MAK 351 İmal Usulleri
|
|
|
- Zeki Gürses
- 10 yıl önce
- İzleme sayısı:
Transkript
1 1 MAK 351 İmal Usulleri Ders Kitabı: Fundamentals of Modern Manufacturing Mikell Groover 4.Edition; SI Version 2010, Wiley&Sons Doç.Dr. Murat VURAL

2 2
3 3

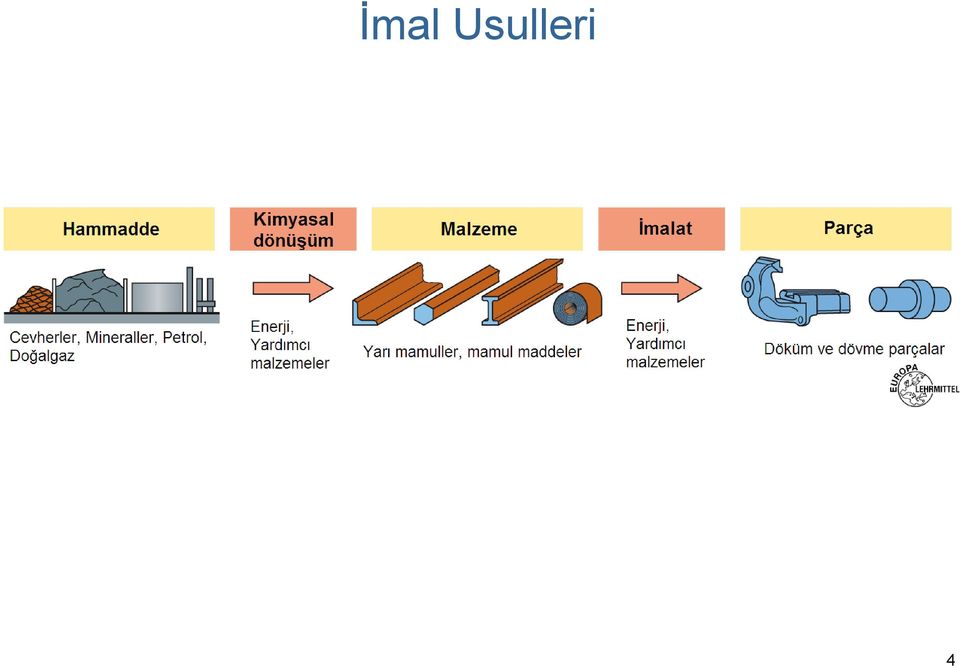
4 İmal Usulleri 4

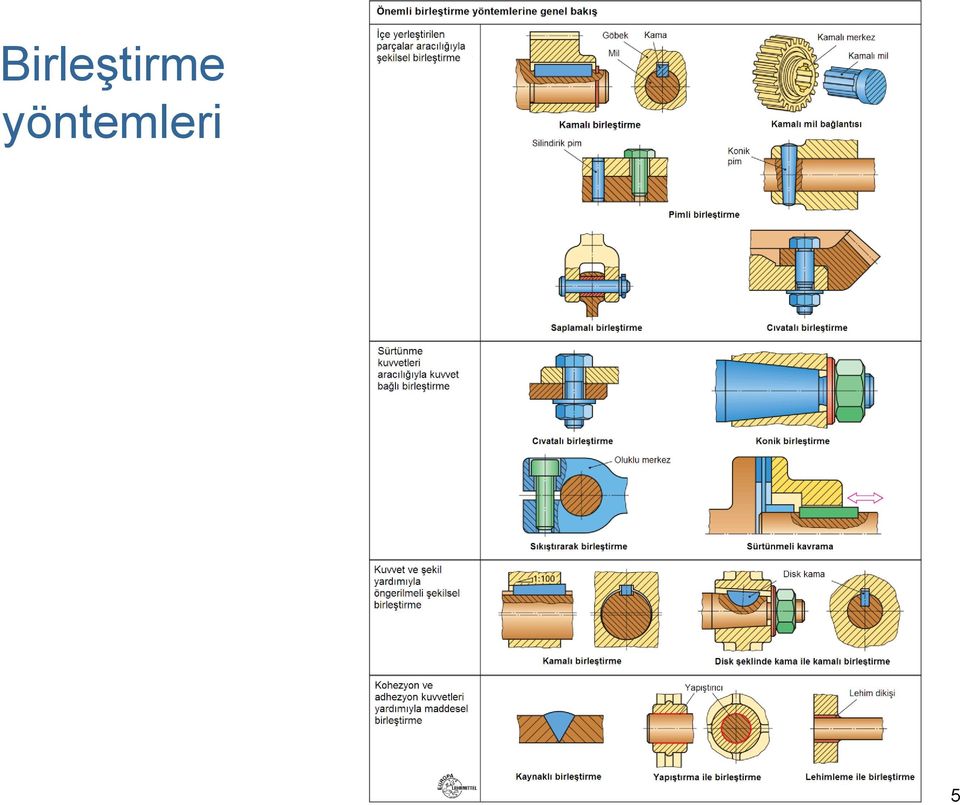
5 Birleştirme yöntemleri 5
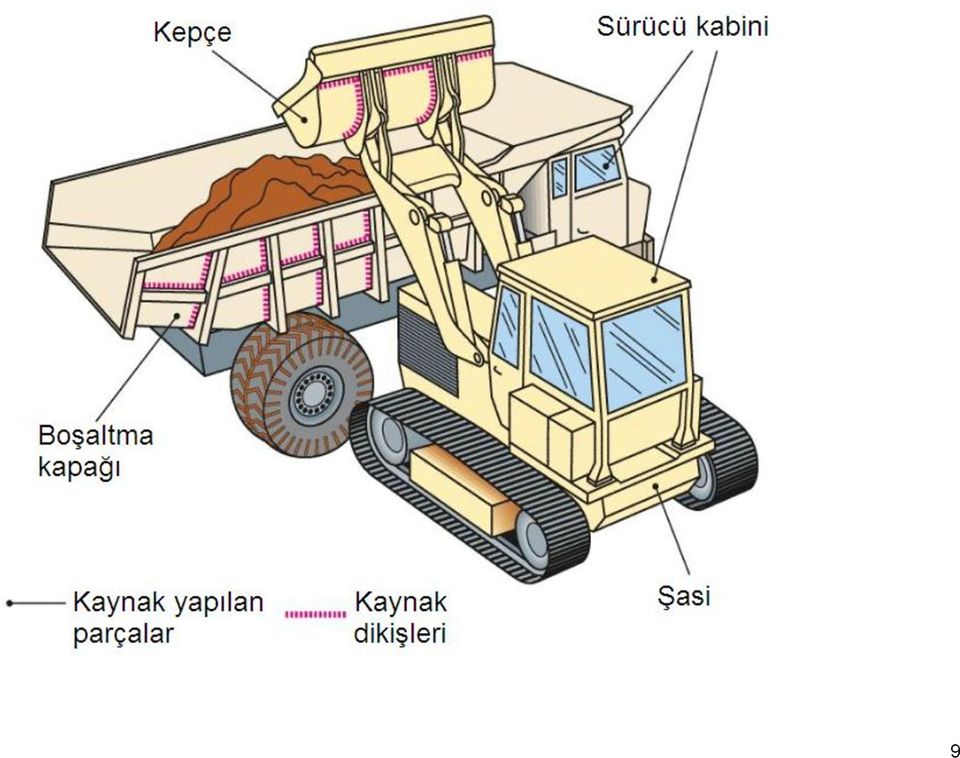
6 6 Birleştirmenin Esasları Kaynak, çoğu kez metal olan iki malzemenin, sıcaklık, basınç ve metalurjik koşulların uygun bir bileşimi sayesinde kalıcı şekilde birleştirilmesidir. Bu değişkenler, basınç olmadan sadece yüksek sıcaklık sıcaklık olmadan sadece basınç arasında değerler alabilir. Yüksek kaliteli bir kaynaklı birleşim oluşturmak için: Yeterli ısı ve/veya basınç menbaı Metalin korunma veya temizlenmesi için bir ortam ve Zararlı metalurjik etkilerden kaçınmak gerekir.

7 Kaynağın Uygulama Alanları 7

8 8 Kaynak Yöntemlerinin İki Temel Kategorisi Eritme kaynağı birleştirme, birleştirilecek iki parçanın, bazen bağlantıya ilave metal ekleyerek eritilmesiyle gerçekleştirilir Örnekler: ark kaynağı, direnç nokta kaynağı, oksi-yanıcı gaz kaynağı Katı hal kaynağı birleştirmeyi oluşturmak için ısı ve/veya basınç kullanılır; ancak esas metallerde erime olmaz ve ilave metal kullanılmaz Örnekler: dövme (demirci) kaynağı, difüzyon kaynağı, sürtünme kaynağı
 kaynağı, difüzyon kaynağı, sürtünme")
9 9
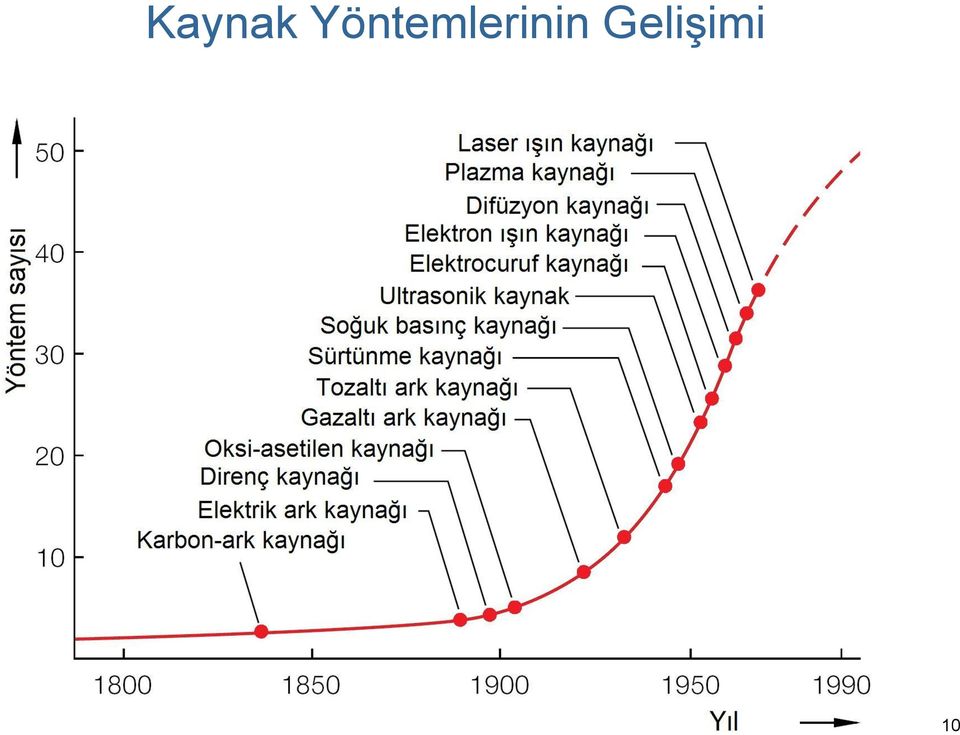
10 Kaynak Yöntemlerinin Gelişimi 10

11 11 Kaynağın Temelleri ve Genel Koşulları Kaynak hatalarından kaçınmak için: Yapının uygun tasarımı Kaynak yönteminin seçimi Isıtma, eritme ve soğuma sırasında ilave ve esas metaldeki olaylar göz önünde bulundurulmalıdır.

12 Yetersiz erime 12 Kaynak Hataları Çatlaklar Gözenek



13 Kaynak Hataları - devam Kaynak profil hataları Isı etkisiyle oluşan distorsiyonlar 13


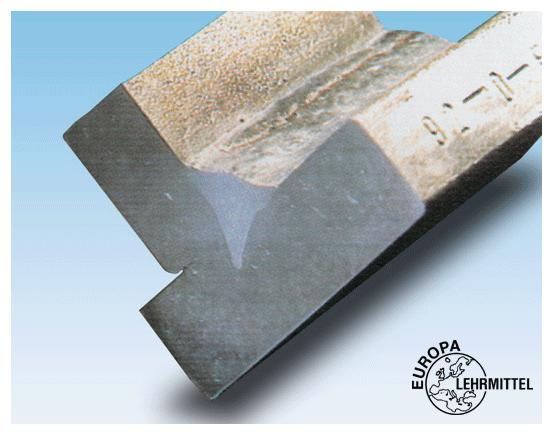
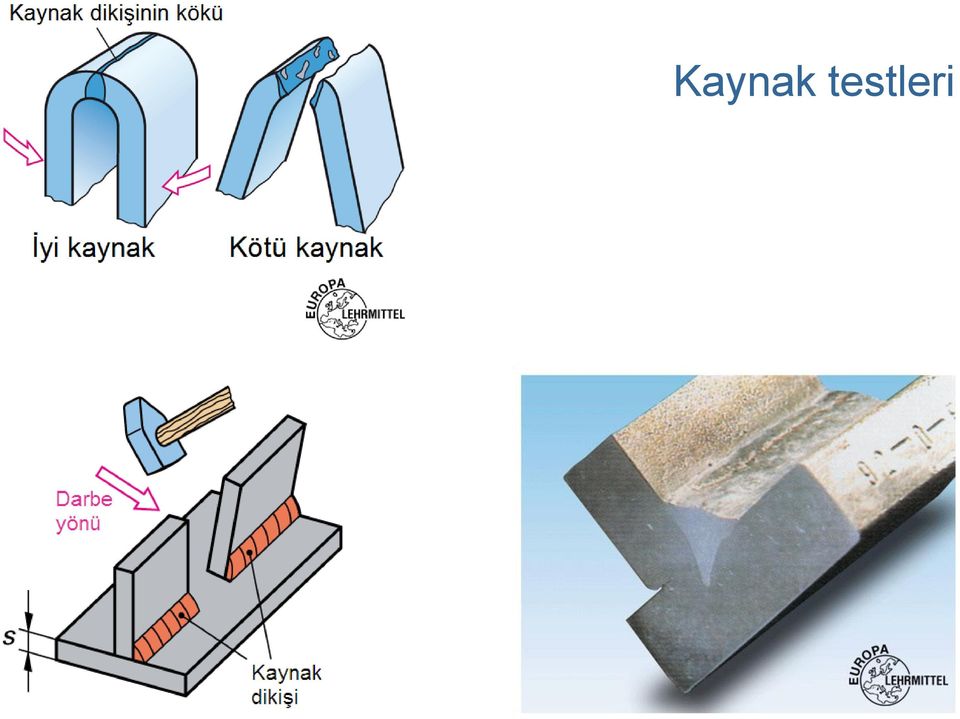
14 Kaynak testleri 14
15 15 Küt Alın Kaynak Dikişleri için Kaynak Ağızları Küt alın dikişlerini oluşturmak için değişik şekillerde kaynak ağızları açılabilir

 kaynak tercih edilir; ancak malzemenin kalınlığına ve kaynak yöntemine göre çok paso gerekebilir.")
16 16 Kaynak Ağız Hazırlığı Ağız türünün seçimi: Parça kalınlığına Kullanılacak kaynak yöntemine Parçanın kaynak pozisyonuna bağlıdır Mümkünse tek pasolu (tek geçişli) kaynak tercih edilir; ancak malzemenin kalınlığına ve kaynak yöntemine göre çok paso gerekebilir. Eritme kaynağında kaynak ağzı ile ilgili temel kavramlar

17 Dikiş Terimleri 17
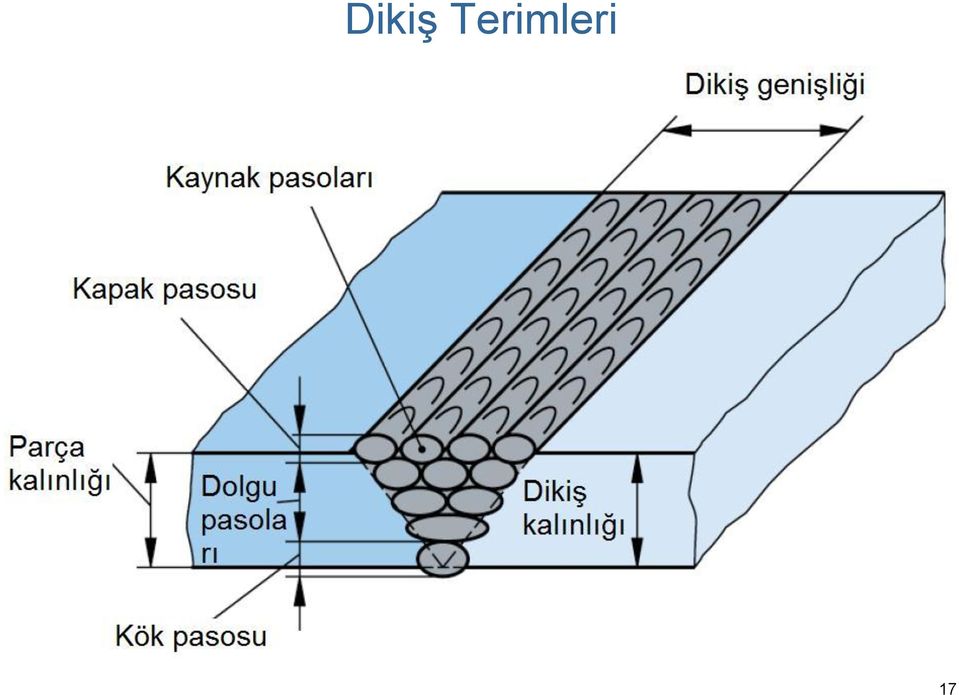

18 Boyut Boyut Boyut 18 İçköşe Dikişleri İçköşe kaynak dikişleri, T, bindirme ve köşe birleştirmelerde kullanılır. İçköşe dikişinin boyutu, kaynak dikişinin enkesiti içine çizilebilen en büyük 45 lik dik üçgenin kenar uzunluğu ile ölçülür. Tercih edilen Aşırı kaynak metali Aşırı kaynak metali Şekil 5. İçköşe kaynaklarının boyutunun ölçüm yöntemi ve tercih edilen dikiş formları

19 Temel Kaynak Birleşim Türleri Şekil 6 da beş temel birleşim türü gösterilmiştir. Alın birleşim Bindirme birleşim Dış köşe birleşim T- birleşim Kıvrık alın birleşim Şekil 6. Beş temel birleşim türü 19


20 Tapa ve Delik Kaynağı Direnç Kaynağı 20

21 Kaynak Fiziği Eritme, kaynakta birleşimi sağlayan en yaygın araçtır Eritmeyi oluşturmak için, temas eden yüzeylere yüksek yoğunlukta bir ısı enerjisi uygulamak gerekir, böylece oluşturulan sıcaklık esas metallerin (ve kullanılmışsa ilave metalin) yerel olarak erimesine yol açar Metalurjik nedenlerden dolayı, minimum enerjiyle ancak yüksek ısı yoğunluklarıyla eritme tercih edilir 34
22 Isı Yoğunluğu Birim yüzey başına parçaya aktarılan güç (güç yoğunluğu), W/mm 2 Eğer güç yoğunluğu çok düşükse, ısı parça içine iletilir ve erime oluşmaz Eğer güç yoğunluğu çok fazlaysa, yerel sıcaklıklar, etkilenen bölgedeki metali buharlaştırır Kaynağın gerçekleştirilebildiği, pratik bir ısı yoğunluğu aralığı mevcuttur 35
23 Kaynak Yöntemleri Arasında Bazı Karşılaştırmalar Oksi-yanıcı gaz kaynağı (OFW) geniş ısı miktarları üretir, ancak bu ısı geniş bir alana dağıldığından ısı yoğunluğu göreceli olarak düşüktür Oksi-asetilen gazı, OFW gazlarının en sıcak olanıdır; 3500 C lik bir maksimum sıcaklığa ulaşır Ark kaynağı, yerel sıcaklıkları 5500 ila 6600 C ye ulaşan, dar bir alanda yüksek enerji üretir 36
24 Değişik Kaynak Yöntemleri için Yaklaşık Güç Yoğunlukları Kaynak yöntemi W/mm 2 Oksi-yanıcı gaz 10 Ark 50 Direnç 1,000 Laser ışını 9,000 Elektron ışını 10,000 37
25 Güç Yoğunluğu Yüzeye giren enerjinin buna karşı gelen yüzey alanına oranı: P PD A burada PD = güç yoğunluğu, W/mm 2 ; P = yüzeye giren enerji, W ; ve A = enerjinin girdiği yüzey alanı, mm 2 38
26 Eritme için Birim Enerji Birim hacim metali eritmek için gerekli ısı miktarı Sembolü U m Aşağıdakilerin toplamından oluşur: Katı metali erime sıcaklığına yükseltmek için gerekli ısı Hacimsel özgül ısıya bağlıdır Metali erime sıcaklığında, katıdan sıvı faza dönüştürmek için gerekli ısı Eritme ısısına bağlıdır 39
27 Kaynakta İki Isı Transfer Mekanizması Tüm girdi enerjisinin kaynak metalini eritmekte kullanıldığına dikkat ediniz 1. Isı transfer etkinliği f 1 menbada üretilen toplam ısının parça tarafından alınan gerçek ısıya oranı 2. Eritme etkinliği f 2 eritme için kullanılan, parça yüzeyinden alınan ısı kısmı; kalanı parça metaline iletilir 40

28 Kaynaktaki Isı Transfer Mekanizmaları 2010 John Wiley & Sons, Inc. M P Groover, Principals of Modern Manufacturing 4/e SI Version
29 Kaynağa Uygun Isı H w = f 1 f 2 H burada H w = kaynağa uygun net ısı; f 1 = ısı transfer etkinliği; f 2 = eritme etkinliği; ve H = kaynak yönteminin ürettiği toplam ısı 41
30 Isı Transfer Etkinliği f 1 Menbada üretilen toplam ısıya göre parça yüzeyinde üretilen ısı kısmı Kaynak yöntemine ve güç menbaının (örn. Elektrik enerjisi) parça yüzeyinde kullanılabilir ısıya dönüşme kapasitesine bağlıdır Oksi-yanıcı gaz kaynak yöntemi göreceli olarak daha az etkindir Ark kaynağı göreceli olarak daha etkindir 42
31 Eritme Etkinliği f 2 Isının, parça yüzeyinde eritme için alınan kısmı; kalanı parça metali içine iletilir Kaynak yöntemine bağlıdır ancak metalin ısıl özelliklerinden, bağlantı konfigürasyonundan ve parça kalınlığından da etkilenir Alüminyum ve bakır gibi yüksek ısıl iletkenliğe sahip metaller, temas alanından ısının hızlı dağılması nedeniyle kaynakta problem oluştururlar 43
32 Enerji Denge Denklemi H w = U m V burada H w = işleme verilen net ısı enerjisi, J; U m = metali eritmek için gerekli birim enerji, J/mm 3 ve V = eritilen metal hacmi, mm 3 44
33 33 Eritme Kaynağının Yapısı Şekil 35-10, bir eritme kaynağının tipik yapısını göstermektedir. Şekil Bir eritme kaynağında tane yapısı ve değişik bölgeler
34 Isının Tesiri Altındaki Bölge (ITAB) (Heat Affected Zone=HAZ) 34
35 Soğuma Hızı ve Ön ve Son Tavlama Ön tavlama, parça sıcaklığını yükselterek hızlı soğumayı ve istenmeyen sertleşmeleri engeller; ayrıca hidrojenin yapıdan çıkışını kolaylaştırır Kaynak yapılan çeliğin karbon eşdeğeri % 0,3 ten yüksekse, ön tavlama uygulamak gerekir. Mn Cr+Mo+V Ni+Cu C eş = C Genellikle ön tavlama sıcaklıkları 100 C-200 C arasındadır. Bu sıcaklığın tespiti için değişik yöntemler mevcuttur Çelik dışındaki metallerde de ısı etkisiyle yapısal dönüşümler meydana gelir. 35
36 Isının Neden Olduğu Artık Gerilmeler Kaynakta en çok, maksimum ısının oluştuğu eritme kaynağında artık gerilmeler oluşur Artık kaynak gerilmeleri, kaynak yapılan parçalardaki ısıl genleşme ve büzülmenin sınırlanmasıyla oluşur Şekil Bir eritme kaynaklı küt alın dikişinde boylamasına artık gerilmelerin şematik görünüşü 36
37 Kaynak Artık Gerilmeleri Artık gerilmeler, kaynak hattına hem paralel hem de dik yönde oluşur. Şekil Malzemenin etkiyen gerilmelere cevap vermesi sırasında, tipik bir küt kaynağın (a) enine ve (b) boylamasına büzülmeleri. Sınırlanan enine hareket, tüm dikişte enine gerilmeye neden olur. 37
38 38 Isıl Gerilmelerin Etkileri Kaynağın neden olduğu ısıl gerilmelerin en yaygın sonucu parçanın distorsiyon udur. Distorsiyonların en düşük seviyede tutulması için: Kaynak işlemi en az ısıyla yapılmalıdır Kaynaklar, birleşimi oluşturacak en az miktarda olmalıdır Kaynak sırasında paso sayısı düşük tutulmalıdır Kaynak işlemi, sınırlanmış bölgelerden serbest bölgelere doğru yapılmalıdır Ters distorsiyon uygulanmalıdır Kaynaktan hemen sonra çekiçleme uygulanmalıdır Kaynak dikişleri simetrik düzenlenmelidir
 Kapak bölgesi kök bölgesine göre daha çok büzülen V-küt alın dikişi; (b) Tek taraflı içköşe dikişi; (c)")
39 Distorsiyon Türleri Şekil Distorsiyonlar kaynak işleminin sonucu olarak oluşabilir: (a) Kapak bölgesi kök bölgesine göre daha çok büzülen V-küt alın dikişi; (b) Tek taraflı içköşe dikişi; (c) Bir dikey web te çift taraflı içköşe dikişleri Ters yönde ön çarpılma vererek veya çift taraftan kaynak yaparak distorsiyonun önlenmesi 39
40 40 Kaynak Kabiliyeti Çoğunlukla bir malzemenin kaynağa uygunluğunu ifade eder. Ancak parça şekli, kalınlığı, kaynak pozisyonu ve kullanılan kaynak yöntemi de kaynak kabiliyetine etki yapar
41 Kaynak Kabiliyeti Kaynak Yapılabilirlik 41 MALZEME Kaynak Kabiliyeti KONSTRÜKSİYON İMALAT
42 Kaynak Pozisyonları 42
43 43
44 44 Oksi-Yanıcı Gaz Kaynağı Oksijenle karıştırılmış değişik yanıcı gazları yakan eritme kaynak yöntemleri Oksi-yanıcı gaz kaynağı, bu grubun üyeleri arasında temel farkı oluşturan değişik gaz türlerini kullanır Oksi-yanıcı gaz, ayrıca metal levhaları ve diğer parçaları kesmek ve ayırmak için alevle kesme işleminde de kullanılır En önemli oksi-yanıcı gaz kaynak yöntemi oksiasetilen kaynağıdır
45 45 Oksi-Asetilen Kaynağı Asetilen ve oksijenin yanmasıyla elde edilen yüksek sıcaklıkta bir alevle yapılan eritme kaynağı Alev bir üfleç ile yönlendirilir Bazen ilave metal kullanılır Bileşimi esas metale benzemelidir İlave çubuk, yüzeyleri temizlemek ve oksitlenmeyi önlemek için çoğunlukla dekapanla kaplıdır

46 Oksi-Asetilen Kaynak Ekipmanı
47 47 Pirinçten mamul tüp vanası Kırmızı halka Gözenekli madde için işaretleme Koruyucu kapak Tüp vanası Çıkış bağlantısı Çelik tüp Gözenekli madde İçinde Asetilen i eriten Aseton için boşluklar Taban halkası Ayak
48 48 Manometre Tüp basıncı Çalışma basıncı Manometre bağlantısı Tehlike uyarı etiketi Asetilen Üflece giden hortum
49 Oksi-Asetilen Üfleci (Emme tipi) Karışım bölgesi Oksi-asetilen kaynak üfleci ve kesiti 49
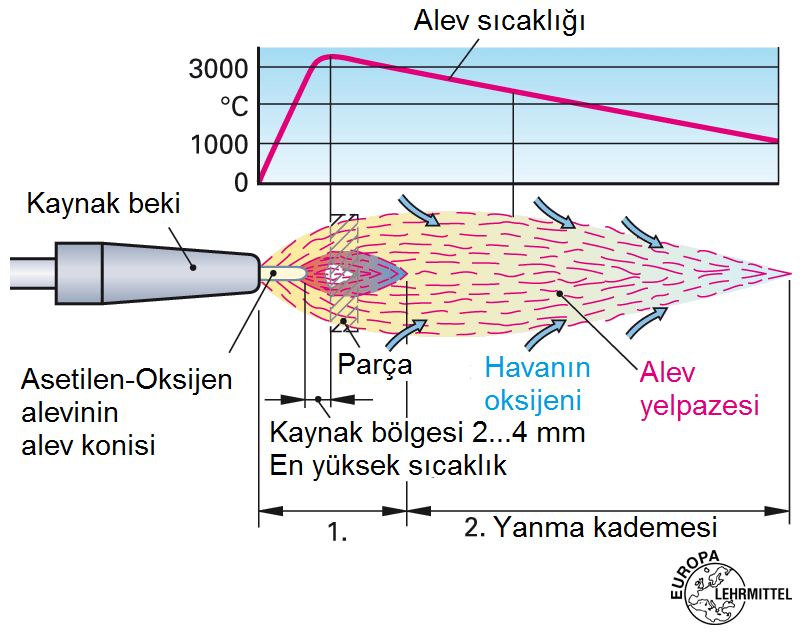
50 50 Asetilen (C 2 H 2 ) Oksi-yanıcı gaz kaynak grubu içinde, diğerlerine oranla en yüksek sıcaklıkları oluşturma kapasitesi nedeniyle en yaygın yanıcı gaz C ye kadar Asetilen ve oksijenin iki kademeli kimyasal reaksiyonu: Birinci kademe reaksiyonu (iç alev konisi): C 2 H 2 + O 2 --> 2CO + H 2 + Isı İkinci kademe reaksiyonu (dış zarf): 2CO + H O 2 --> 2CO 2 + H 2 O + Isı
51 51 Maksimum sıcaklığa, iç koninin ucunda ulaşılır Dış zarf parça yüzeyine yayılır ve kaynak bölgesini, çevreleyen atmosferden korumak üzere örter Dış zarf, 1260 C İç koni, 3480 C Asetilen tüyü, 2090 C Ulaşılan sıcaklıkları gösteren, bir oksi-asetilen üflecinden nötr alev
52 Oksi-Asetilen Alevi 52
53 53 C 2 H 2 +O 2 karışımı İLERLEME YÖNÜ İlave çubuk Esas metal Kaynak üflecinin ucu (bek) Alev Katılaşmış kaynak metali Erimiş kaynak metali Tipik bir oksi-asetilen kaynak işlemi

54 Alev Ayarı Oksi-asetilen alevinin kimyasal karakterleri Oksi-asetilen alevinin gücü 54
55 Oksi-Asetilen Kaynağında Kaynak Tekniği Sola kaynak Sağa kaynak
 emdirilmiş (asbest gibi) gözenekli maddeyle doludur Aseton, asetilenin kendi hacminin 25")
56 Oksi-Asetilen Kaynağında Güvenlik Konuları 56 Karışım halindeyken asetilen ve oksijen yüksek derecede yanıcıdır C 2 H 2 renksiz ve kokusuzdur Bu nedenle karakteristik bir sarımsak kokusu katılır C 2 H 2,1 atm nin üzerindeki basınçlarda fiziksel olarak kararsızdır Depolama tüpleri, aseton (CH 3 COCH 3 ) emdirilmiş (asbest gibi) gözenekli maddeyle doludur Aseton, asetilenin kendi hacminin 25 katını çözer C 2 H 2 ve O 2 tüpleri ve hortumları üzerinde, hatalı gaz bağlantılarından kaçınmak için farklı yönlerde kapanan dişler bulunur Asetilen tüpü Oksijen tüpü
57 Oksi-Asetilen Kaynağının Yapılışı Nötr alev, parlak bir kaynak banyosu ve hiç veya çok az kıvılcım oluşturur. Asetileni fazla (karbürleyici) alev, daha karışımlı bir banyo oluşturur. Oksijeni fazla (oksitleyici) alev, erimiş kaynak banyosunun üzerinde bir köpük oluşturur ve daha fazla kıvılcım çıkarır. Kaynağın başlangıcında, metal eriyene kadar ısıtılır. 57
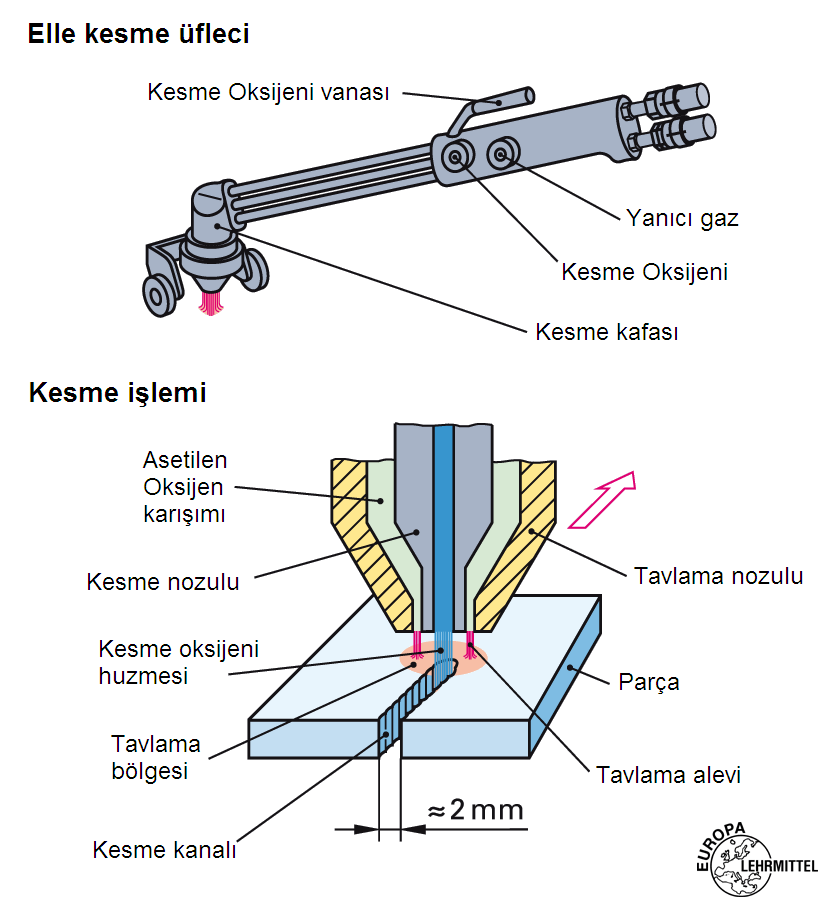
58 58 Alevle Kesme (Yakarak Kesme) En yaygın kesme yöntemidir Demirin oksijenle yakılması esasına dayanır Öncelikle çeliğin tutuşma sıcaklığına kadar tavlanması gerekir. Bu bölge saf oksijenle temas ettiğinde yanmaya başlar (alevle yakarak kesme) Tutuşma sıcaklığına ulaşan çelik ile oksijen arasında, aşağıdaki reaksiyonlardan biri veya birkaçı meydana gelir: Fe + O FeO + ısı 3Fe + 2O 2 Fe 3 O 4 + ısı 4Fe + 3O 2 2Fe 2 O 3 + ısı Şekil 36-4 te gösterildiği gibi, bir yarık veya kanal meydana gelir
59 Alevle Kesmenin Esasları Kesme oksijeni Tavlama alevi Kesme curufu Sürüklenme çizgileri Parça Parça kenarı Kesme üfleci Sürüklenme 59
60 60
61 61 Alevle Kesme Tekniğinde Kullanılan Gazlar En önemli ve en yaygın kullanılan yanıcı gaz Asetilen (C 2 H 2 ) dir. Asetilenin dışında doğalgaz (CH 4 ) ve propan kullanılmaktadır. Belirli uygulamalarda Hidrojen de kullanılabilir. Kesmede kullanılacak yakıcı gaz olan Oksijen gazının saflığı en az % 99,5 olmalıdır. Saflık % 98,5 e düşerse, kesme hızı % 15 azalır; oksijen tüketimi ise % 25 artar; kesme kalitesi ise bozulur.

62 Alevle Kesme Üflecinin Yapısı Şekil Oksi-asetilen kesme üfleçlerinin kesitleri (üstte makinayla altta ise elle kesme üfleci) 62
63 Kesme nozulları (bekleri) Halka nozul Yarık nozul Blok nozul (İki parçalı) (İki parçalı) (Tek parçalı) 63

64 64 Kesme Yüzeyinin Kalitesi Kesme yönü
65 Alevle kesilemeyen malzemeler Aşağıda alevle kesilemeyen malzemeler ve kesilememe nedenleri verilmiştir: Malzeme türü Alüminyum Yüksek alaşımlı çelik Bakır Dökme demir Yerine getiremediği koşul b, c, e c, d b, e b a) Oksijenle yanabilmelidir (oksijenle reaksiyona girebilmelidir) b) Tutuşma sıcaklığı, erime sıcaklığından daha düşük olmalıdır c) Oksidinin erime sıcaklığı, malzemenin kendi tutuşma sıcaklığından daha düşük olmalıdır d) Yanma sırasında oluşan curuf akıcı olmalıdır e) Düşük bir ısıl iletkenliğe sahip olmalıdır 65
66 Alevle Kesme Uygulamaları Üç üfleç yardımıyla X kaynak ağzının açılması Makinayla kesim Elle kesim 66
67 Üfleç kaldırıcı 67
68 Kaynak ağız hazırlığı 68
69 Alevle oyuk açma prosedürü Alevle oyuk açma, kaynak dikişlerindeki hatalı kısımların sökülmesi, kök tarafının kaynaktan önce veya karşı pasodan önce oyulması ve U- kaynak ağızlarının hazırlanması için kullanılır. Alevle oyuk açmadaki işlem sırası, alevle kesmeye benzer. Alevle kesme üflecinin aksine alevle oyuk açma üflecinde nozulda oksijen için daha büyük bir delik bulunur. Bu şekilde oksijen, daha yumuşak şekilde çıkar ve oyuk açma yönünde eğilebilir. Alevle kesilebilen malzemelerde, alevle oyuk da açılabilir. 69
70 Değişik oyuk açma (rendeleme) işlemleri 70

71 Alevle Doğrultma Alevle doğrultma, distorsiyona uğramış levhaların doğrultulması için, yerel olarak ve kontrollü yığma işlemidir. İşlem sırasında faz dönüşümlerine dikkat edilmelidir Parçanın Isı etkisinden sonraki formu Düz parçada ısı etkisi Distorsiyona uğramış parçada ısı etkisi Alevle doğrultmanın şematik gösterimi 71
72 72 Ark Kaynağı Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir eritme kaynak yöntemi Arkın ürettiği elektrik enerjisi, herhangi bir metali eritmeye yeterli sıcaklıklar oluşturur: ~ 5500 C Çoğu ark kaynak yöntemlerinde kaynaklı bağlantının hacmini ve dayanımını arttırmak için dolgu (ilave) metal eklenir Bazı temel yöntemler, arkla kesmede de kullanılmaktadır
 tarafından sürdürülür Ark")
73 Ark boyu 73 Elektrik Arkı Nedir? Elektrik arkı = bir devredeki aralıktan geçen elektrik akım deşarjı Akımın aktığı bir iyonize gaz demeti (plazma) tarafından sürdürülür Ark kaynağında arkı başlatmak için, elektrod parça ile temas haline getirilir ve hemen ayrılarak kısa bir mesafede tutulur
 DAEN: Doğru Akım Elektrot Negatif (Düz kutuplama;")
74 74 Kutuplamanın Etkileri DAEP: Doğru Akım Elektrot Pozitif (Ters Kutuplama; DCEP) DAEN: Doğru Akım Elektrot Negatif (Düz kutuplama; DCEN)
75 AA: Alternatif Akım 75
76 Ark Kaynağı Elektrot ucunun yakınında bir erimiş metal banyosu oluşturulur Elektrot bağlantı boyunca ilerlerken, erimiş metal kendi kanalında katılaşır Elektrot pensi Elektrot İLERLEME YÖNÜ İlave metal (bazen) Elektrot kablosu Kaynak makinası Parça Ark Katılaşmış kaynak banyosu AA veya DA akım üreteci Erimiş kaynak banyosu Parça kıskacı Parça kablosu Şekil Bir ark kaynak yönteminin temel konfigürasyonu ve elektrik devresi 76
77 Ark Kaynağındaki Akım Üreteçleri Doğru akım (DC) veya Alternatif akım (AC) AC makinaları satın alma ve işletme bakımından daha ucuzdur ancak genellikle demir esaslı metallerle sınırlıdır DC ekipman tüm metallerde kullanılabilir ve genel olarak ark kontrolü için daha avantajlıdır
78 Kaynak Transformatörü (AC) 78
79 Kaynak Redresörü (DC) 79
80 Kaynak Jeneratörü (DC) 80
81 Düşen Tip Statik Karakteristik
82 82 Ark Kaynak Elektrotlarının İki Temel Türü Eriyen kaynak sırasında tüketilen Ark kaynağında ilave metalin menbaı Erimeyen kaynak işlemi sırasında tüketilmeyen Herhangi bir ilave metalin ayrıca eklenmesi gerekir
83 Eriyen Tel Elektrotlar Eriyen elektrotların biçimi (Örtülü elektrot olarak da bilinen) Kaynak çubukları, 22,5 mm den 45 mm ye kadar uzunlukta ve 9,5 mm veya daha küçük çaplıdır ve periyodik olarak değiştirilmeleri gerekir Kaynak telleri, sık sık kesintilerden kaçınmak üzere, uzun tel boylarına sahip makaralardan sürekli olarak beslenebilir Hem tel hem de çubuk formundaki elektrot, ark içinde tüketilir ve ilave metal olarak kaynağa eklenir Şekil Eriyen elektrotla ark kaynağında üç metal transfer modu 83
84 Eriyen örtülü çubuk elektrotlar 84
85 85 Erimeyen Elektrotlar Erimeye dirençli Tungsten den yapılır Kaynak sırasında yavaş yavaş tükenir (buharlaşma temel mekanizmadır) Ayrıca tel şeklindeki bir ilave metalin, kaynak banyosuna sürekli olarak beslenmesi gerekir Tungsten elektrodlar, alaşım durumuna göre değişik renklerde kodlanmışlardır
86 86 Arkın Korunması Ark kaynağındaki yüksek sıcaklıklarda, metaller havadaki oksijen, azot ve hidrojene karşı kimyasal olarak reaktiftir Bağlantının mekanik özellikleri, bu tür reaksiyonlar sonucu ciddi şekilde bozulabilir İşlemi korumak için, tüm ark kaynak yöntemlerinde arkın çevresindeki havadan korunması gerekir Argon, Helyum ve CO 2 gibi koruyucu gazlar Dekapan
87 87 Dekapan (Örtü veya Toz) Kaynak sırasında oksitlerin ve diğer kirliliklerin oluşumunu engelleyen veya bunları çözerek uzaklaştıran bir madde Kaynak için koruyucu atmosfer oluşturur Arkı kararlı hale getirir Sıçramayı azaltır
 Dekapanın öz halinde içine doldurulduğu ve elektrod erirken açığa çıkan tüp şeklindeki elektrodlar (özlü")
88 88 Değişik Dekapan Uygulama Yöntemleri Toz halindeki dekapanın kaynak işlemine beslenmesi Kaynak sırasında işlem bölgesini örtmek üzere eriyen dekapan maddesiyle kaplanmış çubuk elektrodlar (örtülü çubuk elektrodlar) Dekapanın öz halinde içine doldurulduğu ve elektrod erirken açığa çıkan tüp şeklindeki elektrodlar (özlü elektrodlar)
89 89 Eriyen Elektrodları Kullanan Ark Kaynak Yöntemleri Elektrik ark kaynağı Özlü telle ark kaynağı Eriyen elektrodla gazaltı ark kaynağı (MIG/MAG kaynağı) Tozaltı ark kaynağı Saplama ark kaynağı
90 90 Elektrik Ark Kaynağı Dekapan ve koruma sağlayan kimyasallarla kaplı bir ilave metal çubuktan oluşan bir eriyen elektrod kullanır Bazen Örtülü çubuk elektrod kaynağı olarak da adlandırılır Güç üreteci, bağlantı kabloları ve elektrod pensi birkaç bin TL ye elde edilebilir
91 Elektrik Ark Kaynak Ekipmanı
92 Elektrik Ark Kaynağında Çubuk Elektrod İlave metalin bileşimi genellikle esas metale yakındır Örtü, bir silikat bağlayıcıyla bir arada tutulan, oksit, karbonat ve diğer katkılarla karıştırılmış toz halindeki selülozdan oluşur. Çubuk şeklindeki elektrot, akım üretecine bağlı elektrod pensesine takılır. Örtülü çubuk elektrotla kaynağın zayıflıkları: Çubukların periyodik olarak değiştirilmesi gerekir Yüksek akım seviyeleri, örtünün erken erimesine neden olabilir 92

93 Elektrod örtüsünün fonksiyonları

94 94 Örtülü elektrodların temel türleri
95 95

96 ANSI-AWS A5.1 e Göre Örtülü Elektrodlar 96
97 Örtülü Çubuk Elektrod Seçimi 97
98 98 Kaynak Parametrelerinin Etkileri Ark kaynağında kaynak bölgesine ısı girdisi (Joule Kanunu): Q = U. I v Q: Isı girdisi U: Ark gerilimi I : Kaynak akımı v : Kaynak hızı η : Verim η
99 99 Elektrik Ark Kaynağının Uygulamaları Çelikler, paslanmaz çelikler, dökme demirler ve bazı belirli demirdışı alaşımlarda kullanılır Alüminyum ve alaşımlarında, bakır alaşımlarında ve titanyumda hiç kullanılmaz veya nadiren kullanılır.
100 100 Özlü Telle Ark Kaynağı (ÖTAK) Çubuk elektrodun sınırlamalarının üstesinden gelmek için örtülü çubuk elektrodla ark kaynağının geliştirilmiş hali Elektrod, özünde dekapan ve diğer katkı maddeleri (örn. Deoksidanlar ve alaşım elementleri) içeren sürekli bir eriyen tüptür İki türü: Kendinden gaz korumalı ÖTAK Öz, koruyucu gaz içeren bileşenleri de barındırır İlave gaz korumalı ÖTAK Dış bir koruyucu gaz uygulanır
101 Özlü Telle Ark Kaynak Yöntemleri (1) (2) Özlü telle ark kaynağı. Dışarıdan sağlanan koruyucu gazın varlığı veya yokluğu, iki tür oluşturur: (1) koruyucu gaz bileşenleri sağladığı kendinden gaz korumalı, ve (2) dış koruyucu gazların kullanıldığı ilave gaz korumalı 101
102 102 Eriyen Elektrodla Gazaltı Ark Kaynağı (MIG/MAG=Metal Inert Gaz / Metal Aktif Gaz Kaynağı) Elektrod olarak çıplak bir eriyen metal tel kullanır ve ark, dış bir koruyucu gazla korunur Tel, bir makaradan kaynak tabancasına (torch) sürekli ve otomatik olarak beslenir Koruyucu gazlar, alüminyum için Argon ve Helyum gibi soy gazlardan (MIG), çelik kaynağı için CO 2 gibi aktif gazlardan (MAG) oluşur Koruyucu gaz ve çıplak tel elektrod, kaynak banyosu üzerindeki curuf örtüsünün oluşmamasını sağlar curufun elle taşlanmasına veya temizlenmesine ihtiyaç duyulmaz
103 MIG/MAG Kaynak Donanımı 103
104 MIG/MAG Kaynağının Elektrik Ark Kaynağına Göre Üstünlükleri Sürekli tel elektrod sayesinde daha iyi ark süresi Elektrik ark kaynağında (EAK) çubuk elektrodların periyodik olarak değiştirilmesi gerekir EAK na göre ilave tel elektrodun daha iyi kullanımı EAK nda çubuk elektrodun koçan kısmı kullanılamaz Yüksek yığma hızları Curuf uzaklaştırma problemi ortadan kalkar Kolayca otomatikleştirilebilir MIG/MAG kaynağının robotla uygulaması 104
105 105 Tozaltı Ark Kaynağı Arkı koruyan toz halindeki bir dekapan ile sürekli, eriyen çıplak tel elektrod kullanır Tel elektrod, bir makaradan otomatik olarak beslenir Bir huniden yerçekimi etkisiyle arkın önüne yavaşça beslenen toz dekapan, sıçramaları, kıvılcımları ve radyasyonu önleyecek şekilde arkı tamamen örter
106 Tozaltı ark kaynağının şematik görünümü 106
107 107 Tozaltı Ark Kaynağının Uygulamaları Yapısal çelik profillerin imalatı (Örn. I-profiller) Büyük çaplı boruların, depolama tanklarının ve basınçlı kapların dikişleri Ağır makine imalatı için kaynaklı parçalar Çoğu çelikler (Yüksek C-çelikleri hariç) Demirdışı metallere uygun değildir
108 Tozaltı Ark Kaynağının Uygulama Örnekleri Kalın levhaların yatay pozisyonda küt alın kaynağı Köşe kaynağı 108
109 Bant Elektrotla Tozaltı Ark Kaynağı Band elektrodun verilişi Toz besleme Merdane Dolgu kaynağı tabakası
 saplama erimiş banyo içine daldırılır, ve (d) katılaşma tamamlandıktan sonra seramik halka")
110 110 Saplama Ark Kaynağı Saplama Seramik halka Erimiş kaynak metali Katılaşmış kaynak metali Saplama ark kaynağı: (a) saplama yerleştirilir; (b) akım tabancadan akar ve saplama, ark ve erimiş banyo oluşturmak üzere çekilir; (c) saplama erimiş banyo içine daldırılır, ve (d) katılaşma tamamlandıktan sonra seramik halka uzaklaştırılır
111 111 Erimeyen Elektrot Kullanılan Ark Kaynak Yöntemleri Tungsten Inert Gaz (TIG) Kaynağı Plazma Ark Kaynağı Karbon Ark Kaynağı
112 112 Tungsten Inert Gaz (TIG) Kaynağı Erimeyen bir Tungsten elektrot ve arkın korunması için bir soy (inert) gaz kullanır Tungsten in erime sıcaklığı = 3410 C Almanya da, "WIG (Wolfram Inert Gas) kaynağı" olarak da adlandırılır Bir ilave metal de kullanılabilir Kullanıldığında, ilave metal çubuk veya tel halinde kaynak banyosuna ayrıca beslenir Uygulamaları: alüminyum ve paslanmaz çelik en yaygınıdır
113 TIG Kaynak ekipmanı 113
114 TIG kaynağının uygulamaları 114
115 TIG Kaynağının Uygulamasına Örnek Uzay mekiğinin kaynakla imal edilen dış yakıt tankları alüminyum alaşımından oluşturulan bu tankların imalinde hem TIG hem de plazma ark kaynağı kullanılmaktadır. 115
116 116 TIG Kaynağının Üstünlükleri ve Eksiklikleri Üstünlükleri: Uygun uygulamalar için yüksek kaliteli kaynaklar İlave metal ark ı oluşturmadığından sıçrama oluşmaz Curuf olmadığından kaynaktan sonra temizleme gerekmez veya çok az gerekir Eksiklikleri: Eriyen elektrod kullanan ark kaynaklarına göre genellikle daha yavaş ve daha pahalıdır
117 117 Plazma Ark Kaynağı (PAK) Sınırlanmış bir plazma arkının kaynak bölgesine yönlendirildiği, TIG kaynağının özel bir şekli Tungsten elektrod, yüksek hızlı bir inert gaz (Argon) demetinin, yoğun sıcak bir ark demeti oluşturmak üzere ark bölgesine odaklandığı bir nozul içinde kullanılır PAK içindeki sıcaklıklar, küçük çaplı ve yüksek enerji yoğunluğuna sahip bir plazma jetinin oluşturduğu sınırlanmış ark sayesinde C ye ulaşır
 Plazma kaynak torcu İlave tel Plazma arkı Esas metal Plazma ark kaynak donanımı")
118 Tungsten elektrod İLERLEME YÖNÜ Plazma gazı Koruyucu gaz Plazma demeti (arkı) Esas metal Koruyucu gaz Katılaşmış kaynak metali Erimiş kaynak metali Plazma gazı tüpü Plazma ark kaynağı Koruyucu gaz tüpü Kaynak makinası (Akım üreteci) Plazma kaynak torcu İlave tel Plazma arkı Esas metal Plazma ark kaynak donanımı 118
119 119 TIG Kaynağı ile Plazma Ark Kaynağının Karşılaştırılması TIG kaynağı Plazma ark kaynağı
120 120 Plazma Ark Kaynağının Üstünlükleri ve Eksiklikleri Üstünlükleri: İyi ark kararlılığı Ark kaynağına göre daha iyi nüfuziyet kontrolu Yüksek ilerleme (kaynak) hızları Mükemmel dikiş kalitesi Hemen tüm metallerin kaynağında kullanılabilir Eksiklikleri: Yüksek ekipman maliyeti Diğer ark kaynak yöntemlerine göre daha büyük torç boyutu bazı bağlantı konfigürasyonlarına ulaşmayı zorlaştırma eğilimi taşır
121 Jigler ve Fikstürler Jig ve fikstürler (pozisyoner olarak da adlandırılırlar) imalat sırasında parçayı en uygun ve en kolay kaynak pozisyonunda tutmak veya döndürmek için kullanılırlar Üniversal bir kaynak pozisyoneri 121
122 122 Elektrik Arkı ile Kesme Teorik olarak elektrik arkı ile tüm metaller kesilebilir. Bu yöntemlerin tümünde malzeme, arkın yoğun ısısı ile eritilir ve kesme yarığından veya kanalından atılır. Başlıca arkla kesme yöntemleri: Karbon ark ve elektrik ark kesme yöntemi Havalı karbon ark kesme (Arcair) Oksijen ark kesme MAG kesme TIG kesme Plazma ark kesme


123 123 Havalı Karbon Ark Kesme Ark, karbon elektrot ile parça arasında tutuşturulur; yüksek hızlı hava jeti, elektrot pensindeki delikten kesme kanalına üflenir Karbon (grafit) elektrod Elektrod pensi Ark Hava jeti Parça Havalı karbon ark kesme yönteminde kullanılan tabanca. Elektrodu çevreleyen hava kanalından hava üflenir

124 Plazma Ark Kesme Plazma ark kesmede indirekt ark türü torçlar tercih edilir. Sıcaklık C civarındadır. Her türlü metal ve alaşımı eriterek kesilebilir Diğer kesme yöntemlerine göre daha ekonomiktir. Mekanikleştirilebilir veya robotla uygulanabilir Plazma gazı Tungsten elektrot Soğutma suyu Ark Kesme torcu Plazma ark kesme Plazma demeti 124
125 Plazma arkıyla kesme
126 126 Sualtında Plazma Ark Kesme Özel torç kullanımıyla, plazma ark kesme işlemi sualtında da uygulanabilir Gürültü, arktaki ışımalar, tozlar ve parçada ısı birikmesi önlenebilir
127 Bir Kaynak Yönteminin Seçim Kriterleri 127 Tersane Taşıt Sanayi

128 Bir Kaynak Yönteminin Seçim Kriterleri 128
129 Bir Kaynak Yönteminin Seçim Kriterleri 129 Pil muhafazası Fırlatma rampası
130 Bir Kaynak Yönteminin Seçim Kriterleri 130
131 Bir Kaynak Yönteminin Seçim Kriterleri 131 Açık deniz petrol sondaj platformu
132 Bir Kaynak Yönteminin Seçim Kriterleri 132 Sıvı çeliğin nakli için potalar Kuzey kutup bölgesinde boru hatları
133 Bir Kaynak Yönteminin Seçim Kriterleri 133
134 Bir Kaynak Yönteminin Seçim Kriterleri 134
135 135 Direnç Kaynağı Birleştirmeyi oluşturmak için ısı ve basıncı birlikte kullanan bir eritme kaynak yöntem grubu Isı, kaynak yapılacak bağlantıda elektrik akımının geçişine gösterilen dirençle üretilir Q = I 2.R.t Temel direnç kaynak yöntemi = direnç nokta kaynağı Şekil Elektrik direnç kaynağının temel devresi
136 136 Direnç Kaynağında Elektriksel Direnç ve Sıcaklık Dağılımı Bakır esaslı elektrot Çelik saçlar Elektriksel direnç dağılımı Sıcaklık dağılımı Bakır esaslı elektrot Şekil Direnç kaynağında elektrotlar ve parçalar boyunca istenen sıcaklık dağılımı
137 137 Direnç Kaynağında Parametreler Basınç: Direnç kaynağındaki basıncın bir dövme etkisi oluşturması nedeniyle, diğer yöntemlerde oluşturulanlara göre daha düşük sıcaklıklarda kaynak yapılabilir Eğer aşırı basınç uygulanırsa, erimiş ve yumuşamış metal, arayüzeyden fışkırabilir Akım ve Akım Kontrolü: Yüzey koşulları ve basınç önemli parametrelerse de, direnç kaynağı esas olarak akımın büyüklüğü ve geçiş süresi tarafından oluşturulur Yüksek akımlar ve kısa kaynak süreleri sayesinde bitişik metale dağılan ısı miktarı düşük seviyede tutulabilir ve istenen sıcaklıklara çıkılabilir
 sağlar Akım Basınç Sıkıştırma basıncı Kaynak akımı Dövme basıncı Kaynaktan sonraki tavlama akımı Zaman Şekil 38-3.")
138 Akım veya basınç 138 Direnç Kaynağında Parametreler - devam Akım üreteci: Kaynak devresinin genel direnci düşük olduğundan, bir direnç kaynağı oluşturmak için yüksek akımlara gerek duyulur. Güç transformatörleri kaynak için gerekli yüksek akımları (100 KA e kadar) sağlar Akım Basınç Sıkıştırma basıncı Kaynak akımı Dövme basıncı Kaynaktan sonraki tavlama akımı Zaman Şekil Direnç kaynağında tipik akım ve basınç çevrimi. Çevrimde dövme ve kaynaktan sonraki tavlama işlemleri de dahil edilmiştir.
139 139 Direnç Kaynağının Üstünlükleri ve Eksiklikleri Üstünlükleri: İlave metal gerekmez Yüksek üretim hızlarına erişilebilir Mekanizasyonu ve otomasyonu kolay Operatör beceri seviyesi, ark kaynağına oranla daha düşük İyi tekrarlanabilirlik ve güvenilirlik Eksiklikleri: Yüksek ilk ekipman maliyeti Çoğu direnç kaynağı için bindirme bağlantılarla sınırlı
140 140 Direnç Nokta Kaynağı Bir bindirme bağlantıda temas eden yüzeylerin eritildiği direnç kaynak yöntemi, karşılıklı elektrotların yerleştirilmesiyle sağlanır Bir seri nokta kaynağı kullanarak saç metallerin birleştirilmesinde kullanılır Saç metalden imal edilen otomobil, ev aletleri ve diğer ürünlerin seri imalatında yaygın şekilde kullanılır Tipik bir araç gövdesinde ~ 5,000 nokta kaynağı vardır Tüm dünyada yıllık otomobil üretiminde on milyonlarca nokta kaynağı yapılmaktadır
141 Bir Otomobil Gövdesindeki Nokta Kaynakları 141
142 Direnç Nokta Kaynağındaki Bileşenler Kaynak yapılacak parçalar (genellikle saç metal) Karşılıklı iki elektrot Parçaları elektrotlar arasında sıkıştırmak için basınç uygulama aparatları Belirli bir süre için kontrollü bir akım uygulayabilen güç üreteci Akım Kuvvet Kuvvet Üst elektrot Kaynak çekirdeği Saç metal parçalar Alt elektrot Direnç kaynağı grubunun en yaygın uygulaması olan nokta kaynağındaki bileşenler 142
143 (a) Nokta kaynak çevrimi, (b) Sıkıştırma kuvveti ve çevrimdeki akımın grafiği (1) elektrotlar arasına yerleştirilen parçalar, (2) elektrotların kapatılması, kuvvetin uygulanması, (3) akımın akışı, (4) akımın durdurulması, (5) elektrotların açılması, kaynaklı parçanın çıkarılması 143
144 Direnç Nokta Kaynağı 144
145 145 Direnç Nokta Kaynağının Kesiti 1,3 mm lik iki alüminyum alaşımı saç arasındaki bir nokta kaynak çekirdeği. Üst elektrodun çapı alttakinden daha büyük olduğundan, çekirdek simetrik değildir

146 Direnç Nokta Kaynağında Isıl Denge 146
147 Direnç Nokta Kaynağının Muayenesi Tatminkar bir nokta kaynağı, arayüzeyde bulunan bir çekirdekten oluşur. Elektrodların malzeme yüzeyine çok az girmesi gerekir. Şekil 38-6 da gösterildiği gibi kaynağın dayanımı, bir çekme veya sıyırma testi uygulandığında, arayüzeyden değil çekirdeği çevreleyen ITAB dan ayrılma ile ispat edilir. Şekil Tatminkar bir nokta kaynağının sıyırma testi. Hasar, kaynağın dışında meydana gelmiştir 147


148 Nokta Kaynağı Ekipmanı Üst kol Elektrotlar Alt kol Mafsal kolunu harekete geçirmek için pnömatik silindir Operatör ayak pedalı Atölyeden sağlanan basınçlı hava Mafsal kollu nokta kaynak makinası Taşınabilir direnç kaynak tabancaları 148

149 Nokta Kaynak Elektrotları Nokta kaynak elektrot örnekleri Direnç nokta kaynağında elektrot ömrünü etkileyen faktörler 149
150 Direnç Kaynağında Kaynak Hataları a) Şönt (kaçak) akım; b) Saç kalınlığının değişmesi; c) Saçların aralık kalması; d) Elektrotların aşınması; e) Saç kenarında kaynak 150
151 Direnç Nokta Kaynak Hataları Arayüzeyde fışkırma Kenara kaynak Yetersiz nokta çapı Soğuk yapışma (erimeme) Gözenek 151
152 152 Direnç Dikiş Kaynağı Bir bindirme bağlantı boyunca bir seri üstüste binmiş nokta kaynakları üretmek üzere dönen disk elektrotlar kullanır Direnç dikiş kaynağı, sızdırmaz bağlantılar üretebilir Uygulamaları: Yakıt depoları Egzoz susturucuları Diğer değişik saç metal kaplar

153 Elektrik Direnç Dikiş Kaynağı Elektrik direnç dikiş kaynağının prensibi

154 154
 disk elektrodla nokta kaynağı; (c) sürekli direnç dikişi")
155 Disk elektrod tarafından üretilen farklı dikiş türleri: (a) üstüste binmiş noktalardan oluşan, geleneksel direnç dikiş kaynağı (b) disk elektrodla nokta kaynağı; (c) sürekli direnç dikişi 155
156 156 Direnç Dikiş Kaynağının Uygulamaları Otomobil yakıt deposu Disk elektrodlar

157 Dikiş kaynaklı birleşim türleri Bindirme Eğik Folyolu alın Folyolu Tel elektrotla Birleşim birleşim birleşim bindirme bindirme birleşim birleşim
158
159
160 160 Direnç Kabartı (Projeksiyon) Kaynağı Birleşmenin, parçalar üzerindeki bir veya birkaç küçük temas noktasında oluştuğu bir direnç kaynak yöntemi Birleştirilecek parçaların tasarımıyla belirlenen temas noktaları, kabartılardan, çıkıntılardan veya parçaların yerel arakesitlerinden oluşabilir

161 Kabartı kaynağındaki dirençler Kabartı kaynağında kısmi dirençler. R 1 ve R 2 Elektrod dirençleri R 3 ve R 4 Elektrod-çelik saç temas direnci R 5 ve R 6 Çelik saç malzeme direnci Çelik saç - çelik saç temas direnci R 7
162 162 Kuvvet Elektrod Saç-metal parçalar Kabartı (Projeksiyon) Kaynak çekirdeği Direnç kabartı kaynağı: (1) işlemin başlangıcında, parçalar arasındaki temas kabartılardadır; ve (2) akım uygulandığında, kabartılarda, nokta kaynağındakine benzer kaynak çekirdekleri oluşur
163 163 Kabartı kaynakları Cıvata Kabartı kaynakları Somun Çapraz teller Kabartı kaynağına ait örnekler

164 Yakma Alın Kaynağı Normal olarak alın bağlantılar için kullanılan bir yöntem. Birleştirilecek iki yüzey, temas veya yakın hale getirilir ve yüzeyleri erime sıcaklığına çıkaracak ısıyı üretmek için elektrik akımı uygulanır; daha sonra kaynağı oluşturmak üzere yüzeyler birbirine bastırılır. Ark Yakma alın kaynağı: (a) elektrik direnciyle ısıtma; ve (b) yığma parçaların birbirine bastırılması. 164
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kaynak Yöntemlerinin İki Temel Kategorisi. Ark Kaynağı (Arc Welding=AW) Elektrik Arkı Nedir?
 Elektrik Arkı Nedir?") KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural [email protected] http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural [email protected] http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
MAK 351 - İmal Usulleri Kaynak ve Birleştirme Teknolojisi. Birleştirmenin esasları. Kaynak Yöntemlerinin İki Temel Kategorisi
 MAK 351 - İmal Usulleri Kaynak ve Birleştirme Teknolojisi Birleştirmenin Esasları Doç.Dr. Murat VURAL [email protected] Ders Kitabı: Materials and Processes in Manufacturing Degarmo, Black, Kohser, 9.Edition
MAK 351 - İmal Usulleri Kaynak ve Birleştirme Teknolojisi Birleştirmenin Esasları Doç.Dr. Murat VURAL [email protected] Ders Kitabı: Materials and Processes in Manufacturing Degarmo, Black, Kohser, 9.Edition
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi [email protected] Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi [email protected] Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ME220T Tasarım ve İmalat
 KAYNAK YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 31 ME220T Tasarım ve İmalat 17. Kaynakla Birleştirme Yöntemleri Mehmet DEMİRKOL 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz
KAYNAK YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 31 ME220T Tasarım ve İmalat 17. Kaynakla Birleştirme Yöntemleri Mehmet DEMİRKOL 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Elektrik Arkı Nedir? Ark Kaynağı (Arc Welding=AW)
") KAYNAK YÖNTEMLERİ Ark Kaynağı Direnç Kaynağı Oksi-Yanıcı Gaz Kaynağı Diğer Eritme Kaynak Yöntemleri Katı Hal Kaynağı Kaynak Kalitesi Kaynak Kabiliyeti Kaynaklı İmalatta Tasarım Kaynak Yöntemlerinin İki
KAYNAK YÖNTEMLERİ Ark Kaynağı Direnç Kaynağı Oksi-Yanıcı Gaz Kaynağı Diğer Eritme Kaynak Yöntemleri Katı Hal Kaynağı Kaynak Kalitesi Kaynak Kabiliyeti Kaynaklı İmalatta Tasarım Kaynak Yöntemlerinin İki
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı
 Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI. 20.10.2015 Dr.Salim ASLANLAR 1
 2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Universal Tip Susturucu Yuvarlak Şekil
 Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ Genel olarak havalandırma, yapı içerisindeki kullanılmış havanın doğal veya yapay olarak yapı dışındaki temiz havayla yer değiştirmesidir. Sera içinde ortam sıcaklığının aşırı
Prof. Dr. Berna KENDİRLİ Genel olarak havalandırma, yapı içerisindeki kullanılmış havanın doğal veya yapay olarak yapı dışındaki temiz havayla yer değiştirmesidir. Sera içinde ortam sıcaklığının aşırı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın