KAYNAK TEKNOLOJİSİ KAYNAK TEKNOLOJİSİ KAYNAK EĞİTİMİ 1
|
|
|
- Asli Çağatay
- 8 yıl önce
- İzleme sayısı:
Transkript

1 KAYNAK TEKNOLOJİSİ KAYNAK EĞİTİMİ 1 0
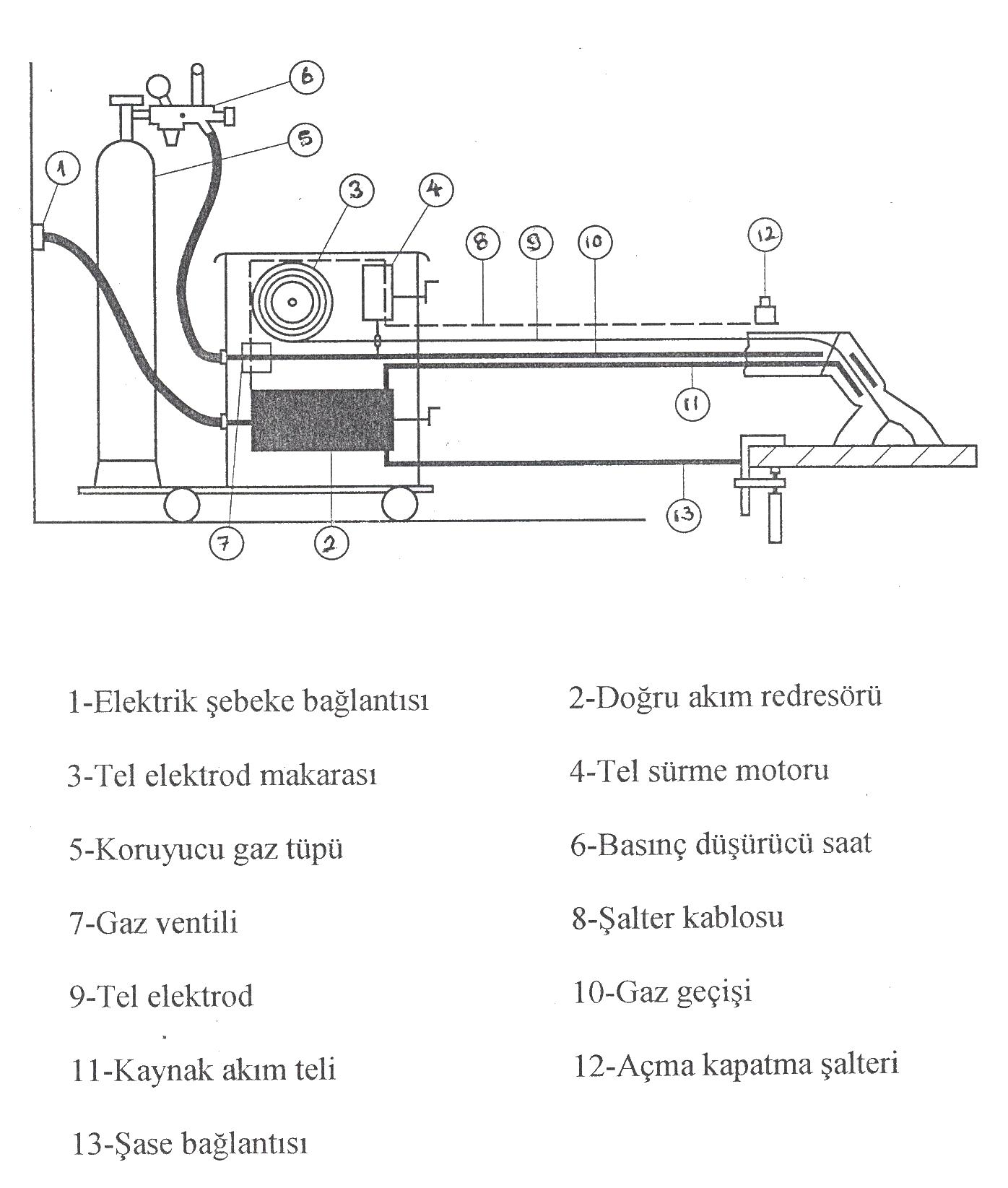
2 İÇİNDEKİLER BÖLÜM 1 Kaynağın tarifi sınıflandırılması... 2 Kaynağı uygulandığı malzemeye göre sınıflandırma... 2 Kaynağı amacına göre sınıflandırma... 2 Kaynağı usulü bakımından sınıflandırma... 2 Kaynağı iģlem cinsine göre sınıflandırma... 2 Metal kaynağı... 3 Kaynağın perçin ile mukayesesi... 3 Kaynağın döküm ile mukayesesi... 3 BÖLÜM 2 Kaynak kabiliyeti... 5 Eritme kaynağındaki kaynak kabiliyeti... 5 Eriyen bölge... 6 Isı tesiri altındaki bölge... 6 Elektrik direnç kaynağında kaynak kabiliyeti... 7 BÖLÜM 3 Elektrik ark kaynağı... 8 Kaynak arkı... 8 Doğru akım arkının kararlılığı... 8 Metal arkının çalıģması... 8 Arkın üflemesi... 8 Elektrik ark kaynağında bazı deyimlerin tarifi... 9 Elektrik ark kaynak makinelerinin sınıflandırılması... 9 Doğru akım (DC) kaynak makineleri... 9 Alternatif akım (AC) kaynak makineleri Doğru akım ile alternatif akım kaynağının mukayesesi Kaynak elektrotları Elektrot standartları Kaynak ağzının hazırlanması BÖLÜM 4 Koruyucu gaz altında ark kaynağı TIG kaynağı Koruyucu gazlar Elektrotlar TIG kaynak torçları Akım kaynağı Kaynak tekniği MIG kaynağı Koruyucu gazlar Akım Ģekli ve akım kaynağı ÇalıĢma tekniği MAG kaynağı Karbondioksit Kaynak telleri ve kaynak dikiģinin özellikleri Kaynak tekniği Çeliğin kaynağında MAG kaynağının MIG kaynağına üstünlükleri Kısa ark boyu ile MAG kaynağı ġematik makine ekipmanları Tel sürme tertibatı Koruyucu gaz ayarı Kaynak torcunun kullanma ve bakımı Hortum paketinin kullanım ve bakımı Torcun yapısı Masif dolu teller Tel elektrotlar Torç açısının kaynak Ģekline etkisi BirleĢtirme hatasının sebepleri Makine arızaları Çekme ve çarpılmaların önlenmesi ĠĢ güvenliği


3 BÖLÜM 1 KAYNAĞIN TARİFİ; SINIFLANDIRILMASI; DİĞER İMAL USULLERİ İLE MUKAYESESİ 1-Tarif: Kaynak, malzemenin sınırlandırılmıģ bölgesini ısı, basınç veya her ikisini birden kullanarak bir ilave kaynak malzemesi katarak veya katmadan birleģtirmektir. Pasta, toz veya gaz gibi yardımcı kaynak malzemesi de iģleme kolaylık sağlar. 2-Kaynağı uygulandığı (esas) malzemeye göre sınıflandırma : Kaynak uygulandığı malzemenin cinsine göre metal kaynağı veya plastik malzeme kaynağı olarak ikiye ayrılır. 3-Kaynağı amacına göre sınıflandırma : 3-1-BirleĢtirme kaynağı : Ġki veya daha fazla parçayı çözülmez bir bütün haline getirmek üzere kaynak yapmaktır. 3-2-Doldurma kaynağı : Bir iģ parçasının hacmindeki eksikliği tamamlamak veya hacmini büyütmek, ayrıca korozyona veya aģındırıcı tesirlere karģı korumak maksadı üzerine sınırlı bir alan dahilinde malzeme kaynak etmektir. 4-Kaynağı usulü bakımından sınıflandırma : (Bakınız Tablo 1) 4-1-El kaynağı: Yalnız el ile hareket ettirilen kaynak aleti ile yapılan kaynaktır. 4-2-Yarı mekanize kaynak: Kaynak aleti kısmen mekanize edilmiģ bir makine ile sevk edilir. 4-3-Tam mekanize kaynak: Kaynak aleti el yerine tamamen mekanize edilmiģ bir makine ile sevk edilir. 4-4-Otomatik kaynak: Gerek kaynak iģlemi,gerekse iģ parçasının değiģtirilmesi gibi bütün ana ve ara iģlemler tam olarak mekanize edilmiģtir. Usulü Bakımından Sınıflandırma Koruyucu gaz kaynağına ait örnek Torcun hareketi Hareket iģlemi Telin hareketi Yan iģlemlerin hareketi El kaynağı TIG - El ile El ile El ile Yarı mekanize kaynak TIG MIG El ile Mekanik El ile Tam mekanize kaynak TIG MIG Mekanik Mekanik El ile Otomatik kaynak TIG MIG Mekanik Mekanik Mekanik Tablo 1 : Kaynağı usulü bakımından sınıflandırma 5-Kaynağı iģlemin cinsine göre sınıflandırma : 5-1-Eritme kaynağı : Malzemeyi yalnız sıcaklığın tesiri ile bölgesel olarak eritip bir ilave metal katarak veya katmadan birleģtirmektir. (ġekil 1.1) 5-2-Basınç kaynağı : Malzemeyi genelde ilave metal katmadan basınç altında bölgesel olarak ısıtıp birleģtirmektir. (ġekil 1.1) ġekil 1.1. Eritme ve basınç kaynağının Ģematik gösterimi 2

4 6-Metal kaynağı 6-1-Eritme kaynağı usulleri Döküm eritme kaynağı Elektrik direnç eritme kaynağı Gaz eritme kaynağı Elektrik ark kaynağı Karbon arkı ile kaynak Metal arkı ile kaynak Koruyucu gaz ile kaynak A-TIG kaynağı a-normal TIG kaynağı b-plazma TIG kaynağı c-ark atom kaynağ B-MIG kaynağı a-normal MIG kaynağı b-aktif gazla MAG kaynağı Metal koruyucu altında (yatırılmıģ elektrot ile) kaynak Toz altı kaynağı Elektron bombardımanı ile kaynak Lazer ıģını ile kaynak 6-2-Basınç kaynağı usulleri Soğuk basınç kaynağı Ultrasonik kaynak Sürtünme kaynağı Ocak kaynağı Döküm basınç kaynağı Gaz basınç kaynağı Elektrik direnç kaynağı Elektrik ark basınç kaynağı Difüzyon kaynağı 7-Kaynağın perçin ile mukayesesi: Kaynak ağırlık ve iģçilikten ekonomi sağlar. Ağırlıktan sağlanan tasarruf %18-30 arasındadır. Sağladığı ekonomi de %20-35 arasındadır. Kaynak teknolojisindeki geliģmeler bu oranları kaynak lehine daha da arttırmaktadır. Kaynak perçine nazaran daha iyi sızdırmazlık sağlar. Kaynaklı bağlantıların mukavemeti perçine göre daha yüksektir. Perçinlemede esas malzemenin mukavemetine eriģilememesine rağmen, kaynakta esas malzeme mukavemetine %100 eriģilmektedir. Kaynak ile daha ucuz ve kolay konstrüksiyonlar yapılmaktadır. (ġekil 1.2) Gemi inģasında kaynak perçine nazaran gemi direncini azaltır. 8-Kaynağın döküm ile mukayesesi Kaynakta model masrafı yoktur. 6 mm den daha ince parçaların dökümünün zor olmasına karģı, kaynakta 6 mm den ince parçalara yapılan konstrüksiyonlar bir güçlük göstermez. Kaynak tamiratta üstünlük sağlar. Kırılan veya aģınan parçaların kaynak ile kısa zamanda eski haline getirilmesi mümkündür. Çelik dökümü pratikte birçok zorluklar gösterir. Halbuki kaynak iģleminde böyle bir zorluk yoktur. Kaynak (perçinde olduğu gibi) döküme nazaran ağırlıktan ekonomi sağlar. Kaynak uygulamada teslim süresini döküme nazaran %40 düģürmekte ve ağırlıktan da %30 nispetinde bir ekonomi sağlamaktadır. 3


5 ġekil 1.2 Kaynak ile perçin bağlantılarında iç ve köģe birleģtirmeleri 4


6 BÖLÜM 2 KAYNAK KABİLİYETİ 1-GiriĢ Metal ve alaģımların kaynakla birleģtirilmesinde kaynak kabiliyeti çok önemli bir deyimdir ve metalik malzemenin birleģebilme yeteneğini ortaya koyar. Kaynak edilen metal ve alaģımlar uygulamada pek az istisnası ile bütün kaynak usullerinde kaynak yerinin veya metalik malzemenin solidüsüne üstten yakın bir sıcaklığa kadar zorunluluğundadır. Burada kaynak tekniğinde kullanılan ısı membaının, uygulanan kaynak usulüne göre değiģtiğini de unutmamak gerekir. Eritme kaynağında, metal damlasında çok yüksek bir sıcaklık oluģur. Mesela normal bir elektrik ark kaynağında metal damlasının sıcaklığı 1539 ile 3070 arasındadır. Damlanın katı haldeki metal tarafında sıcaklığı 1539 olmasına rağmen arkın oluģtuğu noktadaki sıcaklığı da buharlaģma sıcaklığına yakındır (3070 ). Eritme kaynağında damlanın ortalama sıcaklığı 2300 dir. Genellikle kaliteli iyi bir kaynak bağlantısı sağlamak için, kaynak yerini havanın tesirinden korumak veya diğer bir deyimle oluģacak kimyasal ve metalürjik reaksiyonları kontrol altına almak gerekir. Damla ve kaynak banyosunun esas metal tarafındaki metalürjik reaksiyonların oluģumu için geçen süre çok kısadır. Metalürjik reaksiyonlar büyük çapta damlanın ısınma ve kısa devre süreleri ile kaynak banyosunun esas metal tarafındaki oluģum süresine bağlıdır. Metalürjik reaksiyonların oluģumu için geçen süre kaynak usullerine göre 10-3 ile 1,5 saniye arasındadır. 2-Eritme kaynağında kaynak kabiliyeti Kaynak kabiliyeti her ne kadar kesin ve kantitatif ifade edilebilen bir özellik değilse de çok karıģık bir anlam taģır. Milletlerarası Kaynak enstitüsü kaynak kabiliyetini Ģöyle tanımlar ; Bir metalik malzeme, verilen bir usul ile bir maksadı için, bir dereceye kadar kaynak yapılabilir diye kabul edilir. Uygun bir usul kullanılarak kaynaklı metalik bağlantı elde edildiği zaman, bağlantı yerel özellikleri ve bunların konstrüksiyon tesirleri bakımından tayin edilmiģ Ģartları sağlamalıdır Buradan da anlaģılacağı üzere, kaynak kabiliyeti yalnızca malzemeye bağlı bir özellik değil, aynı zamanda kaynak usulüne ve kaynak konstrüksiyon una da bağlıdır. Bir metal veya alaģım, bir kaynak usulünde gayet iyi derecede kaynak kabiliyeti göstermesine rağmen, diğer bir usulde çok zayıf bir kabiliyetine sahiptir. Kaynak kabiliyeti ġekil 2.2. de görüldüğü gibi, malzeme, imal usulü ve konstrüksiyon olmak üzere; malzemenin kaynağa elveriģliliği, konstrüksiyon un kaynak emniyeti ve imalatta kaynak yapabilme imkanı deyimlerini kapsar. Buna göre kaynak kabiliyeti ; A- Kaynağa elveriģlilik a- Malzeme b- Mal usulü B- Kaynak yapabilme imkânı a- Mal usulü b- Konstrüksiyon C- Kaynak emniyeti a- Malzeme b- Konstrüksiyon arasındaki bağıntılarla ilgilidir. ġekil 2.2. Kaynak kabiliyetinin malzeme, imal usulü, ve konstrüksiyona bağlı ifadesi 5

7 Bir malzemenin kaynak kabiliyeti için, en az iki ön Ģartın mevcut olması anlamını ortaya koyar. a- Parçaların belirli bir kaynak usulü ile birleģtirilmesi mümkün olmalıdır. b- Kaynak edilen malzeme maruz kalacağı zorlanmalara dayanmalıdır. KAYNAK TEKNOLOJİSİ AlaĢımsız veya hafif alaģımlı yüksek mukavemetli bir çeliğe iyi bir kaynak kabiliyetine sahiptir demek için her Ģeyden önce aģağıdaki iki Ģartın bir arada olması gerekir. a- Kaynaktan önce ve sonra iyi bir sünekliğe sahip olmalıdır. b- Kaynak metali esas metal ile karıģtığı zaman gevrek olmayan bir kimyasal bileģim sağlamalıdır. Bu iki nokta ilk bakıģta gayet basit gibi görünmesine rağmen gerçekte bir çok Ģartın bir arada olmasını gerektirir. Mesela el ile yapılan normal elektrik ark kaynağında kaynak kabiliyetine ve dolayısı ile de çatlama rizikosuna tesir eden faktörler aģağıda ki gibi sıralanabilir. A- Esas metal a- BileĢim b- Kalınlık c- Isıl iģlem durumu d- Sünelik e- Sıcaklık f- Saflık derecesi ve homojenlik B- Ġlave metal a- BileĢim b- Akma sınırı ve süneklik c- Hidrojen içeriği d- Saflık derecesi ve homojenlik e- Elektrot çapı C- Diğer faktörler a- Erime derecesi b- Rijitlik c- Form faktörü d- Kaynak sırası e- Kaynakçı faktörü Kaynak yapılan bir parçada kaynak bölgesini eriyen ve ısının tesiri altındaki bölge (ITAB) olarak iki kısımda incelemek mümkündür. A-Eriyen Bölge Eriyen bölge genelde kaynak banyosunda meydana gelen türbülanstan dolayı katılaģmadan önce iyice birbirine karıģmıģ esas malzeme ve kaynak metalinden ibarettir. Esas metalin kaynak metaline nispeti çeģitli kaynak usullerine bağlı olup, geniģ bir aralık içerisinde değiģir. Eriyen bölgenin katılaģması, kendini çevreleyen esas metale ısı iletimi ile olur ve oldukça iri sütunlar Ģeklinde kristaller meydana getirir. Özellikle kalın parçalardaki derin nüfuziyetli kaynaklarda bu iri silindirik kristallerin birleģtiği yerde yani ortadaki kısımlarda segregasyondan dolayı bir boģluk oluģur ve zayıflama meydana gelir. B-Isı tesiri altındaki bölge (ITAB) Isı tesiri altındaki bölge, kaynak metalinin yani eriyen bölgenin esas metal ile birleģtiği kısımdan itibaren takribi 1450 ile 700 arasındaki bir sıcaklığa maruz kalan bölgedir. Eğer ITAB de eriģilen en yüksek sıcaklık kaynağın merkezine olan mesafenin bir fonksiyonu olarak bilinir. Esas metalin tipi ve Ģartları da tanınırsa kaynak iģlemi sonunda meydana gelecek yapıyı önceden tahmin etmek mümkündür. Ayrıca soğuma hızının da hesaba katılması gerekir. Özellikle 900 nin üzerinde tavlanan bölge, kalın parçaların kaynağında soğuma daha çabuk olacağından bir nevi su verme iģlemine göre bu kısımda çok yüksek sertlik elde edilir. ITAB, bir kaynak bağlantısının en kritik bölgesini teģkil eder ve birçok kırılma çatlama bu bölgede olur. Milletler arası kaynak enstitüsüne göre ITAB nin maksimum sertliği Vickers değerinde olmalıdır. 6

8 3.Elektrik direnç kaynağında kaynak kabiliyeti Elektrik direnç kaynağında birleģtirilecek parça malzemenin cinsine göre az veya çok olmak üzere büyük bir özgül direnç gösterir. Elektrik akımının geçiģinde parça gösterdiği bu elektrik direnci dolayısı ile ısınır. Elektrik direnç kaynağında kaynak kabiliyeti malzemenin cinsine bağlıdır. Mesela elektrik iletkenliği yüksek olan bir malzeme, elektrik iletkenliği düģük olan bir malzemeye göre daha kötü kaynak kabiliyetine sahiptir denilebilir. Ancak elektrik direnç kaynağındaki kaynak kabiliyetinin enerjiye ihtiyaç duyulacağından kendini hemen belli eder. Tablo 2.1 ve 2.2 de bazı metal ve alaģımların fiziksel özellikleri ile kaynak kabiliyetleri verilmiģtir. Metaller Elektrik iletkenliği (m/mm² ) Isı iletkenliği (cal/cm.s C) Erime noktası ( C) Kaynak kabiliyeti Alüminyum 36 0, Ġyi Demir 10 0, Çok iyi Altın 45 0, Yeterli Kobalt 11 0, Çok iyi Bakır 56 0, Kötü Magnezyum 22 0, Ġyi Molibden 21 0, Yeterli Nikel 11 0, Çok iyi Platin 9 0, Çok iyi GümüĢ 62 1, Kötü Tantal 6,5 0, Çok iyi Titan 1,85 0, Çok iyi Tungsten 10 0, Yeterli Tablo 2.1 Bazı metallerin fiziksel özellikleri ve kaynak kabiliyetleri Elektrik iletkenliği Isı iletkenliği AlaĢımlar Erime noktası ( C) Kaynak kabiliyeti (m/mm² ) (cal/cm.s C) Karbonlu çelik 6,0 0, Çok iyi Ostenit 3,5 0, Çok iyi Magnezyum alaģımları 16,0 0, Çok iyi AlMg3 20,0 0, Çok iyi AlMg4 16,5 0, Çok iyi AlMn 25,0 0, Ġyi AlMgCu 27,5 0, Ġyi AlMgSi 31,0 0, Ġyi Çinko alaģımları 17,0 0, Çok iyi Alüminyum alaģımları 22,0 0, Ġyi Tablo 2.2 Bazı alaģımların fiziksel özellikleri ve kaynak kabiliyetleri 7

9 ELEKTRİK ARK KAYNAĞI BÖLÜM 3 1-Kaynak arkı : Ark kızgın bir katottan yayınan elektrotların yüksek bir hızla anodu bombardıman etmesi neticesinde meydana gelir. Bu bombardıman çarpma sonunda nötr moleküllerin iyonize olmasına sebebiyet verdiğinden kuvvetli bir sıcaklık yükselmesi hasıl olur. Toplam enerjinin %85 i ısı, %15 i ıģık enerjisi olarak ortaya çıkar. 2-Doğru akım arkının kararlılığı : Metalsel bir arkın sabit gerilim altında çalıģma kararlılığını sağlamak için yeterli bir direnç seri olarak bağlanmakta ve çok kerede dirence, akımın hızlı değiģmelerine karģı koyacak bir self ilave etmek zorunluluğu hasıl olmaktadır. Bakır, pirinç fosforlu ve alüminyum bronzlarında arkın teģkili güçlük gösterir. Bu gibi hallerde arkın kararlılığını sağlamak ve tutuģmayı da kolaylaģtırmak üzere elektrotun örtüsüne uygun maddeler katılır ve böylece iyonlaģma gerilimi, termo iyonik kabiliyeti ve ısı geçirgenliği arzu edilen değerde tutulmuģ olur. 3-Metal arkının çalıģması : Elektrot metalinin kaynak yapılacak parçaya erimiģ metal damlacıkları halinde geçiģi, arkı çok kısa bir an için kısa devre yapmakta ve kraterdeki erimiģ metal ile temas etmektedir. Bu esnada kraterdeki metalin yüzey gerilimi damlanın kaynak parçasına devredilmesini sağlamaktadır. Her damlanın elektrottan kaynak yapılan parçaya geçiģi gerçek bir kısa devre yapmakta, dolayısı ile de gerilim birden düģmekte ve akım Ģiddeti önemli derecede artmaktadır. 4-Arkın üflemesi : Manyetik malzemeden mamul bir telden elektrik akımı geçtiği zaman, etrafında bir manyetik kuvvet alanı meydana gelir. Kuvvet hatları telin yakınında sık ve uzaklaģtıkça da seyrekleģir. Bir kaynak arkı da hareket halinde bulunan bir iletkendir. Dolayısı ile arkın etrafında bir manyetik kuvvet alanı oluģur. Bu kuvvet alanı da kaynak esnasında arkın üflemesine sebep olur. A.Arkın üflemesine tesir eden faktörler a- Paralel iki iletkendeki akım yönü b- Akım geçen bir iletkenin eğimi c- Parçadaki akım yönü d- Manyetik iletkenlerin tesiri e- Aynı parçada birden fazla kaynakçının çalıģması hali f- Hava akımın tesiri B-Ark üflemesini önleme yolları a- Kaynak elektrotuna uygun bir eğim verilmesi b- Ġlk (kök) pasonun adım usulü ile kaynak yapılması c- Yeri değiģtirilebilen bir kutup tertibatının kullanılması d- Kaynak dikiģinin kuvvetli noktalarla bağlanması e- Kısa ark boyu ile kaynak yapılması f- Örtülü elektrotlar ile kaynak yapılması g- Alternatif akım kullanılması h- Bir manyetik üfleme tertibatının kullanılması i- Ġnce çaplı elektrotların tercih edilmesi 8






10 5-Elektrik ark kaynağında bazı deyimlerin tarifi : BoĢta çalıģma gerilimi : Kaynak makinesinin kaynak yapmaya hazır durumda bulunduğu, fakat kaynak yapılmadığı zaman kabloların bağlandığı noktalar arasındaki gerilimdir. ÇalıĢma gerilimi : Kaynak yaparken, yani ark yaparken kabloların bağlandığı klemenslerin arasındaki gerilime denir. Ark gerilimi : Kaynak yaparken parça ile elektrotun ucu arasındaki gerilimdir. Kaynak akımı : Kaynak yaparken yani kaynak devresinde ark yanarken çalıģma gerilimine tekabül eden akım Ģiddetidir. Nominal kaynak akımı : Kaynak makinesinin %60 yükleme süresinde kalacak Ģekilde çalıģması ile verilen akım Ģiddetine denir. Devrede kalma süresi : Kaynak makinesinin yük altında çalıģtığı süre makinenin toplam çalıģma süresine bölünürse çıkan değerin 100 ile çarpımı, yüzde devrede kalma süresini verir. 6-Elektrik ark kaynak makinelerinin sınıflandırılması : Elektrik ark kaynak makineleri hem doğru akım, hem de alternatif akım ile çalıģabilir, Buna göre; Doğru akım ile çalıģanlar Alternatif akım ile çalıģanlar : Kaynak jeneratörleri, kaynak redresörleri : Kaynak transformatörü DOĞRU AKIM KAYNAK MAKĠNELERİ 9





11 ALTERNATĠF AKIM KAYNAK MAKĠNELERĠ 7-Doğru akım ile alternatif akım kaynağının mukayesesi : A-Kaynak tekniği bakımından a- Arkın kararlılığı b- TutuĢma özelliği c- Arkın üflemesi d- Kutup durumu e- Erime gücü f- Kaynak dikiģinin kalitesi B-Elektronik bakımdan a- Güç faktörü (Cos b- Verim c- ġebekeye bağlanma C-Ekonomi bakımından a- Alım fiyatı b- Bakım masrafı c- Enerji masrafı d- Elektrot masrafı 8-Kaynak elektrotları : 8-1-Karbon elektrotlar El ile yapılan normal ark kaynağında yalnız arkı oluģturan elektrotlar karbon elektrotlardır. Bu elektrotlar genellikle dairesel kesitli olup, amorf, grafit ve elektro-grafit olmak üzere üç çeģittir. Karbon elektrotlar ya iģ parçası ile aralarında yada iki elektrot arasında arkı oluģturur ve ayrıca kaynak ağzını doldurmak için bir ilave metal kullanılır. Eğer ağızlar ince saçlarda olduğu gibi kıvrık bir Ģekilde hazırlanmıģ ise ayrıca bir kaynak teline ihtiyaç yoktur. 8-2-Çubuk elektrotlar Bu elektrotlar hem arkın oluģumunda hem de ilave metal olarak kullanılır. Kaynak yaparken erir ve kaynak ağzını doldurur. YumuĢak çeliklerin kaynağında kullanılan çubuk elektrotlar örtülü ve örtüsüz olmak üzere ikiye ayrılır. A-Örtüsüz elektrotlar Bu elektrotların dıģ yüzeyleri çıplaktır. Bunlar çekme yöntemi ile imal edilirler. Ġki ye ayrılır: 10

12 a-çıplak elektrotlar : Bu elektrotlarla kaynak yaparken dikiģi havanın oksijen ve azotun etkisinden korumak mümkün değildir. Azot kaynak dikiģinin mukavemeti ve sertliğini arttırmasına rağmen, sünekliğini düģürür. Oksijende dikiģin mekanik özelliklerini kötüleģtirir ve alaģım elemanlarının yanmasına sebep olur. Çıplak elektrotlarda kaynak iģlemi zor yapılır. Ġri damlalar halinde erir ve nüfuziyeti azdır. Yalnız doğru akımda elektrot (-) kutba bağlanarak kaynak yapılır. b-özlü elektrotlar : Bir nevi çıplak elektrottur. Elektrotun çekirdeğinde arkı stabilize eden bazı organik maddelerle doldurulmuģ bir öz vardır. Bundan dolayı bu tür elektrotlarla kaynak yapıldığı zaman havanın kaynak dikiģine tesiri çıplak elektroda nazaran daha azdır. Öz maddesinin yanmasıyla meydana gelen gaz atmosferi dikiģi kısmen örter. Kaynak hem doğru akımla (elektrot negatif kutba bağlanarak) hem de alternatif akımla yapılabilir. Ġri damlalar halinde erir ve orta derecede bir nüfuziyet sağlar. Kaynak iģlemi çıplak elektrotlara nispeten daha kolaydır. B-Örtülü elektrotlar Örtülü elektrotlarda çıplak telin üzerine presleme yolu ile bir örtü kaplanmıģtır. Faydaları; Arkın tutuģmasını ve oluģmasını kolaylaģtırır. Böylece kaynağın hem doğru hem de alternatif akımda yapılmasını sağlar. Eriyen metal damlalarının yüzey gerilimine tesir ederek gerek tavan gerekse dikine kaynaklarda çalıģmayı kolaylaģtırır. Bir koruyucu gaz ortamı meydana getirerek kaynak dikiģini havanın azotu ve oksijeninden korur. Böylece kaynak dikiģinin mekanik özellikleri yükselmiģ olur. Kaynağı bir cüruf tabakası ile örterek dikiģin yavaģ soğumasını sağlar. Erime hızını yükseltir. Örtülü elektrot çeģitleri a-rutil elektrotlar : Bu elektrotların örtüsünü titan dioksit (Rutil) oluģturur. Yani titan bakımından zengindir. Örtü kalınlığı arttıkça dikiģin mekanik özellikleri artar. Cüruf kaynağı müteakip kolayca kalkar. Hem doğru (elektrot (-) kutupta, hem de alternatif akımda kaynak yapılabilir. Her kaynak pozisyonu için uygulanabilir. Sıçrama kaybı azdır. b-asidik elektrotlar : Bu elektrotların örtüsünde demir oksit, manganez bulunur. Bu elektrotlar genelde kalın örtülüdür. Ġnce örtülü olanlarda metal geçiģi iri damlalar halindedir. Kaynağı müteakip katılaģan cürufa tersten bakıldığı zaman arı peteğini andıran bir görüntü vardır ve cüruf kolayca kalkar. Çabuk akan ve düz dikiģler veren elektrot tipidir. Yukardan aģağı doğru kaynak durumu hariç her pozisyon için kullanılabilir. Hem doğru, hem de alternatif akımda kaynak yapılabilir. Bu elektrotların aralık doldurma kabiliyeti olmadığı için ağızların birbirine iyice uyacak Ģekilde hazırlanması gerekir. c-oksidik elektrotlar : Örtülerinde demir oksit bulunur. Kalın örtülü olarak imal edilirler. Kaynak esnasında metalin geçiģi damladan ziyade bir duģ akıģı gibidir. Düz görünüģlü ince dikiģler verir. Kaynak esnasında kuvvetli bir karbon ve manganez yanması meydana gelir. Bunun için dikiģin içerdiği manganez miktarı azdır. Yalnızca düģük karbonlu çeliklerin (alaģımsız) kaynağında kullanılır ve yatay oluk pozisyonunda kaynak edilir. Aralık doldurma kabiliyeti az olduğundan, kaynak edilecek parçalar birbirine iyice uydurulması gerekir. Oksit karakterli elektrotlarla temin edilen dikiģlerin sıcakta çatlama eğilimi diğer elektrotlara nazaran daha fazladır. Bu elektrotlar ancak güzel ve düzgün görünüģlü dikiģler istenildiği zaman tavsiye edilir. Ġçbükey dikiģ formu verir. d-bazik elektrotlar : Örtülerinde kalsiyum ve diğer toprak alkali metallerin karbonatları ile birlikte bir miktarda kalsiyum florür bulunur. Genellikle kalın örtülü olarak imal edilirler. Kaynak sırasında metal orta irilikte damlalar halinde geçer. Cürufun kalkması diğerlerine nazaran daha güçtür. Bazik elektrotlar genellikle doğru akımda (+) kutba bağlanarak kaynak yapılır. Bazı tipleri alternatif akımda da kullanılabilir. Hemen hemen bütün kaynak pozisyonlarına uygun olup, gayet iyi bir aralık doldurma kabiliyeti vardır. Bu elektrotların mekanik özellikleri diğerlerine göre daha yüksektir ve 0 altında bile sünekliği gayet iyi dikiģler verir. 11

13 Kullanıldığı yerler: BileĢimi bilinmeyen karbonlu ve hafif alaģımlı çeliklerin her türlü kaynak birleģtirmesinde Yüksek karbonlu, fosforlu ve azotlu çeliklerin kaynağında Çatlama hassasiyeti bakımından kalın kesitlerin (50 mm den yukarı) güvenilir kaynak iģlerinde. Tamamen rijit konstrüksiyonların kaynağında Yüksek karbonlu çeliklerin düģük karbonlu çeliklere kaynağında 0 nin altında çalıģılması gereken kaynak iģlerinde Dinamik zorlamalara maruz kalan yerlerde Bazik elektrotlar kuru yerlerde muhafaza edilmelidir. Örtüsü rutubet alan elektrotları kullanmadan önce 250 C de en az yarım saat bekletilerek kurutulması gerekir. Aksi takdirde dikiģte gözenekler oluģur ve hidrojen gevrekleģmesi meydana gelir. e-selülozik elektrotlar : Örtüsünde yandığı zaman gaz haline geçen organik maddeler bulunur. Genelde kalın örtülü olarak imal edilirler. DikiĢin üzerinde oluģan cürufun miktarı azdır. Sıçrama kaybı yüksektir. Bu elektrotlar doğru akımda (+) kutba bağlanarak veya alternatif akımda kullanılır. Her pozisyon kaynak için uygundur. Aralık doldurma kabiliyeti iyidir. Kaynak formu dıģbükeydir. f-derin nüfuziyet elektrotları : Bu tip elektrotlara birer paso çekerek 2d + 2 mm (d : elektrot tel çapı) kalınlığındaki saçlara kaynak ağzı açmadan alın durumunda kaynak yapmak mümkündür. Her taraftan çekilen pasonun sacın yarı kalınlığını aģması gerekir. Mesela, 4 mm çapında bir elektrot ile 2x4 +2 = 10 mm kalınlığındaki iki sacı alın durumunda ağız açılmadan kaynak edilebilir. g-demir tozlu elektrotlar : Örtülerini demir tozu teģkil eder. Demir tozu kaynak sırasında erir ve dikiģe karıģır. Mekanik özellikler dikiģte artar. 9-Elektrot standartları : ISO standardına göre elektrotların gösterimi E 43 2 R Fe E : Elektrotun ekstrüzyon yolu ile imal edildiğini gösterir. 43 : Kaynak yeri çekme mukavemeti 430 N/mm2 (Tablo 3.1) 2 : Tek rakamlı bir sayı olup kaynak yerinin hem minimum uzama hem de minimum çentik darbe mukavemetini gösterir. (tablo) R : Örtünün karakterini gösterir. (tablo) 160 : Elektrotun randımanını gösterir. (tablo) 22 : Rakamların birincisi kaynak pozisyonunu, ikincisi de akım Ģekli kutup durumu ve makinenin boģta çalıģma gerilimini gösterir. (tablo) Fe : Elektrotun demir tozlu olduğunu ifade eder. ELEKTROTUN ĠġARETĠ ÇEKME MUKAVEMETĠ (N/mm²) E E E E E E E E E E E E Tablo 3.1 Kaynak yerinin çekme mukavemeti 12

14 ĠĢaretler Minimum % uzama (l0=5 d0 ) Minimum 28 Joule luk iģe tekabül eden çentik darbe deneyi sıcaklığı ( C) 0 Herhangi bir değer verilmemiģtir Tablo 3.2. Kaynak yerinin min. uzama miktarı ile çentik darbe mukavemeti ĠĢaret Karakteri A Asidik (demir oksitli) AR Asidik (rujtil) B Bazik C Selülozik O Oksit R Rutil (orta kalın örtülü) RR Rutil (kalın örtülü) S Diğer tipler Tablo 3.3. Örtüyü karakterize eden harfler ĠĢaret Kaynak pozisyonu 1 Bütün kaynak pozisyonları için Yukardan aģağıya dikey pozisyon hariç diğer 2 bütün pozisyonlar için 3 Yatay ve oluk pozisyonlar için 4 Oluk pozisyonunda iç köģe dikiģleri için Yukarıdan aģağıya dikey pozisyon hariç diğer 5 bütün pozisyonlar için Tablo 3.4. Kaynak pozisyonunu gösterir rakamlar ĠĢareti Doğru akımda Alternatif akımda boģta çalıģma gerilimi 0 (+) 14 volt 1 (+) veya (-) 50 volt 2 (+) 50 volt 3 (-) 50 volt 4 (+) veya (-) 70 volt 5 (+) 70 volt 6 (-) 70 volt 7 (+) veya (-) 90 volt 8 (+) 90 volt 9 (-) 90 volt Tablo 3.5. Akım Ģekli, kutup durumu ve kaynak makinesinin boģta çalıģma gerilimini gösteren rakamlar 13


15 10-Kaynak ağzının hazırlanması: El ile yapılan elektrik ark kaynağında kaynak ağzının hazırlanma tarzı Ģekil 3.2 de ve Ģekil 3.3 de verilmiģtir. ġekil 3.2.Normal elektrik ark kaynağında alın birleģtirmeleri 14


16 ġekil 3.3. Normal elektrik kaynağında köģe birleģtirmeleri 15


17 Kaynak yapılırken elektrota verilen hareketin Ģekli kaynak kalitesine tesir eden faktörlerden biridir. Bu bakımdan kaynak operatörü uygun hareketi vermek durumundadır. Bu hareketler aģağıdaki Ģekillerde gösterilmiģtir. BÖLÜM 4 KORUYUCU GAZ ALTINDA ARK KAYNAĞI (MIG-MAG-TIG) Temel prensip kaynak bölgesini koruyucu bir gaz atmosferi altında havanın zararlı tesirlerine karģı korumaktır. Kullanılan elektrot ve gazların cinslerine göre koruyucu gaz kaynak usullerini çeģitli sınıflara ayırmak mümkündür. A- Eriyen elektrotla yapılan koruyucu gaz kaynağı a- Çıplak elektrotla soy gaz atmosferinde yapılan kaynak (MIG) b- Karbondioksit atmosferinde eriyen metal elektrotla yapılan kaynak (MAG) B- Erimeyen elektrotla yapılan koruyucu gaz kaynağı a- Erimeyen iki elektrotla yapılan kaynak (Ark atom-atomik hidrojen) b- Erimeyen bir elektrotla yapılan kaynak (TIG) 16


18 1-TIG kaynağı TIG (Tungsten Inert Gas) usulünde kaynak arkı erimeyen bir tungsten elektrot ile iģ parçası arasında oluģmakta; ark, elektrot ve erimiģ banyo havanın tesirinden argon veya helyum atmosferi ile korunmaktadır. Bazı durumlarda ilave kaynak metali kullanılabilir. 1-1-Koruyucu Gazlar TIG kaynağında koruyucu gaz olarak önce Helyum kullanılmıģ, sonra yerini Argona bırakmıģtır. Bu her iki gaz da soy gazdır. Bu gazlar kimyasal olarak nötr bir karakter taģır ve diğer elemanlarla birleģemez. Her ikisi de renksiz ve kokusuz olup, yanmazlar. Helyum gazının sarfiyatı argona göre fazladır. Bunun da nedeni helyum gazının özgül ağırlığının (0,1784 kg/m3), argona göre ( 4,002 kg/m3) daha az olması nedeniyle uçucu olmasıdır. Bu sebeple Argon gazı daha fazla tercih sebebidir. Kalın kesitli parçaların ve ısı iletkenliği büyük malzemelerin kaynağında yüksek bir ark gerilimi ile gücüne ihtiyaç vardır. Bu gibi hallerde aynı akım Ģiddetinde daha yüksek ark gerilimi veren helyum gazının kullanılması arzu edilir. Hafif metal ve alaģımlarının kaynağında kullanılan argonun çok saf olması istenir. Mesela %99,99 gibi. Ġçerisinde bulunan gayet az miktardaki su buharı, oksijen ve azot kaynağın kalitesine tesir eder. Paslanmaz çelikler, bakır ve alaģımlarının kaynağında da en çok %0,1 oksijen ve %0,5 ile 1,5 azot bulunabilir. Oksijen ve azotu az olan Argon gayet temiz ve parlak bir kaynak dikiģi verir. ġayet azot ve oksijen miktarı sınırın üzerinde bulunursa kaynak bölgesi gri kahverengi veya mat bir durum alır. Argon gazı atm basınçla çelik tüplere doldurularak nakledilir. Argon kaynak basıncına basınç düģürücü manometreler ile düģürülür. Tablo 4.1 de gazların bazı özellikleri verilmiģtir. Özellikler CO 2 Azot (N 2 ) Oksijen (O 2 ) Argon (Ar) Atom ağırlığı - 14, ,39 Molekül ağırlığı 44,00 28, ,39 Havadaki oranı (%) - 78,03 20,99 0,94 Özgül ağırlığı (0 o C de 760 mm-hg (1atm) basınçta) 1,98 1,251 1,429 1,781 Kritik ayrıģma sıcaklığı (760 mm-hg (1atm) basınçta) ,8 o C -183 o C -185,7 o C Kritik sıcaklık 31,0-147,1-118,8-122,4 Kritik basınç (atm) 75,3 33,5 49,7 48,0 Tablo 4.1. CO2, Argon, Azot ve Oksijenin özellikleri 17
, argona göre ( 4,002 kg/m3) daha az olması nedeniyle uçucu olmasıdır.")

19 1-2-Elektrotlar TIG kaynağında kullanılan elektrotlar ya saf tungsten yada toryum veya zirkonyumla alaģımlandırılmıģ elektrotlardır. Tungsten elektrotlar, toz halindeki tungstenin sinterlenmesi ile elde edilirler.toryum ile alaģımlandırılmıģ elektrotlar ise sinterleme iģlemi esnasında %1 ile 2 kadar toryum oksit verilir ve böylece bütün kesitte muntazam bir Ģekilde yayılır. AlaĢımlandırılan tungsten elektrotlar aģağıdaki üstünlükleri sağlar. Ġyi bir elektron emisyonu sağlar. AlaĢımsız elektrotlara nazaran alaģımlı elektrotları %25 daha yüksek bir akım Ģiddeti ile yüklemek mümkündür. AlaĢımlı elektrotların ömürleri daha uzun ve sarfiyatları da alaģımsız elektrotlara nazaran %50 daha azdır. Elektrotun tesadüfen kaynak yeri ile temas etmesi halinde, kaynak banyosunda husule geçen sıçrama ve buharlaģma saf elektrota göre daha azdır. Tungsten elektrotların uçlarının formları; Ucu yarım yuvarlak ĢekillendirilmiĢ bir silindirik elektrotla yapılan kaynakta geniģ fakat derinliği az bir nüfuziyet elde edilir. Diğer taraftan ucu konik olan bir elektrotta aynı akım Ģiddetinde yapılan kaynakta ise dar ve derinliği fazla bir nüfuziyet meydana gelir. 1-3-TIG Kaynak torçları Bir TIG kaynağı torcunun çekirdek kısmını, elektrotu tespit eden bir elektrot tutucusu teģkil eder. Elektrot tutucusu genel olarak kenarlarında boylamasına yarıklar bulunan ve konik bir kısmı içeren bir kovandan ibarettir. Elektrotu tutan kovan bir mahfaza içerisine oturmuģ olup, bunun alt ucunda da bir gaz memesi bulunur. 18


 kutba bağlı Doğru akım elektrot (+) kutba bağlı Mg 1,5 mm ye kadar Mg 1,5-5 mm 1 Te Te")
20 1-4-Akım Kaynağı Genel olarak TIG kaynağında hem doğru hem de alternatif akım kullanılır. Fakat pratikte her iki akım cinsi ile yapılan kaynak farklı neticeler verir. Genelde malzemeler doğru akım ile kaynak edilirken, alüminyum ve magnezyum alaģımlarında alternatif akım kullanılması gerekir. AĢağıdaki tablo 4.2 de kaynak edilecek malzemeye bağlı olarak akım Ģeklinin seçimi verilmiģtir. Malzeme Yüksek frekans veya impuls jeneratörü ile stabilize edilmiģ alternatif akım 2 19 Doğru akım elektrot (-) kutba bağlı Doğru akım elektrot (+) kutba bağlı Mg 1,5 mm ye kadar Mg 1,5-5 mm 1 Te Te 1 2 Mg 5 mm den kalın 1 Te Te Mg dökümü 1 Te Al 1 Te Te Al dökümü 1 Te Te Paslanmaz çelik 0,8 mm e kadar 0,8 mm den kalın 1 (2) Te (2) Te 1 (1) Te Pirinç 1 (2) 1 (1) Si bronzu Al bronzu 1 (2) 1 1 (1) 2 Te Te GümüĢ 2 1 (1) Te Hastelloy 2 1 Te Galvanize sac 1 2 (1) Te Doldurma kaynağı 2 1 Te Dökme demir 2 1 Te YumuĢak çelik 0,8 mm e kadar 0,8 mm den kalın Yüksek karbonlu çelik 0,8 mm e kadar 0,8 mm den kalın 2 (1) Te (2) 2 (1) Te (2) 1 (1) 1 (1) Te Te Bakır (dezokside edilmiģ) Te (Te) 1 (1) Te 1 Tavsiye edilir 2 Kullanılması uygun Te Tavsiye edilmez (*) Argon ark nokta kaynağı içindir Tablo 4.2. Malzemeye bağlı olarak akım Ģekli ve kutup durumu Doğru akımda elektrot negatif (-) kutba bağlanarak yapılan kaynakta, direkt bir kutuplama söz konusudur. 1 (1) 1 (1) Te Te
 kutba bağlı Doğru akım elektrot (+) kutba bağlı Mg 1,5 mm ye kadar Mg 1,5-5 mm 1 Te Te")



21 Elektronların ihraç edildiği katodik leke, elektrotun ucunda bulunur ve pozitif (+) kutbun bağlandığı parçaya yapılan elektron bombardımanı ile derin bir nüfuziyet sağlanır. Fakat arkın erimiģ banyoda elektriksel bir temizleme tesiri yoktur. Yüzeyde oluģan doğal oksit tabakası nedeni ile hafif metallerin kaynağı için böyle bir kutuplama uygun değildir. Buna rağmen bakır ve paslanmaz çelik gibi malzemelerin kaynağı için elveriģlidir. Elektrot pozitif (+) kutba bağladığı zaman ters kutuplama söz konusudur. Bu durumda ark erimiģ banyoda büyük bir elektriksel temizleme kabiliyetine sahiptir ve oluģan katodik leke oksit tabakasını parçalar. Elektrot aģırı ısınır. Böyle bir kutuplama hafif metallerde ince saçların kaynağı için uygundur. 1-5-Kaynak Tekniği Yüksek kaliteli birleģtirmelerin elde edilmesinde; kaynak ağızlarının ve ilave metalin yani kaynak tellerinin iyi bir Ģekilde temizlenmesi gerekir. Mevcut kir ve pislikler bir tel fırça ile veya benzeri bir vasıta ile temizlenmelidir. Kaynak iģlemi kaide olarak sağdan sola doğru yapılır. Torcun parçaya takriben 75 lik bir açı ile tutulması gerekir. Normal Ģartlarda sola doğru kaynak edilir. Sağa kaynak ta nüfuziyet iyi değildir. Tavlı haldeki elektrotun erimiģ durumdaki metal veya kaynak teline temas etmesi önlenmelidir. Mesela alüminyum ve alaģımlarının kaynağında elektrotun teması sonunda tungsten alüminyum ile alaģımlaģarak temiz olmayan bir kaynak dikiģi meydana getirir. Genel olarak TIG kaynağı ile yapılan kaynak birleģtirmelerin büyük bir kısmını alın bağlantıları teģkil eder. Saçların birleģtirmesinde, kutu imalinde, metal depoların yapında, silindirik cebri boruların yapında ince saç malzeme kullanıldığı için alın birleģtirme Ģeklinde konstrüksiyon yapılır. 2-MIG kaynağı MIG (metal inert gas) kaynağı da genel olarak argon atmosferi altında yapılır. 2-1-Koruyucu gazlar Soy koruyucu gaz altında yapılan MIG kaynaklarında Helyum, argon veya ikisinin karıģımı kullanılır. Alüminyum ve alaģımları için genel olarak yüksek saflık derecesinde (% 99,99) ekstra saf argon kullanılır. Argona hidrojen karbondioksit azot ve oksijen gibi gazların ilavesi hafif metallerin kaynağında dikiģin bozulmasına sebep olur. Çeliğin MIG kaynağında argon gazına oksijen ve karbondioksit karıģtırılmaktadır. Böylece kolay eriyen küçük miktardaki oksitlerin teģekkülünü hızlandırarak, eriyen elektrot telinden düģen damlaların yüzey gerilimi zayıflamakta ve ince taneli bir metal geçiģi sağlanmaktadır. 2-2-Akım Ģekli ve akım kaynağı MIG kaynağında doğru akım kullanılır ve genellikle elektrot pozitif (+) kutba bağlanır. Ark kararlı bir Ģekilde yanarak derin nüfuziyet sağlar. Hafif metallerin kaynağında parçanın yüzeyinde oluģan oksit tabakasının parçalanması ancak elektrotun pozitif (+) kutba bağlanması ile mümkündür. Elektrotun doğru akımda negatif (-) kutba bağlanması ile oksidin parçalanma tesiri ortadan kalktığı gibi arkın kararlılığı ve diğer yandan nüfuziyet de azalır. 20


 bu halde daha çok kısmen mekanize edilmiģ MIG usulünün bütün pozisyonlara uygulama tarzı hatıra")

22 MIG usulü el kaynağında ark boyu daima değiģtiğinden ark gerilimi de değiģir. Gerekli akım Ģiddeti elektrotun ilerleme hız ile ayarlanır. Bunun içinde kaynağa baģlamadan önce gerekli ayarlar istenen kaynak gerilimi ve tel hızı ayarlanarak kaynak akımı zorunlu olarak hemen tespit edilmiģ olur. 2-3-ÇalıĢma tekniği Prensip olarak bilinen dikiģ Ģekilleri MIG usulü ile de yapılabilir. Yatay pozisyonda hem el hem de otomatik olarak kaynak edilebilir. Kaynak dikiģinin yüksekliği, geniģliği ve nüfuziyeti, aynı torç tutuluģunda kaynak gerilimi, kaynak akım Ģiddetini ve kaynak hızını değiģtirerek ayarlanabilir. Akım Ģiddeti yükseldikçe nüfuziyet artar, buna mukabil dikiģ geniģliği ve yüksekliği azalır. Kaynak geriliminin ve hızının yükselmesi de dikiģin geniģliğine ters yönde etki eder. Kaynak torcu, kaynak yönüne ters istikamette en fazla 30 C lik bir eğimle tutularak yapılırsa (Ģekil ) bu halde daha çok kısmen mekanize edilmiģ MIG usulünün bütün pozisyonlara uygulama tarzı hatıra gelir. Böylece kaynak operatörü kaynak banyosuna ve elektrotun erime iģlemine kolayca bakabilir. Eğer bu meyil (açı) fazlalaģırsa nüfuziyet azalır ve dikiģi de incelir. Bu takdirde de kaynak hızının yükseltilmesi gerekir. Aksi halde kaynak banyosunun önünde bir yığılma olur ve aynı zamanda kaynak dikiģinde kalıntı ve gözenek meydana gelir. Ayrıca bu eğimin artması koruyucu gaz akımına da tesir ettiğinden gazın koruma kabiliyeti de azalır. Böyle bir çalıģma tarzı özellikle ince saçların ve kök pasolarının kaynak edilmesinde kullanılır. Eğer derin bir nüfuziyet ve kalın bir kaynak pasosunun sağlanması isteniyorsa bu takdirde torca kaynak yönüne doğru en fazla 30 C lik bir eğim verilir. Böyle bir çalıģmanın uygulanacağı en faz durum oluk pozisyonunda ki tam mekanize edilmiģ MIG usulü kaynaklardır. 21

23 3-MAG Kaynağı KAYNAK TEKNOLOJİSİ Koruyucu gaz olarak CO2 (karbondioksit) kullanıldığı zaman MAG (metal active gas) kaynağı adını alır. MIG ten tek farkı koruyucu gazdır. Diğer makine donanımı aynıdır. Alüminyum, magnezyum ve alaģımları gibi kolay oksitleģen malzemelerin kaynağında karbondioksitin koruyucu gaz olarak kullanılması mümkün değildir. Günümüzde MAG kaynağı özellikle çeliğin kaynağında büyük bir üstünlük sağladığından geniģ çapta kullanılmaktadır Karbondioksit Karbondioksit (CO2) renksiz kokusuz ve özgül ağırlığı 1,997 kg/m3 olan bir gazdır. Havadan daha ağırdır. Basınçlı tüplerde kullanılırlar. Karbondioksit tüpleri 15 de ve takriben 65 atmosferde doldurulurlar. Kullanım esnasında sıvı haldeki karbondioksit gaz haline geçer. Karbondioksitin saf ve kuru olması önemlidir. Karbondioksitte bulunan rutubet bağlantıya gevreklik verir ve kaynak yerinde balık gözlerinin oluģmasına neden olur. Diğer yandan karbondioksitin bileģiminde bulunan oksijen ve azotun düģük olması istenir, aksi halde dikiģin mekanik özelliklerini fenalaģtırır. Argon ve karbondioksit gazı için aynı ölçü aleti kullanılır. Yalnız karbondioksit, argon ve helyumdan daha yoğun olduğu için ölçü aletlerinin karbondioksit için yeniden ayarlanması gerekir. 3-2-Kaynak telleri ve kaynak dikiģinin özellikleri MAG kaynağında, MIG kaynağında kullanılan teller kullanılmaz. Karbondioksit atmosferi altında meydana gelen yanma dolayısı ile bu kaybı telafi etmek için MAG usulünde özel kaynak telleri kullanmak gerekir. Karbondioksit oksitleyici bir gaz olduğu için alaģım elemanlarının yanması ile erimiģ banyonun üzerinde hafif bir cüruf toplanması meydana gelir. Bu cüruf kaynağı müteakip kolayca kalkar. MAG kaynağındaki kullanılan telleri aģağıdaki gibi sıralamak mümkündür: a- AlaĢımsız çelik teller: Bunların yalnız manganez ve silisyum miktarı biraz fazladır. b- AlaĢımlı teller: Bunlar özel iģlerde kullanılırlar. Zirkonyum ve titanyum gibi dezoksidan maddeleri ile alaģımlandırılmıģ tellerdir. c- Kenetli teller: Bu teller ince bantların aralarında bir dekapanla birlikte sarılması ile elde edilir. Sonra bunlar normal tel çapında çekilir. d- Toz ilaveli çelik teller: Ark oluģmadan kısa bir süre önce, toz halindeki dekapan manyetik olarak çelik tele yapıģır ve daha sonra teģekkül eden arka geçer. 22
24 3-3-Kaynak tekniği KAYNAK TEKNOLOJİSİ MAG kaynağı daha öncede belirtildiği üzere MIG kaynağında ki donanımın aynısıdır. MAG kaynağında akım Ģekli olarak doğru akım söz konusudur. Erime gücü akım Ģiddetinin bir fonksiyonudur. Aynı akım Ģiddetinde ve 1,6 mm lik tel üzerinde MIG usulü ile mukayese edildiği zaman, MAG kaynağının argon gazına (MIG) nazaran daha yüksek bir erime gücüne sahip olduğu görülür. MAG kaynağı usulünde çalıģırken MIG kaynağına nazaran ark daha kısa tutulur. Kaynak teli ile parça arasındaki mesafe takribi 1-2 mm dir. Kaynak torcu mümkün mertebe parçaya dik Ģekilde tutulur. Ark boyu büyürse, kaynak dikiģinin içerisinde gaz kabarcıkları kalır, gözenekli bir dikiģ elde edilir. MAG kaynağında da bütün pozisyonlar uygulanabilir. MAG kaynağındaki damlalar MIG kaynağına nazaran daha büyüktür ve sıçrama kaybı da daha fazladır. 3-4-Çeliğin kaynağında MAG kaynağının MIG usulüne üstünlükleri Karbondioksit, argon gazına nazaran daha ucuz olduğundan gaz masrafı azdır. Aynı hacimli tüplerde argon gazına nispeten daha fazla karbondioksit konabilir.(sıvı halde nakil olabilir) MAG kaynağındaki nüfuziyet MIG e göre daha fazladır. Kaynak hızı MAG da daha fazladır. MAG kaynağındaki UV ıģınlar MIG e göre daha zayıftır. 3-5-Kısa ark boyu ile MAG kaynağı Kısa ark boyu ile MAG kaynağında ark boyu daha kısadır ve ince çaplı tel kullanılır. Bunun neticesinde de telden eriyerek esas metale geçen damlalar daha iri olmakta ve böylece esas metale verilen ısı miktarı da azaldığından özellikle ince saçların kaynağında büyük üstünlük sağlar. Normal MIG kaynağında damla geçiģi bir suyun duģtan akıģı gibi duģ Ģeklindedir. Diğer bir deyimle damlalar çok ince taneli olup akımın geçtiği telin ucundan doğru (çizgisel) Ģeklinde kaynak yapılan parçaya geçer. Eğer akım Ģiddeti de artarsa geçen damla sayısı da artar ve damla büyüklüğü de değiģir. Bu durumda damlaların takip ettiği yol tam çizgisel değildir ve fırlayarak gideceği yere çarpar. Kısa ark boyu ile yapılan kaynakta elektrotun ucunda oluģan damla yandan düģer ve parçaya geçmek üzere yolunu arar. Bu; kısa ark boyu ile kaynak yapmanın tipik bir özelliğidir. Bu usul; genellikle ark boyunun kısalığı, metal geçiģinin iri taneli oluģu, kaynak telinin inceliği (0,6-0,8-1,0-1,2), ark geriliminin ve akım Ģiddetinin düģüklüğü ile normal MIG ve MAG kaynağından ayrılır. 23
25 24 KAYNAK TEKNOLOJİSİ
26 25 KAYNAK TEKNOLOJİSİ
 aldığı elektriğin gerilimini düģürür. Buna karģılık akım Ģiddetini artırır. Yani voltajı düģürerek amperi yükseltir.")
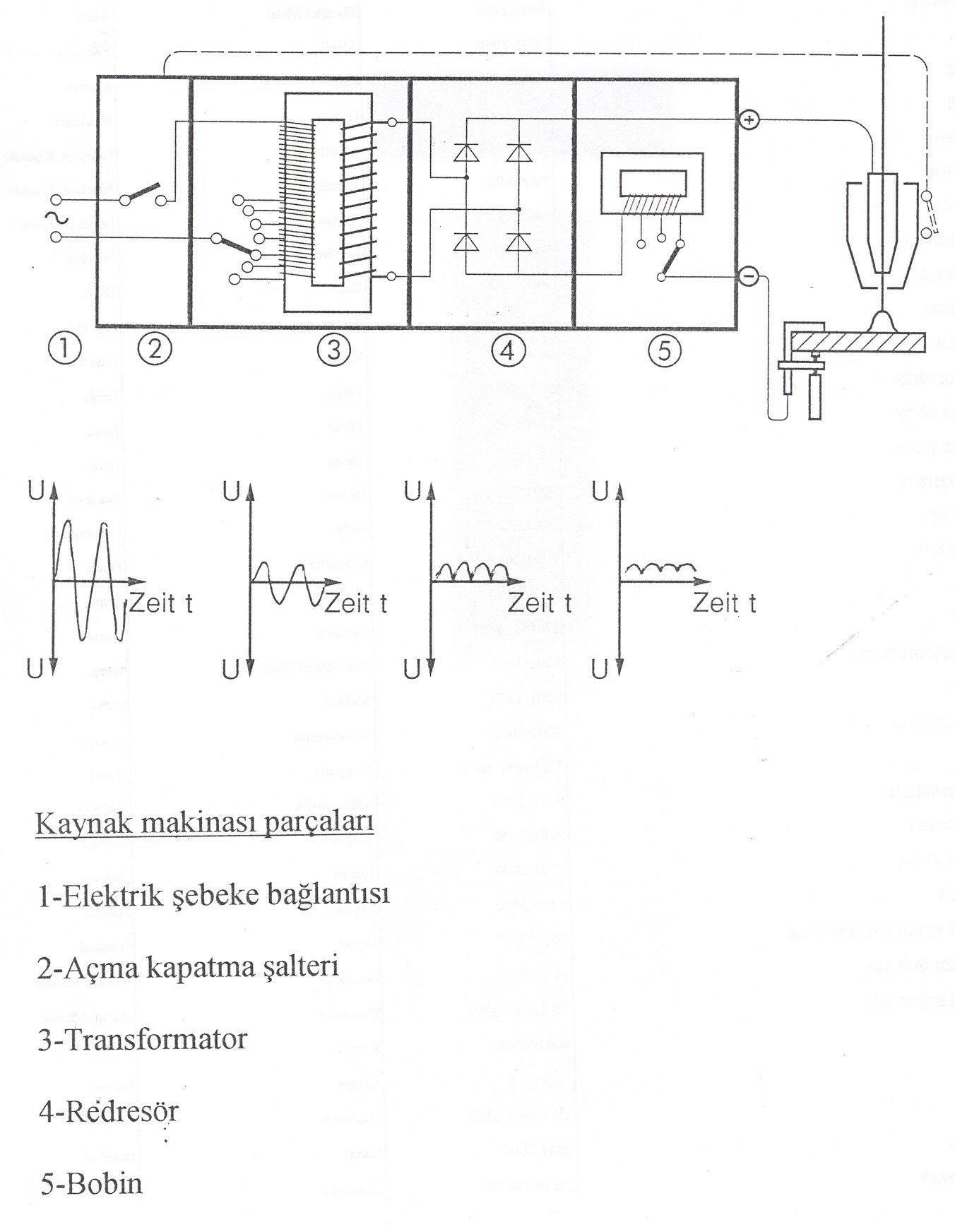
27 Gazaltı kaynak makineleri Ģehir Ģebekesinden aldığı elektrik akımını kaynak akımına dönüģtürür. Bu iģlem aģağıdaki parçalar vasıtası ile olur. 1-TRANSFORMATÖR: Üzerindeki sargılar sayesinde Ģebekeden (prizden) aldığı elektriğin gerilimini düģürür. Buna karģılık akım Ģiddetini artırır. Yani voltajı düģürerek amperi yükseltir. 2-REDRESÖR : Makinedeki alternatif akımı doğru akıma dönüģtürür. 3-BOBĠN: Doğru akımın kaynak makinesinden daha düzgün çıkmasını sağlayarak gerektiğinde kaynağın sıçrantısız olmasını temin eder. Gazaltı kaynak makineleri her zaman doğru akımla çalıģır. Kaynak torcu (+) kutuba ve aksam ( ) kutuba takılır. 4-2-Tel sürme tertibatı Tel sürme tertibatında alt ve üst makaralar mevcuttur. Alt makaralar direkt olarak motordan hareket alarak teli ileri doğru iter. Üst makaraların görevi ise baskı oluģturarak telin hortum paketine doğru ilerlemesin sağlamaktır. Baskı makaralarını çok iyi ayarlayarak tele uyguladığı kuvveti istenilen seviyede tutmak gerekir. Eğer baskı makarası gevģek ayarlanırsa teli ileri doğru süremez, çok sıkı ayarlanırsa bu seferde tel sıkıģarak ezilir. Tel sürme makaraları; -Çelik tel elektrotlar için V Ģeklinde makara -Alüminyum için yuvarlak oluklu makara Ģeklinde tasarlanmıģtır. NOT : Tel sürme makaraları tel elektrotun çapına göre seçilmelidir. Aksi takdirde tel hareketinde arızalar ortaya çıkar. 4-3-Koruyucu gaz ayarı Koruyucu gaz ayarı Ģu Ģekilde yapılmalıdır. Tel çapı x 10 = l/dk Örneğin tel çapı 1 mm ise gaz akıģ debisi 10 l/dk olmalıdır. KöĢe kaynaklarında bu değer biraz düģük ayarlanır. 26

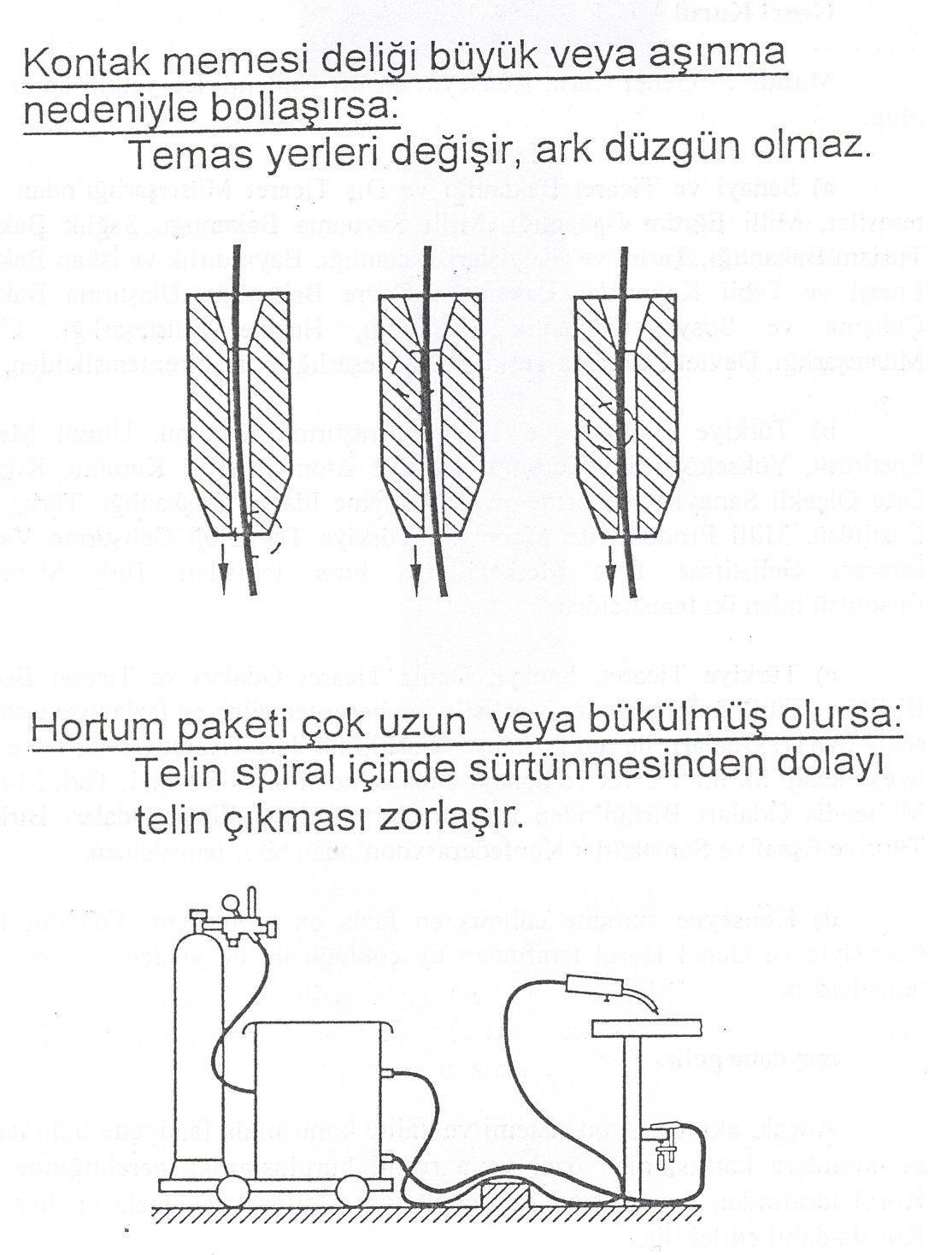
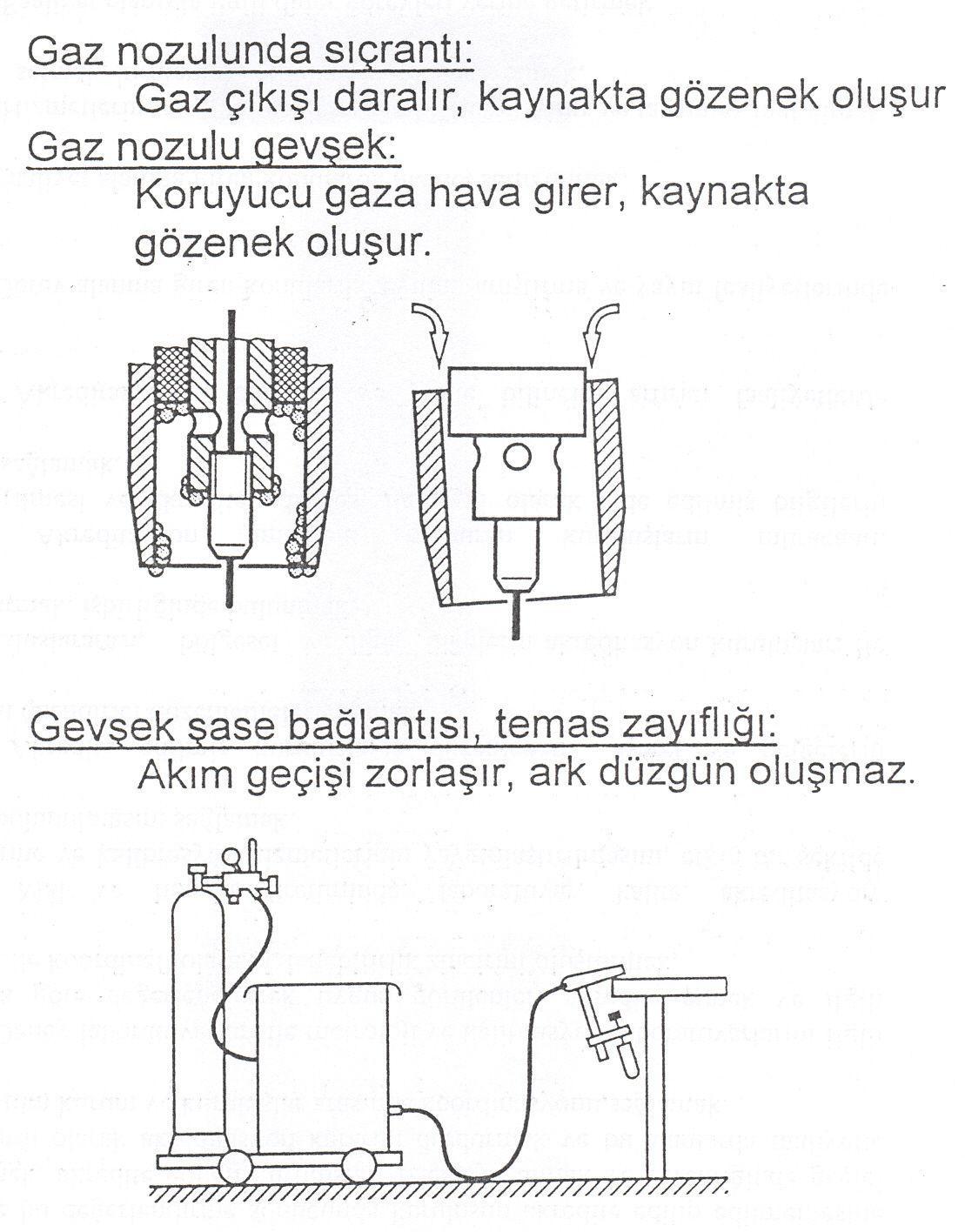
28 4-4-Kaynak torcunun kullanımı ve bakımı -Akım kontak memesi tel elektrodun çapı ile aynı olmalıdır. -Kontak memesi çok iyi sabitlenmelidir. -AĢınan memeler değiģtirilmelidir. -Gaz nozulu ve kontak memesi tutucusu düzenli olarak kaynak sıçrantılarından temizlenmelidir. -Gaz nozulu ve kontak memesi tutucusu belirli aralıklarla spreylenmelidir. 4-5-Hortum paketinin kullanımı ve bakımı -Kaynak makinesine bağlantı yeri sıkı bağlanmalıdır. -Tel spirali tel çapına uygun olmalıdır. -Tel spirali zaman zaman hava ile temizlenerek içerisinde tel artıkları kalması engellenmelidir. -Alüminyum kaynağında plastik spiral kullanılmalıdır. -Hortum paketi bükülmemelidir. -Mümkün olduğu kadar kısa hortum paketi kullanılmalıdır. 4-6-Torcun yapısı 27

29 4-7-Masif dolu teller Hava soğutmalı torçlar 200 amper akım Ģiddetine kadar kullanılırlar. Daha büyük amperlerde ise su soğutmalı torçlar kullanılmalıdır. 4-8-Tel elektrotlar Tele elektrot kaynak akımını arka dönüģtürür ve eriyerek kaynak banyosunun bir kısmını oluģturur. Kaynak metali ana malzeme ile aynı özellikleri oluģtursun diye tel elektrotların içine alaģım elementleri katılır. Tel elektrotların dıģı iki sebepten dolayı bakır kaplanır. -Telin paslanmasını önlemek için -Elektrik akımını tele daha kolay iletmek için Gazaltı kaynaklarında kullanılan teller alman normlarına göre SG2 tellerdir. Bu teller hem karıģım gazda hem de CO2 gazında kullanılabilir.sg3 telleri ise sadece %100 CO2 gazında kullanılır. Sanayide en çok kullanılan masif tellerden baģka ayrıca özlü teller mevcuttur. Özlü tellerin bazılarıyla koruyucu gaz olmadan bile kaynak yapılabilir. 4-9-Malzemeler ve koruyucu gazlar; Alüminyum & Bakır Paslanmaz çelik AlaĢımsız ve düģük alaģımlı Çelik %100 Argon %97 Argon + %3 CO2 %97 Argon + %3 O2 %82 Argon + %18 CO2 %87 Argon +%10 CO2 + %3 O2 %100 CO2 28
30 29 KAYNAK TEKNOLOJİSİ
31 30 KAYNAK TEKNOLOJİSİ
32 31 KAYNAK TEKNOLOJİSİ
33 32 KAYNAK TEKNOLOJİSİ
34 33 KAYNAK TEKNOLOJİSİ
35 34 KAYNAK TEKNOLOJİSİ
36 35 KAYNAK TEKNOLOJİSİ

37 DOĞRU YANLIŞ Kaynak Geçiş Yerleri 36

38 Kaynak Sırası 37

39 DOĞRU YANLIŞ 38

40 YANLIŞ DOĞRU 39

41 Önce alın kaynakları, sonra boyuna ve takviyeler kaynatılır. Kaynaktan sonra Isı ile doğrultma işlemi U- profilin uygun şekilde desteklenmesi 40

42 Kaynak yerleri çok yakın Kaynak çok kalın YANLIŞ Z- ölçüsü ince sacın Kalınlığını aşmamalıdır. DOĞRU 41
43 42 KAYNAK TEKNOLOJİSİ
44 43 KAYNAK TEKNOLOJİSİ

45 YANLIŞ DOĞRU 44

46 YANLIŞ DOĞRU 45

47 YANLIŞ DOĞRU 46

48 YANLIŞ DOĞRU 47

49 YANLIŞ DOĞRU 48


50 ÖZEN MAKİNA SANAYİ ve TİC. A.Ş. ÖZEN MACHINERY TRADE & CO. Büsan Özel Organize Sanayi 2. Sokak No : 46 Konya / TÜRKĠYE Tel : Fax : info@ozenmakina.com.tr 49
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak
 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak") KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak dikiģi çekilirken üfleç için ön görülen açı aģağıdakilerden
KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak dikiģi çekilirken üfleç için ön görülen açı aģağıdakilerden
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
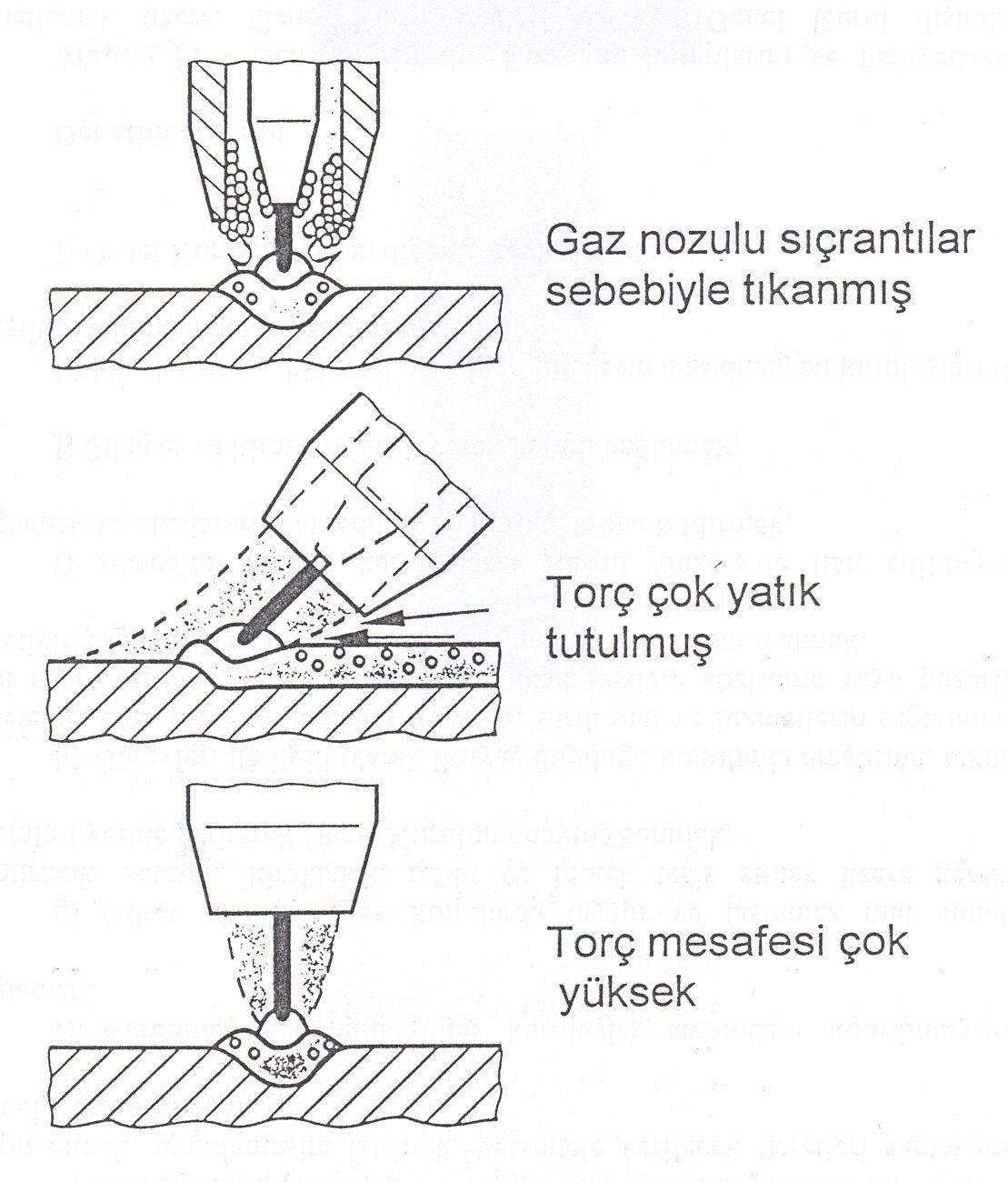
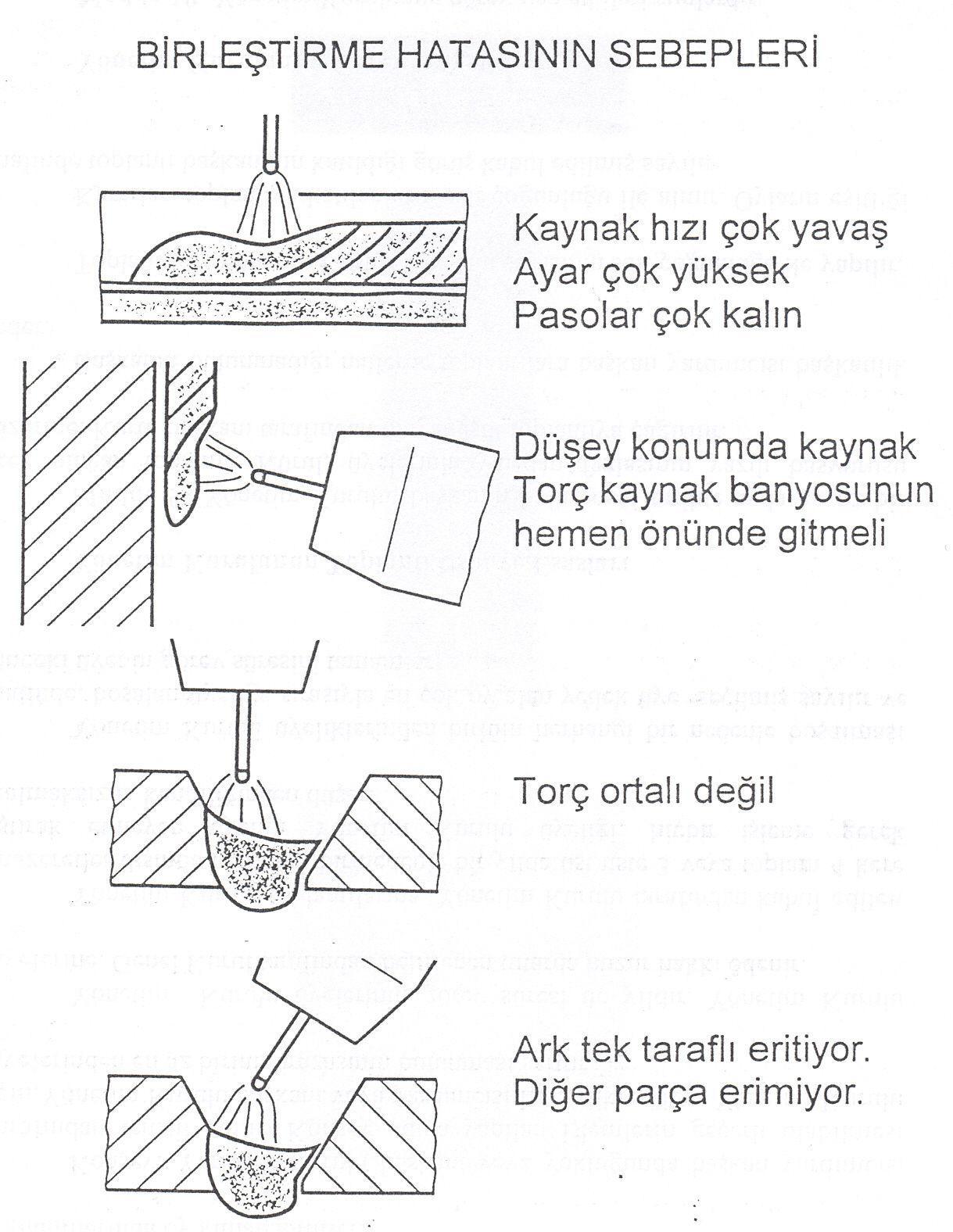
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
 ELEKTRİK AKIMI
ELEKTRİK AKIMI T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ TOZALTI KAYNAĞI 521MMI240 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ TOZALTI KAYNAĞI 521MMI240 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
VE UYGULAMALARI ELEKTRİK ARK KAYNAK YÖNTEMİ PROF. DR. HÜSEYİN UZUN KAYNAK TEKNİKLERİ KAYNAK
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
"ÖRNEKTİR" 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma
 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
200 Amper Kaynak Pensesi
 KP 00 00 Amper Hafif tip hizmet pensesidir. Isı deformasyonundan korunmuş, izole edilmiş ve kuvvetlendirilmiş yay. 3 Endüstriyel tüm alanlarda sürekli elektrot kaynağına elverişli malzeme 4 Tam izole 5,5
KP 00 00 Amper Hafif tip hizmet pensesidir. Isı deformasyonundan korunmuş, izole edilmiş ve kuvvetlendirilmiş yay. 3 Endüstriyel tüm alanlarda sürekli elektrot kaynağına elverişli malzeme 4 Tam izole 5,5
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Kaynak Makinaları. Ayarlanabilen süresi ile Spot arc (Punta kaynağı) imkanı sunar.
 imkanı sunar.") Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
Temel Kavramlar. Elektrik Nedir? Elektrik nedir? Elektrikler geldi, gitti, çarpıldım derken neyi kastederiz?
 Temel Kavramlar Elektrik Nedir? Elektrik nedir? Elektrikler geldi, gitti, çarpıldım derken neyi kastederiz? 1 Elektriksel Yük Elektrik yükü bu dış yörüngede dolanan elektron sayısının çekirdekteki proton
Temel Kavramlar Elektrik Nedir? Elektrik nedir? Elektrikler geldi, gitti, çarpıldım derken neyi kastederiz? 1 Elektriksel Yük Elektrik yükü bu dış yörüngede dolanan elektron sayısının çekirdekteki proton
Buna göre, bir devrede yük akışı olabilmesi için, üreteç ve pil gibi aygıtlara ihtiyaç vardır.
 ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda potansiyelleri eşit oluncaya kadar birinden diğerine elektrik yükü akışı olur. Potansiyeller eşitlendiğinde yani
ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda potansiyelleri eşit oluncaya kadar birinden diğerine elektrik yükü akışı olur. Potansiyeller eşitlendiğinde yani
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Buna göre, bir devrede yük akışı olabilmesi için, üreteç ve pil gibi aygıtlara ihtiyaç vardır.
 ELEKTRİK AKIMI ve LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda potansiyelleri eşit oluncaya kadar birinden diğerine elektrik yükü akışı olur. Potansiyeller
ELEKTRİK AKIMI ve LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda potansiyelleri eşit oluncaya kadar birinden diğerine elektrik yükü akışı olur. Potansiyeller
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
ARK KAYNAĞINDA AKIM TÜRÜ VE KUTUP FARKLILIĞININ KAYNAK DĠKĠġ GEOMETRĠSĠNE ETKĠSĠ. Ali KARAGÖZ YÜKSEK LĠSANS TEZĠ METAL EĞĠTĠMĠ
 iv ARK KAYNAĞINDA AKIM TÜRÜ VE KUTUP FARKLILIĞININ KAYNAK DĠKĠġ GEOMETRĠSĠNE ETKĠSĠ Ali KARAGÖZ YÜKSEK LĠSANS TEZĠ METAL EĞĠTĠMĠ GAZĠ ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ MAYIS 2010 ANKARA v Ali KARAGÖZ
iv ARK KAYNAĞINDA AKIM TÜRÜ VE KUTUP FARKLILIĞININ KAYNAK DĠKĠġ GEOMETRĠSĠNE ETKĠSĠ Ali KARAGÖZ YÜKSEK LĠSANS TEZĠ METAL EĞĠTĠMĠ GAZĠ ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ MAYIS 2010 ANKARA v Ali KARAGÖZ
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
T.C MĠLLĠ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MIG KAYNAĞI 521MMI243
 T.C MĠLLĠ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MIG KAYNAĞI 521MMI243 Ankara,2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C MĠLLĠ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MIG KAYNAĞI 521MMI243 Ankara,2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
İletken, Yalıtkan ve Yarı İletken
 Diyot, transistör, tümleşik (entegre) devreler ve isimlerini buraya sığdıramadağımız daha birçok elektronik elemanlar, yarı iletken malzemelerden yapılmışlardır. Bu kısımdaki en önemli konulardan biri,
Diyot, transistör, tümleşik (entegre) devreler ve isimlerini buraya sığdıramadağımız daha birçok elektronik elemanlar, yarı iletken malzemelerden yapılmışlardır. Bu kısımdaki en önemli konulardan biri,
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
KAYNAK METALURJİSİ. Prof.Dr. Hüseyin ÇİMENOĞLU. İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü
 KAYNAK METALURJİSİ Prof.Dr. Hüseyin ÇİMENOĞLU İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü BÖLÜM 3 KAYNAK TEKNOLOJİSİ KAYNAK Malzemenin sınırlandırılmış bölgesini ısı veya basınç altında, yada her ikisini
KAYNAK METALURJİSİ Prof.Dr. Hüseyin ÇİMENOĞLU İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü BÖLÜM 3 KAYNAK TEKNOLOJİSİ KAYNAK Malzemenin sınırlandırılmış bölgesini ısı veya basınç altında, yada her ikisini
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
DOĞRU KAYNAK TORCU SEÇİMİ
 DOĞRU KAYNAK TORCU SEÇİMİ Tasarım ve kabiliyetleri ile birlikte hava ve su soğutmalı torçlar arasındaki farklılıklar Kaynak torcu seçiminiz ne ölçüde fark yaratır? Gazaltı kaynağı (MIG/MAG) yapıyorsanız,
DOĞRU KAYNAK TORCU SEÇİMİ Tasarım ve kabiliyetleri ile birlikte hava ve su soğutmalı torçlar arasındaki farklılıklar Kaynak torcu seçiminiz ne ölçüde fark yaratır? Gazaltı kaynağı (MIG/MAG) yapıyorsanız,
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MĠG MAG ĠLE YATAYDA KÜT EK KAYNAĞI 521MMI197
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MĠG MAG ĠLE YATAYDA KÜT EK KAYNAĞI 521MMI197 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MĠG MAG ĠLE YATAYDA KÜT EK KAYNAĞI 521MMI197 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KAYNAK ve KESME MAKiNELERi
 KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Tarih 16.07.2010 ĠġYERĠ AMĠRĠ Konunun adı MÜHÜR-ĠMZA
 KAYNAK Kaynak genellikle metal olan iki malzemenin sıcaklık, basınç ve metalürjik koģulların uygun bir bileģimi sayesinde sökülemeyen Ģekilde birleģtirilmesidir. En genel anlamda eritme ve katı hal kaynağı
KAYNAK Kaynak genellikle metal olan iki malzemenin sıcaklık, basınç ve metalürjik koģulların uygun bir bileģimi sayesinde sökülemeyen Ģekilde birleģtirilmesidir. En genel anlamda eritme ve katı hal kaynağı
SD 3400 Kapasitans Seviye Duyargası. Montaj ve Kullanım Kitapçığı
 SD 3400 Kapasitans Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 3400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Montaj...
SD 3400 Kapasitans Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 3400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Montaj...
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
KTU MADEN MÜHENDĠSLĠĞĠ BÖLÜMÜ MADEN ĠġLETME LABORATUVARI ArĢ. Gör. ġener ALĠYAZICIOĞLU AGREGA DARBE DAYANIMI DENEYİ
 AGREGA DARBE DAYANIMI DENEYİ Tanım: Darbe dayanımı, standart boyutlardaki kayaçların belirli bir doğrultuda darbelere karģı gösterdiği dirençtir. Kayacın kullanım alanlarının belirlenmesinde darbe dayanımının
AGREGA DARBE DAYANIMI DENEYİ Tanım: Darbe dayanımı, standart boyutlardaki kayaçların belirli bir doğrultuda darbelere karģı gösterdiği dirençtir. Kayacın kullanım alanlarının belirlenmesinde darbe dayanımının
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Rapor no: 020820060914 Konu: Paslanmaz çelik
 Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere