesinde hidrojen azaltma yolları En etkili yöntem, sarf malzemelerinden kaynaklanan hidrojen girişini azaltmaktır. Düşük hidrojenli yöntemle kaynak ve düşük hidrojen içerikli ve kurutulmuş elektrot kullanımı buna örnektir. Kaynak yöntemi, dolgu metalindeki yayınabilir hidrojen içeriğine göre (ml/100g ) ; yüksek, orta, düşük, çok düşük ve en düşük hidrojen içerikli olmak üzere 5 gruba ayrılmıştır. Hidrojen seviyesi gösterimleri EN : 2001 de şu şekildedir : Seviye A Yüksek >15 Seviye B Orta 10 Seviye C Düşük 5 Seviye D Çok düşük 3 5 Seviye E En düşük 3
32 Soğuk Çatlak (Hidrojen Çatlağı) Hidrojen Seviyesini Düşürmek İçin Öneriler : Düşük hidrojen girişi olan yöntemler / dolgular tercih edilmelidir. Örnek olarak; Bazik elektrot, rutil yerine; MAG yöntemi, MMA yerine tercih edilebilir. Kaynak banyosundan daha iyi hidrojen çıkışı, yükseltilmiş ve uzatılmış ön ısıtma sıcaklıkları ile de sağlanabilir. Tozaltı bazik tozlarını ve MMA bazik elektrodlarını, üretici tavsiyesi doğrultusunda fırınlamak gerekir. Sarf malzemesinin temizliği ve kuruluğu kadar, kaynak yüzeyinin passız ve yağsız olması da önemlidir. Ostenitik veya nikel dolgu malzemelerinin kullanımı soğuk çatlak oluşumunu engeller.
33 Soğuk Çatlak (Hidrojen Çatlağı) Tipik Hidrojen Seviyeleri

34 Soğuk Çatlak (Hidrojen Çatlağı) Yumuşak Çelik (C eq < 0.4) Kaynağı kolaydır, düşük hidrojenli yöntem ve elektrod kullanılması halinde ön ısıtma gerektirmez. Kalın parçaların kaynağında ön ısıtma gerektirebilir. C-Mn lı, orta karbonlu, düşük alaşımlı çelikler (C eq ) İnce cidarların kaynağı ön ısıtma gerektirmez, ancak parçalar kalınlaştıkça çok yüksek olmayan sıcaklıklarda ön ısıtma yapılmalıdır. Bu parçaların kaynağında hidrojen çatlağından sakınmak için de düşük hidrojen girişi oluşturan yöntemler ve elektrodlar tercih edilmelidir. Yüksek karbonlu ve alaşımlı çelikler (C eq > 0.5) Ön ısıtma şarttır. Düşük hidrojenli yöntem ve elektrod şarttır. Kaynak sonrası ısıl işlem ve ardından yavaş soğuma sağlanmalıdır.
35 Soğuk Çatlak (Hidrojen Çatlağı) Kalıcı gerilmeyi arttıran etmenler şunlardır : Yüksek cidar kalınlığı Kısıtlayıcı tasarım rijit sabitlemeler (fikstürler), destek amaçlı aşırı doldurulmuş kaynak hacmi Çok paso kullanmak yerine aynı dikişi tek pasoda tamamlamaya çalışmak Dar kaynak dikişi yerine geniş bir kaynak dikişiyle birleştirme yapmak
36 Soğuk Çatlak (Hidrojen Çatlağı) Artık gerilmeleri giderme : Ana malzeme hizalaması: - minimum kök aralığı minimum hizalama hatası Pasolar arası çekiçleme (izin verildiği takdirde) Tasarımı değiştirme (en zor ve yorucu seçenek) Ön ısıtma Tek paso yerine çok sayıda paso En az dolgu metali girişine olanak verecek kaynak ağzı (V ağzı yerine J ağzı hazırlığı gibi ) Kaynak sonrası ısıl işlem sıcaklığını ön ısıtma sıcaklığından itibaren seçip kademeli arttırmak Kritik ana malzeme kaynak dikişi köşelerini ön ısıtma sıcaklığından düşük tutmadan kaynağı yapmak
37 Soğuk Çatlak (Hidrojen Çatlağı)
 Hızlı Soğuma Soğuk malzeme, kalın malzeme ve düşük ısı girdileri de martenzitik yapı oluşumunu teşvik eder.")
38 Soğuk Çatlak (Hidrojen Çatlağı) Yatkın Mikroyapı : Sert kırılgan martenzitik yapı, şu nedenlerle oluşur ; A) Yüksek karbon içeriği, karbon eşdeğeri (C eq ) C + Mn + Cr+Mo+V + Ni+Cu B) Yüksek alaşım içeriği C) Hızlı Soğuma Soğuk malzeme, kalın malzeme ve düşük ısı girdileri de martenzitik yapı oluşumunu teşvik eder. Isı girdisi = Amper x Volt x ark süresi Dikiş uzunluğu x 10-3 (1000) [kj/mm]
39 Soğuk Çatlak (Hidrojen Çatlağı) Ark Etkinlik Faktörü katsayıları : Tozaltı kaynağı (tek tel) 1.0 MMA 0.8 MIG/MAG ve özlü tel 0.8 TIG ve plazma 0.6 Ark etkinlik faktörü, ısı girdisi formülüne yöntemlere göre yaklaşık ısı kayıplarını belirleyebilmek için eklenir.

40 Soğuk Çatlak (Hidrojen Çatlağı) Çoklu kalınlıklar : soğumanın nasıl oluştuğunu öngörebilmek adına parça sayısına göre toplam kalınlık göz önüne alınır 75mm Toplan Kalınlık: t1+t2 + t3
 temaslı ya da uzaktan gerçek sıcaklığı ölçer.")
41 Soğuk Çatlak (Hidrojen Çatlağı) Ön ısıtma sıcaklığı : TEMPILSTIKS (sıcaklık ölçme kalemleri)- bu boya kalemleri gösterdiği sıcaklıktan sonra erir. Maksimum sıcaklığı gösteremezler. Pirometre (sıcaklık/ateş ölçer) temaslı ya da uzaktan gerçek sıcaklığı ölçer. Thermocouples (ısıl çiftler) gerçek sıcaklığı temaslı ya da parçaya önceden iliştirilmiş olarak neredeyse hatasız ölçebilirler.
42 Ön ısıtma sıcaklığı köşe kaynağında, alın kaynağından daha yüksek seçilir. Soğuk Çatlak (Hidrojen Çatlağı) Ön Isıtmanın Uygulanması : Kaynak ağzının iki tarafının da en az 75 mm uzağına kadar ısıtılır. Karşı yüzeye de uygulanır. Isı uygulamasından 2 dakika sonra sıcaklık ölçümü yapılır. Her zaman tüm bileşeni ısıtmak, yerel ısıtmadan daha iyidir Prosedür ön ısıtma gerektiriyorsa yapılır. Proses ön ısıtma gerektirmiyorsa bile tutturma, sabitleme amaçlı kritik bağlantılarda kullanılması uygun görülebilir
43 Soğuk Çatlak (Hidrojen Çatlağı) Ön Isıtma Uygulaması : Fırınlar: parçanın tamamını ısıtırlar. En iyi ısıtma uygulaması fırınlama şeklindedir. Elektrikli ön ısıtma elemanları: Kontrolü kolay, taşınabilir, sahada kullanıma elverişlidirler ve temiz kullanım sağlarlar. Bunların kullanımında parça sabit durumda kalmalıdır. Gazlı ısıtıcılar doğrudan alev uygulayıcılar : yerel aşırı ısı girdilerine neden olabilirler. Kontrolleri nispeten zordur. Taşınmaları kolaydır. Kritik bölgeler için elle uygulama olanağı sağlarlar. Parçanın hareketine olanak verirler. Işıma etkili gazlı ısıtıcılar : Otomatik kontrole olanak sağlarlar. Alevin yarattığı darbe, hasar olasılığı yaratabilen ısı girdisi bu yöntemde yoktur. Isıtıcı parçayla doğrudan temas halinde değildir. Taşınması kolaydır. İndüksiyon ısıtıcıları: Kontrolleri kolaydır. Isıtma süreleri oldukça kısadır. (Saatler yerine dakikalarla belirtilir). Ancak bunlar için büyük güç kaynakları ve pahalı donanımlar gerekmektedir.
44 Soğuk Çatlak (Hidrojen Çatlağı) Elle tatbik edilen gazlı ısıtma :
45 Soğuk Çatlak (Hidrojen Çatlağı) Elektrikli ön ısıtmanın büyük konstrüksiyonlardaki uygulaması :
46 Soğuk Çatlak (Hidrojen Çatlağı) Ön ısıtmaya ait normlar : BS EN Part 2, uygun ön ısıtma sıcaklıklarını ve hızlarını öngören normdur. BS 2633, ASME VIII, ASME B31.3 normları da ön ısıtma hızlarının ve sıcaklıklarının şartnamelere uygunluğunu belirler.
47 Soğuk Çatlak (Hidrojen Çatlağı) Önleme : Soğuma hızı düşürülmelidir. Hidrojen seviyesi düşürülmelidir. Kalıcı gerilmeler giderilmelidir.
48 Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay) Genel bir malzeme hatası olan ve kaynaklı yapılarda da karşılaşılan bu sorun; 304L, 316 L gibi C % si 0,03 ten yüksek olmayan düşük C lu çeliklerin kullanımının artması ile ve Ti, Nb gibi Cr dan önce karbür yaratabilen stabilizatör lerin yaygınlaşması ile önlenebilir hale gelmiştir. Bu geliştirilmiş çeliklerin belirleyici özellikleri, çözeltideki serbest karbonları tehlike yaratmayacak kadar düşük seviyede tutup, malzemede Cr 23 C 6 oluşumunun önüne geçebilmesidir. Standart ostenitik çeliğin de karbon seviyesi son yıllarda %0,05 e düşürülmüş ve taneler arası yıkımdan etkilemesi daha zor hale getirilmiştir.
49 Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay) Bu yıkım, çoğunlukla IEB de, sıcaklığın C C olduğu aralıkta oluşur.
50 Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay) C C arasındaki sıcaklıklarda tane sınırlarında karbür oluşumu meydana gelir. Yapıdaki ve özellikle tane sınırlarına yakın yerlerdeki Cr, gelişen karbür yapısına katılmaya başlar
51 Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay) Tane sınırları Cr dan yoksun kalır ve korozyon dirençlerini kaybederler.
52 Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay)
53 Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay)
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler
 Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MMU 402 FINAL PROJESİ. 2014/2015 Bahar Dönemi
 MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
DARBE DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Metalik Malzemelerin Darbe Deneyi
 1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MMU 420 FINAL PROJESİ. 2015/2016 Bahar Dönemi. Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi
 MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
FRACTURE ÜZERİNE. 1. Giriş
 FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK
 TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
MALZEME SEÇİMİ ve PRENSİPLERİ
 MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Hardox ve Weldox Sacların Kaynak Edilmesi
 Hardox ve Weldox Sacların Kaynak Edilmesi Bu broşür genel önerileri içermektedir. SSAB AB, söz konusu önerilerin farklı uygulamalara uygunluğu hususunda herhangi bir sorumluluk kabul etmez. Dolayısıyla,
Hardox ve Weldox Sacların Kaynak Edilmesi Bu broşür genel önerileri içermektedir. SSAB AB, söz konusu önerilerin farklı uygulamalara uygunluğu hususunda herhangi bir sorumluluk kabul etmez. Dolayısıyla,
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
KAYNAK TÜKETİM MALZEMELERİ 08 / WELD
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
ISO :2017 deki yenilikler ve ISO : A2:2012 ile karşılaştırılması. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN DARBE DENEY FÖYÜ. Arş. Gör.
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN DARBE DENEY FÖYÜ Arş. Gör. Emre ALP 1.Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN DARBE DENEY FÖYÜ Arş. Gör. Emre ALP 1.Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya
MALZEME BİLGİSİ DERS 6 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME
 TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
Statik ve Dinamik Yüklemelerde Hasar Oluşumu
 Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett
 Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı Tasarım ve imalatta dikkat edilmesi gerekenler Özgür Akçam 1 Yüksek mukavemetli yapı çelikleri ve zırh çelikleri üretimindeki gelişmeler sayesinde
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı Tasarım ve imalatta dikkat edilmesi gerekenler Özgür Akçam 1 Yüksek mukavemetli yapı çelikleri ve zırh çelikleri üretimindeki gelişmeler sayesinde
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,