KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
|
|
|
- Berkant Ayik
- 6 yıl önce
- İzleme sayısı:
Transkript
1 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1
 Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak")
 = Enerji verimlilik faktörü Q = Isı girdi miktarı")
2 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi (Volt) = kaynak akımı (Amper) = kaynak hızı (mm/dakika veya mm/saniye) = Enerji verimlilik faktörü Q = Isı girdi miktarı (kj/mm)
3 Kaynak yöntemlerine göre enerji verimliliği faktörü (η) Kaynak yöntemi Enerji verimlilik faktörü (η) Elektrik ark kaynağı 0.8 Tozaltı kaynağı 1.0 MAG gazaltı kaynağı 0.8 MIG gazaltı kaynağı 0.7 Gazaltı özlü tel kaynağı 0.9 TIG kaynağı 0.7
4 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI ÖRNEK PROBLEM 25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: Kaynak akımı 120 amper, kaynak gerilimine 12 V Kaynak hızı 120 mm/dakika (2 mm/saniye) Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 olduğuna göre kaynak ısı girdi miktarını J/mm ve kj/mm birim cinslerinden hesaplayınız. ÇÖZÜM
5 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI ÖRNEK PROBLEM 25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: Kaynak akımı 120 amper, kaynak gerilimine 12 V Kaynak hızı 120 mm/dakika (2 mm/saniye) Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 olduğuna göre kaynak ısı girdi miktarını J/mm ve kj/mm birim cinslerinden hesaplayınız. ÇÖZÜM
 değerinden yüksek olması durumunda, ITAB içerisinde çatlama tehlikesi söz konusudur.")
6 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİNİN (C EŞ ) HESAPLANMASI Karbon eşdeğerliliğini aşağıdaki WEB sitesinden hesaplayabilirsiniz. * Kaynak bölgesi içerisinde yer alan ITAB sertliğin 350 HV (Vickers sertlik değeri) değerinden yüksek olması durumunda, ITAB içerisinde çatlama tehlikesi söz konusudur. * ITAB içerisindeki sertliğin artışında, dolayısıyla çatlama eğiliminin ortaya çıkmasındaki etkenlerden birisi de birleştirilecek çeliğin kimyasal içeriğidir.
 adında formüller")
7 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİNİN (C EŞ ) HESAPLANMASI * Özellikle yüksek mukavemetli çeliklerin kaynağında, hidrojen çatlakları (soğuk çatlaklar) probleminin önüne geçebilmek ve ITAB ın sertliğinin istenmeyen değerlere çıkmasını önlemek amacıyla, sertliğin artışında etken rol oynayan elementler dikkate alınarak karbon eşdeğerliliği (C eş ) adında formüller geliştirilmiştir.
8 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİNİN (C EŞ ) HESAPLANMASI * Karbon eşdeğerliliği (C eş ) formülünde, birleştirilecek çeliğin içerisinde sertliğinin artışında etken rol oynayan alaşım elementlerinin türüne göre belirli katsayılar kullanılmıştır. * Karbon eşdeğerliliği (C eş ), kaynak öncesi ön tav sıcaklığı uygulanıp uygulanmamasına karar vermek için kullanılır. * Karbon eşdeğerliliği (C eş ), eğer ön tav sıcaklığı uygulanacaksa kaynak öncesi ne kadar bir ön tav sıcaklığının uygulanması gerektiğine kabaca karar vermek için kaynakçıya yol gösterir.
9 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLLERİ Karbon eşdeğerliğinin hesaplanmasında çeşitli formüller geliştirilmiştir. Bu formüllerden en çok kullanılanları şunlardır:
10 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLLERİ Uluslar arası Kaynak Enstitüsü (IIW) tarafından geliştirilen Karbon eşdeğerliliği formülü şu şekildedir: Bu formül, alaşımsız çeliklerde, ince taneli ve düşük alaşımlı çeliklerde kullanılması önerilir. Bor içeren çeliklerde kullanılması önerilmez. Bu formülün geçerli olduğu çelikler içerisindeki alaşım elementi miktarlarının aralık değerleri şu şekildedir. (% ağırlık) Karbon = % Silisyum = % 0.8 max. Mangan = % 1.7 max. Krom = % 0.9 max Bakır = % 1.0 max Nikel = % 2.5 max. Molibden = % 0.75 max. Vanadyum = % 0.20 max.
11 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLLERİ Thyssen firması tarafından geliştirilen Karbon eşdeğerliliği formülü şu şekildedir: Bu formül, alaşımsız çeliklerde, ince taneli ve düşük alaşımlı çeliklerde kullanılması önerilir. Yüksek akma mukavemetine sahip çeliklerde kullanılması önerilir. Bu formülün geçerli olduğu çelikler içerisindeki alaşım elementi miktarlarının aralık değerleri şu şekildedir. (% ağırlık) Karbon = % Silisyum = % 0.8 max. Mangan = % Krom = % 1.5 max Bakır = % 0.7 max Nikel = % 2.5 max. Molibden = % 0.75 max. Vanadyum = % 0.18 max. Niyobyum = % 0.06 max. Titanyum = % 0.12 max. Bor = % max.)
12 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLLERİ Japon Ito and Bessyo tarafından geliştirilen Karbon eşdeğerliliği formülü şu şekildedir: Bu formül, düşük alaşımlı çeliklerde kullanılması önerilir. Bu karbon eşdeğerliliği, ITAB içerisinde ve kaynak kök dikişinde hidrojen çatlağının oluşmaması için uygulanması gereken ön tav sıcaklığı hakkında bilgi verir. Bu formülün geçerli olduğu çelikler içerisindeki alaşım elementi miktarlarının aralık değerleri şu şekildedir. (% ağırlık) Karbon = % Silisyum = % 0.6 max. Mangan = % Krom = % 1.2 max Bakır = % 0.5 max Nikel = % 2.5 max. Molibden= % 0.7 max. Vanadyum= % 0.12 max. Bor = % max.
13 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLÜ SONUCUNUN DEĞERLENDİRİLMESİ NASIL YAPILIR? Karbon eşdeğerliliği (C eş ) (%) C eş < 0.45 Önerilen Ön tav sıcaklığı ( C) Normal atmosfer şartlarında ön tav uygulamaya gerek yoktur 0.45 < C eş < C C eş > C
14 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLÜ SONUCUNUN DEĞERLENDİRİLMESİ NASIL YAPILIR? Karbon eşdeğerliliği eğer, C eş < % 0.45 olan çeliklerde * Ön tav ve özel bir önlem almaksızın, ergitme kaynak teknikleri ile birleştirilebilirler. * Bu çeliklerin ITAB ında aşırı sertleşme olmaz. Sadece iri taneli bir mikroyapı meydana gelir. * Karbon eşdeğeri % 0.45 in altında olan çelikler, kaynak kabiliyeti iyi olan çelikler olarak adlandırılırlar.
15 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLÜ SONUCUNUN DEĞERLENDİRİLMESİ NASIL YAPILIR? Karbon eşdeğerliliği eğer, % 0.45 < C eş < % 0.60 arasında olan çeliklerde * Bu çeliklere kaynak öncesi önerilen ön tav sıcaklığı ( C) uygulanmalıdır. Kaynak sonrası gerilim giderme tavlamasının yapılması da önerilir. * Bu çeliklerin birleştirilmesinde en uygun elektrot ve kaynak yöntemi seçimi de önem taşır. * Karbon eşdeğeri % arasında olan çelikler zayıf kaynak kabiliyetine sahip çeliklerdir
16 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLÜ SONUCUNUN DEĞERLENDİRİLMESİ NASIL YAPILIR? Karbon eşdeğerliliği eğer, C eş > % 0.60 olan çeliklerde * Bu tür çeliklere, yüksek sıcaklıklarda ön tav uygulanması (200 C 300 C) gerekir. * Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir. * Özellikle, Ceş > % 1.2 den fazla olan çeliklerin ergitme kaynak teknikleri ile birleştirilmesinde ITAB ın sertleşmesinin önüne geçilmesi çok zordur. Bu tür çeliklere kaynak kabiliyeti kötü çelikler denilir.




17 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) FORMÜLÜNE GÖRE ÇELİKLERDE ÖNERİLEN ÖN TAV SICAKLIĞININ ÜST SINIRININ TERCİH EDİLMESİNDE DAKKATE ALINMASI GEREKEN HUSUSLAR Ana metal Thomas çeliği ve gazı alınmamış çelik olduğunda, Kaba taneli çelik ise, Birleştirilecek parçalar karmaşık şekilli ve değişik kalınlıklarda ise, Birleştirme esnasında ince çaplı elektrot kullanmak şartı varsa, Bazik elektrot kullanılması gerekiyorsa, Kaynak işleminin yapıldığı yerin sıcaklığı çok düşük ise, Önerilen ön tav sıcaklığının üst sınırı tercih edilmelidir.

18 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ )

19 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ )
20 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) ÖRNEK PROBLEM Aşağıdaki çeliklerin karbon eşdeğerliliklerini IIW formülüne göre bularak, kaynak öncesi ön tav uygulanıp uygulanmayacağı hakkında yorum yapınız. Malzeme adı C (%) Mn (%) Si (%) Cr (%) Cu (%) Mo (%) Ni (%) V (%) AISI ASTM A607 Gr Cr-1MoV (c) HY ÇÖZÜM AISI 1141 HY 80 ASTM A607 Gr.50 9Cr-1MoV (c)
21 ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (C EŞ ) ÖRNEK PROBLEM Aşağıdaki çeliklerin karbon eşdeğerliliklerini IIW formülüne göre bularak, kaynak öncesi ön tav uygulanıp uygulanmayacağı hakkında yorum yapınız. Malzeme adı C (%) Mn (%) Si (%) Cr (%) Cu (%) Mo (%) Ni (%) V (%) AISI ASTM A607 Gr Cr-1MoV (c) HY ÇÖZÜM Malzeme adı C eş YORUM AISI Bu tür çeliklere, 200 C 300 C arasında ön tav uygulanması gerekir. Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir. ASTM A607 Gr Ön tav ve özel bir önlem almaksızın, ergitme kaynak teknikleri ile birleştirilebilirler. 9Cr-1MoV (c) 2.06 Bu tür çeliklere, 200 C 300 C arasında ön tav uygulanması gerekir. Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir. HY Bu tür çeliklere, 200 C 300 C arasında ön tav uygulanması gerekir. Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir.



22 ÖN TAV SICAKLIĞININ BELİRLENMESİ Çeliklerde ön tav sıcaklığının uygulanması, kaynak bölgesinin soğuması için geçen süreyi arttıracaktır. Böylece * ITAB ın aşırı sertleşmesinin önüne geçilir. * ITAB içerisinde soğuk çatlama (hidrojen çatlağı) tehlikesi ortadan kalkar. * Kaynak bölgesindeki iç gerilmelerin azalması sağlanır. * Ana metal çarpılmalarının bir ölçüde önüne geçilir.


23 ÖN TAV SICAKLIĞININ BELİRLENMESİ Ön tav sıcaklığının kabaca tahmin edilmesinde, birleştirilecek çeliğin kimyasal içeriği dikkate alınarak hesaplanan karbon eşdeğerliliği kullanılmaktadır. Fakat ön tav sıcaklığını belirlerken çeliğin sadece kimyasal içeriği değil aynı zamanda ısı girdi miktarı, malzeme kalınlığı, kullanılan elektrotun hidrojen içeriği de etken rol oynamaktadır. Bu nedenle bu faktörlerin de içerisinde yer aldığı ön tav belirleme eşitlikleri geliştirilmiştir.
24 ÖN TAV SICAKLIĞININ BELİRLENMESİ Özellikle malzeme kalınlığı da ön tav sıcaklığını etkilemektedir. Örneğin 25 mm kalınlığında ve karbon eşdeğerliliği %0.45 civarında olan bir çelik, ön tav uygulanmadan kaynak edildiğinde, kritik sertlik derecesi olarak kabul edilen 350 HV den daha sert bir ITAB meydana gelmektedir. Fakat aynı parçaya 120 o C lik bir ön tav uygulanarak kaynak edildiğinde, ITAB ın sertliği, hemen kritik sertlik değerinin altına düşmektedir. Bu durumu dikkate alan Daniel Seferian, parça kalınlığını da içeren bir ön tav sıcaklık formülü geliştirmiştir. Daniel Seferian in geliştirdiği formül şu şekildedir: T p C eş = ön tav sıcaklığı ( C) = karbon eşdeğerliği Bu formülde Daniel Seferian kendi geliştirdiği aşağıdaki karbon eşdeğerliliği formülünü kullanmıştır. 360 C eş = 360C + 40(Mn+Cr)+20Ni+28 Mo
25 ÖN TAV SICAKLIĞININ BELİRLENMESİNDE KULLANILAN DİĞER BİR EŞİTLİK T p C eş HD Q U I ν d = ön tav sıcaklığı ( C) = karbon eşdeğerliği = kaynak metalinin hidrojen içeriği (Tablodan bakılacak) = Isı girdi miktarı (kj/mm) = kaynak gerilimi (Volt) = kaynak akımı (Amper) = kaynak hızı (mm/dakika) = Birleştirilecek çeliğin kalınlığı (mm) Formülün geçerli olduğu parametre aralıkları: Ceş = % d = mm HD = 1 20 ml/100 g Q = kj/mm
26 Kaynak metoduna göre kaynak elektrotlarındaki hidrojen içeriği (HD) Kaynak Metodu Hidrojen içeriği, HD [ml/100 g] Elektrik ark kaynağı Rutil tip elektrotlar Sellozik tip elektrotlar Düşük hidrojen içerikli elektrotlar Aşırı düşük hidrojen içerikli elektrotlar MAG kaynağı (masif tel) Gazaltı özlü tel kaynağı 6-10 TIG kaynağı 2 Tozaltı kaynağı 2-8
27 ÖN TAV SICAKLIĞININ BELİRLENMESİNDE KULLANILAN DİĞER BİR EŞİTLİK * Karbon eşdeğerliliği 0.45 ile 1.0 arasında * Birleştirilecek çelik kalınlığı 25 mm olması durumunda ön tav sıcaklığını hesaplamak için aşağıdaki eşitlik de kullanılabilir: T p C eş = ön tav sıcaklığı ( C) = karbon eşdeğerliği
28 25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: kaynak akımı 120 amper, kaynak gerilimine 12 V ve kaynak hızı 110 mm/dak. Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 ve kullanılan elektrotun hidrojen içeriği 5 ml/100g olduğuna göre, kaynak öncesi uygulanması gereken ön tav sıcaklığını hesaplayınız. ÇÖZÜM ÖN TAV SICAKLIĞININ BELİRLENMESİ ÖRNEK PROBLEM Öncelikle ısı girdi miktarını ve karbon eşdeğerliliğini bulalım:

29 25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: kaynak akımı 120 amper, kaynak gerilimine 12 V ve kaynak hızı 110 mm/dak. Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 ve kullanılan elektrotun hidrojen içeriği 5 ml/100g olduğuna göre, kaynak öncesi uygulanması gereken ön tav sıcaklığını hesaplayınız. ÇÖZÜM ÖN TAV SICAKLIĞININ BELİRLENMESİ ÖRNEK PROBLEM Ön tav sıcaklığı formülüne verileri yerleştirelim ve sonucu bulalım
30 YÜKSEK ALAŞIMLI ÇELİKLERİN ÖN TAV SICAKLIĞININ BELİRLENMESİNDE KULLANILAN BİRLEŞİK LEVHA KALINLIĞININ HESAPLANMASI

31 MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI (SICAK HADDELENMİŞ BOR ÇELİKLERİ)

32 MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI (AŞINMAYA DAYANIKLI ÇELİKLER)

33 MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI (ZIRH ÇELİKLERİ)

34 MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI

35 ÖN TAV SICAKLIĞININ HESAPLANABİLECEĞİ WEB SİTELERİ
36 ÖN TAV SICAKLIĞININ HESAPLANABİLECEĞİ WEB SİTELERİ
37 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI * ITAB içerisindeki sertliğin artışına sebep olan bir etkende mikroyapısal dönüşümlerdir. Kaynak bölgesindeki mikroyapısal dönüşümlerin oluşmasında en önemli faktör de kaynak bölgesinin soğuma süresidir. * Soğuma süresi fazla olursa, ITAB içerisindeki maksimum sertlik değeri düşük olur. Veya Soğuma süresi kısa olursa, ITAB içerisindeki maksimum sertlik değeri de yükselir. * Soğuma süresinin uzun olması demek, kaynak bölgesinin daha yavaş soğuması anlamına gelir. * Fakat soğuma süresi öyle seçilmelidir ki ne çok az nede çok fazla olmalıdır. Belirli bir minimum ve maksimum aralıkları içerisinde olması gerekir.
38 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI * Kaynakta soğuma süresi, ısı girdi miktarı ile ilişkilidir. Kaynak esnasında yüksek ısı girdisi demek, kaynak bölgesinin daha uzun sürede soğuması yani yavaş soğuması demektir. Düşük ısı girdisi demek, kaynak bölgesinin daha kısa zamanda soğuması yani hızlı soğuması anlamına gelir. * Çeliklerde, ITAB ın mikroyapı ve mekanik özelliklerinin değişmesinde rol oynayan en önemli sıcaklık aralığının 800 C ile 500 C arasındaki sıcaklık aralığı olduğu belirlenmiştir. * Bu nedenle çeliklerin kaynak kabiliyetinin değerlendirilmesinde sıcaklığın 800 C den 500 C ye kadar düşme süresi büyük bir önem kazanmıştır. * Çeliklerde sıcaklığın 800 C den 500 C ye kadar düşme süresi, t 8/5 soğuma süresi terimiyle tanımlanmıştır.
39 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI t 8/5 soğuma süresini, kaynak esnasında ulaşılan maksimum sıcaklıktan zamana bağlı olarak sıcaklık düşüşünü gösteren Sıcaklık-Zaman eğrisinde gösterebiliriz.
40 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI * Eğer t 8/5 soğuma süresi kısa olursa yani kaynak bölgesi daha hızlı soğursa; - ITAB içerisindeki maksimum sertlik değeri, istenilmeyen yüksek değerlere çıkabilir. - ITAB ın tokluğunun düşmesine sebep olabilir. - ITAB ın içerinde soğuk çatlama tehlikesi riski oluşur. * Bu nedenle t 8/5 soğuma süresinin her bir çelik için belirlenen sınır aralıklarında olmasına dikkat edilmelidir. Genellikle çeliklerin kaynağında, minimum ve maksimum t 8/5 soğuma süresi tavsiye edilir.

41 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI * Kaynakta ısı girdi miktarının yüksek veya düşük olmasının aşınmaya dayanıklı çeliklerin kaynağında nasıl bir etkiye sahip olduğunu örnek olarak değerlendirelim. * Yüksek ısı girdisi demek, t 8/5 soğuma süresinin de uzun olması demektir. Düşük ısı girdisi demek t 8/5 soğuma süresinin kısa olması anlamına gelir. * Pratikte aşınmaya dayanıklı çeliklerde minimum ısı girdi miktarında t 8/5 soğuma süresi 10 saniyedir. * Eğer ısı girdi miktarı maksimum değerde olursa t 8/5 soğuma süresi de artarak 20 saniye olacaktır.


42 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI * Eğer t8/5 soğuma süresi az ise yani hızlı soğuma söz konusu ise aşınmaya dayanıklı çeliklerde; - ITAB içerisindeki sertlik artışı meydana gelir - Soğuk çatlama riski söz konusudur. * Eğer t8/5 soğuma süresi çok fazla ise yani yavaş soğuma söz konusu ise aşınmaya dayanıklı çeliklerde; - ITAB içerisindeki sertlik düşüşünün yanında, mukavemet ve çentik darbe direncide azalır, - fakat soğuk çatlama riski kalkar.
43 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI Çeliklerde, ısı girdi miktarına ve uygulanan ön tav sıcaklığına bağlı olarak t 8/5 soğuma süresini hesaplamak mümkündür. t 8/5 soğuma süresinin hesaplanmasında, birleştirilecek çelik kalınlığı ve kaynak ağzı geometrisi dikkate alınarak EN standardına göre, ısı dağılımının iki boyutlu veya üç boyutlu olmasına göre farklı eşitlikler kullanılır.
44 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI t 8/5 = 800 C den 500 C ye düşüş süresini (saniye) T 0 = Ön tav sıcaklığı veya pasolar arası sıcaklık ( C) Q = Isı girdi miktarı (kj/mm) λ = Isı iletim katsayısı (J/m s C ) U = kaynak gerilimi (Volt) I = kaynak akımı (Amper) ν = kaynak hızı (mm/dakika) η = Enerji verimlilik faktörü (kaynak yöntemine göre sabit sayı) F 3 ve F 2 = kaynak dikiş geometri faktörü
45 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI F 3 ve F 2 Kaynak dikiş geometri faktörü aşağıdaki tabloya göre belirlenir
 soğuma hızı formülü kullanılır τ 0.")
46 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM İki boyutlu veya üç boyutlu formüllerinden hangisinin kullanılması gerektiğine karar verebilmek için aşağıdaki formülle yani nispi kalınlık faktörü,τ hesaplanarak karar verilir. Eğer τ 0.75 ise iki eksenli (ince levhalar) soğuma hızı formülü kullanılır τ 0.75 ise üç eksenli (kalın levhalar) soğuma hızı formülü kullanılır.

47 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI t 8/5 soğuma süresinin hesaplanmasında, çeliğin fiziksel özellikleri de dikkate alınarak ısı dağılımının iki boyutlu veya üç boyutlu olmasına göre aşağıdaki eşitlikler geliştirilmiştir. 3 Boyutlu ıs dağılımı durumunda 2 Boyutlu ıs dağılımı durumunda
48 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM 10 mm kalınlığındaki düşük alaşımlı ısıya dayanıklı çelik levha (13CrMo4.4) üzerine TIG kaynak yöntemiyle dolgu kaynak dikişi çekilmiştir. Kaynak işleminde kullanılan kaynak parametreleri şunlardır: kaynak akımı 170 amper, kaynak gerilimine 15 V ve kaynak hızı 100 mm/dak TIG kaynak yönteminin ark verimlilik faktörü (η) 0,7. Kaynak geometri faktörü F2 = 1 alınacaktır. Kaynak öncesi levhaya 30 C ön tav uygulanmıştır. Bu çeliğin t 8/5 soğuma süresini hesaplayınız.

49 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM Çözüm: Öncelikle ısı girdi miktarını bulalım U = 15 Volt I = 170 Amper ν = 100 mm/dakika η = 0.7 t 8/5 soğuma süresini hesaplarken hangi formülü kullanmamız gerektiğine karar vermek için KARAR: Τ = 0.56 değeri 0.75 den küçük olduğu için iki eksenli (ince levhalar) t 8/5 soğuma süresi eşitliğini kullanmamız gerekir.
 T 0 = 30 C Q = 1.")
50 KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM Çözüm: t 8/5 soğuma süresini hesaplayalım t 8/5 =? 800 C den 500 C ye düşüş süresini (saniye) T 0 = 30 C Q = kj/mm t = 10 mm F 2 = 1

51 KAYNAKTA t 8/5 SOĞUMA SÜRESİNİN HESAPLANMASI WEB ADRESLERİ
52 KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI Kaynak bölgesinin soğuma işlemini tanımlarken, birim zamanda sıcaklığın kaç C azaldığını ifade etmek için soğuma hızı terimi kullanılmaktadır. O nedenle soğuma hızının birimi C/saniye dir. Soğuma hızının hesaplanmasında, ısı dağılımının iki boyutlu veya üç boyutlu olmasına göre farklı eşitlikler kullanılır. İki boyutlu soğuma hızı formülü (ince levhalar) İki boyutlu veya üç boyutlu formüllerinden hangisinin kullanılması gerektiğine karar verebilmek için nispi kalınlık faktörü,τ kullanılır. Üç boyutlu soğuma hızı formülü (kalın levhalar)
 Üç boyutlu soğuma hızı formülü (kalın")
53 KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI İki boyutlu soğuma hızı formülü (ince levhalar) Üç boyutlu soğuma hızı formülü (kalın levhalar)
54 KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM Ön tav sıcaklığı 30 C uygulanan 6 mm kalınlığındaki levhaların gazaltı özlü tel kaynak yöntemiyle, birleştirilmesinde seçilmesi gereken kaynak hızı ne olmalıdır? Kaynak esnasında uygulanan kaynak akımı 300 Amper, kaynak gerilimi 25 Volttur. Enerji verimlilik faktörü, 0.9 dur. Mümkün olabilecek kaynak hızı aralığı 5-10 mm/s dir. İstenilen niteliklere sahip kaynak yapabilmek için 550 C deki soğuma hızının 6 C/s olarak tavsiye edilmektedir. Problemde verilen değerler şunlardır:
55 KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM ÇÖZÜM: Tahmini olarak kaynak hızı olarak 9 mm/saniye seçerek ısı girdi miktarını hesaplayalım: U = 25 Volt I = 300 Amper ν = 9 mm/saniye η = 0.9 Kaynak yapılacak levhanın kalın mı yoksa ince mi olduğunu belirlemek için; değeri 0.6 dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir. = J/mm 3 C t = 6 mm T c = 550 C T 0 = 30 C Q = 750 J/mm
56 ) Sakarya Üniversitesi KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM Soğuma hızını (R) hesaplayalım: Bulunan R = 6.96 C/s lik soğuma hızı, 550 C deki gerekli olan kritik soğuma hızından (6 C/s ) biraz daha yüksek çıkmıştır. Bu nedenle kaynak hızını biraz daha düşürerek, örneğin 8 mm/saniye için yeniden soğuma hızını hesaplamamız gerekir.
57 KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM Isı girdi miktarını kaynak hızı 8 mm/saniye düşünerek yeniden hesaplayalım: Hesaplanan ısı girdi miktarı dikkate alınarak tekrar kaynak yapılacak levhanın kalın mı yoksa ince mi olduğunu belirlemek için; değeri 0.6 dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir.
58 ) Sakarya Üniversitesi KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM Soğuma hızını (R) hesaplayalım: Bulunan R = 5.5 C/s lik soğuma hızı, 550 C deki gerekli olan kritik soğuma hızından (6 C/s) düşük olduğundan 8 mm/saniye kaynak hızını kaynak işleminde tercih edebiliriz.
59 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI Kaynak bölgesindeki metalurjik dönüşümleri anlayabilmek için bölgenin maruz kaldığı maksimum sıcaklık değerinin de bilinmesi gerekir. Aşağıdaki formülle bunu bulabiliriz: T p = Ulaşılan maksimum kaynak sıcaklık değeri ( C) T 0 = Kaynak edilecek levhanın ön tav sıcaklığı veya başlangıç sıcaklığı ( C) T m = Kaynak edilecek levhanın ergime sıcaklığı ( C) = Hacım başına düşen özgül ısı J/mm 3 C 1 ε = Sabit katsayı, t = Kaynak metalinin kalınlığı (mm) Q = Isı girdi miktarı (J/mm) y = Ergime hattı sınırından ITAB a doğru uzaklık (mm)
 T 0 = 25 C T m = 1510 C = 0.0044 J/mm 3 C 1 ε = Sabit katsayı, 2.")
60 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI ÖRNEK PROBLEM Çelik levha üzerine nufuziyeti tam olan tek pasoluk bir kaynak dikişi çekilmiştir. Kaynak esansında kullanılan kaynak parametreleri şunlardır: T p = Ulaşılan maksimum kaynak sıcaklık değeri ( C) T 0 = 25 C T m = 1510 C = J/mm 3 C 1 ε = Sabit katsayı, t = 5 mm U = 20 Volt I = 200 Amper ν = 5 mm/saniye η = 0.9 Q = 720 J/mm y = Ergime hattı sınırından ITAB a doğru uzaklık (mm)
61 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI ÖRNEK PROBLEM (a) Ergime hattı sınırından ITAB yönüne doğru 1.5 mm ve 3 mm uzaklıklardaki maksimum sıcaklık değerini hesaplayınız. (b) 730 C yeniden kristalleşme sıcaklığındaki ITAB genişliğini bulunuz. (c) Eğer 200 C ön tav sıcaklığı kullanılsaydı 730 C yeniden kristalleşme sıcaklığındaki ITAB genişliği nasıl değişiklik gösterirdi? (d) Eğer ısı girdi miktarını %10 arttırsaydık, 200 C ön tav ve 730 C yeniden kristalleşme sıcaklıklarında ITAB genişliği nasıl değişiklik gösterirdi?
62 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI ÖRNEK PROBLEM (a) Ergime hattı sınırından ITAB yönüne doğru 3 mm uzaklıklardaki maksimum sıcaklık değerini hesaplayalım Ergime hattı sınırından ITAB yönüne doğru 1.5 mm uzaklıklardaki maksimum sıcaklık değerini hesaplayalım
63 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI ÖRNEK PROBLEM (b) 730 C yeniden kristalleşme sıcaklığındaki ITAB genişliğini bulalım. T p sıcaklık değeri yerine, yeniden kristalleşme sıcaklığı değerini yerleştiririz. Yeniden kristalleşme sıcaklığına isabet eden yer, ergime hattı sınırından 5.91 mm uzaklıktaki yerdir. Bu yer ITAB içerisinde yer alır.
64 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI ÖRNEK PROBLEM (c) Eğer 200 C ön tav sıcaklığı kullanılsaydı 730 C yeniden kristalleşme sıcaklığındaki ITAB genişliğinin nasıl değiştiğini bulalım. 200 C ön tav sıcaklığı kullanıldığında ITAB ın genişliği büyümektedir. Ön tav sıcaklığı uygulanan çelik daha yavaş soğuyacağı için ITAB ın genişlemesi doğaldır.
65 ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI ÖRNEK PROBLEM (d) Eğer ısı girdi miktarını %10 arttırırsak, ITAB genişliğinin nasıl değişiklik gösterdiğini bulalım. Isı girdi miktarı 720 J/mm ise bu değeri %10 arttırırsak, ısı girdi miktarı 792 J/mm olacaktır demektir. Eğer ısı girdi miktarı arttırılırsa, ITAB genişliği biraz daha fazlalaşacaktır. Isı girdi miktarı ne kadar yüksek olursa kaynak bölgesinin soğuma süresi de o kadar artacaktır. Bu durum ITAB genişliğini de arttıracaktır.
66 KAYNAK METALİNİN KATILAŞMA ZAMANININ HESAPLANMASI Katılaşma zamanının bilinmesi, kaynak metalinin mikroyapısı hakkında ve kaynak sonrası ısıl işlem yapılması gerekip gerekmediği konusunda bilgi sahibi olmamızı destek sağlar. Aşağıdaki bağıntı ile bulunur: S t = Soğuma zamanı (saniye) T p = Ulaşılan maksimum sıcaklık ( C) T 0 = Ön tav sıcaklığı veya pasolar arası sıcaklık ( C) Q = Isı girdi miktarı (J/mm) λ = Isı iletim katsayısı (J/m s C) L = Gizli ergime ısısı (kj/kg) = Hacım başına düşen özgül ısı J/mm 3 C 1
67 KAYNAK METALİNİN KATILAŞMA ZAMANININ HESAPLANMASI ÖRNEK PROBLEM Aşağıda verilen bilgiler doğrultusunda kaynak metalinin soğuma zamanını bulunuz. Eğer ısı girdi miktarı azalırsa (500 J/mm) soğuma zamanı nasıl değişir? S t = Soğuma zamanı (saniye) T p = 1510 C T 0 = 25 C Q = 750 J/mm λ = J/mm s C = J/mm 3 C L = 220 kj/kg
68 KAYNAK METALİNİN KATILAŞMA ZAMANININ HESAPLANMASI ÖRNEK PROBLEM Kaynak metalinin soğuma zamanını bulalım Eğer ısı girdi miktarı azalırsa (500 J/mm) soğuma zamanı nasıl değişir? Isı girdi miktarı azalınca kaynak metalinin soğuma süresi de azalmaktadır. Yani kaynak metali daha kısa zamanda soğumaktadır. Kaynak metali ne kadar hızlı soğursa mikroyapı daha karmaşık bir hal alır.
69 ÖRNEK PROBLEM 8 mm kalınlığındaki düşük alaşımlı çelik levha üzerine TIG kaynak yöntemiyle kaynak parametreleri değiştirilerek üç farklı dolgu kaynak dikişi çekilmiştir. Aşağıdaki diyagramda gösterildiği gibi kaynak işleminde üç farklı kaynak parametre değerleri kullanılarak hesaplanan ısı girdi miktarları kullanılmıştır. Q 1 = 0.5 kj/mm (500 J/mm), Q 2 = 1.5 kj/mm (1500 J/mm), Q 3 = 2.5 kj/mm (2500 J/mm). Kaynak geometri faktörü F3 ve F2 = 1 alınacaktır. = J/mm 3 C T c, ulaşılan maksimum sıcaklık değeri 1500 C dir. (a) Kaynak dikişinin soğuması esnasındaki t 8/5 soğuma sürelerini her bir ısı girdi miktarı için hesaplayınız. Isı girdi miktarı arttıkça soğuma süresinin nasıl değiştiğini ve ITAB içerisinde nasıl bir metalurjik değişikliğin olabileceğini yorumlayınız.
70 ÖRNEK PROBLEM (b) Eğer 200 C de ön tav sıcaklığı uygulansaydı t 8/5 soğuma sürelerini her bir ısı girdi miktarı için nasıl değişirdi? Niçin (c) Eğer levha kalınlığı 20 mm olsaydı, ön tav uygulanmama ve 200 C ön tav uygulanma şartlarında t 8/5 soğuma sürelerini her bir ısı girdi miktarı için nasıl değişirdi? Niçin?
71 ÖRNEK PROBLEM (a) Kaynak dikişinin soğuması esnasındaki t 8/5 soğuma sürelerini her bir ısı girdi miktarı için hesaplayalım. Önce iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz. Isı girdi miktarı 500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirleyelim. = J/mm 3 C t = 8 mm T c = 1500 C T 0 = 25 C Q = 500 J/mm 0.91 değeri 0.6 dan büyük olduğu için üç boyutlu soğuma hızı formülünü kullanmamız gerekir.
72 ÖRNEK PROBLEM Üç boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım Aynı işlemler yaparak Isı girdi miktarı 1500 J/mm ve 2500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz ve 0.40 değeri 0.6 dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir.
73 ÖRNEK PROBLEM İki boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım YORUM: Isı girdi miktarı arttıkça, t 8/5 soğuma süresinin de arttığı görülmektedir. Yüksek ısı girdisi demek, t 8/5 soğuma süresinin de uzun olması demektir. Düşük ısı girdisi demek, t 8/5 soğuma süresinin de daha az olması anlamına gelir. Ayrıca t 8/5 soğuma süresi az ise yani hızlı soğuma söz konusu ise ITAB içerisindeki sertlik artışı ve soğuk çatlama riskinin var olması anlamına gelir. t 8/5 soğuma süresi çok fazla ise yani yavaş soğuma söz konusu ise ITAB içerisindeki sertlik düşüşünün yanında, mukavemet ve çentik darbe direnci de azalır, fakat soğuk çatlama riski kalkar.
74 ÖRNEK PROBLEM (b) Eğer 200 C de ön tav sıcaklığı uygulansaydı t 8/5 soğuma sürelerini her bir ısı girdi miktarı bulalım. Ön tav sıcaklığı kullanıldığı için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini tekrar belirlemeliyiz. Isı girdi miktarı 500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz değeri 0.6 dan büyük olduğu için üç boyutlu soğuma hızı formülünü kullanmamız gerekir.
75 ÖRNEK PROBLEM Üç boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
76 ÖRNEK PROBLEM Isı girdi miktarı 1500 J/mm ve 2500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz ve 0.38 değeri 0.6 dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir. İki boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
77 ÖRNEK PROBLEM İki boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım YORUM: Ön tav uygulandığında t 8/5 soğuma süresi daha da artmıştır. Ön tav demek malzemeye daha fazla ısı girdisi anlamına geldiği için, levha daha yavaş soğuyacaktır. Dolayısıyla ITAB daha geniş olacaktır.
78 ÖRNEK PROBLEM (c) Eğer levha kalınlığı 20 mm olsaydı, ön tav uygulanmama ve 200 C ön tav uygulanma şartlarında t 8/5 soğuma sürelerini her bir ısı girdi miktarı için bulalım. Levha kalınlığı arttığı için ısı girdi miktarı 500 J/mm değerleri için hem ön tav uygulamalı hem de uygulamasız iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz. Levha kalınlığı arttığı için ısı girdi miktarı 1500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.
79 ÖRNEK PROBLEM Levha kalınlığı arttığı için ısı girdi miktarı 2500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz. Tüm işlemlerde üç boyutlu denklem kullanılacaktır. Üç boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
80 ÖRNEK PROBLEM Düşük Q değerlerinde, birleştirilecek levhanın kalınlığı artsa da t8/5 soğuma süresi değişmiyor. 200C ön tav uygulansa da bu durum değişmediği görülüyor.
81 ÖRNEK PROBLEM Isı girdi miktarı 1500 J/mm değerleri için
82 ÖRNEK PROBLEM Isı girdi miktarı 2500 J/mm değerleri için
83 ÖRNEK PROBLEM Bulunan sonuçları tablo halinde gösterirsek: Isı girdi miktarı, Q Ön tav sıcaklığı ( C) t 8/5 soğuma süresi (saniye) Oda sıcaklığı (25 C) 2.66 s Q 1 = 0.5 kj/mm (500 J/mm), 200 C 4.8 s Q 2 = 1.5 kj/mm (1500 J/mm), Oda sıcaklığı (25 C) 8.87 s 200 C s Q 3 = 2.5 kj/mm (2500 J/mm). Oda sıcaklığı (25 C) s 200 C s YORUM: Ön tav sıcaklığı uygulanan levhalarda t8/5 süresi, ön tav uygulanmayan levhalara göre daha uzundur. Yani ön tav uygulanan levhalar daha yavaş soğurlar, ITAB daha geniş olur. Isı girdi miktarı arttıkça t8/5 soğuma süresi de artıyor. Yani ısı girdi miktarı arttıkça levha daha yavaş soğuyor ve ITAB daha geniş oluyor.
84 ÖDEV PROBLEM 3 mm kalınlığındaki düşük alaşımlı çelik levhalar, TIG kaynak ve elektrik ark yöntemleriyle birleştirilmiştir. TIG kaynak yönteminde kaynak akımı 100 Amper, kaynak gerilimi 15 Volt ve kaynak hızı 4 mm/saniye olarak seçilmiştir. Elektrik ark kaynak yönteminde ise kaynak akımı 120 Amper, kaynak gerilimi 18 Volt ve kaynak hızı 5 mm/saniye olarak seçilmiştir. Ön tav uygulanmaksızın gerçekleştirilen kaynak işleminde meydana gelen kaynak bölgesinin 730 C sıcaklığına denk gelen ergime hattı sınırından ITAB yönüne doğru ITAB genişliğini her iki kaynak metodu için bulunuz. Her iki yöntem için ITAB genişliğini yorumlayınız. = J/mm 3 C 1 e = Sabit katsayı, t = 5 mm U = 20 Volt I = 200 Amper ν = 5 mm/saniye h = 0.9 Q =? J/mm y = Ergime hattı sınırından ITAB a doğru uzaklık (mm) T p = Ulaşılan maksimum kaynak sıcaklık değeri ( C) T 0 = 25 C T m = 1510 C
85 ÖN TAV SICAKLIĞININ BELİRLENMESİ ÖRNEK PROBLEM
86 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI Kaynaklı bir birleştirmede maliyet analizi yapabilmek veya elektrot siparişi verebilmek için ne kadar miktarda kaynak elektrotu veya kaynak teli harcanacağını önceden hesaplamak gerekir. Bu amaçla çeşitli WEB siteleri tarafından hesaplamalar yapılmaktadır. Bu hesaplamaların nasıl yapıldığı ve hangi eşitlikler kullanıldığı örneklerle açıklanmaya çalışılacaltır. Weld Consumable Calculator t&view=article&id=88&itemid=93

87 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
 f : Kök yüksekliği (mm ) c : Kaynak dikiş kep yüksekliği (mm) O : Kaynak dikiş genişliği (mm) θ Tan θ/2 45 0.414 50 0.466 60 0.577 70 0.700 80 0.")
88 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI KAYNAK DİKİŞİ KESİT ALANININ HESAPLANI TEK PASOLU V ALIN KAYNAĞI A : Kaynak dikişi kesit alanı (mm 2 ) t θ g : Levha kalınlığı (mm) : Kaynak ağzı açısı : Kök aralığı (mm) f : Kök yüksekliği (mm ) c : Kaynak dikiş kep yüksekliği (mm) O : Kaynak dikiş genişliği (mm) θ Tan θ/
 b : Yatay kenar uzunluğu (mm) a : Dikey kenar uzunluğu (mm) c : Kaynak dikiş kep yüksekliği (mm) F : Kaynak dikiş genişliği")
89 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI KAYNAK DİKİŞİ KESİT ALANININ HESAPLANI TEK PASOLU İÇ KÖŞE KAYNAĞI A : Kaynak dikişi kesit alanı (mm 2 ) b : Yatay kenar uzunluğu (mm) a : Dikey kenar uzunluğu (mm) c : Kaynak dikiş kep yüksekliği (mm) F : Kaynak dikiş genişliği (mm)
90 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI) 1 metre uzunluğunda ve Levha kalınlığı (t) 12 mm olan V kaynak ağzı açılmış 316 paslanmaz çelik levhanın örtülü elektrotla tek pasoda birleştirilmesi için gerekli kaynak metali miktarını hesaplayınız. Kök genişliği (g) : 2 mm Kök yüksekliği (f) : 3 mm V Kaynak ağız açısı (θ) : 45
91 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU İÇ KÖŞE KAYNAĞI) 1 metre uzunluğunda ve Levha kalınlığı (t) 12 mm olan 304 paslanmaz çelik levha iç köşe formunda MIG kaynak teli ile birleştirilmesi için gerekli kaynak metali miktarını hesaplayınız. a = 5 mm b = 5 mm
92 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
93 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
94 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
95 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
96 KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
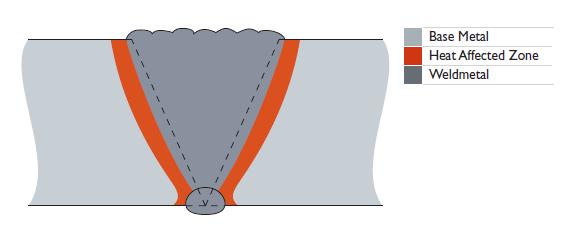
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
KAYNAK BÖLGESİNİN METALURJİK YAPISI HOŞGELDİNİZ
 KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
KAYNAKTA UYUMLULUK ORANI (MISMATCH) HOŞGELDİNİZ
 HOŞGELDİNİZ") KAYNAKTA UYUMLULUK ORANI (MISMATCH) PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 KAYNAKTA UYUMLULUK ORANI (MISMATCH) Kaynaklı konstrüksiyonların
KAYNAKTA UYUMLULUK ORANI (MISMATCH) PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 KAYNAKTA UYUMLULUK ORANI (MISMATCH) Kaynaklı konstrüksiyonların
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK
 TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Hardox ve Weldox Sacların Kaynak Edilmesi
 Hardox ve Weldox Sacların Kaynak Edilmesi Bu broşür genel önerileri içermektedir. SSAB AB, söz konusu önerilerin farklı uygulamalara uygunluğu hususunda herhangi bir sorumluluk kabul etmez. Dolayısıyla,
Hardox ve Weldox Sacların Kaynak Edilmesi Bu broşür genel önerileri içermektedir. SSAB AB, söz konusu önerilerin farklı uygulamalara uygunluğu hususunda herhangi bir sorumluluk kabul etmez. Dolayısıyla,
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
AŞINMAYA DAYANIKLI ÇELİKLERİN KAYNAK KABİLİYETİ HOŞGELDİNİZ
 AŞINMAYA DAYANIKLI ÇELİKLERİN KAYNAK KABİLİYETİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 AŞINMA NEDİR? * Aşındırıcı sert parçacıkların temasıyla
AŞINMAYA DAYANIKLI ÇELİKLERİN KAYNAK KABİLİYETİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 AŞINMA NEDİR? * Aşındırıcı sert parçacıkların temasıyla
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ISININ TESİRİ ALTINDAKİ BÖLGE
 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
KAYNAK TÜKETİM MALZEMELERİ 08 / WELD
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
EK VI KAPİLER YÜKSELMESİNİN HESAPLARI
 EK VI KAPİLER YÜKSELMESİNİN HESAPLARI Sert lehimlenmiş birleştirmelerin tasarımlarında, kesin olarak saptanmış birleştirme koşulları altında ilave metalin, sert lehimleme aralığına bağlı olarak tutacağı
EK VI KAPİLER YÜKSELMESİNİN HESAPLARI Sert lehimlenmiş birleştirmelerin tasarımlarında, kesin olarak saptanmış birleştirme koşulları altında ilave metalin, sert lehimleme aralığına bağlı olarak tutacağı
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler
 Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
KISIM C Uygulamalı Örnekler
 KISIM C Uygulamalı Örnekler Aşağıdaki örnekler, bu broşürde verilmiş çizelgeler yardımı ile maliyet hesaplarının nasıl yapılacağını açıklar. 1. ve 2. yol ile hesaplamaya dair ( Çizelgelerin ele alınışı
KISIM C Uygulamalı Örnekler Aşağıdaki örnekler, bu broşürde verilmiş çizelgeler yardımı ile maliyet hesaplarının nasıl yapılacağını açıklar. 1. ve 2. yol ile hesaplamaya dair ( Çizelgelerin ele alınışı
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
ÜRÜN KATALOĞU 06/2014. www.oerlikon.com.tr
 ÜRÜN KATALOĞU 06/2014 www.oerlikon.com.tr FİRMA TANITIMI MAGMAWELD BİR TÜRK MARKASIDIR ustası, sanatını icra ederken kaynak elektrodunun makinesinin onu yarı yolda bırakmamasını, fabrikalar ise üretimlerinin
ÜRÜN KATALOĞU 06/2014 www.oerlikon.com.tr FİRMA TANITIMI MAGMAWELD BİR TÜRK MARKASIDIR ustası, sanatını icra ederken kaynak elektrodunun makinesinin onu yarı yolda bırakmamasını, fabrikalar ise üretimlerinin
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ. K aynak. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN 1 /27
 MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K aynak K aynak Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K aynak K aynak Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
ALÜMİNYUM, GAZ ALTI KAYNAĞINDA KISMİ NUFUZİYETLÎ ALIN KAYNAK BİRLEŞTİRMELERİNDE YIĞILAN KAYNAK METAL ORANININ BİLGİSAYARLA HESAPLANMASI
 KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 257 ALÜMİNYUM, GAZ ALTI KAYNAĞINDA KISMİ NUFUZİYETLÎ ALIN KAYNAK BİRLEŞTİRMELERİNDE YIĞILAN KAYNAK METAL ORANININ BİLGİSAYARLA HESAPLANMASI Hüseyin YÜCE, *Arif ÇANACIK,
KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 257 ALÜMİNYUM, GAZ ALTI KAYNAĞINDA KISMİ NUFUZİYETLÎ ALIN KAYNAK BİRLEŞTİRMELERİNDE YIĞILAN KAYNAK METAL ORANININ BİLGİSAYARLA HESAPLANMASI Hüseyin YÜCE, *Arif ÇANACIK,
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
Sünek Kırılma : Kırılma Türleri. Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir.
 KAYNAK HATALARI Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir. Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı
KAYNAK HATALARI Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir. Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
HİDROLOJİ. Buharlaşma. Yr. Doç. Dr. Mehmet B. Ercan. İnönü Üniversitesi İnşaat Mühendisliği Bölümü
 HİDROLOJİ Buharlaşma Yr. Doç. Dr. Mehmet B. Ercan İnönü Üniversitesi İnşaat Mühendisliği Bölümü BUHARLAŞMA Suyun sıvı halden gaz haline (su buharı) geçmesine buharlaşma (evaporasyon) denilmektedir. Atmosferden
HİDROLOJİ Buharlaşma Yr. Doç. Dr. Mehmet B. Ercan İnönü Üniversitesi İnşaat Mühendisliği Bölümü BUHARLAŞMA Suyun sıvı halden gaz haline (su buharı) geçmesine buharlaşma (evaporasyon) denilmektedir. Atmosferden
KAYNAK TEKNİĞİNDE BİLGİSAYAR UYGULAMASI
 KAYNAK TEKNİĞİNDE BİLGİSAYAR UYGULAMASI Giriş: Herhangi bir kaynaklı konstrüksiyon veya kaynak isteminde ne kadar elektrot kullanılmasının gerektiği maliyet hesaplarında en önde gelen faktörlerden biridir.
KAYNAK TEKNİĞİNDE BİLGİSAYAR UYGULAMASI Giriş: Herhangi bir kaynaklı konstrüksiyon veya kaynak isteminde ne kadar elektrot kullanılmasının gerektiği maliyet hesaplarında en önde gelen faktörlerden biridir.
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
DUBLEKS PASLANMAZ ÇELİKLERİN KAYNAĞI MELİKE CAVCAR
 DUBLEKS PASLANMAZ ÇELİKLERİN KAYNAĞI Hazırlayanlar : HACI DOLUTAŞ MELİKE CAVCAR TEMMUZ 2001 İÇİNDEKİLER DUBLEKS (ÇİFT FAZLI) PASLANMAZ ÇELİKLER... 2 A. MALZEME TANIMI... 2 B. METALURJİK ÖZELLİKLERİ...
DUBLEKS PASLANMAZ ÇELİKLERİN KAYNAĞI Hazırlayanlar : HACI DOLUTAŞ MELİKE CAVCAR TEMMUZ 2001 İÇİNDEKİLER DUBLEKS (ÇİFT FAZLI) PASLANMAZ ÇELİKLER... 2 A. MALZEME TANIMI... 2 B. METALURJİK ÖZELLİKLERİ...
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Su Debisi ve Boru Çapı Hesabı
 Su Debisi ve Boru Çapı Hesabı Su Debisi Hesabı Sıcak sulu ısıtma sistemleri, günümüzde bireysel ve bölgesel konut ısıtmasında, fabrika ve atölye, sera ısıtmasında, jeotermal enerjinin kullanıldığı ısıtma
Su Debisi ve Boru Çapı Hesabı Su Debisi Hesabı Sıcak sulu ısıtma sistemleri, günümüzde bireysel ve bölgesel konut ısıtmasında, fabrika ve atölye, sera ısıtmasında, jeotermal enerjinin kullanıldığı ısıtma
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI. 20.10.2015 Dr.Salim ASLANLAR 1
 2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan