KAYNAK VE KAYNAK TEKNİKLERİ
|
|
|
- Ayla Türkoğlu
- 8 yıl önce
- İzleme sayısı:
Transkript

1 KAYNAK VE KAYNAK TEKNİKLERİ KAYNAK NEDİR? Kaynak; metalik veya termoplastik malzemelerin ısı, basınç veya her ikisinin etkisi altında bir malzeme ilavesi/ilave malzeme kullanmadan gerçekleştirilen bir birleştirme işlemidir. Birleştirilmek istenen malzemelerin kaynak bölgeleri plastik veya sıvı duruma getirilmekte, eş iki malzemenin birleştirilmesiyle oluşan kaynak dikişinin özellikleri de ana malzemeninkine benzemektedir. İşlemin yapılmasında birleştirilecek malzemelerin özellikleri, yönteme başvurma amacı, kaynak olayındaki oluşumlar ve konstrüksiyonun türü gibi faktörlere göre bazı önlemlere başvurulması da gerekebilmektedir. Ergitme esaslı kaynak uygulamalarında kaynak bölgelerinin genellikle yardımcı malzemelerle korunması gerekmektedir. Seçilen ilave malzemelerin ise, mümkün olduğu kadar ana malzeme ile aynı ergime aralığına sahip olması, işlem emniyeti bakımından gerekli görülmektedir. Bu tanımlamada belirtilen eş malzeme tabiri, metalurjik olarak tam eşitlik değil, malzemelerin birbiri içerisinde karışabilmesi anlamını taşımaktadır. 1


2 KAYNAK YÖNTEMLERİNİN SINIFLANDIRILMASI A-)Kaynaklanan malzemeye göre sınıflandırma B-)Kaynak amacına göre sınıflandırma 1- Birleştirme kaynağı: İki veya daha çok sayıdaki parçayı birleştirerek çözülmez bir bütün haline getirme işlemidir. 2- Dolgu kaynağı: Bir iş parçasının veya malzemenin hacmindeki bir eksiği doldurmak veya hacmini genişletmek amacıyla yapılır.ayrıca malzeme yüzeyini korozyon ve aşındırıcı etkilere karşı korumak amacıyla da dolgu kaynağı yapılmaktadır C-)Kaynak yapılış metoduna göre sınıflandırma 1- El kaynağı 2- Yarı mekanize kaynak: Kaynak işlemi el yerine kısmen mekanize edilmiş bir vasıta ile sağlanır. 3- Tam mekanize kaynak: Kaynak işlemi el yerine tamamen mekanize edilmiş bir vasıta ile sağlanır. 4- Otomatik kaynak: Hem kaynak işlemi hem de kaynak edilen parçaların değiştirilmesi tamamen mekanize edilmiş kaynak metodudur. 2



3 Kaynakla parçaların birleştirme teknikleri Bir kaynak havuzunun oluşumu Ergiyen Bölge: Kaynak sırasında ana malzeme bir miktar erir, bununla birlikte kaynak malzemesi de erir. Her iki erimiş metalin karışması sonucu ortaya çıkan katı sıvı tersinir dönüşüme uğramış alandır 3



4 Kaynak metalinin katılaşması Ergiyen bölgenin katılaşması kendini çevreleyen metale ısı iletimi ile sağlanır. Ergiyen bölgenin tane yapısı kolon şekline benzeyen iri tanelerden meydana gelmektedir. Isı tesiri altında kalan bölge(haz) Eriyen bölgenin bitiminden başlayarak içeriye doğru uzanan ve ısı etkisiyle mikro ve makro yapısında önemli değişikliklerin meydana geldiği bölge olarak adlandırılmaktadır. Çelik malzemelerde bu bölgedeki sıcaklık C arasında değişmektedir. 4




5 Kaynak metalinin katılaşması Yavaş soğumadan dolayı yapıda daha büyük taneler oluşacaktır. Artan tane büyüklüğü ise mukavemetin azalmasına neden olacaktır. Ergiyik HAZ HAZ Saf alüminyum ve bakır gibi tek fazlı kaynak bölgesi Orta karbonlu bir çeliğe ait malzemeye ait kaynak bölgesi 5


Gaz ergitme kaynağı Biri yanıcı biri de yakıcı olan gaz çiftleri kullanılarak uygulanan kaynak yöntemidir. Oksi-asetilen kaynağı olarak ta bilinir.")

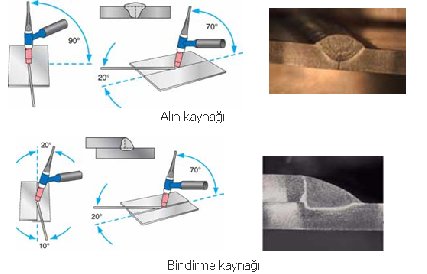
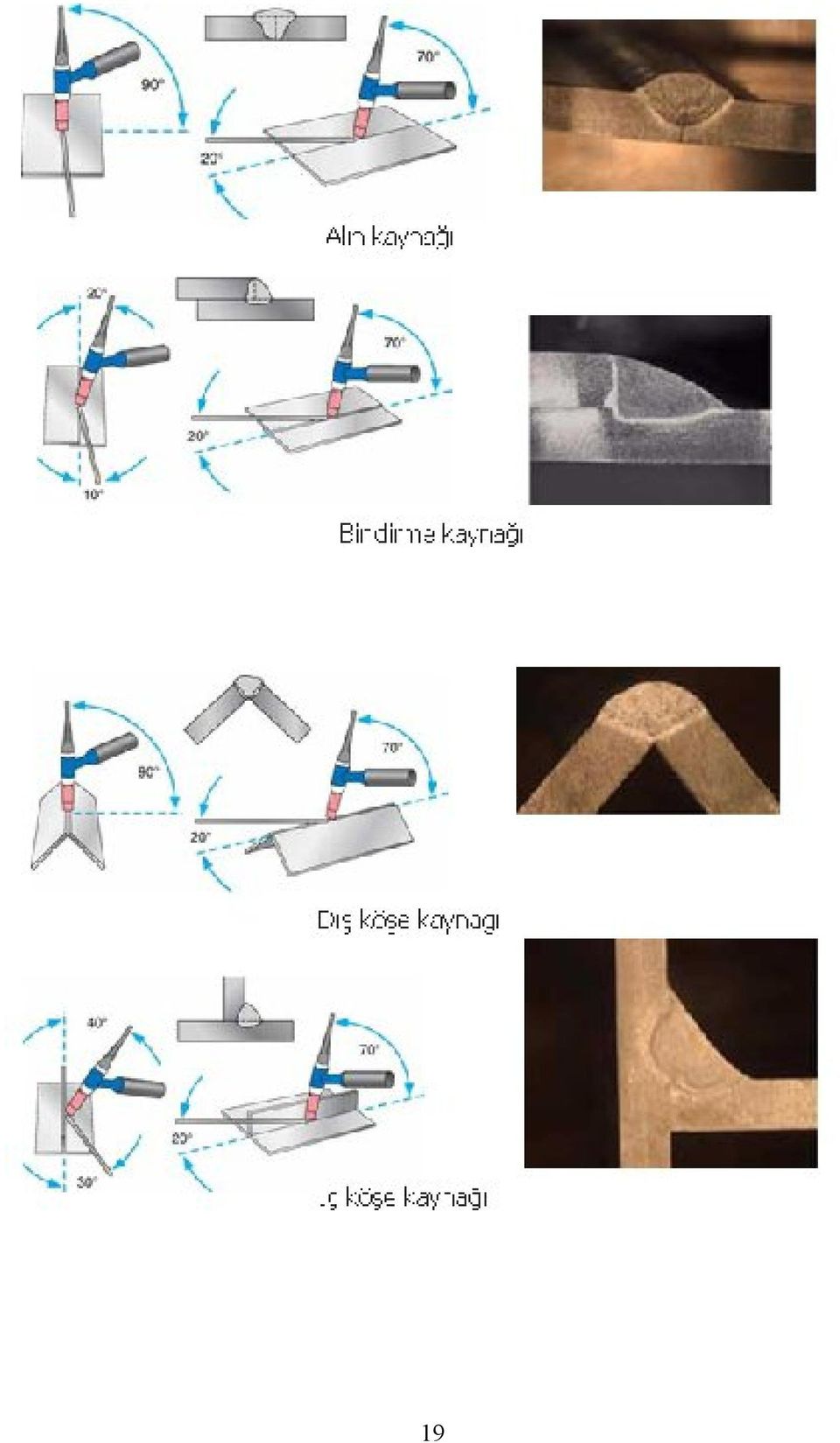
6 KAYNAK TEKNİKLERİ 1-Pirinç Kaynağı Bakır, pirinç, bronz, çelik ve paslanmaz çelik gibi metallerin birleştirilmesinde kullanılan bir yöntemdir. Eriyen pirinç elektrot kullanılarak, oksi-asetilen gazı altında yapılan bir birleştirme şeklidir. Genellikle tamir amaçlı kullanılır ve lehimden daha mukavemetli bir bağlantı sağlar. 2-Ergitme kaynağı 2.1)Gaz ergitme kaynağı Biri yanıcı biri de yakıcı olan gaz çiftleri kullanılarak uygulanan kaynak yöntemidir. Oksi-asetilen kaynağı olarak ta bilinir. Yakıcı gaz olarak Oksijen, yanıcı gaz olarak da genellikle Asetilen kullanılır. Asetilenin yanı sıra Propan, Doğalgaz gibi yanıcı gazlar da kullanılır. Asetilen oksijenle yakıldığında diğer yanıcı gazlara oranla en yüksek alev gücünü verdiği için daha çok tercih edilir. Çoğunlukla ince saçların ve kaynak kabiliyeti düşük saçların kaynağında kullanılır. Bu kaynağın alevi ile tavlama ve kesme işleri de yapılabilir.. 6





7 Yanıcı olarak kullanılan gazlardan aşağıdaki özellikler beklenir Gazın ısıl değeri yüksek olmalı Alev sıcaklığı yüksek olmalı Hızlı tutuşmalı Ucuz ve kolay temin edilmeli Asetilen gazı Karpit malzemesinden elde edilir. Karpit malzemesinin su ile teması neticesinde çıkan gaz yanıcı dır ve asetilen olarak adlandırılır. 7

8 Oksijen ve asetilen gazları farklı hortumlardan Üfleç vasıtasıyla birleştirilir ve yakılır. Bu esnada üflecin ucunda meydana gelen alev şekli birbirinden belirli sınırlarla ayrılmış üç farklı bölgeden oluşmaktadır. Yanma iki farklı reaksiyon sonucu meydana gelir. Max. sıcaklık yanma reaksiyonunun ilk aşamasının tamamlandığı iç koninin ucunda meydana gelir. 1.reaksiyon: Acetylene + Oxygen = Carbon Monoxide + Hydrogen C2H2 + O2 = 2CO + H2 2.reaksiyon: Carbon Monoxide + Hydrogen + Oxygen = Carbon Dioxide + Su CO + H2 + O2 = CO2 + H2O Kaynak işleminin büyük bir kısmı, maksimum sıcaklık noktası tarafından gerçekleştirilir. Oksijen gazının fazla olması durumunda Alev oksitleyici bir özellik kazanır. Asetilen gazının fazla olması ise Aleve karbürleyici bir özellik kazandırır.bu durumda iç koni daha uzundur fakat sıcaklığı çok yüksek değildir. 8



9 Gaz ergitme kaynağında çoğunlukla enjektör tipi üfleçler kullanılmaktadır. Yüksek basınca ayarlanan oksijen (2.5bar) düşük basınçlı asetilen (0,5bar) tüpten emer. Her iki gaz da üfleç içerisinde karışır ve yanma reaksiyonu üfleç dışında meydana gelir. Karıştırı Uç kısım Ayar Oksij Asetil en Karıştırıcı Uç kısım 9

 Kaynak yapma amacıyla kullanılır 2) Oksijenin daha yüksek basınçlarda kullanıldığı bu uçlar kesme")


10 Genellikle kaynak torcunun ucunda üç farklı geometri kullanılır. 1) Kaynak yapma amacıyla kullanılır 2) Oksijenin daha yüksek basınçlarda kullanıldığı bu uçlar kesme amacıyla kullanılır. 3) Bu uç ise daha çok ısıtma amaçlı kullanılır. Sağdan Sola kaynakta kaynak çubuğu alevin önünde gider. Bu metot 5mm ye kadar kalınlığa sahip düşük karbonlu çelik sacların ve plakaların kaynağında kullanılır. Ayrıca dökme demir ve bazı demir olmayan alaşımlarda da kullanılmaktadır. Soldan Sağa kaynakta kaynak çubuğu alevin arkasında gider. Bu metot ise 5mm den daha fazla kalınlığa sahip çelik plakaların kaynak işlemlerinde kullanılır. 10



11 Oksi-Asetilen Alevi ile Kesme Bu yöntemle kaynak telini eritme işleminde kullanılan torç kesme amacıyla kullanılır. Daha çok kalın parçaların kesilmesinde tercih edilir. Fakat kesilen parçaların yüzey kalitesi çok kötüdür. Aynı zamanda kesilen yüzeyde sertleşme meydana gelir. 5-6mm den daha ince plakaların kesilmesi sırasında kenarlarda fazla erime olacağından tercih edilmezler. Oksi-Asetilen Alevi Üflecin ucundan çıkan oksijen ve asetilen karışım gazı yanar ve bir alev oluşturur. Alev dikkatli incelendiğinde 3 kısımdan oluştuğu görülür. 11


 Örtülü elektrod ile ark kaynağı (Manual Metal Arc-MMA) yöntemi Bu kaynak yönteminde ark, iş parçası ve örtü ile kaplanmış halde")
12 2.2) Elektrik Ark Kaynağı Elektrik ark kaynağında ergitme enerjisi elektrik arkı tarafından sağlanmaktadır. Elektrik ark kaynağı, kullanılan elektrodun aynı zamanda ek metal olarak kullanılıp kullanılmamasına bağlı olarak iki gruba ayrılır Ergiyen elektrodla elektrik ark kaynağı Bu yöntemde elektrik arkı, aynı zamanda ilave metal olarak da kullanılan elektrodla iş parçası arasında oluşur. Ergiyen elektrodla elektrik ark kaynağı yöntemleri şunlardır: a) Örtülü elektrod ile ark kaynağı (Manual Metal Arc-MMA) yöntemi Bu kaynak yönteminde ark, iş parçası ve örtü ile kaplanmış halde bulunan çubuk şeklindeki elektrod arasında yanar. Bu sırada örtüden açığa çıkan gaz kaynağı atmosferin olumsuz koşullarından korur. Bu yöntemde ısı girdisi bir ark tarafından sağlanmaktadır. Elektrod, bir doldurma teli çekirdeğinden ve metal oksitlerden oluşan kolay ergiyebilen bir örtüden oluşur. Kaynak esnasında bu örtü viskoz bir cürufa dönüşür. Bu cüruf, kaynak banyosunun üzerinde yüzerek atmosferden korur. 12
 Örtülü elektrod ile ark kaynağı (Manual Metal Arc-MMA) yöntemi Bu kaynak yönteminde ark, iş parçası ve örtü ile kaplanmış halde")
 ve kaynak dikişi tarafından korunur.")


 kaynak banyosuna sürülebilir veya kaynak banyolarının birbirinden bağımsız katılaşmasını sağlayacak kadar uzaklıkta, arka arkaya sürülerek yüksek kaynak hızı ve yüksek")
13 b) Tozaltı kaynak yöntemi Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark bölgesi kaynak tozu tabakası ile kaynak metali ve kaynağa yakın ana metal de ergiyen kaynak tozu (cüruf) ve kaynak dikişi tarafından korunur. Tozaltı kaynağında elektrik arktan ve ergimiş metal ile ergimiş cüruftan oluşan kaynak banyosundan geçer. Ark ısısı elektrodu, kaynak tozunu ve ana metali ergiterek kaynak ağzını dolduran kaynak banyosunu oluşturur. Koruyucu görevi yapan kaynak tozu ayrıca kaynak banyosu ile reaksiyona girerek kaynak metalini deokside eder. Alaşımlı çelikleri kaynak yaparken kullanılan kaynak tozlarında, kaynak metalinin kimyasal kompozisyonunu dengeleyen alaşım elementleri bulunabilir. Tozaltı kaynağı otomatik bir kaynak yöntemidir. Bazı tozaltı kaynak uygulamalarında iki veya daha fazla elektrod aynı anda kaynak ağzına sürülebilir. Elektrodlar yan yana (twin arc) kaynak banyosuna sürülebilir veya kaynak banyolarının birbirinden bağımsız katılaşmasını sağlayacak kadar uzaklıkta, arka arkaya sürülerek yüksek kaynak hızı ve yüksek metal yığma hızına ulaşılabilir. Avantajları: 1. Düz ve silindirik parçaların kaynağında, her kalınlık ve boyuttaki boruların kaynaklarında ve sert dolgu kaynaklarında kullanılabilen yüksek kaynak hızına ve yüksek metal yığma hızına sahip bir yöntemdir. 2. Hatasız ve yüksek mekanik dayanımlı kaynak dikişleri verir. 3. Kaynak esnasında sıçrama olmaz ve ark ısınları görünmez bu nedenle kaynak operatörü için gereken koruma daha azdır. 4. Diğer yöntemlere göre kaynak ağzı açılarını kaynak yapmak mümkündür. 5. Tozaltı kaynağı kapalı ve açık alanlarda uygulanabilir. 13



 Koruyucu gaz kaynak yöntemleri (MIG/MAG) Bu yöntemlerde ark, koruyucu bir gaz atmosferi altında yanar.")
14 Dezavantajları: 1. Tozaltı kaynak tozları havadan nem almaya eğilimlidir, bu da kaynakta gözeneğe neden olur. 2. Yüksek kalitede kaynaklar elde edebilmek için ana metal düz, düzgün olmalı, ana metal yüzeyinde yağ, pas ve diğer kirlilikler olmamalıdır. 3. Cüruf kaynak dikişi üzerinden temizlenmelidir, bu bazı uygulamalarda zor bir işlem olabilir. Çok pasolu kaynaklarda, kaynak dikişine cüruf kalıntısı olmaması için cüruf her paso sonrası temizlenmelidir. 4. Tozaltı kaynağı 5 mm den ince malzemelerde yanma yapabileceği için genellikle uygun değildir. 5. Yöntem özel bazı uygulamalar hariç, düz, yatay pozisyondaki alın kaynakları ve köşe kaynakları için uygundur. 6. Her metal ve alaşım için uygulanabilen bir yöntem değildir. c) Koruyucu gaz kaynak yöntemleri (MIG/MAG) Bu yöntemlerde ark, koruyucu bir gaz atmosferi altında yanar. Çıplak tel halindeki elektrod, sürekli kaynak bölgesine beslenerek kaynak işlemi yapılır. Ayrıca sürekli bir gaz akışı kaynak banyosunu atmosferden korur. Kullanılan gazın niteliğine göre yöntem MIG veya MAG olarak adlandırılır. Argon veya Helyum asal gazları kullanıldığı taktirde MIG (Metal Inert Gas), aktif gazlar (CO2,O2, N2 veya bunların karışımları) kullanıldığında ise MAG (Metal Active Gas) adını alan yöntem otomasyona son derece uygundur. MIG/MAG kaynağında kullanılan kaynak donanımı aşağıdaki unsurları içine almaktadır. Güç kaynağı Koruyucu gaz tüpü Tel ilerletme ünitesi Soğutma ünitesi Kaynak torcu 14




15 Kaynak elektrodu olarak kullanılan telin torca iletilmesinde farklı teknikler geliştirilmiştir. Alaşımlı ve düşük alaşımlı çeliklerin MIG/MAG kaynağında kullanılan tel elektrotlar TS EN 440 ta standartlaştırılmışlardır. Kaynak tellerinin çapı 0.6mm ile 6mm arasında değişmektedir. En çok kullanılan kaynak telleri 0.8, 1, 1.2 ve 1.6 dır. Çeliklerin kaynağında kullanılan teller bakır kaplanmıştır. Bunun da nedeni; ilerletme motorunun ruloları arasında telin geçişini kolaylaştırmak ve akım iletimini iyileştirmek. 15



16 Uygulama örnekleri: d) Elektro cüruf (Electroslag) kaynak yöntemi Elektro cüruf kaynağında cüruf normal ark kaynağından daha farklı rol oynar. Burada ısı cürufun elektrik akımına gösterdiği direnç ile oluşur. Bu yöntem, birleştirme dışında kaplama ve boyutsal büyütme işlemlerinde de uygulanabilen yüksek ergime verimli bir yöntemdir. Tozaltı kaynağından farklı olarak kaynak için gerekli ısı arktan değil, sıvı cüruftan geçen elektrik akımından sağlanır. 16



17 2.2.2.Ergimeyen elektrotla elektrik ark kaynağı Bu yöntemlerde teorik olarak elektrik arkını oluşturan elektrod ergimez. Gerektiği taktirde ilave metal ayrı olarak verilir. Kaynak banyosunu korumak için ise bir gaz atmosferi kullanılır. a)tungsten İnert Gaz (TIG) kaynağı TIG kaynağı, kaynak için gerekli ısının, tükenmeyen bir elektrod (tungsten elektrod) ile iş parçası arasında oluşan ark sayesinde ortaya çıktığı bir ark kaynak yöntemdir. Elektrod, kaynak banyosu, ark ve iş parçasının kaynağa yakın bölgeleri, atmosferin zararlı etkilerinden kaynak torcundan gelen gaz veya karışım gazlar tarafından korunur. Gaz, kaynak bölgesini tam olarak koruyabilmelidir, aksi taktirde çok küçük bir hava girişi dahi kaynak metalinde hataya neden olur. TIG kaynağında kullanılan Tungsten elektrot yüksek ergime sıcaklığına (3450 C) sahiptir. Kaynak dolgu malzemesi kaynak yapılacak parça ile aynı kimyasal bileşime sahiptir. Soğuk çekme yöntemi ile imal edilmektedir. 17

gazdır. Çoğunlukla Argon kullanılır. Doğru akımla çalışan güç kaynağı kullanılır.")
18 TIG kaynak tekniği: Alaşımsız ve düşük alaşımlı çelikler, paslanmaz çelikler, nikel esaslı alaşımlar ve bakır esaslı alaşımlar gibi birçok malzeme bu kaynak yöntemi ile kaynak yapılabilir. Alüminyum ve magnezyum alaşımları için alternatif akım gerekmektedir. Koruyucu gaz olarak kullanılan gaz soy (İnert )gazdır. Çoğunlukla Argon kullanılır. Doğru akımla çalışan güç kaynağı kullanılır. Kaynak dolgu malzemesi kaynak yapılacak parça ile aynı kimyasal bileşime sahiptir. Soğuk çekme yöntemi ile imal edilmektedir. Avantajları : 1. TIG kaynağı, sürekli bir kaynak dikişi yapmak, aralıklarla kaynak yapmak ve punto kaynağı yapmak için hem elle, hem de otomatik kaynak sistemleri ile uygulanabilir. 2. Elektrod tükenmediği için ana metalin ergitilmesiyle veya ilave bir kaynak metali kullanarak kaynak yapılır. 3. Her pozisyonda kaynak yapılabilir ve özellikle ince malzemelerin kaynağına çok uygundur. 4. Kök paso kaynaklarında yüksek nüfuziyetli ve gözeneksiz kaynaklar verir. 5. Isı girdisi kaynak bölgesine konsantre olduğu için iş parçasında deformasyon düşük olur. 6. Düzgün kaynak dikişi verir ve kaynak dikişini temizlemeye gerek yoktur. Dezavantajları : 1. TIG kaynağının metal yığma hızı diğer ark kaynak yöntemlerine göre düşüktür. 2. Kalın kesitli malzemelerin kaynağında ekonomik bir yöntem değildir. 18


19 19


20 b) Tungsten Plazma kaynak yöntemi Plazma, maddenin dördüncü hali olarak da tanımlayabileceğimiz, iyon ve elektrolardan oluşmuş elektriği ileten maddenin özel bir halidir. Plazma kaynağında kullanılan plazma, elektrik arkı yardımıyla ısıtılarak iyonize olmuş gazdan ibarettir. Plazma arkı, radyal olarak sıkıştırılıp yoğunluğu arttırılmış olan arktır. Plazma ark torcu (hamlaç) TIG kaynağı torcuna benzemektedir. Plazma torcu, ucunda dairesel bir delik bulunan bir memeden ve bu deliğin merkezinde bulunan bir Tungsten elektrottan oluşmaktadır. Bu elektrod ile meme arasındaki boşluktan plazma gazı dışarı çıkabilmektedir. Kullanılan duruma göre ark elektrod ile meme, elektrod ile iş parçası veya her durumun bileşimi şeklinde oluşturulabilir. Ark oluştuktan sonra, iyonize olmuş plazma gazı delikten püskürtülür. Ark sütununun dış yüzeyi soğuduğundan çapını küçülterek içe doğru büzülür. Bu şekilde yoğunlaşmış plazma arkının merkezindeki sıcaklık aniden K in üzerine çıkar. Kaynağı korumak için de plazma gazı dışında koruyucu gaz da gönderilebilir. Plazma kaynak donanımı TIG kaynak donanımına benzer. 20

.")


21 c) Tungsten hidrojen kaynak yöntemi Bu kaynak yönteminde de ark tungsten elektrot vasıtasıyla sağlanır. Ark ortamı ve kaynak dikişi üzerine hidrojen gazı gönderilir. Bu gaz, ısı etkisi altında atomlarına ayrışmaktadır (dissosiyon). Bu atomsal değişim ani soğumayı, dolayısıyla malzemenin çarpılmasını önler. Bu sebepten dolayı ince malzemelerin bu yöntemle kaynağında iyi sonuçlar elde edilmektedir. Ayrıca hem kararlı bir ark ve korumalı bir kaynak dikişi oluşur, hem de dikiş deformasyonlarına karşı yeterli bir emniyet sağlanır. Ancak kalın parçaların ark atom kaynağı ile kaynağında, hidrojen gazı kaynak banyosuna kolayca nüfuz edebileceğinden kalın parçaların kaynağında bu yöntem uygun değildir Diğer ergitme kaynağı yöntemleri a) Alümina termit kaynağı Termit bir birim toz alüminyum ile üç birim demir oksit karışımına verilen isimdir. Bu kaynak tekniği rayların birleştirilmesinde kırılan rayların tamirinde kullanılmaktadır. Al2+Fe2O3 2Fe+Al2O3+Isı 21


22 b) Elektron ışın kaynağı Elektronlar, vakum altında hızlandırılarak kaynak edilecek parçaya çarptırılırlar. Bu çarpma sırasında enerjilerinin büyük bir bölümü ısı olarak açığa çıkar. İşte bu ısıyı kullanarak yapılan kaynak işlemine elektron ışın kaynağı denir. c) Laser kaynak yöntemi Laser (Light Amplification by Stimulated Emission of Radiation) ışını ile kaynak, yoğunlaştırılmış enerji ışınlarının kullanma tekniklerinden biridir. Küçük boyutlardaki parçaların kullanıldığı üretim alanlarında, klasik birleştirme yöntemlerinin kullanılamadığı durumlarda Laser kaynağı kullanılır. Laser kesme ve kaynak işleminde yüksek yoğunluklu Laser ışını kullanılır. Laser ışını metali anında ergime sıcaklığının çok üstüne çıkararak delme kesme veya kaynaklamayı gerçekleştirir. Değişik tip laserler vardır. Düşük güçlü Diyot laserler lehimleme ve plastik kaynağında kullanılırken yüksek güçlü lazerler ise(co2 ve Nd:YAG) kalın çelik veya değişik malzemelerin kaynağında kullanılır. Avantajları Oldukça hassas kaynak ve kesim Temassız ve bölgesel ergime olduğu için kalıntı gerilme azdır. Gaz ve Ark kaynağından daha temizdir. İlave metal ihtiyacı çok düşüktür.. Dez avantajları Başlangıç kuruluş masrafları oldukça yüksektir. Görünmeyen ışık tehlikesi vardır. Manuel değildir. 22



23 3) Basınç kaynağı yöntemleri: 3.1. Elektrik direnç kaynağı Birleştirilmek istenen iş parçalarından geçen elektrik akımına gösterdikleri dirençten ortaya çıkan ısı ve eşzamanlı olarak uygulanan basınç yardımıyla uygulanan bir kaynak yöntemidir. Elektrotlara uygulanan basınç yardımıyla plastik deformasyon sağlanır. Bu yöntem çok elektrik iletkenliğine sahip Al, Cu gibi elementlere uygulanmaz. Elektrik iletkenliği daha düşük olan Çelik, paslanmaz çeliklere uygulanır. İlave metal gerektirmez ve ortaya çıkan ısı elektrotlarla ortamdan atılır. Koruyucu gaz gerektirmez. Alternatif akım kullanılır ve çinko kaplı sacların kaynağında elektrod aşınması maksimumdur. Elektrik direnç kaynakları aşağıdaki gibi sınıflandırılabilir: Dikiş kaynağı Dikiş kaynağı, direnç kaynağının bir benzer uygulamasıdır. Elektrot çubuklar yerine kendi ekseninde dönen bakır tekerlekler kullanılmaktadır. Bir anlamda direnç kaynağının sürekli formda gerçekleştirilmesidir. Bakır tekerlekler iş parçası üzerine sabit basınç uygular ve kendi etrafında belirli bir hızda döner. Kaynak akımı belirli aralıklarla uygulanabildiği gibi sürekli olarak ta uygulanabilir. 23

24 Nokta kaynağı: Elektrotlar tarafından bir arada tutulan iş parçalarından geçen elektrik akımına gösterdikleri dirençten elde edilen ısı ile, parçaların bölgesel olarak ergitilip basınç altında birleştirilmeleridir. Direnç kaynağında gerekli ısı malzemenin direnç ve akım şiddetine bağlıdır. Ancak temas halindeki yüzey alanı küçüldükçe akımın geçişinde akım yoğunluğunu arttırır ve kaynak basıncının iletilmesini sağlar Alın kaynağı: Basınçlı alın kaynağı: bu yöntemde parçalar, kaynak transformatörünün kutuplarına elektriksel olarak bağlanmış çeneler aracılığıyla sıkıştırılır. Kaynak işlemi esnasında parçalar birbirlerine kuvvetli bir şekilde bastırılır. Parçaların üzerinden uygulanan sekonder akım sonucu parçaların temas yüzeylerinde direnç yüksek olduğundan bu bölgelerde plastik hale gelen ve ergiyen uçlar basınç etkisiyle birbirine kaynar. Yakma alın kaynağı: basınçlı alın kaynağında olduğu gibi elektrik akımını iyi iletebilen çeneler arasında parçalar sıkıştırılır ve parçalara elektrik akımı uygulanır. Hareketli olan çene yavaş yavaş hareket ettirilerek parçaların teması sağlanır. Parça yüzeyleri ideal düzlem olmadığından temas ancak belli noktalarda sağlanır. Bu noktalar sekonder devreyi kapatırlar. Çok zayıf basma ile temas eden bu noktalar toplam yüzeye oranla çok küçük olduklarından dirençleri de çok yüksektir. Bu noktalar, üzerlerinden geçen yoğun akımın etkisiyle süratle ısınıp ergirler. Ergiyen bu parçacıklar patlar ve yanan zerrecikler halinde dışarı fırlarlar. Fırlayan bu zerreciklerin yerine yeni kraterler ve pürüzler oluşur. Çene tekrar hareket ettiğinde bu olaylar tekrar gerçekleşir. Bu şekilde hareketli çenenin birkaç defa hareket ettirilmesi ile kıvılcım bütün yüzeyi kaplar ve yüzey erir. Parçalar bu konumda iken uygulanan ani ve yüksek basınç ile temas dirençleri yok edilip kaynak işlemi tamamlanır. 24


25 3.2.Sürtünme Kaynağı: Sürtünme kaynağı, elektriksel enerji ve diğer enerji kaynaklarından yararlanmadan çalışma parçalarının ara yüzeylerinde mekanik olarak oluşturulan sürtünme yoluyla üretilen mekanik enerjinin ısıl enerjiye dönüştürülmesiyle elde edilen ısıdan faydalanılarak uygulanan bir katı hal tekniğidir. Kaynak süresi boyunca sürtünen yüzeyler basınç altındadır ve ısıtma ya da sürtünme fazı olarak adlandırılan süreç plastik şekil verme sıcaklığı oluşana kadar sürer. 25

26 3.3. Diğer basınç kaynağı yöntemleri: Difüzyon kaynağı: Isı etkisi ile katı, sıvı ya da gaz fazlarda yer değiştirme olarak tanımlanan difüzyon olayı ısıl hareketlerden doğan kinetik enerjilerin dengelenmesi ve bölgesel yoğunluk farklılıklarının azalmasından kaynaklanmaktadır. Difüzyon olayında; değişik miktarlarda atom, molekül, atom grupları veya elektronlar gibim elemanların göç ettirilmesi mümkün olmaktadır. Ancak farklı yer değiştirme hızları reaksiyon merkezinin çevresinde belirli bölgelerde hacimsel değişimlere neden olabilmektedir Soğuk basınç kaynağı: Eş veya eş olmayan metalik malzemelerin, rekristalizasyon sıcaklığının altındaki sıcaklıklarda yüksek basınç kuvvetlerinin etkisiyle oluşan plastik şekil değişimleri ile birlikte gerçekleşen bir birleştirme yöntemidir. Bütün soğuk basınç kaynağı uygulamalarında, öngörülen birleştirmenin sağlanması için her iki parçada da şekil değiştirmenin belirli bir oranın üzerine çıkmış olması gerekmektedir. Bu şekil değiştirme oranı, bindirme kaynakta kesit küçülmesi, alın kaynakta ise yüzey büyümesi olarak tanımlanır Ultrason (ultraşal) kaynağı: Ultrasonik kaynak yöntemi yüksek frekanslı ses dalgası kullanarak (>20kHz) iki malzemenin birleştirilmesi esasına dayanır. Mekanik vibrasyon mekanizması etkindir. Daha çok plastik malzemelerin kaynağında kullanılır. 26



27 KAYNAK HATALARI 1.Nüfuziyet azlığı: Erimenin bütün malzeme kalınlığı boyunca olmaması neticesinde meydana gelir. Oluşma nedenleri: Uygun bir elektrot çapının seçilmemesi, Akım şiddetinin yüksek olması, Uygun bir kaynak ağzının açılmaması, Kaynak hızının fazla olması, Elektrotun fazla Zig-zag hareketi yapması. Nüfuziyet azlığı dikişin bilhassa yorulma mukavemetini önemli derecede düşmesine neden olur. Dikişin eğmeye zorlanması halinde de, dip taraftaki oluk ve çentikler kırılmaya neden olur. 27


28 2. Yetersiz erime: Yetersiz erime ekseriye cüruf, oksit, kav veya diğer demir olmayan yabancı maddelerin mevcudiyeti sebebiyle verir. Bu maddeler, esas veya ilave metalin tamamen erimesine mani olduğundan kifayetsiz bir birleşme meydana gelir. Kaynak kesitindeki birleşme azlığından doğan hatalar, genel olarak çekilen pasoların dikkatlice temizlenmesiyle önlenebilir. Çok pasolu elektrik ark kaynağında, müteakip pasolar çekilmeden önce, cüruf iyice temizlenmelidir. Esas metal ile kaynak metalinin tam olarak birleşmesi için, uygun bir akım şiddetinin seçilmesi ve kısa ark boyu ile çalışma çok önemlidir. Fazla düşük akım şiddeti yetersiz bir birleşme meydana getirecektir. 28



29 3. Yanma olukları ve çentikler Kaynak sonrasında esas malzemede ve dikişin kenarlarında oluk veya çentik şeklinde meydana gelir. Meydana gelen çentik veya oluklar kaynaklı bağlantının mukavemet özelliklerini önemli derecede etkiler. Oluşma nedenleri: 1.Akım şiddetinin yüksek seçilmesi 2.Kaynak hızının fazla çalışması 3.Büyük güçlü üfleçle kaynak yapmak 4.Elektrot, kaynak çubuğu veya üflecin fazla zikzak hareketler yapması Yanmadan dolayı meydana gelen çentik veya oluklar, bir ek pasoyla doldurularak tamir edilebilir. Bu ilave pasonun çekilmesinde birleşmeye tesir edecek cüruf ve pislikler iyice temizlenmeli veya keski ile alınmalıdır. Diğer taraftan yeni çekilen tamir pasosunun, mümkün mertebe kaynak dikişinin şekline uymasına dikkat edilmelidir. Bilhassa yüksek mukavemetli yapı çeliklerinde, bu hata tamir edilirken kullanılan çalışma usulünün, çeliğin kaynak yapılmasında tavsiye edilen tekniğe uyması gerekir. 29

30 4. Gözenek oluşumu Gözenekler, kaynak yaparken dikişin içerisinden çıkmayıp sıkışan gazların husule getirdikleri boşluklardır. Bunlar ya gaz kabarcığı denilen tek tek yuvarlak veya gaz kanalı tabir edilen uzunlamasına boşluklardır. Bir kaynak dikişinde gözeneklerin meydana gelmesine tesir eden birçok faktörler mevcuttur. Bunların başlıcalarını şöyle sıralayabiliriz: Esas metalin kimyasal bileşimi, İlave metalin kimyasal bileşimi, Esas ve kaynak metalinin ihtiva ettiği kükürt miktarı, Düşük akım şiddeti ile çalışma, Çok uzun veya çok kısa ark boyları ile kaynak yapma, Erimiş kaynak banyosunun çabuk soğuması, Kaynak ağızlarının kirli olması, Oksi asetilen kaynağında karbonlayıcı bir alev kullanma. Gibi bir kaynak dikişinin içersinde bulunan gözenekler, dikişin taşıyıcı kesitini azalttığından mukavemetini de düşürür. Aynı zamanda lokal gerilme birikmelerine sebep olur. Dolayısıyla da bağlantının mekanik özelliklerini fenalaştırır. Gözenekler bilhassa yorulma mukavemetini düşürür. Fakat dağılmış haldeki küçük gözenekler, birleştirmenin statik mukavemetine fazla tesir etmez. Fazla gözenekli dikişler çıkartılarak yeniden kaynak yapılabilir. Yeni açılan oyuğun, elektrodun hareketine müsait olması ve iyi bir nüfuziyet sağlaması gerekir. Kaynaktan önce ağızlar iyice temizlenmelidir. 30

31 5. Kaynak dikişinin taşması Kaynak metalinin esas metal üzerine arada bir birleşme olmadan taşmasıdır. Bu taşma, ya münferit noktalarda ya da bütün dikiş boyunca meydana gelebilir. Daha fazla köşe dikişlerinde meydana gelen taşma olayı, dikişin lüzumundan fazla taşması şeklinde kendini gösterir. Elektrik ark kaynağında taşma, genel olarak yanlış bir el hareketi neticesinde meydana gelir. Bilhassa yatay ve dikey düzlemdeki yatay ( karmic ) kaynaklarında elektrodun hareketine ve tutuluş açısına dikkat etmek gerekir. Aksi takdirde dikişte taşmalar meydana gelir. Lüzumundan fazla kalın çaplı elektrot kullanmaktan kaçınılmalıdır. Taşmanın önlenmesine uygun akım şiddetinin seçilmesi ve kısa ark boyu ile çalışmanın da önemli tesiri vardır. Akım şiddeti yükselince veya ark boyu uzayınca taşma olayı kendini gösterir. Oksi asetilen kaynağında üfleç veya kaynak telinin kötü hareketleri ve büyük güçlü üfleçlerin kullanılması, taşmaya sebebiyet verir. Taşmanın meydana gelmesinde, kaynak hızı da mühim rol oynar. Yüksek bir hızla çalışma, ekseriye yeter bir birleşme sağlamaz. Erimiş kaynak banyosunun etrafa akmasına sebebiyet verecek derecede bir hızla çalışma da mahzurludur. Gerek oksi asetilen gerekse elektrik ark kaynağında uygun bir işlem hızı seçilmelidir. Taşmalar bilhassa dinamik zorlamalarda yükleme şartları bakımından tehlikelidir. Zira bu gibi noktalarda bir gerilme yığılması meydana gelir. Kaynak kesitinde bir azalma olmadıkça taşmalar statik yüklemede önemli bir sorun teşkil etmez. Taşmadan dolayı meydana gelen hatalar, bir keski veya taşla giderilebilir. Yalnız bu kaldırma işlemi esnasında, dikiş veya esas metalin üzerinde derin bir iş bırakılmamalıdır. 31

32 7. Cüruf kalıntıları Bu hataya elektrik ark kaynağında rastlanır. Cüruf kalıntısı tabiri, kaynak dikişinin içersinde kalan herhangi metalik olmayan bir maddeye de bağlıdır. Ark kaynağındaki bu kalıntı elektrot örtüsünden ileri gelir. Cüruf, kaynak işlemi süresince ark tarafından erimiş banyonun içersine dağılabilir. Bu durumda dikiş boyunca yayılmış ince bir cüruf tabakası göze çarpar. Ayrıca muntazam çekilmeyen kök pasolarının meydana getirdikleri yanmadan mütevellit oluklarda da cüruf toplanabilir. Bu durumda cüruf kalıntısı, devamlı veya kesik hatlar şeklinde kendini gösterir. Çok pasolu dikişlerde, bir pasodan diğerine geçerken kaynakçı cürufu iyice temizlemezse, iki paso arasında cüruf kalır. Kaynakçı, müteakip pasoyu çekmeden önce dikişteki cürufu çekiç, keski, tel fırça veya taşla tamamen temizlediği takdirde, bu hata önlenmiş olur. Elektrot örtüsü, cüruf kalıntısının başlıca sebebi olmasına rağmen esas metalin ağızları yeter derecede temiz değilse, metalik olmayan kalıntılar görülebilir. Kaynak ağızları hazırlanırken, cüruf kalıntısına sebebiyet verebilecek boşluk veya düzgünolmayan şekillerden kaçınılmalıdır. Çok defa cüruf kalıntısı ile nüfuziyet azlığı birbirine bağlıdır. Bu bakımdan, nüfuziyet azlığına sebebiyet verebilecek aşağıdaki faktörlere dikkat etmek gerekir. Hiçbir zaman kalın çaplı elektrot kullanılmamalıdır. Kaynak ağzı açısı uygun seçilmelidir. Kaynak yaparken elektrota uygun hareket verilmelidir. Elektrot yanlış bir açı ile tutulmamalıdır. Kök pasosu iyi bir şekilde çekilmelidir. Bir kaynak dikişinin içerisinde bulunan büyük ve gayri muntazam dağılmış veya sıralar halinde cüruf kalıntıları bağlantının homojenliğini bozduğu gibi, mukavemetini de düşürür. Bu kalıntılar, bazen kıl çatlakların meydana gelmesine 32
 yeniden kaynak yapmak süretiyle bertaraf edilebilir.")
33 sebep olur. Bazı seyrek dağılmış ufak ve küresel cüruf kalıntıları, birleştirmenin statik mukavemetine tesir etmediğinden dikkate alınmayabilir. Cüruf kalıntısını meydana getiren kısım oyularak ( çıkartılarak ) yeniden kaynak yapmak süretiyle bertaraf edilebilir. Hatalı kısmın çıkartılmasıyla meydana gelen boşluğun, elektrot hareketine müsait olması ve iyi nüfuziyetli bir kaynağın yapılması icabeder. Kaynak işleminden önce ağızlar ve metal iyice temizlenmelidir. 7. Kaynak çatlakları Bu hata, diğerlerine nazaran en tehlikeli olanıdır. Eritme kaynağında çatlamaya esas metalde ya kaynak metalinde ya ısının tesiri altında kalan bölgede ya da birleşme yerinde rastlanabilir. Kaynak yerinde meydana gelen çatlakların başlıcaları şunlardır: Boylamasına çatlaklar Enlemesine çatlaklar Yıldız çatlaklar Krater çatlaklar Dağınık çatlaklar Mikro ( kıl ) çatlaklar 33


34 Çatlak nerede oluşur? Kaynak metalinde ITAB bölgesinde Esas malzemede Birbirine iyi intibak etmeyen parçalar veya gayri muntazam kaynak ağızlarında, nüfuziyet azlığı, fena birleşme yahut cüruf kalıntıları gibi hatalar görülür.bu hatalar zamanla dikişte kıl çatlakların hasıl olmasına sebebiyet verebilir. Boylamasına çatlaklar ekseriye kök pasosunda meydana gelir. Eğer bu kök pasosu tamamen bertaraf edilerek yeniden kaynak yapılmazsa, çatlak müteakip pasolara da sirayet eder. Boylamasına çatlak bazen dikişte bir krater çatlağının devamı olarak da gözükebilir. Enine çatlaklar, kaynak esnasında asgari hareket kabiliyetine sahip dikişlerde meydana gelir. Esas metaldeki çatlaklar tesadüfi olarak alaşımsız çelik saçlarda meydana gelmesine rağmen, ekseriye yüksek mukavemetli ve yüksek karbonlu çeliklerde meydana gelir. Bunu da, kaynak esnasında, ısının tesiri altında kalan bölgenin sertleşmesi sebep olur. Esas metalin bileşimi, kaynağı müteakip soğuma hızı ve çekme gerilmeleri bu çatlamanın başlıca amilleridir. Soğuma hızı da saç kalınlığı, kaynak esnasında parçaya verilen ısı miktarı ve havanın ( ortamın ) sıcaklığı gibi faktörlerin tesiri altındadır. Çeşitli çeliklerin sertleşme kabiliyetleri bileşimleriyle değişir. Bu husus birinci derecede hafif alaşımlı kalın yapı çelikleriyle alaşımsız çeliklerde önemlidir. Isının 34

35 tesiri altında kalan bölge, kaynağı müteakip parçayı hızlı soğutmakla sertleşir. Kalın saçlarda da ısı çabuk dağıldığından, dikiş hızlı soğur. Bundan dolayı çatlama tehlikesi parça kalınlığına ve soğuma şartlarına bağlı olarak artar. Geçiş bölgesinde sert bir bölgenin meydana gelmesini önlemek için soğuma hızını mümkün mertebe küçültmek gerekir. 8. Çarpılma Kaynak işleminde parçalar lokal ısıtılmaya maruz kalırlar. Bu nedenle kaynaklı yapılarda sıcaklık dağılımı üniform değildir. Genellikle kaynak metali ve ITAB, kaynak bölgesinden uzak noktalara nazaran oldukça yüksek sıcaklığa maruz kalırlar. Kaynak bölgesi soğudukça büzülme meydana gelir ve kendisini çevreleyen metale gerilme uygulamaya başlar. KAYNAKLI YAPILARIN MUAYENESİ 1.Tahribatlı muayene yöntemleri Kaynaklı yapıda kalıcı şekil bozukluğuna neden olan muayene türüdür ve daha çok kaynaklı birleştirmenin mekanik özelliklerini tespite yöneliktir. Sertlik ölçümü, Çekme, Yorulma, Çentik darbe deneyi 35

36 2.Tahribatsız muayene yöntemleri Kaynaklı yapıda kalıcı şekil bozukluğuna neden olmayan muayene türüdür. Kaynaklı birleştirmenin hatalardan uzak olarak yapılıp yapılmadığına yöneliktir. Tahribatsız muayene yöntemleri çeşitli fiziksel prensiplerle, farklı şekillerde uygulanır. Seçilecek yöntem, incelenen malzemenin cinsine ve aranan hata türüne göre belirlenir. Her bir yöntemin diğerine göre üstün tarafları olup, genellikle birbirlerinin tamamlayıcısı durumundadırlar. Tahribatsız muayenede uygulanan yöntemler sırasıyla şu şekilde sıralanabilir: Gözle muayene Penetran sıvı muayenesi Manyetik toz muayenesi Ultrasonik muayene Radyografik muayene 2.1.Gözle muayene: Bir ürünün yüzeyindeki süreksizlikler, yapısal bozukluklar, yüzey durumu gibi kaliteyi etkileyen parametrelerin optik bir yardımcı (büyüteç gibi) kullanarak veya kullanmaksızın muayene edilmesidir. Gözle muayene çok basit bir metot olarak görünse de en önemli muayene yöntemidir. Genellikle bir başka tahribatsız muayene metodunun uygulanmasından önce yapılması gereken bir çalışmadır. Zaten diğer tahribatsız muayene yöntemleri için hazırlanmış uygulama standartlarının çoğunda da öncelikle gözle muayene yapılması ve bulguların kaydedilmesi istenir. Bu yöntem, metalik veya metalik olmayan bütün malzemelere uygulanabilir. Muayene yüzeylerine ulaşabilirlik durumuna göre gerektiğinde endoskoplar gibi yardımcı gereçler de kullanılarak uygulanabilir. Çoğu durumda muayene yüzeyi hazırlığı olarak yüzey temizliği yapılması istenmez. Daha doğrusu yüzeyin, beklenen hataların en iyi görüneceği şekilde olması gerekir. Yeterli ışık şartları altında ve uygun bakma açılarında inceleme yapılmalıdır. 36

37 2.2.Penetran sıvı muayenesi: Kaynak sonrasında dikişin uygun olup olmadığı, nüfuziyetin yeterliliği gibi kontrollerin yapıldığı muayene türüdür. Tespit edilmek istenilen hataların muayene işlemi uygulanan yüzeyine açık olması gerekir, bu nedenle yüzey altında kalan veya herhangi bir nedenle yüzeyle bağlantısı kesilmiş bulunan hatalar bu metotla tespit edilemez. Metalik veya metalik olmayan bütün malzemelerde aşırı gözenekli olmamaları koşulu ile beklenen yüzey hatalarının tespiti için kullanılabilir. Yöntemin uygulanacağı test malzemesinin yüzeyi düzgün ve temiz olmalıdır (yüzey temizliğinin uygun yapılmamış olması) aksi taktirde değerlendirmelerde yanılgıya düşülebilir. Muayene sonrasında ilave olarak bir son temizlik işlemi gerekebilir. Kimyasal maddelerin kullanımı özel bir özen gerektirmektedir. Yukarıda Penetran Sıvı muayenesi uygulanmış iki parça görülmektedir. Bir penetrant sıvı, vizkositesi, yüzey gerilimi ve yoğunluğu ile nitelendirilip, görünürlüğü ise boya veya fluoresant ile temin edilir. Penetrant testte kullanılan diğer elemanlar ise temizleyici ve developerdir. Penetrant muayene yönteminin uygulanma aşamaları: 1. Muayene yüzeyinde ön-temizlik 2. Penetrantın uygulanması 3. Penetrasyon için bekleme 4. Ara-temizlik 5. Geliştirme 6. İnceleme 7. Değerlendirme ve rapor hazırlama 8. Son-temizlik 37


38 Penetrant muayenesi işlem kademeleri: 38


39 2.3. Manyetik toz ile muayene: Bu muayene tekniğinde manyetik özelliğe sahip malzemelerin yüzeyinde veya yüzeye çok yakın çatlakları tespit etmek amacıyla kullanılır. Kaynaklı yapıya gönderilen demir toz tanecikleri herhangi bir çatlak çarpmaz ise düzgün hareket eder. Eğer kaynak bölgesinde herhangi bir kusur söz konusu ise, bu durumda sapma meydana gelir. Bu yöntemde yüzey hatalarının belirlenebilmesi hatanın boyutuna ve yüzeye yakınlığına bağlı olup sadece ferromanyetik yani mıknatıslanabilen malzemelere uygulanır. Yöntemin temel esası incelenen malzemenin manyetikleştirilmesi esasına dayanmaktadır. Manyetikleştirme işlemi, parçadan elektrik akımı veya doğrudan manyetik akı geçilerek gerçekleştirilir. Ferromanyetik malzemeler bu manyetik akıya hiç bir direnç göstermezler aksine bu manyetik akının geçmesine katkıda bulunurlar. Eğer manyetik alan içerisinde hata varsa, hatadaki boşluk alan çizgilerini engelleyecek ve saptıracaktır. Bu duruım hata üzerinde yoğun bir kaçak akım oluşturur ve kaçak akımın büyüklüğü hatanın buyutu ile doğru orantılıdır. Metalik malzemelerin manyetik davranışı: Manyetik olmayan malzeme Manyetik malzeme Manyetik alan çizgileri: yüzeysel yüzey altı 39


40 Bünyesinde hata bulunan bir malzeme yüzeyine manyetik alan uygulanmış durumunda, yüzeye ferromanyetik tozlar serpilirse bu tozlar hataların bulunduğu bölgelerde oluşan kaçak akılar tarafında çekilerek bu süreksizlikler üzerinde toplanarak kaçak akının geçişi için köprü oluştururlar. Böylece, mevcut süreksizliklerin yerleri tespit edilmiş olunur. Şekil 9 manyetik parçacık yönteminin şematik uygulanışını göstermektedir. Elektrobobin ile manyetikleştirme enine manyetikleştirme Hareketli elektrot kullanımı 40

41 Manyetik parçacık yönteminin uygulanış aşamaları: 1. Muayene yüzeyinde ön temizlik 2. Gerekiyorsa mıknatıslık giderimi 3. Mıknatıslama akımının uygulanması 4. Ferromanyetik tozların püskürtülmesi 5. Mıknatıslama akımının kesilmesi 6. İnceleme 7. Değerlendirme ve rapor hazırlama 8. Mıknatıslık giderimi ve son temizlik Yukarıda manyetik toz yöntemi uygulanmış parçalar gösterilmiştir. 41


42 2.4.Ultrasonik muayene: Ultrasonik dalgalar metaller içerisinde büyük bir hızla doğrusal olarak ilerlerler. Ancak metal içerisindeki sınır yüzeylere çarptığında dalganın bir kısmı geri yansır ve ilerleyen dalgada bir zayıflama olur. Bu yöntemler derindeki çatlaklar ve gaz boşlukları ve cüruf gibi kusurları tespit etmek mümkündür. 42

. Alıcı proba ulaşan yansıyan sinyal ultrasonik muayene cihazının ekranında bir yankı belirtisi oluşturur. Yankının konumuna göre yansıtıcının muayene parçası içindeki koordinatları hesaplanabilir.")
43 Ultrasonik muayene yönteminin çalışma prensibi Metalik veya metalik olmayan malzemelerde beklenen hacimsel hatalar ile çatlak türü yüzey hatalarının tespiti için kullanılabilir. Süreksizlikler ultrasonik demete dik doğrultuda olduklarından en iyi şekilde algılanırlar, kaba taneli yapılar özellikle östenitik malzemeler için ultrasonik yöntem uygulanması zordur. Malzeme içine gönderilen yüksek frekanslı ses dalgaları ses yolu üzerinde bir engele çarpması durumunda yansırlar. Çarpma açısına bağlı olarak yansıyan sinyal alıcı proba gelebilir veya gelmeyebilir. ). Alıcı proba ulaşan yansıyan sinyal ultrasonik muayene cihazının ekranında bir yankı belirtisi oluşturur. Yankının konumuna göre yansıtıcının muayene parçası içindeki koordinatları hesaplanabilir. Ayrıca yankının yüksekliği de yansıtıcının büyüklüğü hakkında fikir verir. Yankı sinyalinin şekline bakılarak yansıtıcının türü hakkında da bir yorum yapmak mümkün olabilir. 43
 ile ışınlanır.")
44 2.5.Radyografik muayene: Radyografik muayene yöntemi, oldukça hassas bir muayene yöntemi olması ve muayene sonuçlarının kalıcı olarak kaydedilebilir olmasından dolayı sanayide en yaygın olarak kullanılan tahribatsız muayene yöntemilerinden biridir. Test parçası bir kaynaktan çıkan radyasyon demeti (x veya gama ışınları) ile ışınlanır. Radyasyon malzeme içinden geçerken malzemenin özelliğine bağlı olarak belli oranda yutularak kayıba uğrar ve sonra parçanın arka yüzeyine yerleştirilmiş olan filme ulaşarak filmi etkiler. Süreksizlikler radyasyonu farklı zayıflatacaklarından, süreksizliklerin olduğu bölgelerden geçen radyasyonun şiddeti ve film üzerinde oluşturacağı kararma da farklı olacaktır. Filmin banyo işleminden sonra film üzerindeki kararmalar süreksizliklerin belirtisi olarak görünür hale gelir. Bu yöntem ferromagnetik olan ve ferromagnetik olmayan metaller ve diğer tüm malzemelere uygulanır. X ışınları malzemelere zarar vermeden içyapılarını inceleme olanağı sağladığından, tahribatsız muayenede yaygın olarak kullanılmaktadırlar. X ya da gama ışınlarıyla malzemelerdeki kalınlık değişimleri, yapısal değişiklikler, içteki hatalar, montaj detayları tespit edilebilmektedir. 44

45 Radyasyon kaynağı x ışını veya gama ışını olabilir. Bu görüntü malzeme içindeki boşluklar veya kalınlık / yoğunluk değişiklikleri nedeniyle oluşur. Malzemenin içyapısının bu şekilde görüntülenmesi radyografik muayene olarak adlandırılır. Eğer malzemenin arka tarafına film yerine radyografik bir dedektör yerleştirilerek malzemeden geçen ışınım algılanarak bir monitöre aktarılması durumunda teknikte Radyoskopi olarak adlandırılan yöntem elde edilir.. Bu yöntem sayesinde metalik veya metalik olmayan bütün malzemelerde beklenen hacimsel ve yüzey hatalarının tespiti anlık olarak belirlenip ekranda görüntülenerek, kalıcı olarak kaydedilebilinir. Avantajları: 1.Sonuç resim olarak görüntülenir. 2. Test ortamından farklı bir yerde ve zamanda görülebilecek kalıcı kayıt saglar. 3. Ince parçalar için uygundur. 4. Hassasiyet her film üzerinde gösterilmektedir. 5. Herhangi bir malzemede uygulanabilir. Dezavantajları: 1. Genel olarak kalın parçalarda uygun degildir. 2. Saglık için zararlı olabilir. 3. İki boyutlu hatalar için direkt ısın gereklidir. 4. Filmin pozlanması ve görüntülenmesi gereklidir. 5. Otomasyona uygun degildir. 6. Yüzey hataları için uygun degildir. 7. Yüzeyin altındaki hatanın derinligi hakkında bilgi vermez. 45
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
KAYNAK HATALARI VE GİDERiLMESi
 KAYNAK HATALARI VE GİDERiLMESi Bir kaynak dikişinin tamamen hatasız veya mevcut hataların mertebe bakımından gayet düşük olması istenir. Kaynak esnasında meydana gelen hatalar, hem dikişin homojenliğini
KAYNAK HATALARI VE GİDERiLMESi Bir kaynak dikişinin tamamen hatasız veya mevcut hataların mertebe bakımından gayet düşük olması istenir. Kaynak esnasında meydana gelen hatalar, hem dikişin homojenliğini
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Tahribatsız Muayene Yöntemleri
 Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
Tablo 1. Tahribatsız muayene deneylerinin makina mühendisliği endüstrisinde uygulama alanları. Uygulama Alanı İşlevi Uygulama Örnekleri
 TAHRIBATSIZ MUAYENE Tahribatsız malzeme muayene, kalite kontrolün en önemli bir bölümü olup, üretimin tamamlayıcı son kısmıdır. Tahribatsız muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
TAHRIBATSIZ MUAYENE Tahribatsız malzeme muayene, kalite kontrolün en önemli bir bölümü olup, üretimin tamamlayıcı son kısmıdır. Tahribatsız muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler
 Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
u E M 1 UYGULAMALI EĞİTİM MERKEZİ TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi
 UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15
 Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
Deneyin Yapılışı: Deneyin Adı Çentik Darbe (Vurma) Deneyi
 Deneyi") 1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin