HATA TÜRÜ ve ETKİLERİ ANALİZİ
|
|
|
- Aysun Sökmen
- 5 yıl önce
- İzleme sayısı:
Transkript
")
1 1 HATA TÜRÜ ve ETKİLERİ ANALİZİ (Failure Mode and Effects Analysis) /2018

2 2 HTEA Ürün, tasarım ve hizmet gibi incelemeye konu olan süreçte potansiyel hata türlerinin belirlenmesi ve olasılık, şiddet ve saptanabilirlik derecelerine göre bu hata türlerinin sınıflandırılması için kullanılmaktadır.

3 3 Kalitesizliği önlemeye yöneliktir ve üründe hata oluşturacak potansiyel risklerle ilgilenmektedir. Hatanın ortaya çıkması ile doğacak problemin müşteri gibi algılanması ilkesine dayanmaktadır.

4 4 ESKİ DÜŞÜNCE YENİ DÜŞÜNCE (HTEA) Problemlere çözüm üretilmesi Problemlerin önlenmesi





5 5 Başarılı bir HTEA nın uygulaması Potansiyel hataları tanımlar Her hatanın nedenlerini ve etkilerini belirler Olasılık, şiddet ve saptanabilirlik e bağlı olarak hataların önceliğini ortaya çıkarır Sorunların izlenmesi ve düzeltici faaliyetlerin yapılması sağlar

 1960-1965: NASA nın")
 kullanıldı")



6 TARİHÇE : Bir güvenilirlik değerlendirme tekniği olarak ABD Ordusu tarafından geliştirildi (MIL-P-1629) : NASA nın Ayın Yüzeyine İnsan İndirme Projesinde (APOLLO) kullanıldı : Amerika da havacılık ve uçak sanayiinde kullanıldı. 1975: Japonya da (NEC firması) ilk endüstriyel uygulamalar başladı. 1980: Ford Motor Company uygulamaya başladı ve bu uygulamayı tüm yan sanayilerinden talep etti.

7 7 HTEA NIN AVANTAJLARI Artırır Hizmet veya ürünlerin kalitesini ve güvenilirliğini Rekabet avantajını Müşteri memnuniyetini Azaltır Ürün geliştirme zaman ve maliyetini İç ve dış başarısızlık maliyetlerini Ürünün hazır olma ve pazara sunuş sürelerini

8 8




9 9 HTEA nın Başlatılmasını Gerekli Kılan Nedenler Mevcut tasarımlar veya prosesler değiştirildiğinde, Mevcut tasarımlar veya prosesler için yeni uygulamalara başlanacağında, Mevcut tasarım veya proseslerde önemli hatalar görüldüğünde, Yeni prosesler veya ürünler tasarlanması durumunda.


10 10 HTEA Ekibi ARGE, Üretim, Kalite Departmanlarından Üyeler 3 ila 7 kişi Birbirinden farklı yetenek ve deneyim sahibi kişiler Ekibin çalışmasını düzenleyen bir ekip lideri Değerlendirmeler ve analizler sonuçlanana değin çalışmaların hedeflerine uygun şekilde, süresi üç saati geçmeyecek toplantılar

11 11 HTEA Ekip Liderinin Görevleri Ekibin çalışmasını düzenler Toplantı gündemini belirler Toplantının yönlendirilmesini yapar Toplantı notlarının alınması ve sonuçta toplantı raporunun hazırlanmasını sağlar Çalışmaların devamlılığı için gerekli önlemleri alır.
12 12 HTEA Çeşitleri Sistem HTEA: Sistemleri ve alt sistemleri kavramsal aşamalarda ve tasarım aşamasında analiz etmekte kullanılır. Sistem eksikliğinden kaynaklanan potansiyel hata türleri ile ilgilenir. Tasarım HTEA: Potansiyel ve bilinen hata türlerini tanımlayan, ilk üretim gerçekleşmeden hataların tanımlanmasını ve düzeltici faaliyetlerin uygulanmasını sağlayan yöntemdir. Proses HTEA: Üretim veya montaj prosesindeki eksikliklerden doğabilecek hata türlerini ortadan kaldırmak ve üretim ve montaj proseslerini analiz etmek amacına hizmet etmektedir. Servis HTEA: Müşteriye servis henüz ulaşmadan analiz edilmesinde yardımcı olur. İlk servis öncesinde potansiyel ve bilinen hata türlerini önlemleriyle birlikte ortaya koyan bir analiz veya metottur.
13 13 Hata: Herhangi bir birimin veya birim parçasının önceden tanımlanan şekilde işlememe durumudur. Hata Modu (Türü): Arızanın oluşmasına neden olan mekanizma (fonksiyon) hatasıdır. Zaman içinde bir hata türü bir neden ve bir etki arasında oluşmaktadır. Hataların Etkisi: Bir hata şeklinin ürünün çalışması, işlevi veya durumu üzerinde oluşturduğu sonuçlardır. HTEA ekibinin yapacağı bir beyin fırtınası faaliyetinin sonucunda belirlenir. Her bir hata modunun etkisi hem mevzi, hem de global (sistem) olabilir. Müşteri tatmini, bir hata modunun etkisini belirlemekte anahtardır. Fonksiyon Potansiyel Nedenler Hata Türü Sonuçlar
14 14 Parça/ İşlem Hata Türü Hata Etkisi Nedenleri




15 15 Hatanın Nedenleri Nasıl Bulunur? 5N Analizi Neden- Sonuç Diyagramı Hata Ağacı Analizi Ağaç Diyagramı

16 16 Şiddet*: Hata etkilerinin müşterideki sonuçlarını değerlendirir. Etkileri 1 den 10 a kadar bir ölçekte sıralanırlar. 10 en şiddetlidir. Olasılık*: Bir hatanın ortaya çıkma olasılığıdır. Olasılık derecelendirmesi 1 den 10 a kadar sayısal olarak yapılır. Saptanabilirlik (Farkedilebilirlik)*: Hatanın müşteriye ulaşmadan (üretim veya montaj hattını terk etmeden) önce belirlenme olasılığıdır. 1 den 10 a kadar bir ölçekte sıralanır. Risk Öncelik Sayısı: Her hatanın etkilerine göre sıralanması, düzenlenmesi veya öncelikli risk olasılığına göre derecelendirilmesi prensibine dayanır. RÖS= P(Olasılık) x S(Şiddet) x D (Farkedilebilirlik).
17 17 Olasılık Derecelendirme Tablosu HATA OLASILIĞI OLASI HATA ORANLARI DERECE Hemen hemen kesin Çok yüksek Yüksek ½ den fazla 1/3 1/8 1/ Orta 1/80 1/400 1/ Düşük Çok Düşük 1/ / Hemen Hemen Olanaksız 1/ den düşük 1 Kantitatif veri kullanımı önerilmektedir. Ör: 0,001=1000 saatte 1 hata; 0,01=100 saatte 1 hata; 0,1=10 saatte 1 hata
18 18 Şiddet Derecelendirme Tablosu KRİTER Hata, çok büyük memnuniyetsizliğe, sistemin durmasına ve yasalarla uyumsuzluğa yol açar Hata, yüksek derecede müşteri memnuniyetsizliğine yol açar ve sistemin işlevselliğini etkiler Hata, müşteri memnuniyetsizliği ile sistem performansının düşmesine neden olur. Onarım gerekir. Ürün performansı veya proses üzerinde küçük şiddette etki. Hata müşteri tarafından farkedilir ve ürün kullanımında bazı rahatsızlıklar yaşanır. Ürün performansı veya proses üzerinde önemsiz etki. Hata müşteriler tarafından farkedilmez. DERECE
19 19 Tespit Edilebilirlik Derecelendirme Tablosu TESPİT ETME DERECE İmkansız 10 Çok Zor 9 Zor 8 Çok Az 7 Az 6 Orta 5 Ortanın Üstü 4 Yüksek 3 Çok Yüksek 2 Hemen Hemen Kesin 1
20 20 Örnek: P=7, S=6, D= 10 RÖS= 7x6x10=420 Düzeltici faaliyetler sonrası P=2, S=6, D= 4 RÖS= 2x6x4=48 Düzeltici faaliyetler ile RÖS azaltılmıştır.
21 21 Kritik yolu tespit etmek için sistemin farklı parçalarının birbirleriyle etkileşimini göster Ön Bilgileri Topla 1. Sistemin işleyişi Sistemin Akış Şemasını Oluştur Hata Modunu Belirle 2. Müşteri talepleri 3. Farklı kademedeki çalışanlar, tedarikçiler ile aynı işi yapan benzer kuruluşlardan elde edilen bilgiler Şiddet Sıklık Saptanabilirlik RÖS nın Hesaplanması Düzeltici Önlemlerin alınması Düzeltici Önlemler Sonrası Yeniden Değerlendirme

22 22 Parça No/Adı Proses Sorumlusu Başlangıç Tarihi Öngörülen Bitiş Tarihi HTEA Sorumluları Hazırlayan Revizyon Tarihi HTEA No Sayfa Proses /Fonksiyon Hata Türleri Hatanın Etkileri Hata Sebepleri Mevcut Koşullar Mevcut Proses Kontrolleri O L A S I L I K Ş İ D D E T S A P T A N A B İ L İ R L İ K R Ö S Önerilen Faaliyetler Sorumlu ve Termin Faaliyet Sonuçları Yapılan Faaliyetler O L A S I L I K Ş İ D D E T S A P T A N A B İ L İ R L İ K R Ö S Pareto analizi ile yüksek RÖS değerine sahip sorunlar tespit edilir. Pareto Analizi, çabaların ve kaynakların hangi hatalara yönlendirilmesi gerektiğine yardımcı olur
23 23 Proses/ Fonksiyon: Analizi yapılan proses veya operasyonun basit bir tanımı yapılır. Proses birden fazla operasyon içeriyor ise her operasyon ayrı bir proses olarak sıralanır. (Örn. Video display) Hata Türleri: Prosesin, proses şartlarını ve/veya tasarım amacını karşılamaması sırasında oluşabilecek potansiyel hatalardır. (Örn. Görüntü kaybı) Hata Etkileri: Hata türünün müşterideki etkilerini tanımlar. Müşteri bir sonraki operasyon veya son kullanıcı olabilir. (Örn. Lokal: Operatörün girdiği bilgiler görülmüyor, Sistem: Text ve grafik verilerinin kaybı) Hata Sebepleri: Hatanın nasıl oluşabileceği tanımlanır. Her hata türü için makul hata sebepleri listelenmelidir. (Örn. Güç kaynağında arıza, kablolarda gevşeme, grafik kartında arıza vs.) Mevcut Proses Kontrolleri: Hatayı tespit eden veya oluşmasını engelleyen kontrollerdir. (Örn. Sistem alarmı, görüntü kaybı vs.) Önerilen Faaliyetler: RÖS nı azaltmak için alınan önlemler Sorumlu ve Termin: Önerilen faaliyet için sorumlu bölüm/ kişiler ve termin (bitiş tarihi) belirtilir. Yapılan faaliyetler: Alınan önlemlerin kısa bir tarifi yapılır.

24 24 HTEA Sonrası Alınabilecek Önlemler Operasyon sırası değişikliği, Resim-dizayn değişikliği, İlave yeni operasyon veya operasyonlar, Tezgah değişikliği veya yeni tezgah ilavesi, Yeni/ilave ölçme ve kontrol metotları, Yeni/ilave ölçme ve kontrol aletleri, Aparat/takım ilavesi veya değişikliği/tadilatı, Yeni/ilave kalite kontrol noktaları
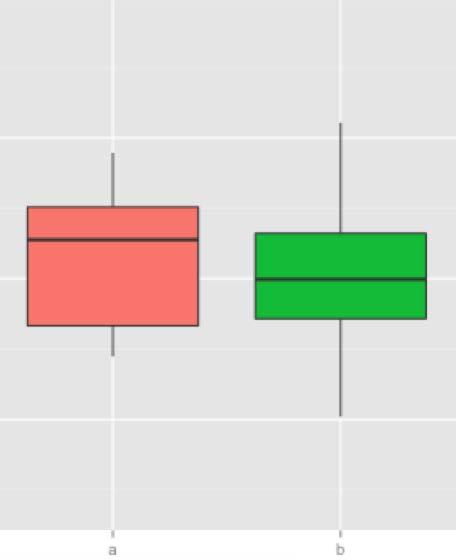


25 25 İyileştirme Etkili Oldu mu? Kutu Diyagramı T-testi
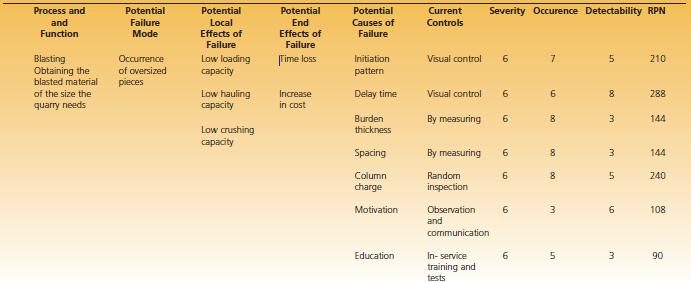

26 26 Madencilik Sektörü Taşocağı Örneği
27 27 Otomotiv Sektörü Tasarım HTEA Örneği 1) Alt sistem/isim : Garde Aksamları 4) Etkilenen Tedarikçi Tesisler: 6) Mühendislik Yayın Tarihi: 2) Tasarım Sorumluluğu : Üretim Mühendisliği 5) Model Yılı/ Vasıta : 7) Hazırlayan : 3) Katılan Diğer Alanlar : Oto Üretimi, İmalatı Proses Fonksiyonu Potansiyel Hata Türü Hatanın Potansiyel Etkileri Hatanın Potansiyel Nedenleri Şiddet Olasılık Saptanabilirlik RÖS Tavsiye Edilen Önlem Alınan Önlem Proses Adı Kapı iç alt panelinin *kapı ömründe azalma *iç pano için belirlenen Hızlandırılmış korozy on Test sonuçlarına göre ÖN KAPI çürümesi *zamanla boy a içinde pas koruyucu vaks üst kenarı testi ekle üst kenar 123 mm y ükseltildi. oluşması dolay ısıy la çok alçak Proses Fonk kötü görünüş *belirlenen v aks kalınlığı *araca giriş ve çıkış *kapının iç taraf ındaki y etersiz *y olcuları hav a, ses v e f onksiy onlarda kötüleşme *belirlenen v aks f ormülü y an çarpmalardan koruma uy gun değil *ay na, kilit gibi aksesuarları *hav a gözenekleri v aksın uç taşıma v e kenarlara girişini önlüy or *güzel bir görünüş sağlama *v aks uy gulaması kapı drenaj deliklerini tıkıy or *paneller arası mesaf e püskürtme kazaları için y etersiz Şiddet Olasılık Saptanabilirlik RÖS
28 28 Otomotiv Yan Sanayii Süreç HTEA Örneği PARÇA NO/ADI: HTEA EKİBİ: S.ELEVLİ, A. YAVAŞOĞLU, H.D. ÖZDEMİR HATA TÜRÜ VE ETKİLERİ ANALİZİ PROSES SORUMLUSU: HAZIRLAYAN: S.E, A.Y, H.D.Ö Mevcut Durum BAŞLANGIÇ TARİHİ: 8/11/2014 REVİZYON TARİHİ : 5/12/2014 ÖNGÖRÜLEN BİTİŞ TARİHİ: HTEA NO: 1 SAYFA: 1 Faaliyetler Sonrası Durum Proses/ Fonksiyon Hata Türleri Hatanın Etkileri Hata Sebepleri Şiddet Olasılık Saptanabilirlik RÖS Tavsiye Edilen Önlem Alınan Önlem Şiddet Olasılık Saptanabilirlik RÖS Proses Adı: Rulman-aks sistemi Proses Fonk. *Sürtünmeyi minimuma indirme *Sorunsuz yük aktarımı sağlama Rulmandan yağ kaçırma Aksın yağ kaçırması Aksın yağ kaçırması Rulmanın tedarikçiden hatalı gelmesi Rulmanın körüğe montajı sırasında deformasyonu Giriş kontrol sıklığının arttırılması Rulman montajında uygun aparatın kullanılması Her partide 100 üründen 1'i kontrol edilirken, kontrol 20 adet üründen 1 adet ürüne yükseltildi. Rulman montaj aparatında kullanılan pinomatik pistonun stroğunun 35 mm' den 32' ye düşürülmesi Aksın yağ kaçırması Rulman tedarikçisinin karışık malzeme göndermesi
29 29 Yararlanılan Kaynaklar Akın B., ISO 9000 Uygulamasında İşletmelerde Hata Türü ve Etkileri Analizi, Bilim Teknik Yayınevi, 1998 Blanchard B.S. and Fabrycky W.J., Systems Engineering and Analysis, Third Edition, Prentice Hall, 1998 Elevli, S., Uysal, Ö. ve Elevli B., Failure Mode and Effects Analysis for a Quarry in Kutahya- Turkey, CIM Bulletin, 100 (1099), (2007). Elevli, S., Yavaşoğlu, A. ve Özdemir, H.D.; Hata Türü ve Etkileri Analizi: Otomotiv Yan Sanayi İşletmesi Örneği, 15. Üretim Araştırmaları Sempozyumu, İzmir, Ekim, 2015 McDermott R.E., Mikulak R.J. and Beauregrad M.R., The Basics of FMEA, Resource Engineering Inc., 1996 Pillay A. and Wang J., Modified Failure Mode and Effects Analysis Using Approximate Reasoning, Reliability Engineering and System Safety, 79, 2003 Villacourt M., Failure Mode and Effects Analysis: A Guide for Continuous Improvement for the Semiconductor Equipment Industry, Sematech, 1992
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA. Hata Türleri ve Etkileri Analizi
 FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
Doküman No Revizyon No Yayın Tarihi Sayfa No PROSES FMEA TALİMATI
 1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 BİR PROSES FMEA GELİŞTİRMEK Proses sorumlusu mühendis, Proses FMEA hazırlıklarında kendisine yardımcı olabilecek tüm dokümanlara sahip olmalıdır. Proses FMEA, bir prosesin ne olması ve ne olmaması konusundaki
BİR PROSES FMEA GELİŞTİRMEK Proses sorumlusu mühendis, Proses FMEA hazırlıklarında kendisine yardımcı olabilecek tüm dokümanlara sahip olmalıdır. Proses FMEA, bir prosesin ne olması ve ne olmaması konusundaki
OLASI HATA TÜRÜ VE ETKİLERİ ANALİZİ (FMEA) Mehmet Enes İnce
 Mehmet Enes İnce") 1.GİRİŞ Her sektörde arzın arttığı ve iletişim teknolojilerinin çok geliştiği günümüz ekonomisinde işletmeler, varlıklarını devam ettirebilmek için sadece ucuz mal ya da hizmet üretimini değil, hem ucuz
1.GİRİŞ Her sektörde arzın arttığı ve iletişim teknolojilerinin çok geliştiği günümüz ekonomisinde işletmeler, varlıklarını devam ettirebilmek için sadece ucuz mal ya da hizmet üretimini değil, hem ucuz
FMEA- Hata Modu ve Etkileri Analizi (HMEA)
") FMEA- Hata Modu ve Etkileri Analizi (HMEA) Risk Seviyeleri Kabul edilemez risk bölgesi Riskin ortadan kaldırılmasının mümkün olmadığı veya çok maliyetli olduğu tolare edilebilir risk bölgesi Kabul edilebilir
FMEA- Hata Modu ve Etkileri Analizi (HMEA) Risk Seviyeleri Kabul edilemez risk bölgesi Riskin ortadan kaldırılmasının mümkün olmadığı veya çok maliyetli olduğu tolare edilebilir risk bölgesi Kabul edilebilir
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
Failure Mode and Effect Analysis (Hata Türü ve Etkileri Analizi) Doç. Dr. Nihal Erginel
 Doç. Dr. Nihal Erginel") Failure Mode and Effect Analysis (Hata Türü ve Etkileri Analizi) Doç. Dr. Nihal Erginel FMEA Nedir? FMEA nın temel amacı, geçmiş verilere dayanarak bilinen veya olası problemleri tanımlamak ve önlemektir.
Failure Mode and Effect Analysis (Hata Türü ve Etkileri Analizi) Doç. Dr. Nihal Erginel FMEA Nedir? FMEA nın temel amacı, geçmiş verilere dayanarak bilinen veya olası problemleri tanımlamak ve önlemektir.
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
Otomotiv Sertifika Programı
 Otomotiv Sertifika Programı Otomotiv ana sanayi ve yan sanayinde kabul gören, geleneksel iş modelleri artık günümüzde uluslararası standartlar olarak zorunluluklar haline gelmiştir. Bu eğitimde birçok
Otomotiv Sertifika Programı Otomotiv ana sanayi ve yan sanayinde kabul gören, geleneksel iş modelleri artık günümüzde uluslararası standartlar olarak zorunluluklar haline gelmiştir. Bu eğitimde birçok
ULUSLARARASI İŞ SAĞLIĞI VE GÜVENLİĞİ Aralık 6-7, 2017, İstanbul/ Türkiye
 ULUSLARARASI İŞ SAĞLIĞI VE GÜVENLİĞİ Aralık 6-7, 2017, İstanbul/ Türkiye Risk Değerlendirme Çalışmalarında Yöntem Seçiminin Önemi ve Örnek Uygulama Öğr. Gör. Begüm ERTEN İÇİNDEKİLER 1. GİRİŞ VE AÇIKLAMALAR
ULUSLARARASI İŞ SAĞLIĞI VE GÜVENLİĞİ Aralık 6-7, 2017, İstanbul/ Türkiye Risk Değerlendirme Çalışmalarında Yöntem Seçiminin Önemi ve Örnek Uygulama Öğr. Gör. Begüm ERTEN İÇİNDEKİLER 1. GİRİŞ VE AÇIKLAMALAR
BURSA İLİ OTOMOTİV SEKTÖRÜNDE TS 16949 KALİTE YÖNETİM SİSTEMİ NİN REKABETÇİ AVANTAJLARI
 V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005 BURSA İLİ OTOMOTİV SEKTÖRÜNDE TS 16949 KALİTE YÖNETİM SİSTEMİ NİN REKABETÇİ AVANTAJLARI Ediz ATMACA Gazi Üniversitesi
V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005 BURSA İLİ OTOMOTİV SEKTÖRÜNDE TS 16949 KALİTE YÖNETİM SİSTEMİ NİN REKABETÇİ AVANTAJLARI Ediz ATMACA Gazi Üniversitesi
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
TEDAVİDE HATASIZLAŞTIRMA VE YALIN. Prof.Dr. Ömer Faruk BİLGEN Medicabil / BURSA
 TEDAVİDE HATASIZLAŞTIRMA VE YALIN Prof.Dr. Ömer Faruk BİLGEN Medicabil / BURSA Giriş Önce zarar vermeyeceksin Primum non nocere Hippocrates of Kos Giriş Hatalar sıklıkla özensiz ya da dikkatsiz çalışmalar
TEDAVİDE HATASIZLAŞTIRMA VE YALIN Prof.Dr. Ömer Faruk BİLGEN Medicabil / BURSA Giriş Önce zarar vermeyeceksin Primum non nocere Hippocrates of Kos Giriş Hatalar sıklıkla özensiz ya da dikkatsiz çalışmalar
RİSK DEĞERLENDİRMESİ. Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı
 RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
MAKİNE BAKIMCI (SEVİYE 4) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
RİSK ANALİZİ TEHLİKE VE RİSK
 İHTİMAL RİSK ANALİZİ TEHLİKE VE RİSK RİSK MATRİSİ Sık sık Muhtemel Muhtemel olmayan Çok az Küçük Anlamlı Büyük Felaket CİDDİYET Bölge 1 Bölge 2 Bölge 3 Düşük Risk Bir eylem gerekli değil Eylem gerekebilir,
İHTİMAL RİSK ANALİZİ TEHLİKE VE RİSK RİSK MATRİSİ Sık sık Muhtemel Muhtemel olmayan Çok az Küçük Anlamlı Büyük Felaket CİDDİYET Bölge 1 Bölge 2 Bölge 3 Düşük Risk Bir eylem gerekli değil Eylem gerekebilir,
Kalite Yönetim Sistemlerinin Tarihsel Gelişimi, ISO 9000 Standartlar Ailesi, Kalite Yönetim Prensipleri. 2. Hafta
 Kalite Yönetim Sistemlerinin Tarihsel Gelişimi, ISO 9000 Standartlar Ailesi, Kalite Yönetim Prensipleri 2. Hafta Kalite Yönetim Sistemlerinin Tarihsel Gelişimi ISO 9000 Ailesi 1987 ve 1994 Yılı ISO 8402:
Kalite Yönetim Sistemlerinin Tarihsel Gelişimi, ISO 9000 Standartlar Ailesi, Kalite Yönetim Prensipleri 2. Hafta Kalite Yönetim Sistemlerinin Tarihsel Gelişimi ISO 9000 Ailesi 1987 ve 1994 Yılı ISO 8402:
HATAY SAĞLIK MÜDÜRLÜĞÜ HATAY SAĞLIK MÜDÜRLÜĞÜ RİSK DEĞERLENDİRME PROSEDÜRÜ
 RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
5. Adım: Listeyi hata frekanslarına göre azalan sırada yeniden listele. Kümülatif Yüzde sütununu oluştur.
 1. PARETO DİYAGRAMI Nedir? Azalan bir sırada düzenlenmiş ve frekansları gösteren bir çubuk diyagram olup, problem çözme çalışmasının başlangıç noktasını/noktalarını seçmek amacıyla kullanılmaktadır. Pareto
1. PARETO DİYAGRAMI Nedir? Azalan bir sırada düzenlenmiş ve frekansları gösteren bir çubuk diyagram olup, problem çözme çalışmasının başlangıç noktasını/noktalarını seçmek amacıyla kullanılmaktadır. Pareto
11/10/14. Yeni ürün geliştirme stratejisi Yeni ürün geliştirme süreci Yeni ürün geliştirme yönetimi Ürün yaşam döngüsü stratejileri
 Yeni ürün geliştirme stratejisi Yeni ürün geliştirme süreci Yeni ürün geliştirme yönetimi Ürün yaşam döngüsü stratejileri Kullanılan Kaynaklar: - Mucuk, İ. (2012). Pazarlama İlkeleri. Türkmen Kitabevi
Yeni ürün geliştirme stratejisi Yeni ürün geliştirme süreci Yeni ürün geliştirme yönetimi Ürün yaşam döngüsü stratejileri Kullanılan Kaynaklar: - Mucuk, İ. (2012). Pazarlama İlkeleri. Türkmen Kitabevi
Hata Türleri ve Etkileri Analizinin, HTEA, Tekstil Boya-Terbiye İşletmelerinde Kullanımı
 Çukurova Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 28(1), ss.,157-162, Aralık 2015 Çukurova University Journal of the Faculty of Engineering and Architecture, 28(1), pp.157-162, December 2015
Çukurova Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 28(1), ss.,157-162, Aralık 2015 Çukurova University Journal of the Faculty of Engineering and Architecture, 28(1), pp.157-162, December 2015
MAKİNE BAKIMCI (SEVİYE 5) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
Yönetim Sistemleri Eğitimleri
 Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
KALİTE YÖNETİM SİSTEMİ TS EN ISO 2015 PROSES YAKLAŞIMI
 KALİTE YÖNETİM SİSTEMİ TS EN ISO 2015 PROSES YAKLAŞIMI Mustafa DİLEK +90 532 263 4849 mdilekm@hotmail.com Kalite Yönetim Sistemi Kalite yönetim sistemi uygulamak kuruluşa aşağıdaki potansiyel faydaları
KALİTE YÖNETİM SİSTEMİ TS EN ISO 2015 PROSES YAKLAŞIMI Mustafa DİLEK +90 532 263 4849 mdilekm@hotmail.com Kalite Yönetim Sistemi Kalite yönetim sistemi uygulamak kuruluşa aşağıdaki potansiyel faydaları
İşveren veya işveren vekili (temsilcisi)
") RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C Sınıfı) İşyerindeki işçi temsilcileri 4 2 3 6 7 İşyeri hekimi 5 İşyerindeki destek elemanları İşyerindeki bütün
RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C Sınıfı) İşyerindeki işçi temsilcileri 4 2 3 6 7 İşyeri hekimi 5 İşyerindeki destek elemanları İşyerindeki bütün
Not: Diğer sağlık personeli, hemşire, mühendis, risk değerlendirmesi uzmanı, bakanlık temsilcisi vb. yer almaz
 Not: Diğer sağlık personeli, hemşire, mühendis, risk değerlendirmesi uzmanı, bakanlık temsilcisi vb. yer almaz RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C
Not: Diğer sağlık personeli, hemşire, mühendis, risk değerlendirmesi uzmanı, bakanlık temsilcisi vb. yer almaz RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C
HACCP in tarihçesi. taslak standart hazırlanmıştır yılında yürürlüğe girmiştir.
 HACCP HACCP in tanımı Ürünü, ürünün bütün bileşenlerini ve üretim aşamalarını ve toplam sitemde neyin yanlış olabileceğini araştıran bir mühendislik sistemi olan (FMECA-Failure-Mode Effect-Criticality,
HACCP HACCP in tanımı Ürünü, ürünün bütün bileşenlerini ve üretim aşamalarını ve toplam sitemde neyin yanlış olabileceğini araştıran bir mühendislik sistemi olan (FMECA-Failure-Mode Effect-Criticality,
TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM
 TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM MURAT APAKHAN MAKİNE YÜKSEK MÜHENDİSİ MAYIS 2017 1 BAKIM NEDİR Bir işletmede veya proseste yer alan makine, ekipman veya teçhizatın sürekli olarak çalışır
TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM MURAT APAKHAN MAKİNE YÜKSEK MÜHENDİSİ MAYIS 2017 1 BAKIM NEDİR Bir işletmede veya proseste yer alan makine, ekipman veya teçhizatın sürekli olarak çalışır
Lean Excellence. 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri
 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
VI TEHLİKE ANALİZ METODOLOJİLERİ
 12 80 Slayt 6/6 TEHLİKE RİSK ANALİZ YÖNETİMİ METODOLOJİLERİ ve DEĞERLENDİRİLMESİ AMAÇ Tehlike analiz metotları FTA Hata ağacı analizi, ETA Olay ağacı analizi, PHA Ön Tehlike Analizi, PRA Birincil risk
12 80 Slayt 6/6 TEHLİKE RİSK ANALİZ YÖNETİMİ METODOLOJİLERİ ve DEĞERLENDİRİLMESİ AMAÇ Tehlike analiz metotları FTA Hata ağacı analizi, ETA Olay ağacı analizi, PHA Ön Tehlike Analizi, PRA Birincil risk
ISO 14001 ÇEVRE YÖNETİM SİSTEMİ HAKAN KARAGÖZ
 Tanım: Bir kuruluşun faaliyetlerini içinde yürüttüğü; hava, su, toprak, doğal kaynaklar, bitki topluluğu, hayvan topluluğu ile insanları da ihtiva eden ortam ve bunun arasındaki ilişkiye "çevre" denilmektedir.
Tanım: Bir kuruluşun faaliyetlerini içinde yürüttüğü; hava, su, toprak, doğal kaynaklar, bitki topluluğu, hayvan topluluğu ile insanları da ihtiva eden ortam ve bunun arasındaki ilişkiye "çevre" denilmektedir.
RİSK ANALİZ PROSEDÜRÜ
 1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
RİSKİ HESAPLANACAK ÖRNEK
 yol kenarına istiflenmiş kargoların taşınmasını istiyor. RİSKİ HESAPLANACAK ÖRNEK 1. Depoda forklift ve yaya yolu mevcut 2. Köşelerde ayna konulmamış 3. Forklift bakımlarında formlar doldurulmuyor 4. Çalışma
yol kenarına istiflenmiş kargoların taşınmasını istiyor. RİSKİ HESAPLANACAK ÖRNEK 1. Depoda forklift ve yaya yolu mevcut 2. Köşelerde ayna konulmamış 3. Forklift bakımlarında formlar doldurulmuyor 4. Çalışma
1. Kalite kontrolde pazar lideri
 1. Kalite kontrolde pazar lideri Güçlü Yönlerimiz kalite kontrolde 11 yıllık deneyim kalite kontrol alanında pazar lideri alanında uzman, tecrübeli yönetim ekibi hizmet kapsamını sürekli genişleten ve
1. Kalite kontrolde pazar lideri Güçlü Yönlerimiz kalite kontrolde 11 yıllık deneyim kalite kontrol alanında pazar lideri alanında uzman, tecrübeli yönetim ekibi hizmet kapsamını sürekli genişleten ve
İKLİM. KALIP ve İMALAT
 İKLİM KALIP ve İMALAT İKLİM Kalıp ve İmalat, uzman teknik kadro ve üstün kalite anlayışı ile otomotiv ve beyaz eşya sanayisi başta olmak üzere diğer sanayilere destek veren, sürekli ve kaliteli hizmet
İKLİM KALIP ve İMALAT İKLİM Kalıp ve İmalat, uzman teknik kadro ve üstün kalite anlayışı ile otomotiv ve beyaz eşya sanayisi başta olmak üzere diğer sanayilere destek veren, sürekli ve kaliteli hizmet
KOMPAKT ÇÖZÜMLERİ OTOMASYON CONTROLLED BY
 KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
KALİTE GÜVENCE SİSTEMLERİ
 KALİTE GÜVENCE SİSTEMLERİ Kalite Güvencesi ve Kalite Güvence Sistemleri Ürün kalitesi, gerek ISO tarafından belirlenmiş ölçülere ve gerekse Türkiye de TSE nin ortaya koyduğu standartlara göre belli bir
KALİTE GÜVENCE SİSTEMLERİ Kalite Güvencesi ve Kalite Güvence Sistemleri Ürün kalitesi, gerek ISO tarafından belirlenmiş ölçülere ve gerekse Türkiye de TSE nin ortaya koyduğu standartlara göre belli bir
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
KONFEKSİYON ÜRETİMİNDE HATA TÜRÜ VE ETKİLERİ ANALİZİ
 (REFEREED RESEARCH) KONFEKSİYON ÜRETİMİNDE HATA TÜRÜ VE ETKİLERİ ANALİZİ FAILURE MODE AND EFFECT ANALYSIS IN CLOTHING PRODUCTION Yrd. Doç. Dr. Önder YÜCEL Ege Ü. Bayındır MYO e-mail: onder.yucel@ege.edu.tr
(REFEREED RESEARCH) KONFEKSİYON ÜRETİMİNDE HATA TÜRÜ VE ETKİLERİ ANALİZİ FAILURE MODE AND EFFECT ANALYSIS IN CLOTHING PRODUCTION Yrd. Doç. Dr. Önder YÜCEL Ege Ü. Bayındır MYO e-mail: onder.yucel@ege.edu.tr
PI System ile Santral İçeriğinde Arıza Tespiti, Kestirimci Bakım ve Operasyon Raporlamaları.
 PI System ile Santral İçeriğinde Arıza Tespiti, Kestirimci Bakım ve Operasyon Raporlamaları. Presented by Mehmet Erenlerçayı UNI-MAR Enerji PI System ile Santral İçeriğinde Arıza Tespiti, Kestirimci Bakım
PI System ile Santral İçeriğinde Arıza Tespiti, Kestirimci Bakım ve Operasyon Raporlamaları. Presented by Mehmet Erenlerçayı UNI-MAR Enerji PI System ile Santral İçeriğinde Arıza Tespiti, Kestirimci Bakım
SÜREÇ YÖNETİMİ PROSEDÜRÜ
 1.0 AMAÇ Ahi Evran Üniversitesi nde uygulanacak süreç yönetim sistemi ile ilgili temel esasları tanımlamaktır. 2.0 KAPSAM Ahi Evran Üniversitesi nde uygulanmakta olan tüm süreçleri kapsar. 3.0 TANIMLAR
1.0 AMAÇ Ahi Evran Üniversitesi nde uygulanacak süreç yönetim sistemi ile ilgili temel esasları tanımlamaktır. 2.0 KAPSAM Ahi Evran Üniversitesi nde uygulanmakta olan tüm süreçleri kapsar. 3.0 TANIMLAR
PARETO Analizi. İş Sağlığı ve Güvenliği Konularında. PARETO Analizi. Uygulamaları. Nurdoğan İNCİ Öğretim Görevlisi Elektrik Mühendisi
 İş Sağlığı ve Güvenliği Konularında Uygulamaları Nurdoğan İNCİ Öğretim Görevlisi Elektrik Mühendisi 1 Pareto analizi, değişik sayıdaki önemli nedenleri daha az önemde olan nedenlerden ayırmak için kullanılan
İş Sağlığı ve Güvenliği Konularında Uygulamaları Nurdoğan İNCİ Öğretim Görevlisi Elektrik Mühendisi 1 Pareto analizi, değişik sayıdaki önemli nedenleri daha az önemde olan nedenlerden ayırmak için kullanılan
Toplam Kalite Yönetimi ve Kalite Maliyetleri
 A.Ü. SİYASAL BİLGİLER FAKÜLTESİ İŞLETME DOKTORA PROGRAMI Toplam Kalite Yönetimi ve Kalite Maliyetleri Ömer ERDOĞAN Yönetim Muhasebesi Aralık 2014 Kalite Nedir? Kalite en basit tanımıyla, müşteri isteklerine
A.Ü. SİYASAL BİLGİLER FAKÜLTESİ İŞLETME DOKTORA PROGRAMI Toplam Kalite Yönetimi ve Kalite Maliyetleri Ömer ERDOĞAN Yönetim Muhasebesi Aralık 2014 Kalite Nedir? Kalite en basit tanımıyla, müşteri isteklerine
TEHLİKE VE RİSK DEĞERLENDİRME PROSEDÜRÜ
 TEHLİKE VE RİSK DEĞERLENDİRME PROSEDÜRÜ. AMAÇ Bu prosedürün amacı;... İlk/okulu faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen
TEHLİKE VE RİSK DEĞERLENDİRME PROSEDÜRÜ. AMAÇ Bu prosedürün amacı;... İlk/okulu faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen
MAKİNE BAKIMCI (SEVİYE 3) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
Profesyonel, verimli, yenilikçi sistemler...
 ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
LUPAMAT YAĞSIZ 40 BAR PET KOMPRESÖRÜ
 LUPAMAT YAĞSIZ 40 BAR PET KOMPRESÖRÜ LUPAMAT KOMPRESÖRÜN YENİ ÜRÜNÜ Our New Product PET Comperssor YAĞSIZ YÜKSEK BASINÇ PET KOMPRESÖRÜ LUPAMAT YAĞSIZ YÜKSEK BASINÇ PET KOMPRESÖRÜ HANGİ SEKTÖRLERDE KULLANILABİLİR
LUPAMAT YAĞSIZ 40 BAR PET KOMPRESÖRÜ LUPAMAT KOMPRESÖRÜN YENİ ÜRÜNÜ Our New Product PET Comperssor YAĞSIZ YÜKSEK BASINÇ PET KOMPRESÖRÜ LUPAMAT YAĞSIZ YÜKSEK BASINÇ PET KOMPRESÖRÜ HANGİ SEKTÖRLERDE KULLANILABİLİR
APQP/PPAP. Prof. Dr. Ali ŞEN
 APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite Planlama Döngüsü Geri besleme Değerlendirmesi ve Düzeltici Faaliyetler Planla ve Tanımla Ürün ve Prosesin Geçerli Kılınması Ürün Tasarımı ve Geliştirmesi Proses
APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite Planlama Döngüsü Geri besleme Değerlendirmesi ve Düzeltici Faaliyetler Planla ve Tanımla Ürün ve Prosesin Geçerli Kılınması Ürün Tasarımı ve Geliştirmesi Proses
ENERJİ VERİMLİLİĞİNDE LİDER ATLAS COPCO
 ENERJİ VERİMLİLİĞİNDE LİDER ATLAS COPCO GÜNEYDOĞU ENERJĠ FORUMU 2015 07 Kasım 2015 M.ĠLHAN BALCI 2 KıSACA ATLAS COPCO Kuruluş Tarihi ve Merkezi 1873 Stockholm, Sweden İş Kolları Kompresör Tekniği Endüstri
ENERJİ VERİMLİLİĞİNDE LİDER ATLAS COPCO GÜNEYDOĞU ENERJĠ FORUMU 2015 07 Kasım 2015 M.ĠLHAN BALCI 2 KıSACA ATLAS COPCO Kuruluş Tarihi ve Merkezi 1873 Stockholm, Sweden İş Kolları Kompresör Tekniği Endüstri
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ACD TEZGAH İZLEME YAZILIMI
 ACD TEZGAH İZLEME YAZILIMI ACD Tezgah İzleme yazılımı altı ana modülden oluşmaktadır. Bu modüller; Yedekleme, Yönetim Paneli, Verimlilik İzleme, Üretim Tanımlamaları, Üretim İzleme, Üretim Raporları 1.
ACD TEZGAH İZLEME YAZILIMI ACD Tezgah İzleme yazılımı altı ana modülden oluşmaktadır. Bu modüller; Yedekleme, Yönetim Paneli, Verimlilik İzleme, Üretim Tanımlamaları, Üretim İzleme, Üretim Raporları 1.
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK
 KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
Kalite Yönetim Sistemi (KYS) kapsamında belirlenen prosesler için risk ve fırsatların değerlendirilmesi faaliyetlerini kapsar.
 kapsamında belirlenen prosesler için risk ve fırsatların değerlendirilmesi faaliyetlerini kapsar.") 1. AMAÇ Bu prosedürün amacı; risk ve fırsatları değerlendirmeye yönelik faaliyetlerin belirlenen şartlara uygunluğunu sağlayacak bir yöntem oluşturmaktır. 2. KAPSAM Kalite Yönetim Sistemi (KYS) kapsamında
1. AMAÇ Bu prosedürün amacı; risk ve fırsatları değerlendirmeye yönelik faaliyetlerin belirlenen şartlara uygunluğunu sağlayacak bir yöntem oluşturmaktır. 2. KAPSAM Kalite Yönetim Sistemi (KYS) kapsamında
T. C. TÜRK STANDARDLARI ENSTİTÜSÜ
 T. C. TÜRK STANDARDLARI ENSTİTÜSÜ BİLGİ GÜVENLİĞİ YÖNETİM SİSTEMİ, TS ISO/IEC 20000-1 BT HİZMET YÖNETİM SİSTEMİ Sunucu: Gürol GÖKÇİMEN 1 Bilgi Güvenliği Yönetim Sistemi Bilgi : anlamlı veri, (bir kurumun
T. C. TÜRK STANDARDLARI ENSTİTÜSÜ BİLGİ GÜVENLİĞİ YÖNETİM SİSTEMİ, TS ISO/IEC 20000-1 BT HİZMET YÖNETİM SİSTEMİ Sunucu: Gürol GÖKÇİMEN 1 Bilgi Güvenliği Yönetim Sistemi Bilgi : anlamlı veri, (bir kurumun
Endüstriyel Otomasyon
 Endüstriyel Otomasyon Endüstriyel otomasyon çok geniş kapsamlı bir konu olmakla birlikte temel olarak makinaların ve proseslerin otomatik kontrolü olarak tanımlanabilir. PLC, HMI paneller ve scada kullanılarak
Endüstriyel Otomasyon Endüstriyel otomasyon çok geniş kapsamlı bir konu olmakla birlikte temel olarak makinaların ve proseslerin otomatik kontrolü olarak tanımlanabilir. PLC, HMI paneller ve scada kullanılarak
HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
 HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
Genel Katılıma Açık Eğitimlerimiz Başlıyor!
 Genel Katılıma Açık Eğitimlerimiz Başlıyor! Mavi Akademi, bünyesinde barındırdığı yetki belgeleri ve alanında uzman akademisyenler, sektör tecrübesine sahip baş denetçiler ve uzmanlardan oluşan kadrosuyla
Genel Katılıma Açık Eğitimlerimiz Başlıyor! Mavi Akademi, bünyesinde barındırdığı yetki belgeleri ve alanında uzman akademisyenler, sektör tecrübesine sahip baş denetçiler ve uzmanlardan oluşan kadrosuyla
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
İşçi sağlığı ve güvenliğine (İSAGÜ) yönelik önlemlerin alınması ve etkin bir şekilde uygulanması, İSAGÜ bilincinin oluşması ile ilgilidir.
 yönelik önlemlerin alınması ve etkin bir şekilde uygulanması, İSAGÜ bilincinin oluşması ile ilgilidir.") 1. GİRİŞ İşçi sağlığı ve güvenliğine (İSAGÜ) yönelik önlemlerin alınması ve etkin bir şekilde uygulanması, İSAGÜ bilincinin oluşması ile ilgilidir. 1 Limanlar, Türkiye ekonomisinin en önemli destek üniteleridir.
1. GİRİŞ İşçi sağlığı ve güvenliğine (İSAGÜ) yönelik önlemlerin alınması ve etkin bir şekilde uygulanması, İSAGÜ bilincinin oluşması ile ilgilidir. 1 Limanlar, Türkiye ekonomisinin en önemli destek üniteleridir.
NEDEN KONTROL EDİLMELİDİR?
 ENDÜSTRİYEL RAF SİSTEMİ PERİYODİK KONTROLLERİ STANDARTLAR RAF TANIMI PRSES UZMAN DENETÇİ KONTROL VE BAKIM KAYITLARI AKIŞ DİYAGRAMI UYGUN YÜKLEME UYGUNSUZLUKLAR RAF KAZALARI Tuncay Töngel Makina Mühendisi
ENDÜSTRİYEL RAF SİSTEMİ PERİYODİK KONTROLLERİ STANDARTLAR RAF TANIMI PRSES UZMAN DENETÇİ KONTROL VE BAKIM KAYITLARI AKIŞ DİYAGRAMI UYGUN YÜKLEME UYGUNSUZLUKLAR RAF KAZALARI Tuncay Töngel Makina Mühendisi
İÇ TETKİKÇİ DEĞERLENDİRME SINAVI
 13.07.2018 ISO 9001:2015 İÇ TETKİKÇİ DEĞERLENDİRME SINAVI Soru Sayısı: 33 Süre: 40 Dakika Ad SOYAD: Bölüm: ADL Danışmanlık ve Eğitim Hizmetleri OĞUZ ÖZTÜRK Soru-1) Aşağıdakilerden hangisi ISO 9001:2015
13.07.2018 ISO 9001:2015 İÇ TETKİKÇİ DEĞERLENDİRME SINAVI Soru Sayısı: 33 Süre: 40 Dakika Ad SOYAD: Bölüm: ADL Danışmanlık ve Eğitim Hizmetleri OĞUZ ÖZTÜRK Soru-1) Aşağıdakilerden hangisi ISO 9001:2015
Alüminyum Alaşımlarının Otomotiv Sektöründeki Önemi, CMS nin Ar-Ge Faaliyetleri
 Alüminyum Alaşımlarının Otomotiv Sektöründeki Önemi, CMS nin Ar-Ge Faaliyetleri 20.04.2017 İçerik Şirket Tanıtımı Otomotiv Sektöründe Alüminyum Alaşımları ArGe Merkezi Tanıtımı Neden Ar-Ge Merkezi? CMS
Alüminyum Alaşımlarının Otomotiv Sektöründeki Önemi, CMS nin Ar-Ge Faaliyetleri 20.04.2017 İçerik Şirket Tanıtımı Otomotiv Sektöründe Alüminyum Alaşımları ArGe Merkezi Tanıtımı Neden Ar-Ge Merkezi? CMS
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Kalite Tanımları 2 Kalite Nedir? Kalite kavramının
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Kalite Tanımları 2 Kalite Nedir? Kalite kavramının
Makine imalatı yapan bir işletmede tasarım hata türü ve etkileri analizi ile hata kaynaklarının belirlenmesi ve kalitenin iyileştirilmesi
 BAÜ FBE Dergisi Cilt:11, Sayı:1, 2- Temmuz 2009 Makine imalatı yapan bir işletmede tasarım hata türü ve etkileri analizi ile hata kaynaklarının belirlenmesi ve kalitenin iyileştirilmesi Muzaffer KADIOĞLU
BAÜ FBE Dergisi Cilt:11, Sayı:1, 2- Temmuz 2009 Makine imalatı yapan bir işletmede tasarım hata türü ve etkileri analizi ile hata kaynaklarının belirlenmesi ve kalitenin iyileştirilmesi Muzaffer KADIOĞLU
HATA TÜRÜ VE ETKİLERİ ANALİZİ (FAILURE MODE and EFFECT ANALYSIS)
") 1 HATA TÜRÜ VE ETKİLERİ ANALİZİ (FAILURE MODE and EFFECT ANALYSIS) FMEA Tanımları FMEA; hatanın mümkün olduğunca erken aşamada çözümlenmesi, hata oluşumunun engellenmesi amacı ile kullanılan bir kalite
1 HATA TÜRÜ VE ETKİLERİ ANALİZİ (FAILURE MODE and EFFECT ANALYSIS) FMEA Tanımları FMEA; hatanın mümkün olduğunca erken aşamada çözümlenmesi, hata oluşumunun engellenmesi amacı ile kullanılan bir kalite
ÖLÇME ANALİZ VE İYİLEŞTİRME PROSEDÜRÜ
 TİTCK/ DESTEK VE LABORATUVAR HİZMETLERİ BAŞKAN YARDIMCILIĞI/ ANALİZ VE KONTROL LABORATUVAR DAİRESİ BAŞKANLIĞI ÖLÇME ANALİZ VE İYİLEŞTİRME PR09/KYB Sayfa No: 1/7 1. AMAÇ ve KAPSAM Bu prosedürün amacı; kalite
TİTCK/ DESTEK VE LABORATUVAR HİZMETLERİ BAŞKAN YARDIMCILIĞI/ ANALİZ VE KONTROL LABORATUVAR DAİRESİ BAŞKANLIĞI ÖLÇME ANALİZ VE İYİLEŞTİRME PR09/KYB Sayfa No: 1/7 1. AMAÇ ve KAPSAM Bu prosedürün amacı; kalite
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
KALİTE YÖNETİMİ SİSTEMLERİ
 Kalite Yönetimi Sistemleri Posta Hizmetleri Ön Lisans Programı KALİTE YÖNETİMİ SİSTEMLERİ 1 Kalite Yönetimi Sistemleri İçindekiler 1.1. Dersin Amacı... 3 1.2. Öğrenme Çıktıları... 3 1.3. Ders kaynakları...
Kalite Yönetimi Sistemleri Posta Hizmetleri Ön Lisans Programı KALİTE YÖNETİMİ SİSTEMLERİ 1 Kalite Yönetimi Sistemleri İçindekiler 1.1. Dersin Amacı... 3 1.2. Öğrenme Çıktıları... 3 1.3. Ders kaynakları...
RİSK ANALİZİ TALİMATI
 AĞRI İL AMBULANS SERVİSİ BAŞHEKİMLİĞİ RİSK ANALİZİ TALİMATI DÖK. KOD NO : AĞRI-112-YÖN-TL- 22 YAY. TRH: 31.02.2014 REV.TRH: REV.NO: SA YFA NO: 5 1. AMAÇ: Ağrı İl Ambulans Servisi Başhekimliğinde hizmet
AĞRI İL AMBULANS SERVİSİ BAŞHEKİMLİĞİ RİSK ANALİZİ TALİMATI DÖK. KOD NO : AĞRI-112-YÖN-TL- 22 YAY. TRH: 31.02.2014 REV.TRH: REV.NO: SA YFA NO: 5 1. AMAÇ: Ağrı İl Ambulans Servisi Başhekimliğinde hizmet
TEMEL GEREKSİNİMLER SABİT BİLYALI RULMANLAR 6000 / 6200 / 6300 SERİLERİ. With You
 TEMEL GEREKSİNİMLER SABİT BİLYALI RULMANLAR 6000 / 6200 / 6300 SERİLERİ www.ntn-snr.com With You NTN GRUBU NA AİT BİR MARKA OLUP GRUBUN AVRUPA BİRİMİ OLAN NTN-SNR A BAĞLIDIR SNR markası, 100 yıllık tecrübesiyle
TEMEL GEREKSİNİMLER SABİT BİLYALI RULMANLAR 6000 / 6200 / 6300 SERİLERİ www.ntn-snr.com With You NTN GRUBU NA AİT BİR MARKA OLUP GRUBUN AVRUPA BİRİMİ OLAN NTN-SNR A BAĞLIDIR SNR markası, 100 yıllık tecrübesiyle
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL
3/29/2011. Create PDF files without this message by purchasing novapdf printer (http://www.novapdf.com)
") Problem Çözme Teknikleri: Pareto Prensibi, Tabakalama Analizi, Çeteleler Prof. Dr. Burak BİRGÖREN Endüstri Mühendisliği Bölümü - Kırıkkale Üniversitesi Pareto Prensibi ve Diyagramı Wilfredo Pareto: İtalyan
Problem Çözme Teknikleri: Pareto Prensibi, Tabakalama Analizi, Çeteleler Prof. Dr. Burak BİRGÖREN Endüstri Mühendisliği Bölümü - Kırıkkale Üniversitesi Pareto Prensibi ve Diyagramı Wilfredo Pareto: İtalyan
Acil Durum Yönetim Sistemi ICS 785 - NFPA 1600
 Acil Durum Yönetim Sistemi ICS 785 - NFPA 1600 Başlarken Acil Durum Yönetim Sistemi Kendilerini acil durumlarda da çalışmaya hedeflemiş organizasyon ve kurumların komuta, kontrol ve koordinasyonunu sağlama
Acil Durum Yönetim Sistemi ICS 785 - NFPA 1600 Başlarken Acil Durum Yönetim Sistemi Kendilerini acil durumlarda da çalışmaya hedeflemiş organizasyon ve kurumların komuta, kontrol ve koordinasyonunu sağlama
Başarılar Dilerim. SORULAR
 ZONGULDAK BÜLENT ECEVİT ÜNİVERSİTESİ Adı Soyadı : Numarası : İmzası : Bölümü : Biyomedikal Mühendisliği Ders Kodu : BMM 401 Ders İsmi : Proje Plan ve Organizasyon Ders Sorumlusu : Dr. Öğretim Üyesi Nihat
ZONGULDAK BÜLENT ECEVİT ÜNİVERSİTESİ Adı Soyadı : Numarası : İmzası : Bölümü : Biyomedikal Mühendisliği Ders Kodu : BMM 401 Ders İsmi : Proje Plan ve Organizasyon Ders Sorumlusu : Dr. Öğretim Üyesi Nihat
ANADOLU ÜNİVERSİTESİ SİVİL HAVACILIK ARAŞTIRMA VE UYGULAMA MERKEZİ
 Sayfa No : 1/5 1 AMAÇ VE KAPSAM Bu prosedürün amacı, Anadolu Üniversitesi Sivil Havacılık Araştırma ve Uygulama Merkezi Sisteminin ve teknik faaliyetlerinin etkinliğinin ve iyileştirilmesinin sağlanması
Sayfa No : 1/5 1 AMAÇ VE KAPSAM Bu prosedürün amacı, Anadolu Üniversitesi Sivil Havacılık Araştırma ve Uygulama Merkezi Sisteminin ve teknik faaliyetlerinin etkinliğinin ve iyileştirilmesinin sağlanması
T. C. TÜRK STANDARDLARI ENSTİTÜSÜ
 T. C. TÜRK STANDARDLARI ENSTİTÜSÜ TS ISO/IEC 27001 BİLGİ GÜVENLİĞİ YÖNETİM SİSTEMİ, TS ISO/IEC 20000-1 BT HİZMET YÖNETİM SİSTEMİ Sunucu: Gürol GÖKÇİMEN 25.10.2014 Türk Standardları Enstitüsü 1 Güvenlik;
T. C. TÜRK STANDARDLARI ENSTİTÜSÜ TS ISO/IEC 27001 BİLGİ GÜVENLİĞİ YÖNETİM SİSTEMİ, TS ISO/IEC 20000-1 BT HİZMET YÖNETİM SİSTEMİ Sunucu: Gürol GÖKÇİMEN 25.10.2014 Türk Standardları Enstitüsü 1 Güvenlik;
KONSTRÜKSİYON SİSTEMATİĞİ
 2009 Kasım www.guven-kutay.ch KONSTRÜKSİYON SİSTEMATİĞİ FMEA ANA ÖRNEK 30-08 M. Güven KUTAY 30_08_ks_fmea_anaornek.doc İ Ç İ N D E K İ L E R 8 FMEA Örneği, Ana örnek, Kaldırma Redüktörü...3 8.1 Ödev...3
2009 Kasım www.guven-kutay.ch KONSTRÜKSİYON SİSTEMATİĞİ FMEA ANA ÖRNEK 30-08 M. Güven KUTAY 30_08_ks_fmea_anaornek.doc İ Ç İ N D E K İ L E R 8 FMEA Örneği, Ana örnek, Kaldırma Redüktörü...3 8.1 Ödev...3
Analiz ve Kıyaslama Sistemi
 Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
TARİH :06/08/2007 REVİZYON NO: 3. www.marelektrik.com KALİTE EL KİTABI : YÖNETİM TEMSİLCİSİ. Sayfa 1 / 6
 TARİH :06/08/2007 REVİZYON NO: 3 KALİTE EL KİTABI HAZIRLAYAN ONAYLAYAN : YÖNETİM TEMSİLCİSİ : YÖN. KURUL BŞK. Sayfa 1 / 6 TARİH :06/08/2007 REVİZYON NO:3 İÇİNDEKİLER : 1. TANITIM, 2. KALİTE POLİTİKASI
TARİH :06/08/2007 REVİZYON NO: 3 KALİTE EL KİTABI HAZIRLAYAN ONAYLAYAN : YÖNETİM TEMSİLCİSİ : YÖN. KURUL BŞK. Sayfa 1 / 6 TARİH :06/08/2007 REVİZYON NO:3 İÇİNDEKİLER : 1. TANITIM, 2. KALİTE POLİTİKASI
Daha yüksek güç yoğunluğu KUKA ve KOLLMORGEN, kompakt robotlara yönelik optimize edilmiş motorları birlikte geliştiriyor
 Daha yüksek güç yoğunluğu KUKA ve KOLLMORGEN, kompakt robotlara yönelik optimize edilmiş motorları birlikte geliştiriyor KR Agilus serisinin nominal yük aralığı içerisindeki performansı hız, döngü süreleri
Daha yüksek güç yoğunluğu KUKA ve KOLLMORGEN, kompakt robotlara yönelik optimize edilmiş motorları birlikte geliştiriyor KR Agilus serisinin nominal yük aralığı içerisindeki performansı hız, döngü süreleri
Serüven Eski Sanayi de alınan bir dükkan ile başladı. Yeni gömlek fabrikamız 1.Organize Sanayi Bölgesinde imalatına başladı.
 Serüven Eski Sanayi de alınan bir dükkan ile başladı. 1965 İlk fuara katılımımızı gerçekleştirdik. İlk yurtdışı ihracatımızı gerçekleştirdik. 1980 1983 1979 1982 Yeni gömlek fabrikamız 1.Organize Sanayi
Serüven Eski Sanayi de alınan bir dükkan ile başladı. 1965 İlk fuara katılımımızı gerçekleştirdik. İlk yurtdışı ihracatımızı gerçekleştirdik. 1980 1983 1979 1982 Yeni gömlek fabrikamız 1.Organize Sanayi
KALİTE FONKSİYON DAĞILIMI QUALITY FUNCTION DEPLOYMENT (QFD)
") KALİTE FONKSİYON DAĞILIMI QUALITY FUNCTION DEPLOYMENT (QFD) Yaşar ERAYMAN YÜKSEL FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI SEMİNER MAYIS 2017 Giriş Kalite Fonksiyon Dağılımı (QFD), ürün
KALİTE FONKSİYON DAĞILIMI QUALITY FUNCTION DEPLOYMENT (QFD) Yaşar ERAYMAN YÜKSEL FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI SEMİNER MAYIS 2017 Giriş Kalite Fonksiyon Dağılımı (QFD), ürün
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END Kalite Planlama ve Kontrol
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin
 People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin CHICAGO PNÖMATİK TAŞIYICIYA MONTELİ HİDROLİK KIRICILAR GÜVENİLİRDİR, SAĞLAMDIR DAYANIKLIDIR. İş yaparken arıza ya da bakım için
People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin CHICAGO PNÖMATİK TAŞIYICIYA MONTELİ HİDROLİK KIRICILAR GÜVENİLİRDİR, SAĞLAMDIR DAYANIKLIDIR. İş yaparken arıza ya da bakım için
TOPLAM VERİMLİ BAKIMIN EKONOMİK ANALİZİ
 TOPLAM VERİMLİ BAKIMIN EKONOMİK ANALİZİ Ekerim A., Evcimen N., Sezer R. Yıldız Teknik Üniversitesi Metalurji ve Malzeme Mühendisliği Bölümü Esenler /İSTANBUL 1 SUNUM İÇERİĞİ GİRİŞ YÖNTEM ve PROBLEM SEÇİMİ
TOPLAM VERİMLİ BAKIMIN EKONOMİK ANALİZİ Ekerim A., Evcimen N., Sezer R. Yıldız Teknik Üniversitesi Metalurji ve Malzeme Mühendisliği Bölümü Esenler /İSTANBUL 1 SUNUM İÇERİĞİ GİRİŞ YÖNTEM ve PROBLEM SEÇİMİ
Kurumsallaşma Eğitimi
 Eğitimler Kurumsallaşma Eğitimi İÇERİK Aile şirketlerinde kurumsallaşma ihtiyacı Kurumsallaşmanın gerektirdikleri İhtiyaç analizleri Kurumsallaşmanın önündeki engeller Aile firmalarında iletişim Problemler
Eğitimler Kurumsallaşma Eğitimi İÇERİK Aile şirketlerinde kurumsallaşma ihtiyacı Kurumsallaşmanın gerektirdikleri İhtiyaç analizleri Kurumsallaşmanın önündeki engeller Aile firmalarında iletişim Problemler