ÜRÜN, SÜREÇ ve ÇİZELGE TASARIMI
|
|
|
- Su Koçak
- 10 yıl önce
- İzleme sayısı:
Transkript
1 Anadolu Üniversitesi Mühendislik Mimarlık Fakültesi Endüstri Mühendisliği Bölümü ÜRÜN, SÜREÇ ve ÇİZELGE TASARIMI Hazırlayan: Doç. Dr. Nil ARAS ENM411 Tesis Planlaması Öğretim Yılı, Güz Dönemi

2 Tesis planlama süreci (imalat ve montaj tesisleri için) 1. İmal edilecek ürünlerin tanımlanması 2. Gerekli imalat ve/veya montaj süreçleri ile ilişkili faaliyetlerin belirlenmesi 3. Faaliyetler arasındaki ilişkilerin belirlenmesi 4. Faaliyetler için alan gereksinimlerinin belirlenmesi 5. Alternatif tesis planlarının oluşturulması 2

3 Tesis planlama süreci (imalat ve montaj tesisleri için) 6.Alternatif tesis planlarının değerlendirilmesi 7.Uygun olan tesis planının seçilmesi 8.Tesis planının uygulanması 9.Tesis planının adapte edilmesi ve sürdürülmesi 10.İmalatı yapılan ürünlerin güncellenmesi ve tesis amacının yeniden tanımlanması 3

4 Tesis planlama süreci (imalat ve montaj tesisleri için) 1.NE 2.NASIL 3.NE ZAMAN 4.NE MİKTARDA 5.NE KADAR ZAMANDA 6.NEREDE ÜRETİLECEK? Alternatif tesis planları türetilmeden önce ilk 5 soru cevaplandırılmalıdır. 1-5 arası ürün,süreç, çizelge tasarımı 4

5 Tesis Planlaması ve ürün, süreç, çizelge tasarımı arasındaki ilişki 5

6 ÜRÜN TASARIMI
7 Ürün tasarımının kapsamı Hangi ürünler üretilecek? Her ürünün ayrıntılı tasarımı Ürün tasarımını etkili olan faktörler Estetik, fonksiyon, malzeme, imalat, pazarlama, satınalma, endüstri mühendisliği, imalat mühendisliği, üretim mühendisliği, kalite kontrol 7

8 Ürün, müşteri beklentilerini karşılamak zorunda. Kalite Fonksiyon Yayılımı (QFD) Müşteri ihtiyaçlarını saptayarak bunları, ürün karakteristiklerine, süreç tasarımına ve gerekli toleranslara dönüştürmede kullanılan planlama yaklaşımı Kıyaslama (benchmarking) Rekabet Eniyi uygulamalar, eniyi organizasyonlar 8
 Rekabet")
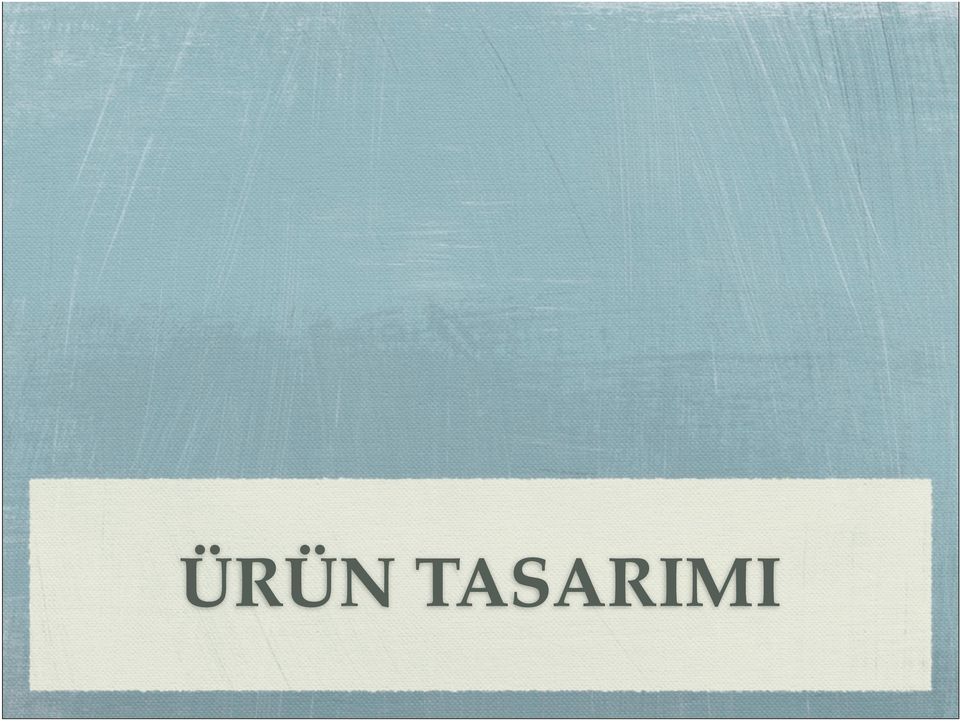
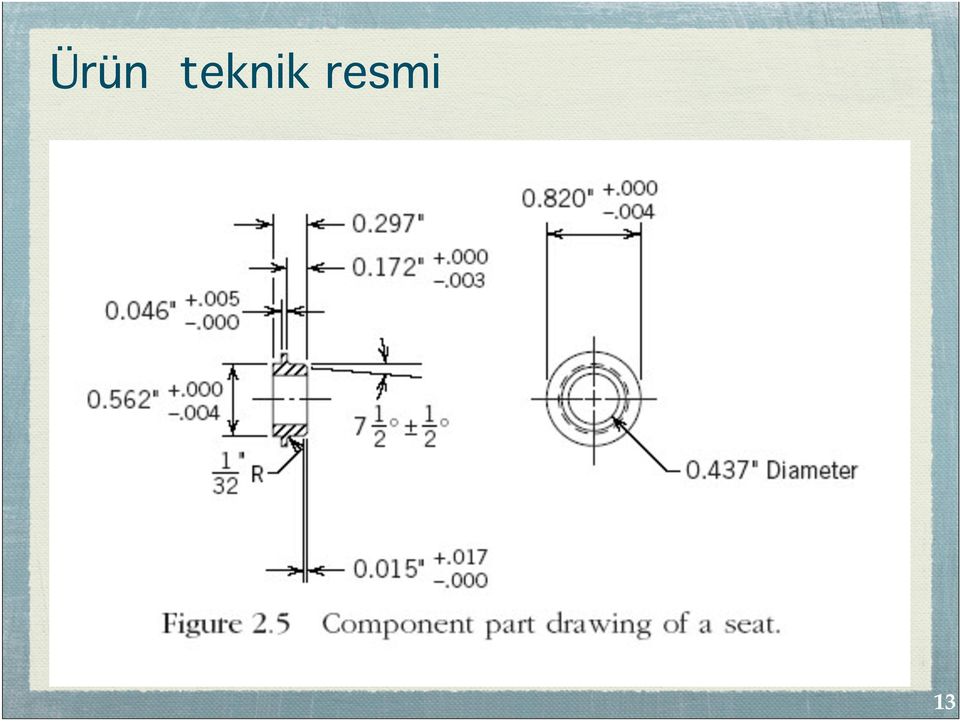
9 Tesis planlamasında önemli girdiler: Ayrıntılı teknik şartnameler Teknik resimler Ürün prototipleri Fotoğraflar 9

10 Patlatılmış ürün resmi 10
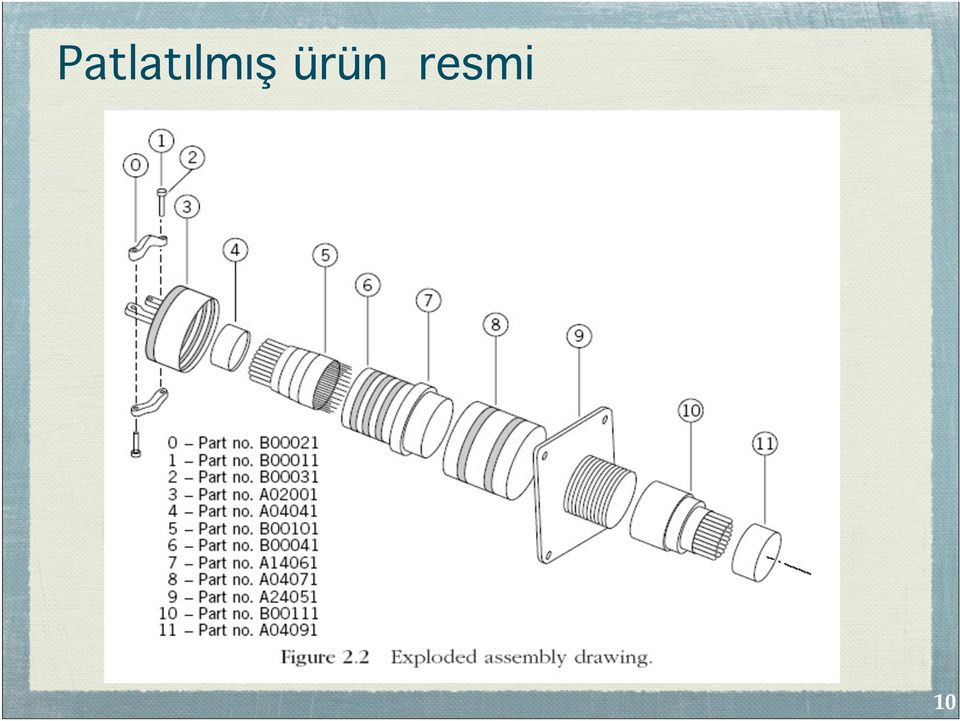
11 Patlatılmış ürün fotoğrafı 11
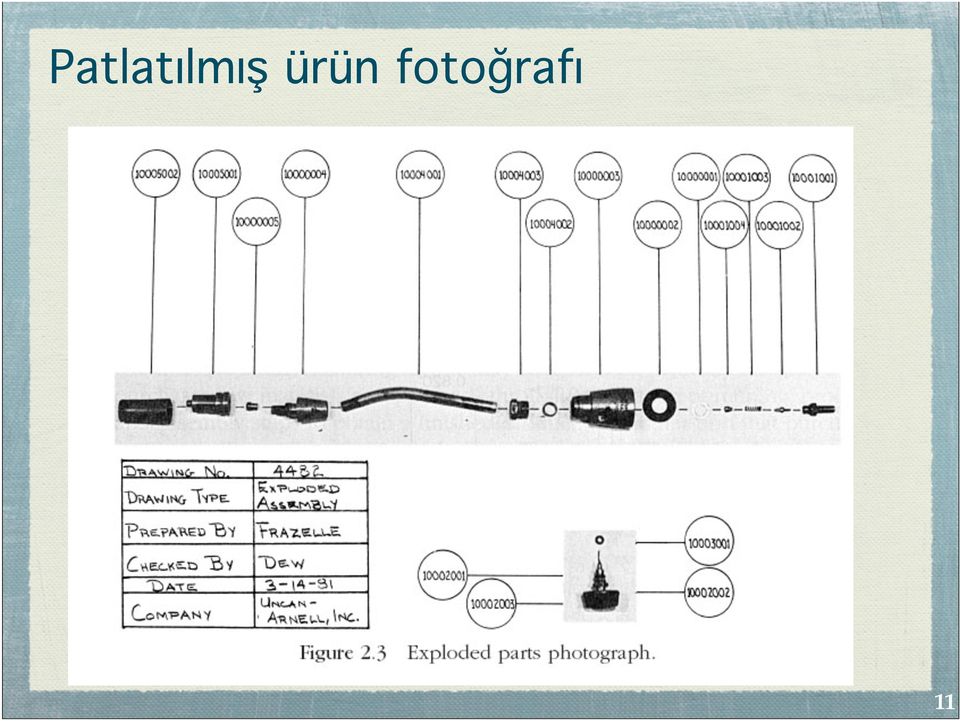
12 Ürün teknik resmi 12
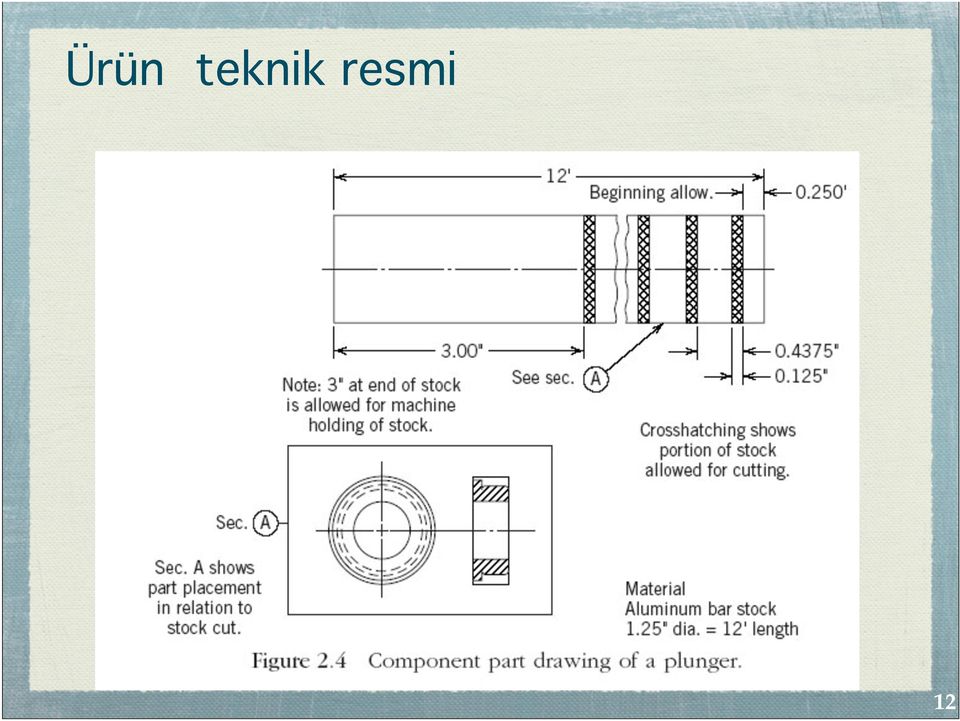
13 Ürün teknik resmi 13
14 SÜREÇ TASARIMI
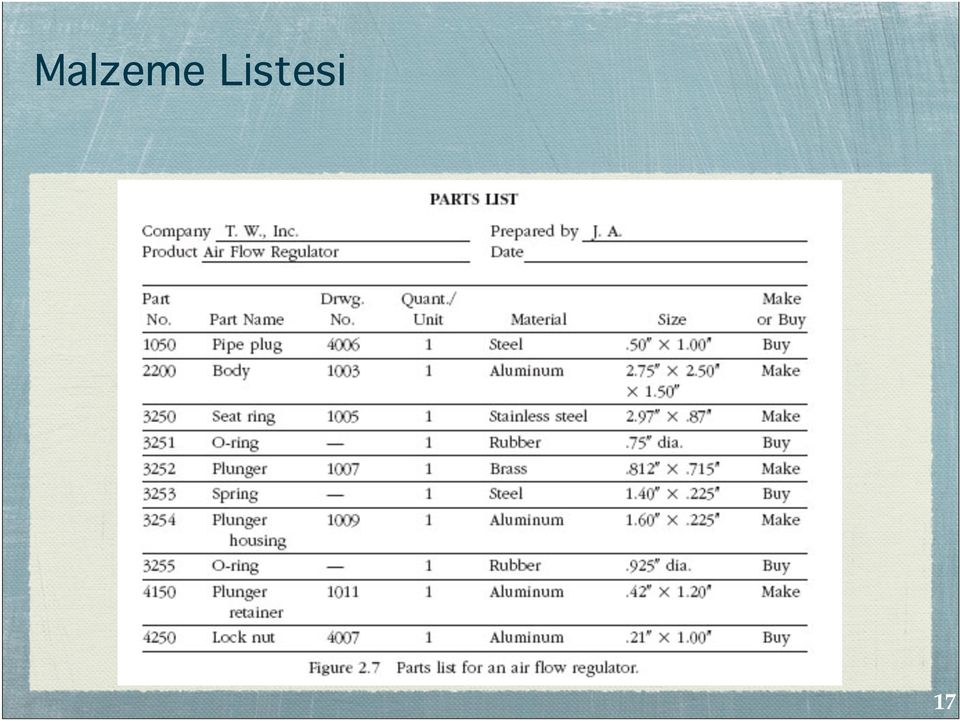
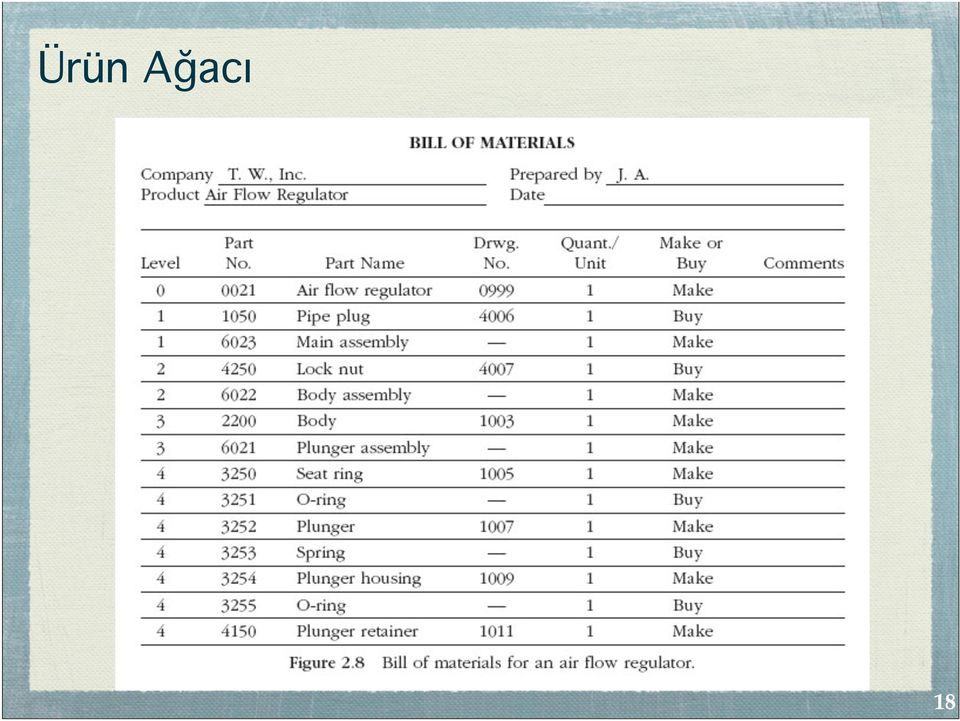
15 Süreci tasarlayacak ya da planlayacak kişi, ürünün nasıl üretileceğinin belirlenmesinden sorumludur. Yap ya da satın al kararı Finans, endüstri mühendisliği, pazarlama, süreç mühendisliği, satın alma, bazen insan kaynaklarından gelen bilgilere göre verilen yönetim kararları Yapılacak ve satın alınacak parça ya da malzeme listeleri Ürün ağaçları 15

16 YAPMA / SATIN ALMA KARAR SÜRECİ 16

17 Malzeme Listesi 17
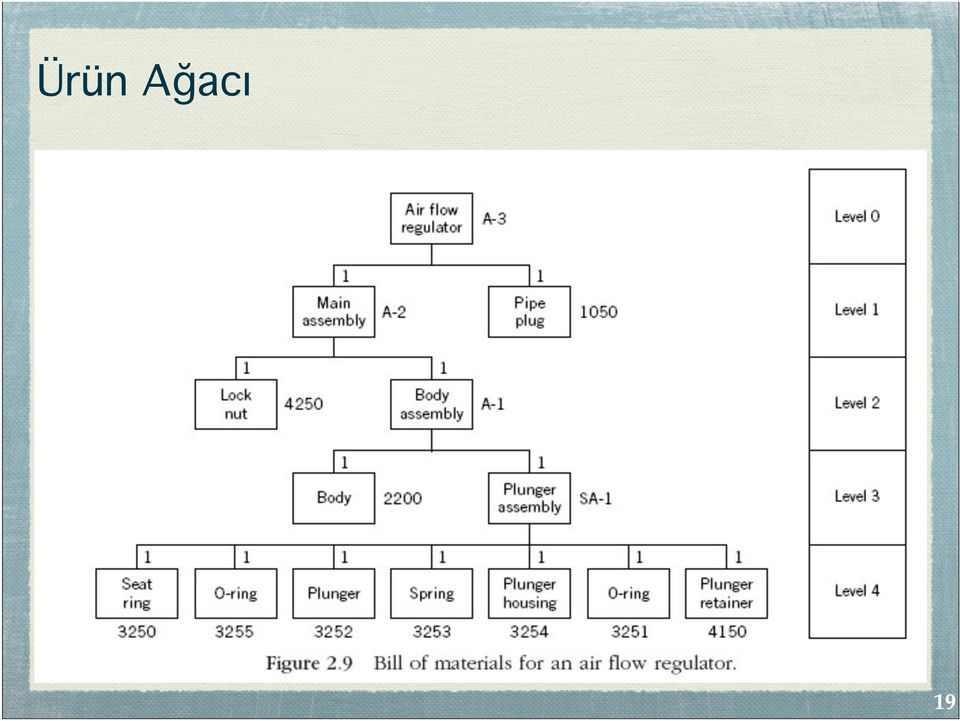
18 Ürün Ağacı 18
19 Ürün Ağacı 19
20 Sürecin belirlenmesi 20
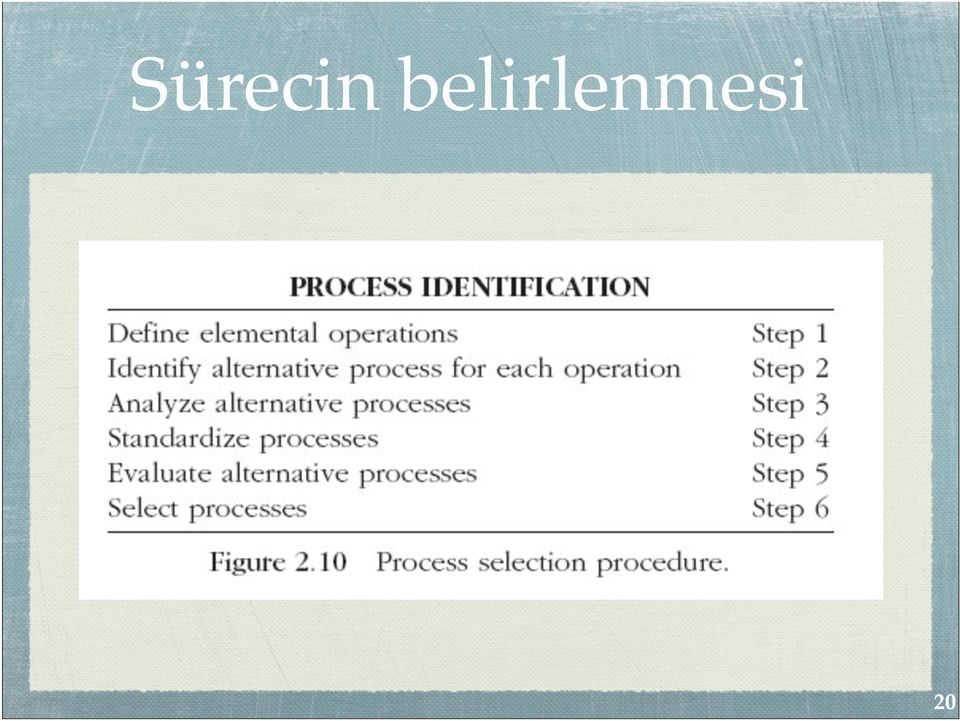
21 Süreç belirleme Süreçler Donanım Tesiste imal edilecek mamuller için gereken hammaddeler Rota kartı (iş emri) 21
22 Rota kartında yer alması gerekenler 22
23 Rota Kartı 23
24 Gerekli süreçlerin sıralanması Montaj şeması Süreç şeması (anahat akış şeması) İş akış şeması Öncelik diyagramı 24
25 Montaj Şeması 25
26 İş Süreç Şeması 26
27 Öncelik Diyagramı 27
28 ÇİZELGELEME 28
29 Ne kadar üretilecek? parti büyüklüğü belirleme kararı Ne zaman üretilecek? üretim çizelgeleme Üretim ne kadar zaman devam edecek? Pazar tahmini Makine seçimi, makinelerin sayısı, vardiya sayısı, işçilerin sayısı, alan gereksinimleri, stoklama donanımı, malzeme aktarma donanımı, personel gereksinimleri, stok politikaları, birim yük tasarımı, bina büyüklüğü vs. 29
30 Pazarlama Bilgisi Bir tesisi planlamak için, üretim hacmini, eğilimleri, üretilecek ürünler için gelecekteki talep kestirimlerini içeren bilgilere ihtiyaç vardır. 30
31 31
32 32
33 Pareto kuralı İtalyan ekonomist Pareto nun gözlemi: Dünyadaki servetin %85 i, insanların %15 i tarafından kullanılmaktadır. Çalışma hayatında karşılaşılan sorunların nedenleri genellikle Pareto kuralına uygundur. Bu kurala göre, sonuçların % 80 i, bir sorunun nedenlerinin %20 sine bağlı olarak ortaya çıkmaktadır. Pareto analizi, bir problemde en fazla önem taşıyan hususun ne olduğunu tespit etmek için kullanılır. 33
34 Pareto kuralı tesis planlamasında nasıl uygulanır? Üretim hacminin % 85 i, ürünlerin % 15 ine aittir Tesis planı, en yüksek üretim miktarına sahip parçaların % 15 i için seri üretim alanı ve ürün karmasının kalan % 85 i için atölye tipi üretim alanından oluşmalıdır. Başlangıçta bunun bilinmesi, tesis planı geliştirme aşamasını önemli derecede basitleştirebilir. 34
35 Pareto kuralı tesis planlamasında nasıl uygulanır? Hacim-çeşit bilgisi, kullanılacak yerleşim tipinin belirlenmesinde çok önemlidir. Yerleşim tipi, malzeme aktarma seçenekleri, stok politikaları, birim yükler, binanın şekli, alma/ bırakma noktalarının konumunu etkiler. Pareto kuralının geçerli olmadığı durumlar için de (hiçbir ürün, üretim akışında baskın değil) genel bir atölye tipi üretim tesisi önerilebilir. 35
36 Pareto kuralının uygulanabileceği bir örnek 36
37 37
38 Pareto kuralının uygulanamayacağı bir örnek 38
39 39
40 Süreç gereksinimleri Süreç tasarımı:ürünü üretmek için gerekli donanımların belirlenmesi Çizelge tasarımı: Üretim çizelgesini karşılamak için her donanım tipinden gereken adet 40
41 Iskarta Tahminlerine Göre Üretim Miktarının Belirlenmesi 41
42 Iskarta (reject) Iskarta, geometrik ya da kalite faktörlerine bağlı olarak imalat sürecinde ortaya çıkan malzeme israfıdır. Gerçek üretim miktarını belirlemek için gözönüne alınmak zorundadır. Geçmiş verilere ya da benzer operasyonlardan elde edilen tahminlere dayanır. 42
43 Genelde ıskarta o kadar az olur: Süreç ne kadar otomatikse Parça toleransları ne kadar bolsa Sertifikalı tedarikçilerin sayısı ne kadar fazlaysa Kaynak ne kadar kaliteli ise ve önleme teknikleri uygulanıyorsa Malzeme kalitesi ne kadar yüksekse 43
44 k: süreç no P k : k. süreçteki ıskarta oranı O k : k. süreçten beklenen ürün (çıktı) miktarı (iyi ürün) I k : k. sürecin girdi miktarı n: toplam süreç sayısı O n : n. süreçten beklenen çıktı miktarı 44
45 45
46 Örnek 2.1. (52.sh) Pazar tahmini=97000 parça Seri bağlı 3 süreç (tornalama, frezeleme, delme) Iskarta oranları P 1 =0.04, P 2 =0.01, P 3 =
47 47
48 Örnek: 48
49 Örnek: 49
50 Iskarta Payı Problemi (Reject Allowance Problem) Ortalama ıskarta oranlarını kullanmak, yüksek üretim hacmine sahip ürünler için doğrudur. Düşük üretim hacimlerinde ortalama oranlar kullanmak yanlış olabilir. ÖRNEK: Bir dökümhanede siparişe göre ürün imal edilmektedir. Parti büyüklüğü düşük olup, istenen döküm ürün için iki şans vardır: ya döküm istenildiği gibi olup kabul edilecektir, ya da istenildiği gibi olmadığından reddedilecek ve parçalanıp ıskartaya gidecektir. 50
51 Q: üretim miktarı x: istenilen özelliklere sahip olarak imal edilen mamul sayısını (sağlam ürün) gösteren rassal değişken p(x): x adet sağlam mamul üretme olasılığı C(Q,x): x adet sağlam mamule sahip, Q adet mamul imal etmenin maliyeti R(Q,x): x adet sağlam mamule sahip, Q adet mamul imalatından elde edilecek gelir P(Q,x): x adet sağlam mamule sahip, Q adet mamul imalatından elde edilecek kar (Kar=gelir-maliyet) E[P(Q)]: Q adet üretimden beklenen kar 51
52 [ ] = R(Q, x) C(Q, x) E P(Q) E P(Q) Q x=0 Q x=0 [ ] = P(Q, x) { } p(x) p(x) 52
53 Alıştırma (78. sh) Bir döküm atölyesi, 20 özel döküm siparişi almıştır. Döküm sürecinin maliyeti birim başına 700$ dır. Eğer döküm iyi çıkarsa, son şekline getirmek için üzerinde bir işlem daha yapılmakta ve bunun maliyeti de birim başına 500$ olmaktadır. Satılmayan döküm ürünler, tekrar ergitilip kullanılmakta bu ise birim başına 300$ kadar bir geri dönüşüm değeri sağlamaktadır. 53
54 Müşteri 20 adet kabul edilebilir döküm için birim başına 2000$ vermeye razıdır. Ayrıca, fazladan 1 ya da 2 dökümü de birim başına 1500$ ödeyerek alabileceğini bildirmiştir. Fakat 20 den az veya 22 den fazla ürün satın alınmayacaktır. Geçmiş dönemlerde tutulan kayıtlarda, farklı döküm miktarlarına göre elde edilen iyi ürünlerin sayıları yer almaktadır. Beklenen karı enbüyüklemek için firmanın kaç adet döküm yapması gerekir? 54
55 Geçmiş dönem kayıtları 55
56 R(Q, x) = 300Q, x < (20) (x 20) + 300(Q x), 20 x (20) (2) + 300(Q 22), x > 22 Müşteri 20 adet kabul edilebilir döküm için birim başına 2000$ vermeye razıdır. Ayrıca, fazladan 1 ya da 2 dökümü de birim başına 1500$ ödeyerek alabileceğini bildirmiştir. Fakat 20 den az veya 22 den fazla döküm satın alınmayacaktır. Satılmayan döküm ürünler, tekrar ergitilip kullanılmakta bu ise birim başına 300$ kadar bir geri dönüşüm değeri sağlamaktadır. 56
57 R(Q, x) = 300Q, x < (20) (x 20) + 300(Q x), 20 x (20) (2) + 300(Q 22), x > 22 R(Q, x) = 300Q, x < x + 300Q, 20 x Q, x > 22 57
58 C(Q, x) = 700Q, x < Q + 500x, 20 x Q + 500(22), x > 22 Döküm sürecinin maliyeti birim başına 700$ dır. Eğer döküm iyi çıkarsa, son şekline getirmek için üzerinde bir işlem daha yapılmakta ve bunun maliyeti de birim başına 500$ olmaktadır. 58
59 C(Q, x) = 700Q, x < Q + 500x, 20 x Q + 500(22), x > 22 C(Q, x) = 700Q, x < Q + 500x, 20 x Q , x > 22 59
60 P(Q,x)=R(Q,x)-C(Q,x) 300Q, x < 20 R(Q, x) = x + 300Q, 20 x Q, x > Q, x < 20 C(Q, x) = 700Q + 500x, 20 x Q , x > Q, x < 20 P(Q, x) = x 400Q, 20 x Q, x > 22 60
61 P(Q, x) = 400Q, x < x 400Q, 20 x Q, x > 22 Q [ ] = P(Q, x).p(x) x=0 E P(Q) [ ] = 400Q.p(x) + ( x 400Q).p(x) E P(Q) 19 x=0 Q x=23 22 x=20 + ( Q).p(x) [ ] = 400Q p(x = 20) p(x = 21) p(x) E P(Q) Q x=22 61
62 [ ] = 400Q p(x = 20) p(x = 21) p(x) E P(Q) Q x=22 Örn. Q=20, x=20 için p(20)=0.10 olarak arkadaki tablodan bulunur
63 Geçmiş dönem kayıtları 63
64 Sonuç Farklı Q adet döküm miktarlarına göre beklenen karlara baktığımızda, en yüksek beklenen karın Q=29 için elde edildiği görülmektedir. 29 adet döküm yapılırsa bunun 22 tanesinin müşteriye satılması, 7 adedinin parçalanıp ergitilmesi ve bu durumda en yüksek karın elde edilmesi beklenmektedir. 64
65 Donanım Oranlarının Belirlenmesi
66 F : Vardiya başına gereken makina sayısı S : 1 birim ürünü imal etmek için gereken standart zaman (dak) Q : Vardiya başına üretilecek birim sayısı E : Gerçek performans (standart zamanın bir yüzdesi olarak) H : Makina başına mevcut kullanım süresi (dak) R : Makinanın güvenilirliği (yüzde) 66
67 Örnek 2.5 (59. sh) Bir parçanın freze tezgahında işlenme süresi 2.8 dakikadır. 8 saatlik bir vardiya boyunca 200 adet parça imal edilecektir. Üretim için, 480 dakikanın %80 ninde freze tezgahı çalışacaktır. Tezgah çalıştığı sürece, parçalar standart hızın %95 ine eşit bir hızda üretilmektedir. Kaç adet freze tezgahı gerektiğini bulun. S = 2.8 dak/parça Q = 200 parça/vardiya H = 480 dak/vardiya E = 0.95 R =
68 Toplam donanım gereksinimlerinin hesaplanması 68
69 Örnek 69
70 Operatöre Makina Tahsis Etme Problemi
71 Ürün, süreç ve çizelge tasarımında verilen kararlar bütünü, ürün imalatında çalışacak işgören sayısının belirlenmesinde çok önemli rol oynar. Yararlanılabilecek bir araç : İnsan-makina (ya da çoklu faaliyet ) şemaları. (human-machine chart, multiple activity chart) Bu şemalar özellikle, bir ya da daha fazla işçi tarafından benzer olmayan makinaların kullanılması durumunda, çoklu faaliyet ilişkilerini analiz etmede kullanılabilir. Geçişli ve durağan durum koşullarında operatör ve makina faaliyetlerinin incelenmesi amacıyla da kullanılabilir. 71
72 ZAMAN OPERATÖR MAKİNE 1 Operatör - 1 Makine için 0 1 YÜKLEME YÜKLEME insan-makine şeması örneği 2 3 Operatörün parçayı makineye yüklemesi: 1 dak. Operatörün parçayı makineden sökmesi:1 dak. Makinenin otomatik işlem süresi : 6 dak. Operatörün işlenmiş parçayı muayene etmesi& paketlemesi: 0.5 dak. BOŞ BOŞALTMA 8 YÜKLEME 9 MUAYENE&PAKETLEME BOŞ OTOMATİK ÇALIŞMA BOŞALTMA YÜKLEME OTOMATİK ÇALIŞMA 15 BOŞALTMA BOŞALTMA 72
73 ZAMAN OPERATÖR MAKİNE 0 YÜKLEME YÜKLEME BOŞ BOŞALTMA 8 YÜKLEME 9 MUAYENE&PAKETLEME OTOMATİK ÇALIŞMA BOŞALTMA YÜKLEME Geçişli durum Çevrim Süresi = 8 dakika Operatör aylak süre=5.5 dakika Makine aylak süre=0 dak. Üretim oranı=1/8 =0.125 [parça/dak.] 12 BOŞ OTOMATİK ÇALIŞMA Durağan durum 15 BOŞALTMA BOŞALTMA 73
74 1 Operatör - 3 Makine örneği için insan-makine şemasının oluşturulması 74
75 ZAMAN İŞÇİ MAKİNE 1 MAKİNE 2 MAKİNE 3 0 YÜKLEME 1 YÜKLEME BOŞ 1 YÜRÜME 2 BOŞ YÜKLEME 2 YÜKLEME 2 YÜRÜME 3 3 YÜKLEME 3 OTOMATİK YÜKLEME 4 YÜRÜME 1 ÇALIŞMA 5 OTOMATİK BOŞ ÇALIŞMA 6 OTOMATİK 7 ÇALIŞMA BOŞALTMA 1 BOŞALTMA 8 YÜKLEME 1 YÜKLEME 9 M & P 1 OTOMATİK BOŞ 10 YÜRÜME 2 BOŞALTMA 2 ÇALIŞMA BOŞALTMA 11 YÜKLEME 2 YÜKLEME BOŞ 12 M & P 2 YÜRÜME BOŞALTMA 3 BOŞALTMA YÜKLEME 3 15 M & P 3 BOŞ YÜRÜME 1 16 BOŞALTMA 1 BOŞALTMA 17 YÜKLEME 1 YÜKLEME 18 M & P 1 YÜRÜME BOŞALTMA 2 BOŞALTMA YÜKLEME 2 21 M & P 2 YÜRÜME 3 22 BOŞALTMA 3 YÜKLEME OTOMATİK ÇALIŞMA OTOMATİK ÇALIŞMA BOŞ YÜKLEME OTOMATİK ÇALIŞMA BOŞ OTOMATİK BOŞALTMA ÇALIŞMA Operatör başlangıçta makine 1 in önünde Makineler arası mesafe : 0.5 dak. Operatörün makineyi yüklemesi: 1 dak. Operatörün makineyi boşaltması:1 dak. Makinenin otomatik işlem süresi : 6 dak. Operatörün işlenmiş parçayı muayene etmesi& paketlemesi: 0.5 dak. 23 YÜKLEME 3 YÜKLEME 75
76 ZAMAN İŞÇİ MAKİNE 1 MAKİNE 2 MAKİNE 3 0 YÜKLEME 1 YÜKLEME BOŞ 1 YÜRÜME 2 BOŞ YÜKLEME 2 YÜKLEME 2 YÜRÜME 3 3 YÜKLEME 3 OTOMATİK YÜKLEME 4 YÜRÜME 1 ÇALIŞMA 5 OTOMATİK BOŞ ÇALIŞMA 6 7 BOŞALTMA 1 BOŞALTMA OTOMATİK ÇALIŞMA Geçişli durum 12 dakika 8 YÜKLEME 1 YÜKLEME 9 M & P 1 OTOMATİK YÜRÜME 2 ÇALIŞMA 10 BOŞALTMA 2 BOŞ BOŞALTMA 11 YÜKLEME 2 YÜKLEME BOŞ 12 M & P 2 YÜRÜME 3 13 BOŞALTMA 3 14 YÜKLEME 3 15 M & P 3 YÜRÜME 1 16 BOŞALTMA 1 BOŞ BOŞALTMA OTOMATİK ÇALIŞMA BOŞALTMA YÜKLEME Durağan durum 9 dakika 17 YÜKLEME 1 18 M & P 1 YÜRÜME 2 19 BOŞALTMA 2 YÜKLEME BOŞ BOŞALTMA OTOMATİK ÇALIŞMA 20 YÜKLEME 2 21 M & P 2 YÜRÜME 3 22 BOŞALTMA 3 OTOMATİK ÇALIŞMA YÜKLEME OTOMATİK ÇALIŞMA BOŞ BOŞALTMA 23 YÜKLEME 3 YÜKLEME 76
77 ZAMAN İŞÇİ MAKİNE 1 MAKİNE 2 MAKİNE 3 0 YÜKLEME 1 YÜKLEME BOŞ 1 YÜRÜME 2 BOŞ YÜKLEME 2 YÜKLEME 2 YÜRÜME 3 3 YÜKLEME 3 OTOMATİK YÜKLEME 4 YÜRÜME 1 ÇALIŞMA 5 OTOMATİK BOŞ ÇALIŞMA 6 7 BOŞALTMA 1 BOŞALTMA OTOMATİK ÇALIŞMA 8 YÜKLEME 1 YÜKLEME 9 M & P 1 OTOMATİK BOŞ 10 YÜRÜME 2 BOŞALTMA 2 ÇALIŞMA BOŞALTMA 11 YÜKLEME 2 YÜKLEME BOŞ Operatör aylak süre=0 dakika Makine aylak süre=1 dak. Üretim oranı=3/9 =0.33 [parça/dak.] 12 M & P 2 YÜRÜME 3 13 BOŞALTMA 3 BOŞALTMA 14 YÜKLEME 3 15 M & P 3 YÜRÜME 1 16 BOŞALTMA 1 BOŞ BOŞALTMA OTOMATİK ÇALIŞMA YÜKLEME 17 YÜKLEME 1 18 M & P 1 YÜRÜME 2 19 BOŞALTMA 2 20 YÜKLEME 2 21 M & P 2 YÜRÜME 3 22 BOŞALTMA 3 YÜKLEME OTOMATİK ÇALIŞMA BOŞ BOŞALTMA YÜKLEME OTOMATİK ÇALIŞMA OTOMATİK ÇALIŞMA BOŞ BOŞALTMA Durağan durum 9 dakika 23 YÜKLEME 3 YÜKLEME 77
78 Bir operatöre atanacak makine sayısını belirlemekte kullanılabilecek bir model Operatör ve makinelerden oluşan, yarı-otomatik bir üretim ortamı Benzer koşullar altında, bir operatöre atanacak optimum makine sayısının belirlenmesi için kullanılabilir. VARSAYIMLAR: Makinalar aynı işi yapmakta olup, birbirinin aynı özelliklere sahiptir. Operatörün makinayı yükleme ve boşaltma süresi sabittir. Makinaların otomatik işleme süreleri sabittir. Operatörün bir makinadan diğerine ulaşma süresi, parçaları hazırlama, kontrol etme ve paketleme süresi birbirinden bağımsız ve sabittir. 78
79 Tanımlar a : Eşzamanlı faaliyet zamanı (hem makine hem operatör dolu / örneğin bir makinenin yüklenmesi ve boşaltılması) b : Operatörün bağımsız faaliyet zamanı (yürüme, muayene, paketleme) t : Makinenin bağımsız faaliyet zamanı (otomatik çalışma) n : Bir operatöre atanacak benzer makinelerin ideal sayısı m : Bir operatöre atanan benzer makinelerin sayısı Tc : Tekrarlı çevrim süresi Io :Tekrarlı bir çevrim boyunca operatörün boş zamanı Im : Tekrarlı bir çevrim boyunca makinenin boş zamanı 79
80 İdeal durumda hem operatör hem de makinenin boş kalmadığını varsayalım. Her makinede bir çevrim (a+t) dakikada tamamlanır. Operatör, bir çevrimde bir makineye (a+b) dakika harcar. Bir operatöre atanacak ideal makine sayısı: (a+t)/(a+b) olarak bulunur. 80
81 Örnek: a=2 dak. (makine yükleme+boşaltma süresi) t= 6 dak. (makinenin otomatik çalışma süresi) b=1 dak. (operatörün yürüme+muayene ve paketleme süresi) n =(2+6)/(2+1)=8/3= 2.67 makine (ideal sayı) Kesirli sayıda makine bir operatöre atanamayacağından, n tamsayı değere yuvarlanarak m=3 olarak bulunur. 81
82 Tc : Tekrarlı çevrim süresi Operatörün çalışma süresi=m.(a+b) Bir makine çevrimi=(a+t) Tekrarlı çevrim süresini, daha büyük olan belirler. Örnek: n =2.67, m=3 (a+t)=8 dak. ve m(a+b)= 3(2+1)=9 dak. ise tekrarlı çevrim süresi 9 dak. olarak alınır. 82
83 Operatörün çalışma süresi=m.(a+b) Bir makine çevrimi=(a+t) İkisi arasındaki fark boş zamanı verir. Io :Tekrarlı bir çevrim boyunca operatörün boş zamanı Im : Tekrarlı bir çevrim boyunca makinenin boş zamanı m=3 > n =2.67 Io=0 dak. Im= 9-(2+6)=1 dak. 83
84 Birim üretim maliyeti TC(m) = (c 1 + m.c 2 )(a + t) ; m n' m (c 1 + m.c 2 )(a + b); m > n' TC(m) = (c 1 + m.c 2 )Tc m C1=Adam-saat başına maliyet C2=Makine-saat başına maliyet TC(m): Operatör başına m adet makine tahsisine dayanan birim üretim maliyeti 84
85 TC(m) = (c 1 + m.c 2 )(a + t) ; m n' m (c 1 + m.c 2 )(a + b); m > n' TC(m) = (c 1 + m.c 2 )Tc m m n iken, TC(m) değerini enküçüklemek için, m mümkün olduğunca büyük olmalıdır. m > n iken TC(m) değerini enküçüklemek için, m mümkün olduğunca küçük olmalıdır. Eğer n tamsayı ise, TC(m) değeri enküçüklenir. Eğer tamsayı değilse, ya (n) ya da (n+1) TC(m) değerini enküçükler. (n: n değerinin tamsayı kısmı) 85
86 TC(m) = (c 1 + m.c 2 )(a + t) ; m n' m (c 1 + m.c 2 )(a + b); m > n' θ = θ = TC(n) TC(n +1) = (c 1 + n.c 2 )(a + t) n(c 1 + (n +1).c 2 )(a + b) ; ε = c 1 c 2 ε + n ε + n +1 n' n Eğer Φ<1 ise, TC(n)<TC(n+1) ve n makine tahsis edilmelidir. Eğer Φ>1 ise, TC(n)>TC(n+1) ve (n+1) makine tahsis edilmelidir. 86
87 Örnek ε = c 1 c 2 ; θ = ε + n ε + n +1 n' n C1=15 $/saat C2= 50$/saat n =2.67 ε = = 0.30 θ = = Φ=0.930 <1 olduğundan 2 makine tahsis edilmelidir. 87
88 TESİS PLANLAMASINDA KULLANILAN YÖNETİM VE PLANLAMA ARAÇLARI 88
89 89
90 90
91 Yakınlık Diyagramı 91
92 İlişkilendirme Diyagramı 92
93 Ağaç Diyagramı 93
94 Faaliyet Ağı Diyagramı 94
95 Matris Diyagramı 95
96 Önceliklendirme Matrisi 96
97 97
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Doç. Dr. Nil ARAS ENM411 Tesis Planlaması Güz Dönemi
 Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi 2 F : Vardiya başına gereken makina sayısı S : Standart süre
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi 2 F : Vardiya başına gereken makina sayısı S : Standart süre
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Doç. Dr. Nil ARAS ENM411 Tesis Planlaması Güz Dönemi
 Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi Tesis Planlama Süreci (imalat ve montaj tesisleri için) 2
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi Tesis Planlama Süreci (imalat ve montaj tesisleri için) 2
Temel yerleşim tipleri. Sistematik tesis planlaması. Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Temel yerleşim tipleri Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2016-2017 Güz Dönemi Sistematik tesis planlaması 2 YER SEÇİMİ X YERLEŞİM DÜZENLEMESİ
Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Temel yerleşim tipleri Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2016-2017 Güz Dönemi Sistematik tesis planlaması 2 YER SEÇİMİ X YERLEŞİM DÜZENLEMESİ
Endüstri Mühendisliğine Giriş
 Endüstri Mühendisliğine Giriş 5 ve 19 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak Endüstri Mühendisliği Bölümü,, Şişli-Ayazağa, İstanbul, Türkiye [email protected]
Endüstri Mühendisliğine Giriş 5 ve 19 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak Endüstri Mühendisliği Bölümü,, Şişli-Ayazağa, İstanbul, Türkiye [email protected]
Üretim Yönetimi. Yrd. Doç. Dr. Selçuk ÇEBİ
 END 105 ENDÜSTRİ MÜHENDİSLİĞİNE GİRİȘ Üretim Yönetimi Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr Üretim Yönetimi Fabrikaların Organizasyon Yapısı ve Șubeleri Üretim Sistemlerinin Sınıflandırılması
END 105 ENDÜSTRİ MÜHENDİSLİĞİNE GİRİȘ Üretim Yönetimi Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr Üretim Yönetimi Fabrikaların Organizasyon Yapısı ve Șubeleri Üretim Sistemlerinin Sınıflandırılması
1 ÜRETİM VE ÜRETİM YÖNETİMİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
Toplam maliyete/gelire göre yer seçimi Faktör ağırlıklandırma Başabaş noktası analizi Oyun kuramı
 Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2013-2014 Güz Dönemi Toplam maliyete/gelire göre yer seçimi Faktör ağırlıklandırma Başabaş
Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2013-2014 Güz Dönemi Toplam maliyete/gelire göre yer seçimi Faktör ağırlıklandırma Başabaş
AKIŞ SİSTEMLERİ, FAALİYET İLİŞKİLERİ ve ALAN GEREKSİNİMLERİ
 Anadolu Üniversitesi Mühendislik Mimarlık Fakültesi Endüstri Mühendisliği Bölümü AKIŞ SİSTEMLERİ, FAALİYET İLİŞKİLERİ ve ALAN GEREKSİNİMLERİ Hazırlayan: Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2010-2011
Anadolu Üniversitesi Mühendislik Mimarlık Fakültesi Endüstri Mühendisliği Bölümü AKIŞ SİSTEMLERİ, FAALİYET İLİŞKİLERİ ve ALAN GEREKSİNİMLERİ Hazırlayan: Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2010-2011
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
APQP/PPAP. Prof. Dr. Ali ŞEN
 APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite Planlama Döngüsü Geri besleme Değerlendirmesi ve Düzeltici Faaliyetler Planla ve Tanımla Ürün ve Prosesin Geçerli Kılınması Ürün Tasarımı ve Geliştirmesi Proses
APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite Planlama Döngüsü Geri besleme Değerlendirmesi ve Düzeltici Faaliyetler Planla ve Tanımla Ürün ve Prosesin Geçerli Kılınması Ürün Tasarımı ve Geliştirmesi Proses
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Doç. Dr. Nil ARAS ENM411 Tesis Planlaması Güz Dönemi
 Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi 2 Tesis ihtiyaçlarının belirlenmesinde 3 önemli faktör Akış
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi 2 Tesis ihtiyaçlarının belirlenmesinde 3 önemli faktör Akış
ÜRÜN TASARIMI VE ÜRETİM SÜRECİ SEÇİMİ
 ÜRÜN TASARIMI VE ÜRETİM SÜRECİ SEÇİMİ ÜRÜN GELİŞTİRME VE TASARIM SÜRECİ Genel olarak, farklı ve yeni bir kavramı pazardaki müşteriye sunmak için gerekli tüm faaliyetler ürün geliştirme sürecine dâhil olmaktadır.
ÜRÜN TASARIMI VE ÜRETİM SÜRECİ SEÇİMİ ÜRÜN GELİŞTİRME VE TASARIM SÜRECİ Genel olarak, farklı ve yeni bir kavramı pazardaki müşteriye sunmak için gerekli tüm faaliyetler ürün geliştirme sürecine dâhil olmaktadır.
Temel üretim sistemleri sınıflandırması:
 ÜRETİM SİSTEMLERİ ÜRETİM SİSTEMİ Üretim sistemi, işletme sistemi içerisinde yer alan bir alt sistemdir. Üretim sistemi; işgücü, malzeme, bilgi, enerji, sermaye gibi girdilerin belirli bir dönüştürme sürecinden
ÜRETİM SİSTEMLERİ ÜRETİM SİSTEMİ Üretim sistemi, işletme sistemi içerisinde yer alan bir alt sistemdir. Üretim sistemi; işgücü, malzeme, bilgi, enerji, sermaye gibi girdilerin belirli bir dönüştürme sürecinden
İŞ YERİNDE UYGULAMA KURALLARI
 T.C. İSTANBUL AREL ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ A. İŞ YERİNDE UYGULAMA KURALLARI ve ESASLARI Genel Hususlar, T.C. İstanbul AREL Üniversitesi Mühendislik-Mimarlık
T.C. İSTANBUL AREL ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ A. İŞ YERİNDE UYGULAMA KURALLARI ve ESASLARI Genel Hususlar, T.C. İstanbul AREL Üniversitesi Mühendislik-Mimarlık
EK-10 : MAK 400 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK <400> STAJ RAPORU
 EK-10 : MAK 400 STAJI ÖRNEK RAPORU FABRİKA / ATÖLYE STAJI BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK STAJ RAPORU (Rapor yazım tarihi) ÖĞRENCİ ADI SOYADI : NUMARASI : STAJ YAPILAN KURUM ADI
EK-10 : MAK 400 STAJI ÖRNEK RAPORU FABRİKA / ATÖLYE STAJI BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK STAJ RAPORU (Rapor yazım tarihi) ÖĞRENCİ ADI SOYADI : NUMARASI : STAJ YAPILAN KURUM ADI
Gürcan Banger 21 Mayıs 17 Haziran 2012
 Gürcan Banger 21 Mayıs 17 Haziran 2012 Üretim Yatırımı Girişim kapsamında hedeflenen ürün veya hizmetlerin üretilmesi için gerekli işletme faaliyetleri planlanmalıdır. Girişimcinin uzmanlığına da bağlı
Gürcan Banger 21 Mayıs 17 Haziran 2012 Üretim Yatırımı Girişim kapsamında hedeflenen ürün veya hizmetlerin üretilmesi için gerekli işletme faaliyetleri planlanmalıdır. Girişimcinin uzmanlığına da bağlı
Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Hazırlayan: Doç. Dr. Nil ARAS, 2018
 Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Hazırlayan: Doç. Dr. Nil ARAS, 2018 2 Bu bölümün sonunda, Tedarik zincirinin hedefini tartışabilecek ve bir firmanın başarısında
Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Hazırlayan: Doç. Dr. Nil ARAS, 2018 2 Bu bölümün sonunda, Tedarik zincirinin hedefini tartışabilecek ve bir firmanın başarısında
TEKP 409 TEKSTİL TERBİYESİNDE ÜRETİM VE MALİYET HESAPLARI
 T.C. ERCİYES ÜNİVERSİTESİ TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ 2017-2018 Öğretim Yılı Güz Dönemi TEKP 409 TEKSTİL TERBİYESİNDE ÜRETİM VE MALİYET HESAPLARI Seçmeli Lisans Dersi (2 0 2) Yrd. Doç. Dr. İlhan ÖZEN Erciyes
T.C. ERCİYES ÜNİVERSİTESİ TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ 2017-2018 Öğretim Yılı Güz Dönemi TEKP 409 TEKSTİL TERBİYESİNDE ÜRETİM VE MALİYET HESAPLARI Seçmeli Lisans Dersi (2 0 2) Yrd. Doç. Dr. İlhan ÖZEN Erciyes
Üretim/İşlemler Yönetimi 2. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
Kablo Üretim Çizelgeleme Paketi. dinamo Kablo GANT. dinamo KABLO Kablo Üretim Planlama/Çizelgeleme Paketi Bilgi Dosyası
 dinamo Kablo GANT dinamo KABLO Kablo Üretim Planlama/Çizelgeleme Paketi Bilgi Dosyası KABLO Üretim Planlama ve Maliyetlendirme Yazılımı dinamo Kablo GANT Kimin İçin? dinamo Kablo GANT, kablo üretimi yapan,
dinamo Kablo GANT dinamo KABLO Kablo Üretim Planlama/Çizelgeleme Paketi Bilgi Dosyası KABLO Üretim Planlama ve Maliyetlendirme Yazılımı dinamo Kablo GANT Kimin İçin? dinamo Kablo GANT, kablo üretimi yapan,
ÜRETİMDE SONLU KAPASİTE ÇİZELGELEME VE YAZILIMIN ÖNEMİ! Üretim ve Planlama Direktörü
 ÜRETİMDE SONLU KAPASİTE ÇİZELGELEME BİLAL AKAY Üretim ve Planlama Direktörü 1 Üretim planlama yazılımı denince birçoğumuzun aklına ilk gelen, MRP/ERP grubundaki yazılımlardır. Genellikle Üretim Planlama
ÜRETİMDE SONLU KAPASİTE ÇİZELGELEME BİLAL AKAY Üretim ve Planlama Direktörü 1 Üretim planlama yazılımı denince birçoğumuzun aklına ilk gelen, MRP/ERP grubundaki yazılımlardır. Genellikle Üretim Planlama
ENDÜSTRİ MÜHENDİSLİĞİ
 İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ İŞ ETÜDÜ & ERGONOMİ Yrd.Doç.Dr.Tarık Küçükdeniz Bölüm 2: Verimlilik Verimlilik 1 Bölüme Giriş İş etüdü ile ilgili tekniklere
İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ İŞ ETÜDÜ & ERGONOMİ Yrd.Doç.Dr.Tarık Küçükdeniz Bölüm 2: Verimlilik Verimlilik 1 Bölüme Giriş İş etüdü ile ilgili tekniklere
Üretim Yönetimi. 3.1. Ürün Tasarımı 19.02.2012. 3.1.1. Ürün Tasarımını Etkileyen Faktörler. Bölüm 3. Üretim Sistemlerinin Tasarımı ve Kuruluşu
 Üretim Yönetimi Bölüm 3. Üretim Sistemlerinin Tasarımı ve Kuruluşu Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr 3.1. Ürün Tasarımı Ürün tasarımı, ürünün fiziksel özelliklerini ve fonksiyonlarını açıkça
Üretim Yönetimi Bölüm 3. Üretim Sistemlerinin Tasarımı ve Kuruluşu Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr 3.1. Ürün Tasarımı Ürün tasarımı, ürünün fiziksel özelliklerini ve fonksiyonlarını açıkça
3SİSTEMLERİN YÖNETİMİ (1-14)
") ÜRETİM YÖNETİMİ: SİSTEMSEL BİR YAKLAŞIM İÇİNDEKİLER sayfa no 3SİSTEMLERİN YÖNETİMİ (1-14) 1. Sistem Teorisine Giriş 3 1.1 Sistemin Tanımı 4 1.2 Sistemlerin Temel Yapısı 6 1.3 Sistemlerin Önemli Özellikleri
ÜRETİM YÖNETİMİ: SİSTEMSEL BİR YAKLAŞIM İÇİNDEKİLER sayfa no 3SİSTEMLERİN YÖNETİMİ (1-14) 1. Sistem Teorisine Giriş 3 1.1 Sistemin Tanımı 4 1.2 Sistemlerin Temel Yapısı 6 1.3 Sistemlerin Önemli Özellikleri
ENDÜSTRİ MÜHENDİSLİĞİ
 İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ İŞ ETÜDÜ & ERGONOMİ Yrd.Doç.Dr.Tarık Küçükdeniz İşçi-Makine Şeması Diğer adı İnsan-Makine Şeması veya Çoklu Faaliyet Şeması
İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ İŞ ETÜDÜ & ERGONOMİ Yrd.Doç.Dr.Tarık Küçükdeniz İşçi-Makine Şeması Diğer adı İnsan-Makine Şeması veya Çoklu Faaliyet Şeması
Üretim/İşlemler Yönetimi 9. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 9 Yrd. Doç. Dr. Mert TOPOYAN İşletmelerin Yaşadığı Sorunların Temel Kaynağı İsraf Düşük verim Düşük kalite Müşteri memnuniyetsizliği Fiyat rekabetine dayanamamaları Kalite QUALIS
Üretim/İşlemler Yönetimi 9 Yrd. Doç. Dr. Mert TOPOYAN İşletmelerin Yaşadığı Sorunların Temel Kaynağı İsraf Düşük verim Düşük kalite Müşteri memnuniyetsizliği Fiyat rekabetine dayanamamaları Kalite QUALIS
ÜRETİM VE KAYNAK PLANLAMASI
 ÜRETİM VE KAYNAK PLANLAMASI ÜRETİM KAYNAKLARI PLANLAMASI KAVRAMI Üretim kaynakları planlaması (MRP II) sisteminin hedefleri stokların azaltılması, üretimi aksatmayacak ve dolayısı ile kapasite kayıplarına
ÜRETİM VE KAYNAK PLANLAMASI ÜRETİM KAYNAKLARI PLANLAMASI KAVRAMI Üretim kaynakları planlaması (MRP II) sisteminin hedefleri stokların azaltılması, üretimi aksatmayacak ve dolayısı ile kapasite kayıplarına
YORKA DÖKÜMHANE OTOMASYONU
 YORKA DÖKÜMHANE OTOMASYONU Yorka Bilgisayar Yazılım Dan.Hiz.San.Tic.LTD.ŞTİ. Fakülte Cad. No:24 DENİZLİ 0(258) 211 66 33 211 66 43 FAX:0(258) 211 66 20 http://www.yorkayazilim.com e-mail:[email protected]
YORKA DÖKÜMHANE OTOMASYONU Yorka Bilgisayar Yazılım Dan.Hiz.San.Tic.LTD.ŞTİ. Fakülte Cad. No:24 DENİZLİ 0(258) 211 66 33 211 66 43 FAX:0(258) 211 66 20 http://www.yorkayazilim.com e-mail:[email protected]
ÜRETİM -YÖNETİM. Ürün nedir? Üretim ve Hizmet nedir? Sizin üretmeyi düşündüğünüz ürün/hizmet nedir?
 ÜRETİM -YÖNETİM Ürün nedir? Üretim ve Hizmet nedir? Sizin üretmeyi düşündüğünüz ürün/hizmet nedir? Üretim, insan ihtiyaçlarını karşılamak amacıyla mal veya hizmetlerin meydana getirilmesi işlemine denir.
ÜRETİM -YÖNETİM Ürün nedir? Üretim ve Hizmet nedir? Sizin üretmeyi düşündüğünüz ürün/hizmet nedir? Üretim, insan ihtiyaçlarını karşılamak amacıyla mal veya hizmetlerin meydana getirilmesi işlemine denir.
İş Sıralama Kuraları 201 Johnson Algoritması
 / İş Sıralama Kuralları 201 / Johnson Algoritması 1 Ardışık 2 makinede işler nasıl sıralanır? İş Sıralama Kuraları 201 Johnson Algoritması Bu sunum sadece cengizpak.com.tr site üyeleri içindir cengizpak.com.tr
/ İş Sıralama Kuralları 201 / Johnson Algoritması 1 Ardışık 2 makinede işler nasıl sıralanır? İş Sıralama Kuraları 201 Johnson Algoritması Bu sunum sadece cengizpak.com.tr site üyeleri içindir cengizpak.com.tr
YÖNEYLEM ARAŞTIRMASI III Final Çalışma Soruları
 YÖNEYLEM ARAŞTIRMASI III Final Çalışma Soruları Soru ) Aşağıda verilen adım geçiş matrisli Markov Zincirini ele alın..5.5..8 P=.5.75.6. a) Markov Zincirindeki haberleşen sınıfları yazın. b) Markov Zincirinin
YÖNEYLEM ARAŞTIRMASI III Final Çalışma Soruları Soru ) Aşağıda verilen adım geçiş matrisli Markov Zincirini ele alın..5.5..8 P=.5.75.6. a) Markov Zincirindeki haberleşen sınıfları yazın. b) Markov Zincirinin
1.Lojistiğin Temel Kavramları. 2.Lojistik Sisteminin Bileşenleri. 3.Lojistik Ekonomisi. 4.Lojistik ve Tedarik Zinciri Yönetimi
 1.Lojistiğin Temel Kavramları 2.Lojistik Sisteminin Bileşenleri 3.Lojistik Ekonomisi 4.Lojistik ve Tedarik Zinciri Yönetimi 5.Lojistik ve Maliyet Yönetimi 1 6.Lojistikte Müşteri İlişkileri 7.Lojistikte
1.Lojistiğin Temel Kavramları 2.Lojistik Sisteminin Bileşenleri 3.Lojistik Ekonomisi 4.Lojistik ve Tedarik Zinciri Yönetimi 5.Lojistik ve Maliyet Yönetimi 1 6.Lojistikte Müşteri İlişkileri 7.Lojistikte
Planlama Seviyelerine Bir Bakış
 Kısa Vade Planlama Ufku Orta Vade Şimdi 2 ay 1 yıl Uzun vade Toplam planlama: Orta vadeli kapasite planlaması. Genellikle 2 ila 12 aylık dönemi kapsar. Planlama Seviyelerine Bir Bakış Kısa vadeli planlar
Kısa Vade Planlama Ufku Orta Vade Şimdi 2 ay 1 yıl Uzun vade Toplam planlama: Orta vadeli kapasite planlaması. Genellikle 2 ila 12 aylık dönemi kapsar. Planlama Seviyelerine Bir Bakış Kısa vadeli planlar
Her işletmenin amacı, müşterilerin satın almaya istekli olduğu mal ve hizmet üretmektir. Ancak, müşteri ihtiyaçlarının ve tercihlerinin sürekli
 1 2 Her işletmenin amacı, müşterilerin satın almaya istekli olduğu mal ve hizmet üretmektir. Ancak, müşteri ihtiyaçlarının ve tercihlerinin sürekli olarak değişmesinin yanında, rekabet ve üretim teknolojilerindeki
1 2 Her işletmenin amacı, müşterilerin satın almaya istekli olduğu mal ve hizmet üretmektir. Ancak, müşteri ihtiyaçlarının ve tercihlerinin sürekli olarak değişmesinin yanında, rekabet ve üretim teknolojilerindeki
SİSTEM MÜHENDİSLİĞİ DOĞRUSAL PROGRAMLAMA MODEL KURMA ÖRNEKLERİ
 SİSTEM MÜHENDİSLİĞİ DOĞRUSAL PROGRAMLAMA MODEL KURMA ÖRNEKLERİ Örnek (2-5) Güzel-Giyim konfeksiyon piyasaya ceket, etek ve elbise yapmaktadır. Konfeksiyoncu, ceketi, eteği ve elbiseyi kendisinin A1, A2
SİSTEM MÜHENDİSLİĞİ DOĞRUSAL PROGRAMLAMA MODEL KURMA ÖRNEKLERİ Örnek (2-5) Güzel-Giyim konfeksiyon piyasaya ceket, etek ve elbise yapmaktadır. Konfeksiyoncu, ceketi, eteği ve elbiseyi kendisinin A1, A2
Üretim Yönetimi Nedir?
 Üretim Yönetimi Üretim Yönetimi Nedir? Üretim süreçlerini ilgilendiren tüm kararların alınması ile ilgili disiplindir. Üretilen malların istenilen nicelikte ve zamanda en az giderle oluşmasını amaçlar
Üretim Yönetimi Üretim Yönetimi Nedir? Üretim süreçlerini ilgilendiren tüm kararların alınması ile ilgili disiplindir. Üretilen malların istenilen nicelikte ve zamanda en az giderle oluşmasını amaçlar
EK 9 : MAK 300 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK <300> STAJ RAPORU
 EK 9 : MAK 300 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK STAJ RAPORU (Rapor yazım tarihi) ÖĞRENCİ ADI SOYADI : NUMARASI : STAJ YAPILAN KURUM ADI : ADRESİ : STAJ TARİHİ
EK 9 : MAK 300 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK STAJ RAPORU (Rapor yazım tarihi) ÖĞRENCİ ADI SOYADI : NUMARASI : STAJ YAPILAN KURUM ADI : ADRESİ : STAJ TARİHİ
Rekabetçi Üretim Yönetimi
 Rekabetçi Üretim Yönetimi Kayseri Nisan 09, 2009 Dr. Adem Göleç Katılımcılar: Sanayi Kuruluşları Öğretim Üyeleri Öğrenciler Önümüzdeki bir saat Bir Üretim Sistemi Kurum Stratejisi Rekabet Öncelikleri Đmalat
Rekabetçi Üretim Yönetimi Kayseri Nisan 09, 2009 Dr. Adem Göleç Katılımcılar: Sanayi Kuruluşları Öğretim Üyeleri Öğrenciler Önümüzdeki bir saat Bir Üretim Sistemi Kurum Stratejisi Rekabet Öncelikleri Đmalat
Tesisler ve Donanımlar. Kapasite Planlaması. Tahmin
 Ürün ve hizmet üretme sistemine ve nasıl organize olacağına karar verilmesi Yeni ürün ve hizmet planlamasının bir aşamasıdır Kapasite planlamasını, ekipman seçimini ve yerleşke tasarımını etkiler. Süreç
Ürün ve hizmet üretme sistemine ve nasıl organize olacağına karar verilmesi Yeni ürün ve hizmet planlamasının bir aşamasıdır Kapasite planlamasını, ekipman seçimini ve yerleşke tasarımını etkiler. Süreç
Endüstriyel Otomasyon
 Endüstriyel Otomasyon Endüstriyel otomasyon çok geniş kapsamlı bir konu olmakla birlikte temel olarak makinaların ve proseslerin otomatik kontrolü olarak tanımlanabilir. PLC, HMI paneller ve scada kullanılarak
Endüstriyel Otomasyon Endüstriyel otomasyon çok geniş kapsamlı bir konu olmakla birlikte temel olarak makinaların ve proseslerin otomatik kontrolü olarak tanımlanabilir. PLC, HMI paneller ve scada kullanılarak
Bölüm 9 Üretim Fonksiyonu
 Bölüm 9 Üretim Fonksiyonu ÜRETİM FONKSİYONU KAVRAMI Genel anlamda üretim insan ihtiyaçlarını karşılamak amacıyla mal ve /veya hizmetlerin meydana getirilmesi işlemidir. Başka ifadeyle belirli girdilerin
Bölüm 9 Üretim Fonksiyonu ÜRETİM FONKSİYONU KAVRAMI Genel anlamda üretim insan ihtiyaçlarını karşılamak amacıyla mal ve /veya hizmetlerin meydana getirilmesi işlemidir. Başka ifadeyle belirli girdilerin
Benzetim. 11. Ders. İmalat Yönetimde. Benzetim
 Benzetim 11. Ders İmalat Yönetimde Benzetim İMALAT SİSTEMLERİ SINIFLANDIRILMASI Mal İmalatı Endüstriyel İmalat Yapı İmalatı (İnşaat Sektörü) Tarımsal ve Hayvancılık Dalında İmalat İmalat Tekniği Proses
Benzetim 11. Ders İmalat Yönetimde Benzetim İMALAT SİSTEMLERİ SINIFLANDIRILMASI Mal İmalatı Endüstriyel İmalat Yapı İmalatı (İnşaat Sektörü) Tarımsal ve Hayvancılık Dalında İmalat İmalat Tekniği Proses
İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI
 İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI 2014 İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI Açıklama Staj yapılan işletmelerde
İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI 2014 İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI Açıklama Staj yapılan işletmelerde
Endüstri Mühendisliğine Giriş
 NOT: MRP ve TAM ZAMANINDA ÜRETİM ARASINDAKİ FARKLAR ile ilgili notlar sizlere çalışmanız için derste işlenmemiştir Endüstri Mühendisliğine Giriş 26 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard.
NOT: MRP ve TAM ZAMANINDA ÜRETİM ARASINDAKİ FARKLAR ile ilgili notlar sizlere çalışmanız için derste işlenmemiştir Endüstri Mühendisliğine Giriş 26 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard.
2013-2014 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları
 2013-2014 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları Prof. Dr. Orhan TORKUL 1. Bilişim Sistemleri Analiz ve Tasarımı 2. İş Zekası Sistemleri 3. Ortak Çalışma Sistemleri
2013-2014 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları Prof. Dr. Orhan TORKUL 1. Bilişim Sistemleri Analiz ve Tasarımı 2. İş Zekası Sistemleri 3. Ortak Çalışma Sistemleri
NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI
 NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI AMAÇ MADDE 1 Bu staj kurallarının amacı Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi Endüstri Mühendisliği
NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI AMAÇ MADDE 1 Bu staj kurallarının amacı Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi Endüstri Mühendisliği
İÇİNDEKİLER. ÖNSÖZ... vii BÖLÜM I TURİZM İŞLETMELERİNDE MALİYET KONTROLÜ: TEMEL KAVRAMLAR GİRİŞ... 22
 İÇİNDEKİLER ÖNSÖZ... vii BÖLÜM I TURİZM İŞLETMELERİNDE MALİYET KONTROLÜ: TEMEL KAVRAMLAR GİRİŞ... 2 A-AĞIRLAMA VE TURİZM ENDÜSTRİSİ... 2 B-TURİZM ENDÜSTRİSİNİN TANIMI VE ÖZELLİKLERİ... 3 C-TURİZM İŞLETMELERİNDE
İÇİNDEKİLER ÖNSÖZ... vii BÖLÜM I TURİZM İŞLETMELERİNDE MALİYET KONTROLÜ: TEMEL KAVRAMLAR GİRİŞ... 2 A-AĞIRLAMA VE TURİZM ENDÜSTRİSİ... 2 B-TURİZM ENDÜSTRİSİNİN TANIMI VE ÖZELLİKLERİ... 3 C-TURİZM İŞLETMELERİNDE
Sağlık Kurumlarında Kaynak Planlaması DERS-2
 Sağlık Kurumlarında Kaynak Planlaması DERS-2 Sağlık Kurumlarında Üretim Planlaması ÖĞR. GÖR. HÜSEYİN ARI Üretimin Bir İşletmedeki Yeri Pazarlama Finans Üretim İnsan Kaynakları Muhasebe 3 Üretim Sistemi
Sağlık Kurumlarında Kaynak Planlaması DERS-2 Sağlık Kurumlarında Üretim Planlaması ÖĞR. GÖR. HÜSEYİN ARI Üretimin Bir İşletmedeki Yeri Pazarlama Finans Üretim İnsan Kaynakları Muhasebe 3 Üretim Sistemi
CELAL BAYAR ÜNİVERSİTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ YÖNERGESİ
 Bu staj yönergesi Celal Bayar Üniversitesi Endüstri Mühendisliği öğrencilerinin Üretim ve Yönetim stajları sırasında yapmaları gereken çalışmaları içermektedir. Staj, öğrencinin öğrenim hayatı boyunca
Bu staj yönergesi Celal Bayar Üniversitesi Endüstri Mühendisliği öğrencilerinin Üretim ve Yönetim stajları sırasında yapmaları gereken çalışmaları içermektedir. Staj, öğrencinin öğrenim hayatı boyunca
Marmara Üniversitesi Lojistik & Tedarik Zinciri Yönetimi Sertifika Programı Marmara University Logistics & Supply Chain Management Certificate Program
 Marmara Üniversitesi Lojistik & Tedarik Zinciri Yönetimi Sertifika Programı Marmara University Logistics & Supply Chain Management Certificate Program Amaç Değişen ve gelişen müşteri isteklerinin en verimli
Marmara Üniversitesi Lojistik & Tedarik Zinciri Yönetimi Sertifika Programı Marmara University Logistics & Supply Chain Management Certificate Program Amaç Değişen ve gelişen müşteri isteklerinin en verimli
Kalite Yönetimi. Kabul Örneklemesi 11. Hafta
 Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
T.C. MALTEPE ÜNİVERSİTESİ İŞLETME ve YÖNETİM BİLİMLERİ FAKÜLTESİ
 T.C. MALTEPE ÜNİVERSİTESİ İŞLETME ve YÖNETİM BİLİMLERİ FAKÜLTESİ ZORUNLU STAJ PROGRAMI LOJİSTİK STAJ RAPORU Öğrencinin Adı Soyadı Bölüm / Sınıf No./ Öğrenci No. Ev Telefonu Cep Telefonu e-posta ÖĞRENCİ
T.C. MALTEPE ÜNİVERSİTESİ İŞLETME ve YÖNETİM BİLİMLERİ FAKÜLTESİ ZORUNLU STAJ PROGRAMI LOJİSTİK STAJ RAPORU Öğrencinin Adı Soyadı Bölüm / Sınıf No./ Öğrenci No. Ev Telefonu Cep Telefonu e-posta ÖĞRENCİ
ÜRETİM YÖNETİMİ VE SİSTEMİ
 ÜRETİM YÖNETİMİ VE SİSTEMİ İŞLETMELERDE ÜRETİM SİSTEMLERİ VE TÜRLERİ Basit olarak, girdileri mal ve hizmetlere dönüştüren sisteme üretim sistemi adı verilmektedir. Sistemin temel elemanları olan girdi,
ÜRETİM YÖNETİMİ VE SİSTEMİ İŞLETMELERDE ÜRETİM SİSTEMLERİ VE TÜRLERİ Basit olarak, girdileri mal ve hizmetlere dönüştüren sisteme üretim sistemi adı verilmektedir. Sistemin temel elemanları olan girdi,
imalat: Ham maddenin işlenerek mala dönüştürülmesi.
 üretim: işgücü, sermaye, hammaddenin bir araya gelmesi ve bunlara organizasyonunda katılmasıyla oluşan mal ve hizmet olarak tanımlanabilir. Belirli faaliyet ve işlemler sonucu yeni bir mal veya hizmet
üretim: işgücü, sermaye, hammaddenin bir araya gelmesi ve bunlara organizasyonunda katılmasıyla oluşan mal ve hizmet olarak tanımlanabilir. Belirli faaliyet ve işlemler sonucu yeni bir mal veya hizmet
Analiz ve Kıyaslama Sistemi
 Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
BÖLÜM 1 TEDARİK ZİNCİRİ
 İÇİNDEKİLER BÖLÜM 1 TEDARİK ZİNCİRİ 1.1. Niçin Tedarik Zinciri?... 1 1.2. Tedarik Zinciri ve Tedarik Zinciri Yönetimi... 3 1.3. Tedarik Zinciri Yapısı... 5 1.4. İş Modelleri... 6 Kaynaklar... 7 BÖLÜM 2
İÇİNDEKİLER BÖLÜM 1 TEDARİK ZİNCİRİ 1.1. Niçin Tedarik Zinciri?... 1 1.2. Tedarik Zinciri ve Tedarik Zinciri Yönetimi... 3 1.3. Tedarik Zinciri Yapısı... 5 1.4. İş Modelleri... 6 Kaynaklar... 7 BÖLÜM 2
Üretim Sistemleri Analizi
 Üretim Sistemleri Analizi Ekonomistlerin "fayda yaratmak", mühendislerin ise "fiziksel bir varlık üzerinde onun değerini artıracak bir değişiklik yapmak, hammadde veya yarı mamulleri kullanılabilir bir
Üretim Sistemleri Analizi Ekonomistlerin "fayda yaratmak", mühendislerin ise "fiziksel bir varlık üzerinde onun değerini artıracak bir değişiklik yapmak, hammadde veya yarı mamulleri kullanılabilir bir
BAYBURT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA İLKELERİ BÖLÜM I GENEL HUSUSLAR
 BAYBURT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA İLKELERİ BÖLÜM I GENEL HUSUSLAR 1.1. Bu staj kılavuzu, Endüstri Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BAYBURT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA İLKELERİ BÖLÜM I GENEL HUSUSLAR 1.1. Bu staj kılavuzu, Endüstri Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
Marmara Üniversitesi Lojistik & Tedarik Zinciri Yönetimi Sertifika Programı Marmara University Logistics & Supply Chain Management Certificate Program
 Marmara Üniversitesi Lojistik & Tedarik Zinciri Yönetimi Sertifika Programı Marmara University Logistics & Supply Chain Management Certificate Program Amaç Değişen ve gelişen müşteri isteklerinin en verimli
Marmara Üniversitesi Lojistik & Tedarik Zinciri Yönetimi Sertifika Programı Marmara University Logistics & Supply Chain Management Certificate Program Amaç Değişen ve gelişen müşteri isteklerinin en verimli
MRM 400 STAJI RAPORU
 [ EK-7: ÖRNEK STAJ RAPORU (MRM 400) ] T.C. MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MRM 400 STAJI RAPORU ÖĞRENCİ STUDENT ADI SOYADI : NAME SURNAME : NUMARASI : NUMBER : STAJ
[ EK-7: ÖRNEK STAJ RAPORU (MRM 400) ] T.C. MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MRM 400 STAJI RAPORU ÖĞRENCİ STUDENT ADI SOYADI : NAME SURNAME : NUMARASI : NUMBER : STAJ
İÇİNDEKİLER KALİTE YE KUŞBAKIŞI
 İÇİNDEKİLER vii SAYFA YE KUŞBAKIŞI 1 GİRİŞ 2 Kalite İle İlgili Bazı Kavramlar 6 Kalitenin Getirileri 9 Kalite ile İlgili Kuruluşlar 10 Kalite nin unsurları 11 Kaliteyi Oluşturan Faktörler 12 HİZMETTE 13
İÇİNDEKİLER vii SAYFA YE KUŞBAKIŞI 1 GİRİŞ 2 Kalite İle İlgili Bazı Kavramlar 6 Kalitenin Getirileri 9 Kalite ile İlgili Kuruluşlar 10 Kalite nin unsurları 11 Kaliteyi Oluşturan Faktörler 12 HİZMETTE 13
KYM363 Mühendislik Ekonomisi. FABRİKA TASARIMI ve MÜHENDİSLİK EKONOMİSİ
 KYM363 Mühendislik Ekonomisi FABRİKA TASARIMI ve MÜHENDİSLİK EKONOMİSİ Prof.Dr.Hasip Yeniova E Blok 1.kat no.113 www.yeniova.info [email protected] [email protected] FABRİKA TASARIMI ve MÜHENDİSLİK
KYM363 Mühendislik Ekonomisi FABRİKA TASARIMI ve MÜHENDİSLİK EKONOMİSİ Prof.Dr.Hasip Yeniova E Blok 1.kat no.113 www.yeniova.info [email protected] [email protected] FABRİKA TASARIMI ve MÜHENDİSLİK
Tedarik Zinciri Yönetimi
 Tedarik Zinciri Yönetimi -Dağıtım Planlaması- Yrd. Doç. Dr. Mert TOPOYAN Dağıtım Tedarik zinciri içerisindeki ürün akıșları incelendiğinde üç temel akıș görülmektedir: Tedarik edilen girdilerin akıșı İmalat
Tedarik Zinciri Yönetimi -Dağıtım Planlaması- Yrd. Doç. Dr. Mert TOPOYAN Dağıtım Tedarik zinciri içerisindeki ürün akıșları incelendiğinde üç temel akıș görülmektedir: Tedarik edilen girdilerin akıșı İmalat
Tedarik Zincirinde Satın Alma ve Örgütsel İlişkiler
 Tedarik Zincirinde Satın Alma ve Örgütsel İlişkiler Arş.Gör. Duran GÜLER Ege Üniversitesi Ziraat Fakültesi Tarım Ekonomisi Bölümü Satın Alma ve Tedarik Satın Alma: Üretimde kullanılmak ya da yeniden satmak
Tedarik Zincirinde Satın Alma ve Örgütsel İlişkiler Arş.Gör. Duran GÜLER Ege Üniversitesi Ziraat Fakültesi Tarım Ekonomisi Bölümü Satın Alma ve Tedarik Satın Alma: Üretimde kullanılmak ya da yeniden satmak
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
Çizelgeleme Nedir? Bir ürünün üretilmesi/hizmetin sunumu için
 Üretim Çizelgeleme Çizelgeleme Nedir? Bir ürünün üretilmesi/hizmetin sunumu için işgörenin nerede, ne zaman gerekli olduğunun, gerekli faaliyetlerin zamanlamasının, üretime başlama ve üretimi tamamlama
Üretim Çizelgeleme Çizelgeleme Nedir? Bir ürünün üretilmesi/hizmetin sunumu için işgörenin nerede, ne zaman gerekli olduğunun, gerekli faaliyetlerin zamanlamasının, üretime başlama ve üretimi tamamlama
SEÇKİN İşletme & Finans
 Dr. Cem Niyazi DURMUŞ M. Vefa TOROSLU İŞLETME BÜTÇELERİ SEÇKİN İşletme & Finans İçindekiler Önsöz... 5 Şekiller Listesi... 13 Kısaltmalar... 15 Birinci Bölüm İŞLETME KAVRAMI 1.1. İŞLETME KAVRAMI... 17
Dr. Cem Niyazi DURMUŞ M. Vefa TOROSLU İŞLETME BÜTÇELERİ SEÇKİN İşletme & Finans İçindekiler Önsöz... 5 Şekiller Listesi... 13 Kısaltmalar... 15 Birinci Bölüm İŞLETME KAVRAMI 1.1. İŞLETME KAVRAMI... 17
2. Hafta DEPOLAR VE DEPOLAMA 1. DEPO VE DEPOLAMA KAVRAMLARI. 2. Hafta
 Öğr. Gör. Murat BURUCUOĞLU Gerek üretim hattı için gereken malzeme ve hammaddeler, gerekse dağıtım için bekleyen tamamlanmış ürünleri genel olarak stok olarak tanımlamaktayız. Stoklar ekonomik gelişmenin
Öğr. Gör. Murat BURUCUOĞLU Gerek üretim hattı için gereken malzeme ve hammaddeler, gerekse dağıtım için bekleyen tamamlanmış ürünleri genel olarak stok olarak tanımlamaktayız. Stoklar ekonomik gelişmenin
GGYS TEHLİKE ANALİZİ VE RİSK DEĞERLENDİRME PROSEDÜRÜ
 1. AMAÇ V KAPSAM: Gıda Güvenliği Yönetim Sisteminin uygulama alanı içinde oluşması muhtemel bütün olası tehlikelerin, Gıda Güvenliği ile ilgili sonuçlarına ve oluşma olasılıklarına göre tanımlanması ve
1. AMAÇ V KAPSAM: Gıda Güvenliği Yönetim Sisteminin uygulama alanı içinde oluşması muhtemel bütün olası tehlikelerin, Gıda Güvenliği ile ilgili sonuçlarına ve oluşma olasılıklarına göre tanımlanması ve
1. Süreç nedir? 2. Süreç nedir? 3. Temel süreç unsurları nelerdir? 4. Süreçler nasıl sınıflandırılabilir? Süreç tipleri nelerdir?
 1. Süreç nedir? Girdileri çıktı haline getiren birbiriyle ilgili ve etkileşimli faaliyetler takımı dır. 2. Süreç nedir? Tanımlanabilirlik Tekrarlanır olması Ölçülebilirlik Bir sahibi ve sorumluları olması
1. Süreç nedir? Girdileri çıktı haline getiren birbiriyle ilgili ve etkileşimli faaliyetler takımı dır. 2. Süreç nedir? Tanımlanabilirlik Tekrarlanır olması Ölçülebilirlik Bir sahibi ve sorumluları olması
ÜRETİM SİSTEMLERİ GELENEKSEL
 İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
Tedarik Zinciri Yönetimi
 Tedarik Zinciri Yönetimi -Tedarik Zinciri Ağı Tasarımı- Yrd. Doç. Dr. Mert TOPOYAN Ağ tasarımı, tedarik zinciri açısından üç karar düzeyini de ilgilendiren ve bu düzeylerde etkisi olan bir konudur. Zincirin
Tedarik Zinciri Yönetimi -Tedarik Zinciri Ağı Tasarımı- Yrd. Doç. Dr. Mert TOPOYAN Ağ tasarımı, tedarik zinciri açısından üç karar düzeyini de ilgilendiren ve bu düzeylerde etkisi olan bir konudur. Zincirin
İÇİNDEKİLER. Birinci Bölüm Üretim Yönetiminde Temel Kavramlar
 İÇİNDEKİLER Birinci Bölüm Üretim Yönetiminde Temel Kavramlar 1.1. Giriş... 2 1.2. Üretim Faktörleri ve Üretim... 3 1.3. Üretim ve İşlemler Yönetimi... 6 1.4. Üretim ve İşlemler Yönetiminin Kapsamı... 7
İÇİNDEKİLER Birinci Bölüm Üretim Yönetiminde Temel Kavramlar 1.1. Giriş... 2 1.2. Üretim Faktörleri ve Üretim... 3 1.3. Üretim ve İşlemler Yönetimi... 6 1.4. Üretim ve İşlemler Yönetiminin Kapsamı... 7
T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ, İMALAT MÜHENDİSLİĞİ BÖLÜMÜ İŞYERİ EĞİTİMİ UYGULAMA ESASLARI
 T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ, İMALAT MÜHENDİSLİĞİ BÖLÜMÜ İŞYERİ EĞİTİMİ UYGULAMA ESASLARI 1. İŞYERİ EĞİTİMİNİN AMACI a. Öğrencilere lisans programlarıyla ilgili işyerlerini yakından
T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ, İMALAT MÜHENDİSLİĞİ BÖLÜMÜ İŞYERİ EĞİTİMİ UYGULAMA ESASLARI 1. İŞYERİ EĞİTİMİNİN AMACI a. Öğrencilere lisans programlarıyla ilgili işyerlerini yakından
ÖDEV 08: Proses Maliyet Hesabı
 204END 08 ÖDEV- 1 ÖDEV 08: Proses Maliyet Hesabı Yrd. Doç. Dr. Ing. Halil İbrahim KORUCA Arş. Gör. Erdal AYDEMİR S.D.Ü. Mühendislik Mimarlık Fakültesi 32260 Isparta Tel: 0 246 211 1233 1291 Faks: 0 246
204END 08 ÖDEV- 1 ÖDEV 08: Proses Maliyet Hesabı Yrd. Doç. Dr. Ing. Halil İbrahim KORUCA Arş. Gör. Erdal AYDEMİR S.D.Ü. Mühendislik Mimarlık Fakültesi 32260 Isparta Tel: 0 246 211 1233 1291 Faks: 0 246
Tork aralığı dahilinde maksimum yük (Nm)
") Sipariş hakkında genel bilgiler Sipariş hakkında genel bilgiler PTO'ları ve PTO'lar için elektrikli tertibatı doğrudan fabrikadan sipariş edin. Parça ekleme oldukça maliyetli olacaktır. Tavsiye edilen
Sipariş hakkında genel bilgiler Sipariş hakkında genel bilgiler PTO'ları ve PTO'lar için elektrikli tertibatı doğrudan fabrikadan sipariş edin. Parça ekleme oldukça maliyetli olacaktır. Tavsiye edilen
Öğr. Gör. S. M. Fatih APAYDIN
 Öğr. Gör. S. M. Fatih APAYDIN Dersle İlgili Konular Üretim Yönetimi Süreç Yönetimi Tedarik Zinciri Yönetimi Üretim Planlama ve Kontrolü Proje Yönetimi Kurumsal Kaynak Planlaması-ERP Kalite Yönetimi Modern
Öğr. Gör. S. M. Fatih APAYDIN Dersle İlgili Konular Üretim Yönetimi Süreç Yönetimi Tedarik Zinciri Yönetimi Üretim Planlama ve Kontrolü Proje Yönetimi Kurumsal Kaynak Planlaması-ERP Kalite Yönetimi Modern
SMMM YETERLİLİK MALİYET / SAPMA ANALİZİ
 1. Maliyeti hesaplamalarında Standart Maliyet Yöntemini uygulayan bir işletme; tek bir üretim bölümünde, tekbir mamul üretmektedir. İşletmenin standart maliyet kartından aşağıdaki bilgiler tespit edilmiştir.
1. Maliyeti hesaplamalarında Standart Maliyet Yöntemini uygulayan bir işletme; tek bir üretim bölümünde, tekbir mamul üretmektedir. İşletmenin standart maliyet kartından aşağıdaki bilgiler tespit edilmiştir.
Zorunlu Dersler Dersin Dersin Adı AKTS Teori Uygulama. SBE501 Bilimsel Araştırma Yöntemleri Seçmeli Dersler. Kodu
 BURSA TEKNİK ÜNİVERSİTESİ SOSYAL BİLİMLER ENSTİTÜSÜ İŞLETME ANABİLİM DALI TEZSİZ YÜKSEK LİSANS PROGRAMI (İÖ) İşletme Anabilim Dalı Tezsiz Yüksek Lisans Programı, toplam otuz krediden az olmamak kaydıyla
BURSA TEKNİK ÜNİVERSİTESİ SOSYAL BİLİMLER ENSTİTÜSÜ İŞLETME ANABİLİM DALI TEZSİZ YÜKSEK LİSANS PROGRAMI (İÖ) İşletme Anabilim Dalı Tezsiz Yüksek Lisans Programı, toplam otuz krediden az olmamak kaydıyla
BÖLÜM-05 STANDART MALİYET VE SAPMA ANALİZİ
 BÖLÜM-05 STANDART MALİYET VE SAPMA ANALİZİ 1. Maliyeti hesaplamalarında Maliyet Yöntemini uygulayan bir işletme; tek bir üretim bölümünde, tekbir mamul üretmektedir. İşletmenin standart maliyet kartından
BÖLÜM-05 STANDART MALİYET VE SAPMA ANALİZİ 1. Maliyeti hesaplamalarında Maliyet Yöntemini uygulayan bir işletme; tek bir üretim bölümünde, tekbir mamul üretmektedir. İşletmenin standart maliyet kartından
BEYKENT ÜNİVERSİTESİ ÇALIŞMAYI YAPAN ÖĞRENCİNİN ADI, SOYADI :EMİN CAN BÖLÜMÜ :ENDÜSTRİ MÜHENDİSLİĞİ ÖĞRENCİ NO :
 BEYKENT ÜNİVERSİTESİ ÇALIŞMAYI YAPAN ÖĞRENCİNİN ADI, SOYADI :EMİN CAN BÖLÜMÜ :ENDÜSTRİ MÜHENDİSLİĞİ ÖĞRENCİ NO :090306019 Yaprak No : Ek-1 Yapılan İş : Girdi Malzeme Kabul ve Red Kartı Yaprak No : Ek-2
BEYKENT ÜNİVERSİTESİ ÇALIŞMAYI YAPAN ÖĞRENCİNİN ADI, SOYADI :EMİN CAN BÖLÜMÜ :ENDÜSTRİ MÜHENDİSLİĞİ ÖĞRENCİ NO :090306019 Yaprak No : Ek-1 Yapılan İş : Girdi Malzeme Kabul ve Red Kartı Yaprak No : Ek-2
LOJİSTİK VE TEDARİK ZİNCİRİ YÖNETİMİ UZMANLIK PROGRAMI
 LOJİSTİK VE TEDARİK ZİNCİRİ YÖNETİMİ UZMANLIK PROGRAMI LOJİSTİK VE TEDARİK ZİNCİRİ YÖNETİMİ UZMANLIK PROGRAMI Program 1: Program 2: Taşımacılık Yönetimi Depo Yönetimi Stok Yönetimi Satınalma ve Tedarik
LOJİSTİK VE TEDARİK ZİNCİRİ YÖNETİMİ UZMANLIK PROGRAMI LOJİSTİK VE TEDARİK ZİNCİRİ YÖNETİMİ UZMANLIK PROGRAMI Program 1: Program 2: Taşımacılık Yönetimi Depo Yönetimi Stok Yönetimi Satınalma ve Tedarik
STOK KARTLARINDA ÇOKLU ÖLÇÜ BİRİMLERİ
 STOK KARTLARINDA ÇOKLU ÖLÇÜ BİRİMLERİ Amaç ve Fayda Stok sabit tanımlarında 3 adet olan ölçü birimi seçiminde esneklik sağlamak. Stok kartı bazında istenildiği kadar farklılıkta ölçü birimi tanımlaması
STOK KARTLARINDA ÇOKLU ÖLÇÜ BİRİMLERİ Amaç ve Fayda Stok sabit tanımlarında 3 adet olan ölçü birimi seçiminde esneklik sağlamak. Stok kartı bazında istenildiği kadar farklılıkta ölçü birimi tanımlaması
"Hep birlikte ileriye..." sloganıyla firmamız 2015 yılında da yeni müşterileriyle büyümeyi hedeflemektedir.
 DÜNDARLAR MAKİNA 1 Dündarlar Makina Sanayi ve Ticaret Limited Şirket 1995 yılında 900 m2 kapalı alanda faaliyetine başlayan firmamız hızla büyüyerek 2009 yılında 6500 m2 kapalı, 6000 m2 açık alanda üzere
DÜNDARLAR MAKİNA 1 Dündarlar Makina Sanayi ve Ticaret Limited Şirket 1995 yılında 900 m2 kapalı alanda faaliyetine başlayan firmamız hızla büyüyerek 2009 yılında 6500 m2 kapalı, 6000 m2 açık alanda üzere
Profesyonel, verimli, yenilikçi sistemler...
 ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 [email protected] [email protected]
ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 [email protected] [email protected]
2015-2016. Eğitim Programları Tanıtımı TALEP PLANLAMA & SATIŞ TAHMİN TEKNİKLERİ DETAY ÇİZELGELEME ÜRETİMDE GENEL PLANLAMA & ÇİZELGELEME
 Kurumsal Süreçlerinde Optimizasyon 2015-2016 Eğitim Programları Tanıtımı ÜRETİMDE GENEL PLANLAMA & ÇİZELGELEME TALEP PLANLAMA & SATIŞ TAHMİN TEKNİKLERİ SATIŞ & OPERASYON PLANLAMA (S&OP) KAPASİTE & MALZEME
Kurumsal Süreçlerinde Optimizasyon 2015-2016 Eğitim Programları Tanıtımı ÜRETİMDE GENEL PLANLAMA & ÇİZELGELEME TALEP PLANLAMA & SATIŞ TAHMİN TEKNİKLERİ SATIŞ & OPERASYON PLANLAMA (S&OP) KAPASİTE & MALZEME
PAU ENDÜSTRİ MÜHENDİSLİĞİ. IENG 328 - Üretim Planlama ve Kontrolü 2
 PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
Üretim, insan gereksinimlerinin doğa tarafından tam olarak karşılanamaması sonucu ortaya çıkmıştır. Çünkü doğada bulunan mevcut kaynakların çoğu bir
 1 2 3 Üretim, insan gereksinimlerinin doğa tarafından tam olarak karşılanamaması sonucu ortaya çıkmıştır. Çünkü doğada bulunan mevcut kaynakların çoğu bir işlemden geçmeden kullanılamazlar. Örnek olarak
1 2 3 Üretim, insan gereksinimlerinin doğa tarafından tam olarak karşılanamaması sonucu ortaya çıkmıştır. Çünkü doğada bulunan mevcut kaynakların çoğu bir işlemden geçmeden kullanılamazlar. Örnek olarak
GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM
 GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM Grup Teknolojisi Ve Hücresel Üretim Kavramları Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında
GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM Grup Teknolojisi Ve Hücresel Üretim Kavramları Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm
 up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
YÖNEYLEM ARAŞTIRMALARI 1
 YÖNEYLEM ARAŞTIRMALARI 1 1.HAFTA Amacı:Karar vericiler işletmelerde sahip oldukları kaynakları; insan gücü makine ve techizat sermaye kullanarak belirli kararlar almak ister. Örneğin; en iyi üretim miktarı
YÖNEYLEM ARAŞTIRMALARI 1 1.HAFTA Amacı:Karar vericiler işletmelerde sahip oldukları kaynakları; insan gücü makine ve techizat sermaye kullanarak belirli kararlar almak ister. Örneğin; en iyi üretim miktarı
2014-2015 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları
 2014-2015 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları Prof. Dr. Orhan TORKUL 1. Bilişim Sistemleri Analiz ve Tasarımı 2. İş Zekası Sistemleri 3. Ortak Çalışma Sistemleri
2014-2015 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları Prof. Dr. Orhan TORKUL 1. Bilişim Sistemleri Analiz ve Tasarımı 2. İş Zekası Sistemleri 3. Ortak Çalışma Sistemleri
Yükleme Emrinde bulunan belge numarası, kamyon plaka numarası ve şoför adının irsaliyeye taşınması,
 SEVK VE YÜKLEME EMRİ YENİLİKLERİ Amaç ve Fayda Sevk ve Yükleme Emrine bağlı işlemlerde yapılan yenilikler ile; Yükleme Emri oluştururken stok bakiye kontrolü, Yükleme Emri Oluşturulurken stoktan ayrılan
SEVK VE YÜKLEME EMRİ YENİLİKLERİ Amaç ve Fayda Sevk ve Yükleme Emrine bağlı işlemlerde yapılan yenilikler ile; Yükleme Emri oluştururken stok bakiye kontrolü, Yükleme Emri Oluşturulurken stoktan ayrılan
ÜRETİM SİSTEMLERİ ve ÖZELLİKLERİ
 ÜRETİM SİSTEMLERİ ve ÖZELLİKLERİ Üretim sistemleri hammaddelerin bitmiş ürüne dönüştürüldükleri sistemlerdir. Bu sistemler için oluşturulacak simülasyon modelleri tamamen üretim sisteminin tipine ve verilecek
ÜRETİM SİSTEMLERİ ve ÖZELLİKLERİ Üretim sistemleri hammaddelerin bitmiş ürüne dönüştürüldükleri sistemlerdir. Bu sistemler için oluşturulacak simülasyon modelleri tamamen üretim sisteminin tipine ve verilecek
Doç.Dr. Özlem İpekgil Doğan Araş Gör. Mert Topoyan
 Doç.Dr. Özlem İpekgil Doğan Araş Gör. Mert Topoyan Neden Süreç Yönetimi? Örgütlerin çoğu geleneksel olarak fonksiyonel temelde yapılandırılmıştır. Tüm çalışmalar bağlı olunan fonksiyon içinde başlatılmakta,
Doç.Dr. Özlem İpekgil Doğan Araş Gör. Mert Topoyan Neden Süreç Yönetimi? Örgütlerin çoğu geleneksel olarak fonksiyonel temelde yapılandırılmıştır. Tüm çalışmalar bağlı olunan fonksiyon içinde başlatılmakta,