ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ
|
|
|
- Ayla Saygı
- 5 yıl önce
- İzleme sayısı:
Transkript







1 ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ NUROL MAKİNA & SANAYİ A.Ş. SETUP AVCILARI Uğur Mutlu TOPTAŞ Süleyman BEKTAŞ Ayhan VURAL Şafak SÖNMEZİÇ Salim YILDIZBAYRAK Ercan HAKALMAZ


2 İÇERİK


3 PROBLEM SEÇİMİ VE TANIMI GENEL MÜDÜR OPERASYONLAR GENEL MÜDÜR YARDIMCILIĞI İŞ GELİŞTİRME VE SÖZLEŞMELER GENEL MÜDÜR YARDIMCILIĞI KALİTE GÜVENCE DİREKTÖRLÜĞÜ MALİ VE İDARİ İŞLER GENEL MÜDÜR YARDIMCILIĞI MÜKEMMELİYET MERKEZİ TAKIM LİDERLİĞİ Sürekli iyileştirme Faaliyetleri

4 PROBLEM SEÇİMİ VE TANIMI OPERASYONLAR GENEL MÜDÜR YARDIMCILIĞI İMALAT MÜDÜRLÜĞÜ İmalat Akışı BÜKÜM 2017 Yılı Stratejik Planı Üretim Artışı Dış Kaynak Kullanımı Vardiyalı Sisteme Geçiş Mevcut Tezgah Kapasite İyileştirmesi

5 PROBLEM SEÇİMİ VE TANIMI 2000 Tonluk Abkant Pres Tezgahı Kapasite İyileştirmesi Mevcut Tezgah Kapasite İyileştirmesi PROBLEMİN TANIMLANMASI (5N1K) NE? AD-S / 2000 Tonluk 8m Abkant Büküm Merkezinde ayar zamanının uzun olması NEREDE? NE ZAMAN? NE KADAR? NASIL? KİM? İmalat Müdürlüğü, Pres Hattı, Abkant Büküm alanında Araç taban plakası, yan duvar plakası, tavan plakası ve diğer gövde parçalarının bükülmesi için alt ve üst kalıpların değişimi sırasında Yıllık 528 saat (maksimum ayar süresi ürün başına 3,5 saat) Kalıp değişim zamanının operasyon zamanından daha uzun olması ve forklift/vinç kullanım zorunluluğu ile Çalışanlar arasında değişkenlik göstermiyor
 PLANLA UYGULA KONTROL ET ÖNLEM AL ÖNCE Devrilme Üst")


6 HEDEF BELİRLEME Risk Analizi Yapılan Alan: Abkant Pres Tezgahı Risk Analizini Yapan: Ayhan VURAL Risk Analizi Tarihi: Haziran, 2016 TEHLİKENİN TANIMI TEHLİKE KAYNAĞI TEHLİKENİN YARATACAĞI RİSK ETKİLENEN KORUMA KALKANI VAR YOK AÇIKLAMA MARUZİYET /ETKİLENİM RİSK PUANI ŞİDDET OLASILIK RİSK PUANI RİSK BÜYÜKLÜĞÜ ALINMASI GEREKEN ÖNLEM(LER) PLANLA UYGULA KONTROL ET ÖNLEM AL ÖNCE Devrilme Üst Kalıp Üst kalıpların konumlandırılması ve civataların sıkılması sırasında forklift yardımıyla kaldırılan ve tutulan parçanın devrilmesi sonucunda el, kol, ayak ve bacak yaralanması, sıkışması riski Çalışan x ORTA Risk Analizi Yapılan Alan: Abkant Pres Tezgahı SONRA Risk Analizini Yapan: Ayhan VURAL Risk Analizi Tarihi: Haziran, 2016 TEHLİKENİN TANIMI TEHLİKE KAYNAĞI ÖNCE Devrilme Alt Kalıp TEHLİKENİN YARATACAĞI RİSK Alt kalıpların forklift yardımıyla manuel olarak döndürülmesi ve halat yardımıyla konumlandırılması sırasında parçanın devrilmesi sonucunda el, kol, ayak ve bacak yaralanması, sıkışması riski KORUMA KALKANI Abkant ETKİLENEN büküm merkezi alt ve MARUZİYET VAR YOK AÇIKLAMA /ETKİLENİM üst kalıp değişim sürelerini 8 ay sürecek proje sonunda % 85 oranında iyileştirmek Yeni ekipman yatırımının önüne geçmek RİSK PUANI ŞİDDET OLASILIK RİSK PUANI RİSK BÜYÜKLÜĞÜ Çalışan x ORTA ALINMASI GEREKEN ÖNLEM(LER) PLANLA UYGULA KONTROL ET ÖNLEM AL SONRA Çalışma bölgesinde forklift ve tavan vinci kullanımını elimine etmek 24 puanla orta seviyede tanımlanan iş güvenliği risklerini çok düşük seviyesine indirgemek



7 EKİP OLUŞTURULMASI VE ÇALIŞMASI Çalışan Çalıştığı Bölüm Görevi Proje Yetkinlikleri Uğur Mutlu TOPTAŞ İmalat Müdürlüğü İmalat Takım Lideri Abkant Büküm Merkezi Çalışma Prensipleri Kalıp ve Yatak Özellikleri İmalat İş Akış Süreci Malzeme Bilgisi Problem Çözme Teknikleri İSG Risk Analizi Süleyman BEKTAŞ Üretim Mühendisliği Müdürlüğü Uzman Üretim Mühendisi Ayhan VURAL İmalat Müdürlüğü Lazer & Pres Şef Teknisyeni Şafak SÖNMEZİÇ İmalat Müdürlüğü Pres Kıdemli Teknisyeni Abkant Büküm Merkezi Çalışma Prensipleri Proses İyileştirme Kalıp ve Yatak Özellikleri Takım Tasarımı Malzeme Bilgisi Problem Çözme Teknikleri Abkant Büküm Merkezi Çalışma Prensipleri Teknik Resim Okuma Kalıp ve Yatak Özellikleri İmalat İş Akış Süreci Problem Çözme Teknikleri İSG Risk Analizi Teknik Resim Okuma Bükme Operasyonu Ölçüm Aleti Kullanımı Vinç Kullanımı Problem Çözme Teknikleri Üye atamaları gerçekleştirilirken kişilerin teknik yetkinliklerinin yanı sıra, sürekli iyileştirme bakış açısı ile problem çözme yetkinlikleri de göz önünde bulundurulmaktadır! Salim YILDIZBAYRAK İmalat Müdürlüğü Pres Postabaşı Tezgah Teknik Özellikleri Teknik Resim Okuma Bükme Operasyonu Ölçüm Aleti Kullanımı Vinç Kullanımı Ercan HAKALMAZ Bakım ve Onarım Müdürlüğü Bakım ve Onarım Şef Teknisyeni Tezgah Teknik Özellikleri Vinç Kullanımı Süreklilik İçin Yapılacak Bakım Faaliyetleri Problem Çözme Teknikleri İSG Risk Analizi

8 EKİP OLUŞTURULMASI VE ÇALIŞMASI PROJE ADIMLARI SORUMLU PROJE ADI TASARIM GÖZDEN GEÇİRME TOPLANTISI ALINAN KARARLAR HAZİRAN TEMMUZ AĞUSTOS EYLÜL EKİM KASIM ARALIK OCAK ŞUBAT AD-S TON MODİFİKASYON PROJESİ Mevcut Durumun Analiz Edilmesi İç ve Dış Ayarların Belirlenmesi İç ve Dış Ayarların Ayrılması Mümkün Oan Yerlerde İç Ayarların Dış Ayara Dönüştürülmesi İç ve Dış Ayarların Geliştirilmesi Elde Edilen Sonuçların Analiz Edilmesi Standartlaştırma ve Yaygınlaştırma Faaliyetleri Uğur T. Ayhan V. Şafak S. Şafak S. Salim Y. Uğur T. Ayhan V. Şafak S. Salim Y. Ayhan V. Şafak S. Salim Y. Uğur T. Süleyman B. Ayhan V. Ercan H. Tedarikçi Firma Uğur T. Ayhan V. Uğur T. Ayhan V. PLANLANAN GERÇEKLEŞEN PLANLANAN GERÇEKLEŞEN PLANLANAN GERÇEKLEŞEN PLANLANAN GERÇEKLEŞEN PLANLANAN GERÇEKLEŞEN PLANLANAN GERÇEKLEŞEN PLANLANAN GERÇEKLEŞEN TOPLANTI YERİ TARİH /SAAT KATILANLAR KATILMAYANLAR Toplantı Katılım Yüzdesi NO RESİM AKSİYON SORUMLU TERMİN DURUM Arge Merkezi Toplantı Odası Uğur Toptaş - Hüseyin Tunca - Tamer Şentürk - Oktay Çelenk - Emin bey - Ahmet Pasaoğlu - Süleyman Bektaş - Ayhan Vural da Nurol makinede yapılan toplantı tutanağı üzerinden konuşuldu, yapılan ve eksik kalan aksiyonlar tek tek görüşüldü. Mevcut alt kalıp revizyonu ve AP3 -AP4 ön kol sistemi tasarım faaliyetleri ve terknik resimleri hazır, model üzerinden detaylı görüşüldü buraya kadar sistem ok. Üst kalıp ucu değiştirme sistemi ile ilgili çalışmalara henüz başlanamadı, çalışmalar başlanıp ilerledikçe detayları Uğur bey ile paylaşılacak gerekirse bir toplantı daha Durmazlar yada Nurol da yapılacak. Toplantı Tutanağı Örneği Hüseyin TUNCA Hüseyin TUNCA Hüseyin TUNCA GANTT Çizelgesi



9 YÖNETİMİN DESTEĞİ Yapılan Kaizen çalışmaları ödüllendirilmekte, tanıma ve takdir sürecine dahil edilmektedir. Bu kapsamda, 3 aylık periyotlarda sertifika töreni düzenlenmektedir. Kaizen çalışmaları için gerekli olan toplantı salonları, satın alma ve bakım faaliyetlerinin önceliklendirilmesi, firma, ekipman ve alan desteği üst yönetim tarafından sağlanmaktadır. Çalışmaların gidişatı ile ilgili üst yönetim ilgilileri belirli periyotlarda yapılan sunumlar ile bilgilendirilmektedir ve geri bildirimler alınmaktadır. Metodolojik gelişmeler ile ilgili bilgi edinmek amaçlı grup fabrikaları ve ürün sağlayıcı firmalar ile iletişim sürdürülmekte, kıyaslama ziyaretleri düzenlenmektedir.






10 ÇALIŞMA TEKNİKLERİ VE YÖNTEMİ İç & dış ayarların belirlenmesi İç ayarların dış ayara dönüştürülmesi Mevcut durum analizi İç & dış ayarların ayrılması İç & dış ayarların iyileştirilmesi Standartlaştırma Döngünün tekrarı

 manuel olarak sökülmesi 2,08 Kalıp Değişimi 8 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt")


11 SMED ADIM 1: MEVCUT DURUM ANALİZİ Adım Adım Detayı Süre (dk) Adım Tipi 1 İş emri paketlerinin alınması, incelenmesi ve kalıp seçimi 11,20 Operasyon adımı 2 Forkliftçinin aranması ve forkliftin talep edilen alt kalıbı hatta getirmesi 10,03 Ayar için Bekleme 3 Forklift gelene kadar tezgah programının ayarlanması 4,58 Program ayarı 4 Forklift gelene kadar uygun takım ve anahtarların ayarlanması 4,98 Takım ayarı 5 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 6 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,89 Kalıp Değişimi 7 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,08 Kalıp Değişimi 8 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,12 Kalıp Değişimi 9 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi 10 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 0,58 Kalıp Değişimi 11 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,13 Kalıp Değişimi 12 Aparat civatalarının (2 adet) manuel olarak sökülmesi 1,90 Kalıp Değişimi 13 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi 14 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,10 Kalıp Değişimi 15 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,10 Kalıp Değişimi 16 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,89 Kalıp Değişimi 17 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi 18 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,20 Kalıp Değişimi 19 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,98 Kalıp Değişimi 20 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 21 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,10 Kalıp Değişimi 22 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,30 Kalıp Değişimi 23 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi 24 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,98 Kalıp Değişimi 25 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,10 Kalıp Değişimi 26 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,85 Kalıp Değişimi 27 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi 28 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi 29 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi 30 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 31 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,20 Kalıp Değişimi 32 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi 33 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 0,80 Kalıp Değişimi 34 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,80 Kalıp Değişimi 35 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 36 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,67 Kalıp Değişimi 37 Aparat civatalarının (2 adet) manuel olarak sökülmesi 1,80 Kalıp Değişimi 38 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 0,99 Kalıp Değişimi 39 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,85 Kalıp Değişimi 40 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 0,98 Kalıp Değişimi 41 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,93 Kalıp Değişimi 42 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,90 Kalıp Değişimi 43 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 0,85 Kalıp Değişimi 44 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,93 Kalıp Değişimi 45 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 2,12 Kalıp Değişimi 46 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 4,00 Kalıp Değişimi 47 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 1,10 Kalıp Değişimi



12 SMED ADIM 1: MEVCUT DURUM ANALİZİ İNSAN MAKİNA Üst kalıp sisteminin sök tak zamanının uzun olması Çalışanın eğitim almamış olması Çalışanın tanımlanan sürede kalıp değişimini tamamlayamaması Alt kalıp sisteminin sök tak zamanının uzun olması Kalıp değişimi için forklift atamasının beklenmesi gerekliliği METOT Üst kalıbın ağır olması Kalıp değişim süresi neden uzun? MALZEME Alt kalıbın ağır olması Kalıpların çalışma bölgesinde konumlandırılamaması Kalıp değişimi için forklift ve vinç kullanım zorunluluğunun olması KALIP DEĞİŞİM ZAMANININ UZUN OLMASI


13 SMED ADIM 1: MEVCUT DURUM ANALİZİ Vinç ve forklift yardımıyla çalışma bölgesine getirilebiliyor Kalıp ağır Çalışma bölgesinde konumlandırılamıyor Kalıp yekpare Çalışma alanında yer yok Tezgahın tek bölgesinde çalışılabiliyor İkinci çalışılabilecek bölgede kot farkı sebebiyle merdiven kullanımı söz konusu Üst kalıbın sök tak süresinin uzun olması Forklift yardımıyla tezgah üzerinde konumlandırılabiliyor Kalıp ağır Kalıp yekpare Kalıbın tezgaha bağlanma süresi uzun Manuel olarak konumlandırılıyor, merkezleme yapılıyor ve tezgaha civatalar yardımı ile tutturuluyor

14 SMED ADIM 1: MEVCUT DURUM ANALİZİ Vinç ve forklift yardımıyla çalışma bölgesine getirilebiliyor Kalıp ağır Çalışma bölgesinde konumlandırılamıyor Kalıp yekpare Çalışma alanında yer yok Tezgahın tek bölgesinde çalışılabiliyor İkinci çalışılabilecek bölgede kot farkı sebebiyle merdiven kullanımı söz konusu Alt kalıbın sök tak süresinin uzun olması Forklift yardımıyla tezgah üzerinde konumlandırılabiliyor Kalıp ağır Kalıp yekpare Kalıbın tezgaha bağlanma süresi uzun Forklift yardımıyla manuel olarak döndürülüyor ve alt yatağa oturtuluyor Kalıbın forklift tarafından taşınabilmesi için kullanılan aparat civataları manuel olarak sıkılıyor ve sökülüyor

 manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi 10 Forklift tarafından")
 manuel olarak sökülmesi 1,90 Kalıp Değişimi 13 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi")
15 SMED ADIM 2: İÇ & DIŞ AYARLARIN BELİRLENMESİ Adım Adım Detayı Süre (dk) Adım Tipi 2 Forkliftçinin aranması ve forkliftin talep edilen alt kalıbı hatta getirmesi 10,03 Ayar için Bekleme 4 Forklift gelene kadar uygun takım ve anahtarların ayarlanması 4,98 Takım ayarı 5 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 6 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,89 Kalıp Değişimi 7 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,08 Kalıp Değişimi 8 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,12 Kalıp Değişimi 9 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi 10 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 0,58 Kalıp Değişimi 11 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,13 Kalıp Değişimi 12 Aparat civatalarının (2 adet) manuel olarak sökülmesi 1,90 Kalıp Değişimi 13 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi 14 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,10 Kalıp Değişimi 15 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,10 Kalıp Değişimi 16 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,89 Kalıp Değişimi 17 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi 18 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,20 Kalıp Değişimi 19 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,98 Kalıp Değişimi 20 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 21 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,10 Kalıp Değişimi 22 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,30 Kalıp Değişimi 23 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi 24 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,98 Kalıp Değişimi 25 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,10 Kalıp Değişimi 26 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,85 Kalıp Değişimi 27 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi 28 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi 29 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi 30 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 31 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,20 Kalıp Değişimi 32 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi 33 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 0,80 Kalıp Değişimi 34 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,80 Kalıp Değişimi 35 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi 36 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,67 Kalıp Değişimi 37 Aparat civatalarının (2 adet) manuel olarak sökülmesi 1,80 Kalıp Değişimi 38 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 0,99 Kalıp Değişimi 39 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,85 Kalıp Değişimi 40 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 0,98 Kalıp Değişimi 41 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,93 Kalıp Değişimi 42 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,90 Kalıp Değişimi 43 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 0,85 Kalıp Değişimi 44 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,93 Kalıp Değişimi 45 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 2,12 Kalıp Değişimi 46 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 4,00 Kalıp Değişimi 47 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 1,10 Kalıp Değişimi 48 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,98 Kalıp Değişimi 49 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 1,98 Kalıp Değişimi 50 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,87 Kalıp Değişimi

 manuel olarak tekrardan")
 manuel olarak sökülmesi 1,90 Kalıp Değişimi İç Ayar 11 Forkliftin aparatı tezgah")
16 SMED ADIM 3: İÇ & DIŞ AYARLARIN AYRILMASI Adım Adım Detayı Süre (dk) Adım Tipi Ayar Tipi 1 Forkliftçinin aranması ve forkliftin talep edilen alt kalıbı hatta getirmesi 10,03 Ayar için Bekleme İç Ayar 2 Forklift gelene kadar uygun takım ve anahtarların ayarlanması 4,98 Takım ayarı Dış Ayar 3 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi İç Ayar 4 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,89 Kalıp Değişimi İç Ayar 5 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,08 Kalıp Değişimi İç Ayar 6 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,12 Kalıp Değişimi İç Ayar 7 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi İç Ayar 8 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 0,58 Kalıp Değişimi İç Ayar 9 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,13 Kalıp Değişimi İç Ayar 10 Aparat civatalarının (2 adet) manuel olarak sökülmesi 1,90 Kalıp Değişimi İç Ayar 11 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi İç Ayar 12 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,10 Kalıp Değişimi İç Ayar 13 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,10 Kalıp Değişimi İç Ayar 14 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,89 Kalıp Değişimi İç Ayar 15 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi İç Ayar 16 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,20 Kalıp Değişimi İç Ayar 17 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,98 Kalıp Değişimi İç Ayar 18 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi İç Ayar 19 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,10 Kalıp Değişimi İç Ayar 20 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,30 Kalıp Değişimi İç Ayar 21 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi İç Ayar 22 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,98 Kalıp Değişimi İç Ayar 23 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,10 Kalıp Değişimi İç Ayar 24 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,85 Kalıp Değişimi İç Ayar 25 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi İç Ayar 26 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 1,00 Kalıp Değişimi İç Ayar 27 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 2,00 Kalıp Değişimi İç Ayar 28 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi İç Ayar 29 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 8,20 Kalıp Değişimi İç Ayar 30 Aparat civatalarının (2 adet) manuel olarak sökülmesi 2,00 Kalıp Değişimi İç Ayar 31 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 0,80 Kalıp Değişimi İç Ayar 32 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,80 Kalıp Değişimi İç Ayar 33 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 1,00 Kalıp Değişimi İç Ayar 34 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması 7,67 Kalıp Değişimi İç Ayar 35 Aparat civatalarının (2 adet) manuel olarak sökülmesi 1,80 Kalıp Değişimi İç Ayar 36 Forkliftin aparatı tezgah bölgesinden ayırarak, diğer çoklu alt kalıbın üzerine getirmesi 0,99 Kalıp Değişimi İç Ayar 37 Aparat civatalarının (2 adet) manuel olarak tekrardan sıkılması 1,85 Kalıp Değişimi İç Ayar 38 Forklift tarafından getirilen alt kalıbın tezgah tablası üzerinde konumlandırılması 0,98 Kalıp Değişimi İç Ayar 39 2 çalışan yardımı ile ve forklift çatalları kalıbı taşırken, çoklu alt kalıbın alt yatağa oturtulması İç Ayar 7,93Süresi Kalıp Değişimi İç Ayar 40 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,90 Kalıp Değişimi İç Ayar 41 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 0,85 Kalıp Değişimi İç Ayar 42 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,93 Kalıp Değişimi İç Ayar 43 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 2,12 Kalıp Değişimi İç Ayar 44 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi Dış Ayar 4,00 Süresi Kalıp Değişimi İç Ayar 45 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 1,10 Kalıp Değişimi İç Ayar 46 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,98 Kalıp Değişimi İç Ayar 47 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 1,98 Kalıp Değişimi İç Ayar 48 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,87 Kalıp Değişimi İç Ayar 49 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 0,96 Kalıp Değişimi İç Ayar 50 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,89 Kalıp Değişimi İç Ayar 51 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 1,87 Kalıp Değişimi İç Ayar 52 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 4,12 Kalıp Değişimi İç Ayar 53 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 1,10 Kalıp Değişimi İç Ayar 54 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 1,30 Kalıp Değişimi İç Ayar 55 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 2,20 Kalıp Değişimi İç Ayar 56 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,85 Kalıp Değişimi İç Ayar 57 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 0,76 Kalıp Değişimi İç Ayar 58 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,89 Kalıp Değişimi İç Ayar 59 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 1,89 Kalıp Değişimi İç Ayar 60 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 4,08 Kalıp Değişimi İç Ayar 61 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 1,03 Kalıp Değişimi İç Ayar 62 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 1,20 Kalıp Değişimi İç Ayar 63 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 1,99 Kalıp Değişimi İç Ayar 64 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 4,00 Kalıp Değişimi İç Ayar 65 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 1,02 Kalıp Değişimi İç Ayar 66 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 1,20 Kalıp Değişimi İç Ayar 67 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 1,98 Kalıp Değişimi İç Ayar 68 Vinç yardımı ile üst kalıbın forklift tarafından taşınabilecek bölgeye getirilmesi 3,87 Kalıp Değişimi İç Ayar 69 Forklift tarafından üst kalıbın preste montaj alanına getirilmesi 0,89 Kalıp Değişimi İç Ayar 70 Üst kalıbın forklift yardımı ile manuel olarak pozisyonlandırılması 0,98 Kalıp Değişimi İç Ayar 71 Üst kalıbın merkezlendirilmesi ve 4 tane civata yardımı ile kalıbın tezgaha tutturulması 2,05 Kalıp Değişimi İç Ayar 72 8 kalıbın mastar yardımıyla merkezletilerek manuel olarak anahtarla sıkılması ve tezgaha tam olarak bağlanması 29,80 Kalıp Değişimi İç Ayar 210 dk 4,98 dk SMED ADIM 4: İÇ AYARLARIN DIŞA DÖNÜŞTÜRÜLMESİ




17 SMED ADIM 5: İÇ & DIŞ AYARLARIN GELİŞTİRİLMESİ ÖNCESİ Yekpare, manuel olarak konumlandırılan ve civatalar yardımı ile tezgaha bağlanan üst kalıp sistemi




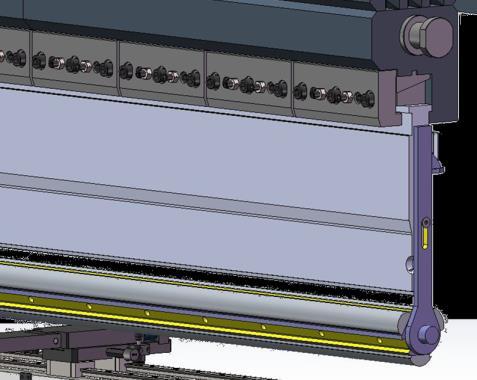


18 SMED ADIM 5: İÇ & DIŞ AYARLARIN GELİŞTİRİLMESİ SONRASI Sıkılama işlemleri için tabanca kullanımı Otomatik olarak değişebilen 3 lü kalıp sistemi







19 SMED ADIM 5: İÇ & DIŞ AYARLARIN GELİŞTİRİLMESİ ÖNCESİ Yekpare, forklift yardımıyla manuel olarak döndürülen, alt yatağa oturtulan ve manuel sıkma işlemi ile konumlandırılan 4 lü alt kalıp sistemi


20 SMED ADIM 5: İÇ & DIŞ AYARLARIN GELİŞTİRİLMESİ SONRASI Sıkılama işlemleri için tabanca kullanımı Bölgesel olarak çalışma imkanı sunan lamelli sistem



21 SMED ADIM 5: İÇ & DIŞ AYARLARIN GELİŞTİRİLMESİ ÖNCESİ SONRASI Platform eklenmesi sonrasında genişleyen çalışma alanı ve çalışma alanında konumlandırılan kalıplar


22 SMED ADIM 5: İÇ & DIŞ AYARLARIN GELİŞTİRİLMESİ Adım Adım Detayı Süre (dk) Adım Tipi 1 İş emri paketlerinin alınması, incelenmesi ve kalıp seçimi 10,2 Operasyon adımı 2 Tezgah programının ayarlanması 4,58 Program ayarı 3 Üst kalıp sistemi için dönerli 3 kalıptan seçilenin otomatik değişimi 0,52 Kalıp Değişimi 4 Alt kalıp sisteminin değiştirilmesi için lamel civatalarının tabancayla gevşetilmesi 5,2 Kalıp Değişimi 5 L kol yardımıyla lamelin kaldırılması 0,44 Kalıp Değişimi 6 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,45 Kalıp Değişimi 7 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,6 Kalıp Değişimi 8 L kol yardımıyla lamelin kaldırılması 0,53 Kalıp Değişimi 9 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,52 Kalıp Değişimi 10 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,45 Kalıp Değişimi 11 L kol yardımıyla lamelin kaldırılması 0,4 Kalıp Değişimi 12 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,41 Kalıp Değişimi 13 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,46 Kalıp Değişimi 14 L kol yardımıyla lamelin kaldırılması 0,4 Kalıp Değişimi 15 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,37 Kalıp Değişimi 16 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,52 Kalıp Değişimi 17 L kol yardımıyla lamelin kaldırılması 0,47 Kalıp Değişimi 18 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,41 Kalıp Değişimi 19 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,35 Kalıp Değişimi 20 L kol yardımıyla lamelin kaldırılması 0,5 Kalıp Değişimi 21 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,5 Kalıp Değişimi 22 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,37 Kalıp Değişimi 23 L kol yardımıyla lamelin kaldırılması 0,41 Kalıp Değişimi 24 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,33 Kalıp Değişimi 25 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,45 Kalıp Değişimi 26 L kol yardımıyla lamelin kaldırılması 0,5 Kalıp Değişimi 27 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,51 Kalıp Değişimi 28 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,52 Kalıp Değişimi 29 L kol yardımıyla lamelin kaldırılması 0,4 Kalıp Değişimi 30 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,47 Kalıp Değişimi 31 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,43 Kalıp Değişimi 32 L kol yardımıyla lamelin kaldırılması 0,4 Kalıp Değişimi 33 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,6 Kalıp Değişimi 34 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,43 Kalıp Değişimi 35 L kol yardımıyla lamelin kaldırılması 0,42 Kalıp Değişimi 36 Lamelin tezgah bölgesinde konumlandırılan bekleme rafına yerleştirilmesi 0,53 Kalıp Değişimi 37 Uygun lamelin L kol yardımıyla bekleme rafından alınması ve tezgaha yerleştirilmesi 0,5 Kalıp Değişimi





23 ELDE EDİLEN SONUÇLAR İç Ayar Süresi 210 dk % 84,47 İç Ayar Süresi 32,6 dk Dış Ayar Süresi 4,98 dk Dış Ayar Süresi 0 dk Kazanç & Maliyet Analizi Tezgahın Saatlik Çalışma Maliyeti Kazancı Potansiyel Kazanç Alt ve Üst Kalıp Maliyeti Kazanç / Maliyet Oranı 1,07


 VAR YOK AÇIKLAMA MARUZİYET /ETKİLENİM ŞİDDET OLASILIK")




 Otomatik Lamelli x üst kalıp 2 4 1 8 DÜŞÜK sistem sistemi RİSK PLANLA UYGULA")
24 ELDE EDİLEN SONUÇLAR Forklift kullanımı elimine edilmiştir, tavan vinci kullanım süreci iyileştirilmiştir. Risk Analizi Yapılan Alan: Abkant Pres Tezgahı Risk Analizini Yapan: Ayhan VURAL Risk Analizi Tarihi: Şubat, 2017 TEHLİKENİN TEHLİKE TANIMI KAYNAĞI ÖNCE Devrilme Üst Alt Kalıp SONRA Devrilme Üst Alt Kalıp 24 (Orta TEHLİKENİN YARATACAĞI Dereceli RİSK Risk) ETKİLENEN İŞ GÜVENLİĞİ RİSKİ 8 (Düşük Risk) VAR YOK AÇIKLAMA MARUZİYET /ETKİLENİM ŞİDDET OLASILIK RİSK PUANI Alt kalıpların forklift yardımıyla manuel olarak Üst kalıpların konumlandırılması ve civataların döndürülmesi ve halat yardımıyla sıkılması sırasında forklift yardımıyla kaldırılan konumlandırılması sırasında parçanın Çalışan x ORTA ve tutulan parçanın devrilmesi sonucunda el, devrilmesi sonucunda el, kol, ayak ve bacak kol, ayak ve bacak yaralanması, sıkışması riski yaralanması, sıkışması riski Alt kalıpların forklift yardımıyla manuel olarak Üst kalıpların konumlandırılması ve civataların döndürülmesi ve halat yardımıyla sıkılması sırasında forklift yardımıyla kaldırılan konumlandırılması sırasında parçanın Çalışan ve tutulan parçanın devrilmesi sonucunda el, devrilmesi sonucunda el, kol, ayak ve bacak kol, ayak ve bacak yaralanması, sıkışması riski yaralanması, sıkışması riski KORUMA KALKANI RİSK PUANI ALINMASI GEREKEN ÖNLEM(LER) Otomatik Lamelli x üst kalıp DÜŞÜK sistem sistemi RİSK PLANLA UYGULA KONTROL ET ÖNLEM AL BÜYÜKLÜĞÜ

25 STANDARTLAŞTIRMA VE YAYGINLAŞTIRMA SMED ADIM 6 & 7 Yeni tasarlanan sistemlerin sürdürülebilirliği adına ilgili bakım prosedürleri ve kontrol & temizlik adımları oluşturulmuştur. Sistem prensipleri ile ilgili çalışanlara eğitim verilmiştir. İyileştirme yapılan tezgah fabrikada bulunan tek tezgahtır. Bu doğrultuda, Kaizen ile yapılan tüm tasarımsal değişiklikler dokümante edilmiştir. Ek olarak, bu çözüm üretici firma tarafından standart bir ürün haline getirilmiştir.

26 SÜREKLİ İYİLEŞTİRME FAALİYETLERİ Şirket politikası doğrultusunda sürekli iyileştirme faaliyetleri 2014 yılında başlamıştır. Sürecin metodolojik olarak yönetilebilmesi adına, 2017 yılında Kalite Güvence Direktörlüğüne bağlı olarak, Mükemmeliyet Merkezi Takım Liderliği yapılanmasına gidilmiştir. Mevcut durumda tüm iyileştirme faaliyetleri, Mükemmeliyet Merkezi koordinasyonunda gerçekleştirilmektedir yılı ve 2018 yılı ilk 6 aylık periyotta çalışanlarımız 640 adet öneri ve 57 Kaizen çalışması ile iyileştirme süreçlerine katkı sağlamışlardır.








27 TEŞEKKÜRLER...
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
SICAK EZME TALİMATI. Amirinin verdiği iş emri ve operasyon kartında belirtilen işleri sırasıyla yapar.
 1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
1954 1957 1976 1982 1996 1998 TSE EN ISO 9002 1999 2003 2004 TS EN ISO 9001:2000 2005 2006 ISO/TS 16949:2002 2009 ISO
 TERBAY 1954 yılında İzmir de soğuk demir atölyesi olarak kuruldu. Türkiye nin sanayi ve ekonomik büyümesine paralel olarak şirketin faaliyetleri genişledi. Firmamız 1972 yılından beri mevcut yerinde faaliyet
TERBAY 1954 yılında İzmir de soğuk demir atölyesi olarak kuruldu. Türkiye nin sanayi ve ekonomik büyümesine paralel olarak şirketin faaliyetleri genişledi. Firmamız 1972 yılından beri mevcut yerinde faaliyet
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
SEÇİL KAUÇUK DOĞADAN. O-Ring Kaizen. Yeşil Fırtına
 SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
Analiz ve Kıyaslama Sistemi
 Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
de i im Kaizen Kamil BOLAT
 Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
SEÇİL KAUÇUK ERDEMİR. O-Ring Kaizen. Ekibi. Buhar Gücü. KaizenEkibi
 SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
BASF de Değişimin Yönetimi. Ömür Vural TAŞDEMİR MAYIS 2018
 BASF de Değişimin Yönetimi Ömür Vural TAŞDEMİR 14-15 MAYIS 2018 DEĞİŞİMİN HAYATIMIZDAKİ YERİ HEDEF BASF, dünya çapında kurmuş olduğu tüm tesislerde sağlık, emniyet ve çevre konularında yüksek standartlara
BASF de Değişimin Yönetimi Ömür Vural TAŞDEMİR 14-15 MAYIS 2018 DEĞİŞİMİN HAYATIMIZDAKİ YERİ HEDEF BASF, dünya çapında kurmuş olduğu tüm tesislerde sağlık, emniyet ve çevre konularında yüksek standartlara
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
REXAM KAĐZEN ÇALIŞMASI
 REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
GÜNDEM. Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi
 1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
5S UYGULAMASI. Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA
 5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
MSM OTOMASYON FİRMA TANITIM SUNUMU
 MSM FİRMA TANITIM SUNUMU NİSAN 2018 Kısaca Biz MSM, 1994 yılından günümüze kadar, faaliyetlerine sürekli büyüyerek devam eden, endüstriyel teknolojik gelişmeleri yakından takip ve temin eden ve projelerinde
MSM FİRMA TANITIM SUNUMU NİSAN 2018 Kısaca Biz MSM, 1994 yılından günümüze kadar, faaliyetlerine sürekli büyüyerek devam eden, endüstriyel teknolojik gelişmeleri yakından takip ve temin eden ve projelerinde
12UY Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi
 Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
12UY Metal Levha İşleme Tezgah İşçisi Belgelendirme Programi
 Belgelendirme Programının Adı 12UY0086-3 Metal Levha İşleme Tezgah İşçisi Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Belgelendirme Programının Adı 12UY0086-3 Metal Levha İşleme Tezgah İşçisi Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
Prosedür. Kalite Yönetim Sisteminde Neden gerçekleştirilecek?
 Prosedür Bir faaliyeti veya bir bir amaca ulaşmak için izlenen yol ve yöntem (TDK) Prosesi icra etmek için belirlenen yol (ISO 9000) Faaliyetleri yeterli kontrolü sağlayacak detayda tarif eden dokümanlardır
Prosedür Bir faaliyeti veya bir bir amaca ulaşmak için izlenen yol ve yöntem (TDK) Prosesi icra etmek için belirlenen yol (ISO 9000) Faaliyetleri yeterli kontrolü sağlayacak detayda tarif eden dokümanlardır
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
Sendikamıza Üye Çimento Fabrikalarında 2008 yılı Mayıs ayından bu yana gerçekleştirilen Acil Durum
 İSG İş Sağlığı ve Güvenliği Acil Durum Tatbikatlarında sona yaklaşılıyor Sendikamıza Üye Çimento Fabrikalarında 2008 yılı Mayıs ayından bu yana gerçekleştirilen Acil Durum Tatbikatları 2009 yılı Şubat
İSG İş Sağlığı ve Güvenliği Acil Durum Tatbikatlarında sona yaklaşılıyor Sendikamıza Üye Çimento Fabrikalarında 2008 yılı Mayıs ayından bu yana gerçekleştirilen Acil Durum Tatbikatları 2009 yılı Şubat
Metesan A.Ş. Yalın Üretim Uygulaması. İsmail GÖKCE ismail.gokce@metesan.com
 Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
OYAK RENAULT ERGONOMİ UYGULAMALARI. DRH / 1740 Département Conditions et Santé de Travail 1
 OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Tik Tak Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
19.02.2014 Kazananlar Konferansı....Birlikte Düşünelim
 19.02.2014 Kazananlar Konferansı Rakamlarla Method Research Company Tarihçemiz Mükemmellik Yolculuğumuz Method Neler Yapıyor? 01. Bölüm «Liderler» Kitap sunumları yapma ve sunuma katılım Sosyal etkinliklere
19.02.2014 Kazananlar Konferansı Rakamlarla Method Research Company Tarihçemiz Mükemmellik Yolculuğumuz Method Neler Yapıyor? 01. Bölüm «Liderler» Kitap sunumları yapma ve sunuma katılım Sosyal etkinliklere
. RĠSK DEĞERLENDĠRME ÖN FORMU
 Analiz Ekibi: Sıra No Tehlikeli Durum/DavranıĢ Olası Sonuç/RĠSK Mevcut Önlemler Olasılık RĠSK BĠLEġENLERĠ ġiddet Derecesi Risk Derecesi Önlem 1 2 3 4 5 6 7 8 9 10 11 Sıra No 1 ĠĢ Sağlığı ve Güvenliği Organizasyonu
Analiz Ekibi: Sıra No Tehlikeli Durum/DavranıĢ Olası Sonuç/RĠSK Mevcut Önlemler Olasılık RĠSK BĠLEġENLERĠ ġiddet Derecesi Risk Derecesi Önlem 1 2 3 4 5 6 7 8 9 10 11 Sıra No 1 ĠĢ Sağlığı ve Güvenliği Organizasyonu
MAKİNE BAKIMCI (SEVİYE 3) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
ÖRNEKLEM. Gözünü kaybetme, yaralanma. Çapak. Hareketli makinada elini kaptırma. Eldiven. Tanımsız kimyasal. Patlama, yangın. Yanlış KKD kullanımı
 TOBB SİVAS TİCARET BORSASI RİSK YÖNETİMİ VE DEĞERLENDİRMESİ RİSK YÖNETİMİ EĞİTİMİ Mehmet Besleme Kimya Y. Müh. - Baş denetçi mehmetbesleme@gmail.com Ekim 017 SİVAS Temel Kavramlar ve Tanımlar Tehlike:
TOBB SİVAS TİCARET BORSASI RİSK YÖNETİMİ VE DEĞERLENDİRMESİ RİSK YÖNETİMİ EĞİTİMİ Mehmet Besleme Kimya Y. Müh. - Baş denetçi mehmetbesleme@gmail.com Ekim 017 SİVAS Temel Kavramlar ve Tanımlar Tehlike:
MAKİNE TEKNİKERİ TANIM
 TANIM Makine teknikeri; makine mühendislerinin yönetimi ve denetimi altında makinelerin ve motorlu araçların üretimi, bakımı, onarımı konularında çalışan kişidir. _ A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE
TANIM Makine teknikeri; makine mühendislerinin yönetimi ve denetimi altında makinelerin ve motorlu araçların üretimi, bakımı, onarımı konularında çalışan kişidir. _ A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE
Acil Durum Yönetim Sistemi ICS 785 - NFPA 1600
 Acil Durum Yönetim Sistemi ICS 785 - NFPA 1600 Başlarken Acil Durum Yönetim Sistemi Kendilerini acil durumlarda da çalışmaya hedeflemiş organizasyon ve kurumların komuta, kontrol ve koordinasyonunu sağlama
Acil Durum Yönetim Sistemi ICS 785 - NFPA 1600 Başlarken Acil Durum Yönetim Sistemi Kendilerini acil durumlarda da çalışmaya hedeflemiş organizasyon ve kurumların komuta, kontrol ve koordinasyonunu sağlama
YEKTAMAK Makine ve Mühendislik; YEKTAMAK müşterilerinin ihtiyaçlarının belirlenmesinden projenin teslim edilmesine kadar olan süreçte;
 1 HAKKIMIZDA YEKTAMAK Makine ve Mühendislik; 2013 yılında akademik geçmişe sahip ortaklar tarafından kurulmuş bir firmadır. Yeni kurulmuş olmasına rağmen 35 yıla varan tecrübeye sahip personellerinden
1 HAKKIMIZDA YEKTAMAK Makine ve Mühendislik; 2013 yılında akademik geçmişe sahip ortaklar tarafından kurulmuş bir firmadır. Yeni kurulmuş olmasına rağmen 35 yıla varan tecrübeye sahip personellerinden
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
MESA İMALAT. Siyah İnci Kalite Çemberi
 MESA İMALAT Siyah İnci Kalite Çemberi SİYAH İNCİ KALİTE ÇEMBERİ Sunum Planı Çember Oluşum Süreci Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Araştırmalar Problemin Kaynağı Hedefimiz Mevcut
MESA İMALAT Siyah İnci Kalite Çemberi SİYAH İNCİ KALİTE ÇEMBERİ Sunum Planı Çember Oluşum Süreci Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Araştırmalar Problemin Kaynağı Hedefimiz Mevcut
Küçük Müdahaleleri Yönetmek, Ciddi Kazaları Önlemek
 Küçük Müdahaleleri Yönetmek, Ciddi Kazaları Önlemek Esil Mertoğlu - Aralık 2018 Improving the experience of a world in motion 1 LİDERLİK Tüm liderler iş güvenliği kültürünü geliştirip, iş güvenliğini bir
Küçük Müdahaleleri Yönetmek, Ciddi Kazaları Önlemek Esil Mertoğlu - Aralık 2018 Improving the experience of a world in motion 1 LİDERLİK Tüm liderler iş güvenliği kültürünü geliştirip, iş güvenliğini bir
MAKİNE BAKIMCI (SEVİYE 5) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
Ece Usluel Sezen. Endüstri Mühendisi. 02 Bilkent Üniversitesi İdeal Kurumsal Hizmetler Danışman, Eğitmen
 Ece Usluel Sezen Endüstri Mühendisi 02 Bilkent Üniversitesi 2014 -. İdeal Kurumsal Hizmetler Danışman, Eğitmen 2012-2014 Arçelik A.Ş. Stratejik Planlama Kıdemli Uzman 2011-2012 ISG Sabiha Gökçen Havaalanı
Ece Usluel Sezen Endüstri Mühendisi 02 Bilkent Üniversitesi 2014 -. İdeal Kurumsal Hizmetler Danışman, Eğitmen 2012-2014 Arçelik A.Ş. Stratejik Planlama Kıdemli Uzman 2011-2012 ISG Sabiha Gökçen Havaalanı
NAZİLLİ DEVLET HASTANESİ RİSK ANALİZİ PROSEDÜRÜ
 Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
İSGDE KORUNMA POLİTİKALARI
 1 İSGDE KORUNMA POLİTİKALARI 2 Önleme: Bir şeyin olmasına veya yapılmasına engel olmak, Ortaya çıkan veya çıkacağı düşünülen bir tehlikeyi durdurmak, önüne geçmek. 3 Koruma: Bir kimseyi veya bir şeyi dış
1 İSGDE KORUNMA POLİTİKALARI 2 Önleme: Bir şeyin olmasına veya yapılmasına engel olmak, Ortaya çıkan veya çıkacağı düşünülen bir tehlikeyi durdurmak, önüne geçmek. 3 Koruma: Bir kimseyi veya bir şeyi dış
MAKİNE BAKIMCI (SEVİYE 4) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS)
") TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS) İsmail DÜNDAR TEMSA A.Ş. Ersin GÖKÇEN TEMSA A.Ş. Özet Otobüs/Midibüs/Kamyonet üretimi yapılan TEMSA üretim tesislerinde, üretim sürecinin
TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS) İsmail DÜNDAR TEMSA A.Ş. Ersin GÖKÇEN TEMSA A.Ş. Özet Otobüs/Midibüs/Kamyonet üretimi yapılan TEMSA üretim tesislerinde, üretim sürecinin
mesafe belirlenecektir.
 Bu bülten, Dönüşüm Projesi süresince sizleri çalışmalarımız hakkında bilgilendirmek ve projede size ve kurumunuza faydalı olabileceğini düşündüğümüz tavsiyeleri sizinle paylaşmak amacıyla hazırlanmıştır.
Bu bülten, Dönüşüm Projesi süresince sizleri çalışmalarımız hakkında bilgilendirmek ve projede size ve kurumunuza faydalı olabileceğini düşündüğümüz tavsiyeleri sizinle paylaşmak amacıyla hazırlanmıştır.
OFİS SÜREÇLERİNDE YALINLAŞMA
 OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
TARİH :06/08/2007 REVİZYON NO: 3. www.marelektrik.com KALİTE EL KİTABI : YÖNETİM TEMSİLCİSİ. Sayfa 1 / 6
 TARİH :06/08/2007 REVİZYON NO: 3 KALİTE EL KİTABI HAZIRLAYAN ONAYLAYAN : YÖNETİM TEMSİLCİSİ : YÖN. KURUL BŞK. Sayfa 1 / 6 TARİH :06/08/2007 REVİZYON NO:3 İÇİNDEKİLER : 1. TANITIM, 2. KALİTE POLİTİKASI
TARİH :06/08/2007 REVİZYON NO: 3 KALİTE EL KİTABI HAZIRLAYAN ONAYLAYAN : YÖNETİM TEMSİLCİSİ : YÖN. KURUL BŞK. Sayfa 1 / 6 TARİH :06/08/2007 REVİZYON NO:3 İÇİNDEKİLER : 1. TANITIM, 2. KALİTE POLİTİKASI
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
RİSK DEĞERLENDİRMESİ EĞİTİMİ. Öğr. Gör. Metin BAYRAM Sakarya Üniversitesi İSG Koordinatörü B Sınıfı İş Güvenliği Uzmanı
 RİSK DEĞERLENDİRMESİ EĞİTİMİ Öğr. Gör. Metin BAYRAM Sakarya Üniversitesi İSG Koordinatörü B Sınıfı İş Güvenliği Uzmanı TEHLİKE VE RİSK KAVRAMLARI Tehlike : Makine ve İş Ekipmanları Kullanımı Riskler: a)
RİSK DEĞERLENDİRMESİ EĞİTİMİ Öğr. Gör. Metin BAYRAM Sakarya Üniversitesi İSG Koordinatörü B Sınıfı İş Güvenliği Uzmanı TEHLİKE VE RİSK KAVRAMLARI Tehlike : Makine ve İş Ekipmanları Kullanımı Riskler: a)
PAYDAŞ ANALİZİ VE RİSK ANALİZİ KILAVUZU
 Sayfa 1/8 1. AMAÇ Bu kılavuzun amacı Meslek Yüksekokulu bünyesinde birimler bazında gerçekleştirilen paydaş analizi ve risk analizi yöntem ve değerlendirmelerini tanımlamaktır. 2. KAPSAM Bu kılavuz, Toros
Sayfa 1/8 1. AMAÇ Bu kılavuzun amacı Meslek Yüksekokulu bünyesinde birimler bazında gerçekleştirilen paydaş analizi ve risk analizi yöntem ve değerlendirmelerini tanımlamaktır. 2. KAPSAM Bu kılavuz, Toros
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
X X İl Milli Eğitim Müdürlüğü Toplum Sağlığı Merkezleri X X X X X X X X X X X X X X X X X X X X X. X X X X X X Okul/Kurum Müdürlükleri
 A 1 B 2 İŞ SAĞLIĞI VE GÜVENLİĞİ SORUMLULARININ TESPİTİ İl/İlçe Milli Eğitim Müdürlükleri ve Bağlı bulunan Okul/Kurumların işveren vekillerinin tespit edilerek, makam onayının alınması İL MİLLİ EĞİTİM MÜDÜRLÜKLERİ
A 1 B 2 İŞ SAĞLIĞI VE GÜVENLİĞİ SORUMLULARININ TESPİTİ İl/İlçe Milli Eğitim Müdürlükleri ve Bağlı bulunan Okul/Kurumların işveren vekillerinin tespit edilerek, makam onayının alınması İL MİLLİ EĞİTİM MÜDÜRLÜKLERİ
İZLEME VE ÖLÇME PLANI
 İZLEME VE ÖLÇME PLANI KONTROL / ÖLÇÜM / RAPOR / İZLEME İSG Faaliyet Planı YASAL YÜKÜMLÜLÜK MADDELERİ SORUMLU PERİYODU Madde: 15 Gerçekleşen Kontrol Tarihi Gelecek Kontrol Tarihi AÇIKLAMA Gerekli görüldüğünde
İZLEME VE ÖLÇME PLANI KONTROL / ÖLÇÜM / RAPOR / İZLEME İSG Faaliyet Planı YASAL YÜKÜMLÜLÜK MADDELERİ SORUMLU PERİYODU Madde: 15 Gerçekleşen Kontrol Tarihi Gelecek Kontrol Tarihi AÇIKLAMA Gerekli görüldüğünde
EK 9 : MAK 300 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK <300> STAJ RAPORU
 EK 9 : MAK 300 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK STAJ RAPORU (Rapor yazım tarihi) ÖĞRENCİ ADI SOYADI : NUMARASI : STAJ YAPILAN KURUM ADI : ADRESİ : STAJ TARİHİ
EK 9 : MAK 300 STAJI ÖRNEK RAPORU BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK STAJ RAPORU (Rapor yazım tarihi) ÖĞRENCİ ADI SOYADI : NUMARASI : STAJ YAPILAN KURUM ADI : ADRESİ : STAJ TARİHİ
GEÇİŞ İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ
 GEÇİŞ OHSAS 18001:2007 ISO 45001:2018 6. September 2018 İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ TÜV Thüringen ISO 45001 in oluşum evresi ÇALIŞMA TASLAĞI ÜZERİNDE ÇALIŞMA EVRESİ İLK TASLAĞIN YAYINLANMASI
GEÇİŞ OHSAS 18001:2007 ISO 45001:2018 6. September 2018 İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ TÜV Thüringen ISO 45001 in oluşum evresi ÇALIŞMA TASLAĞI ÜZERİNDE ÇALIŞMA EVRESİ İLK TASLAĞIN YAYINLANMASI
MerSis. Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri
 MerSis Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri Bilgi Teknolojileri risklerinize karşı aldığınız önlemler yeterli mi? Bilgi Teknolojileri Yönetimi danışmanlık hizmetlerimiz, Kuruluşunuzun Bilgi
MerSis Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri Bilgi Teknolojileri risklerinize karşı aldığınız önlemler yeterli mi? Bilgi Teknolojileri Yönetimi danışmanlık hizmetlerimiz, Kuruluşunuzun Bilgi
Risk Yönetimi ve Değerlendirmesi ALIŞTIRMALAR
 Risk Yönetimi ve Değerlendirmesi ALIŞTIRMALAR Aşağıdakilerden hangisi iş sağlığı ve güvenliği açısından en uygun tehlike tanımıdır? a) Büyük zarara yol açabilecek durum b) Malın, malzemenin ya da işyeri
Risk Yönetimi ve Değerlendirmesi ALIŞTIRMALAR Aşağıdakilerden hangisi iş sağlığı ve güvenliği açısından en uygun tehlike tanımıdır? a) Büyük zarara yol açabilecek durum b) Malın, malzemenin ya da işyeri
İŞ SAĞLIĞI VE GÜVENLİĞİNDE RİSK YÖNETİMİ VE DEĞERLENDİRMESİ DOÇ. DR. İBRAHİM OCAK DOÇ. DR. ALİ İSMET KANLI
 İŞ SAĞLIĞI VE GÜVENLİĞİNDE RİSK YÖNETİMİ VE DEĞERLENDİRMESİ DOÇ. DR. İBRAHİM OCAK DOÇ. DR. ALİ İSMET KANLI Konu Başlıkları 1. Temel Kavramlar ve Tanımlar 2. İlgili Mevzuat 3. Risklerden Korunma Yöntemleri
İŞ SAĞLIĞI VE GÜVENLİĞİNDE RİSK YÖNETİMİ VE DEĞERLENDİRMESİ DOÇ. DR. İBRAHİM OCAK DOÇ. DR. ALİ İSMET KANLI Konu Başlıkları 1. Temel Kavramlar ve Tanımlar 2. İlgili Mevzuat 3. Risklerden Korunma Yöntemleri
T. C. KAMU İHALE KURUMU
 T. C. KAMU İHALE KURUMU Elektronik İhale Dairesi KALİTE YÖNETİM SİSTEMİ BT Strateji Yönetimi BT Hizmet Yönetim Politikası Sürüm No: 6.0 Yayın Tarihi: 26.02.2015 444 0 545 2012 Kamu İhale Kurumu Tüm hakları
T. C. KAMU İHALE KURUMU Elektronik İhale Dairesi KALİTE YÖNETİM SİSTEMİ BT Strateji Yönetimi BT Hizmet Yönetim Politikası Sürüm No: 6.0 Yayın Tarihi: 26.02.2015 444 0 545 2012 Kamu İhale Kurumu Tüm hakları
ULUSAL YETERLİLİK 12UY METAL KESİMCİ SEVİYE 3
 ULUSAL YETERLİLİK 12UY0083-3 METAL KESİMCİ SEVİYE 3 REVİZYON NO:02 MESLEKİ YETERLİLİK KURUMU Ankara, 2018 12UY0083-3 Metal Kesimci (Seviye 3) ÖNSÖZ Metal Kesimci (Seviye 3) Ulusal Yeterliliği Ulusal Yeterliliği
ULUSAL YETERLİLİK 12UY0083-3 METAL KESİMCİ SEVİYE 3 REVİZYON NO:02 MESLEKİ YETERLİLİK KURUMU Ankara, 2018 12UY0083-3 Metal Kesimci (Seviye 3) ÖNSÖZ Metal Kesimci (Seviye 3) Ulusal Yeterliliği Ulusal Yeterliliği
GÖREV TANIM FORMU A.POZİSYONUN KISA TANIMI KALİTE YÖNETİM SİSTEMLERİ MÜDÜRÜ KALİTE KONTROL BÖLÜMÜ B.POZİSYONUN GEREKTİRDİĞİ BİLGİ BECERİ DÜZEYİ
 A.POZİSYONUN KISA TANIMI POZİSYON ADI BAĞLI OLDUĞU POZİSYON KENDİSİNE BAĞLI POZİSYONLAR ORGANİZASYONDA RAPORLAYACAĞI KİŞİ / KİŞİLER KALİTE YÖNETİM SİSTEMLERİ MÜDÜRÜ KALİTE KONTROL BÖLÜMÜ VEKALET EDECEĞİ
A.POZİSYONUN KISA TANIMI POZİSYON ADI BAĞLI OLDUĞU POZİSYON KENDİSİNE BAĞLI POZİSYONLAR ORGANİZASYONDA RAPORLAYACAĞI KİŞİ / KİŞİLER KALİTE YÖNETİM SİSTEMLERİ MÜDÜRÜ KALİTE KONTROL BÖLÜMÜ VEKALET EDECEĞİ
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 1. AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 1. AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
T.C. MANİSA CELAL BAYAR ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KALİTE EL KİTABI
 YD-001 01.01.2017 Revizyon No: 2 Revizyon Tarihi: 01.05.2018 Toplam Bölüm Sayfa Sayısı: 29 Manisa 2018 Sayfa 1/29 İÇİNDEKİLER Önsöz 0. Giriş 0.1 Genel Tanıtım 0.2 Kalite Yönetim Prensipleri 1. Kalite Yönetim
YD-001 01.01.2017 Revizyon No: 2 Revizyon Tarihi: 01.05.2018 Toplam Bölüm Sayfa Sayısı: 29 Manisa 2018 Sayfa 1/29 İÇİNDEKİLER Önsöz 0. Giriş 0.1 Genel Tanıtım 0.2 Kalite Yönetim Prensipleri 1. Kalite Yönetim
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
kültürel değişim gayreti Kültürel değişim ğş
 Altı Sigma Nedir? Mühendis ve istatistikçiler tarafından ürün ve proseslerin ince ayarını yapmak için kullanılan ileri derecede teknik bir yöntem Müşteri ihtiyaçlarını kusursuza yakın karşılama hedefi
Altı Sigma Nedir? Mühendis ve istatistikçiler tarafından ürün ve proseslerin ince ayarını yapmak için kullanılan ileri derecede teknik bir yöntem Müşteri ihtiyaçlarını kusursuza yakın karşılama hedefi
SEÇİL KAUÇUK YILDIZ ENTEGRE. O-Ring Kaizen. Zaman Avcıları
 SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Güçlü Hedefler İçin Her Zaman
 Güçlü Hedefler İçin Her Zaman OTOMOTİV SANAYİ MAKİNA VE YEDEK PARÇA İMALATÇILARI ISITMA, SOĞUTMA, HAVALANDIRMA VE KLİMA SANAYİ ENDÜSTRİYEL MUTFAK PANO VE TABELA İMALATÇILARI RAF VE RAF AKSESUAR İMALATÇILARI
Güçlü Hedefler İçin Her Zaman OTOMOTİV SANAYİ MAKİNA VE YEDEK PARÇA İMALATÇILARI ISITMA, SOĞUTMA, HAVALANDIRMA VE KLİMA SANAYİ ENDÜSTRİYEL MUTFAK PANO VE TABELA İMALATÇILARI RAF VE RAF AKSESUAR İMALATÇILARI
3T Risk Değerlendirmesi
 This project is co financed by the European Union and the Republic of Turkey 3T Risk Değerlendirmesi ECBOHS PROJESİ ERDEMİR ÇALIŞTAYI 29-30.9.2011 Doç. Dr. Heikki Laitinen ME S S 1 İşyerinde 3 Seviyede
This project is co financed by the European Union and the Republic of Turkey 3T Risk Değerlendirmesi ECBOHS PROJESİ ERDEMİR ÇALIŞTAYI 29-30.9.2011 Doç. Dr. Heikki Laitinen ME S S 1 İşyerinde 3 Seviyede
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
ÇEVRE BOYUTLARININ DEĞERLENDİRİLMESİ PROSEDÜRÜ
 SAYFA NO 1/7 1. AMAÇ VE KAPSAM: Bu prosedürün amacı, TOTM nin faaliyetlerinin ve hizmetlerinin çevre güvenliği üzerinde gerçek veya potansiyel olarak önemli etkileri olabilecek çevresel boyutlarının (yönlerinin),
SAYFA NO 1/7 1. AMAÇ VE KAPSAM: Bu prosedürün amacı, TOTM nin faaliyetlerinin ve hizmetlerinin çevre güvenliği üzerinde gerçek veya potansiyel olarak önemli etkileri olabilecek çevresel boyutlarının (yönlerinin),
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
Türkiye Mükemmellik Ödülleri
 Türkiye Mükemmellik Ödülleri EFQM Tanıma Programı nın Önemli Bir Aşamasıdır EFQM 2012 2 EFQM Tanıma Programı Tüm paydaşlarının beklentilerini karşılayan ya da aşan üstün bir performans gerçekleştiren ve
Türkiye Mükemmellik Ödülleri EFQM Tanıma Programı nın Önemli Bir Aşamasıdır EFQM 2012 2 EFQM Tanıma Programı Tüm paydaşlarının beklentilerini karşılayan ya da aşan üstün bir performans gerçekleştiren ve
Hazırlayan: Yasemin Özkonuk
 Hazırlayan: Yasemin Özkonuk 1 HOŞGELDİNİZ 2 45001 İLE 18001 ARASINDAKİ TEMEL FARKLILIK Diğer yönetim sistem standardları ile entegre. Liderlik vurgusu Çalışanların katılımı İç ve dış faktörler ele alındı
Hazırlayan: Yasemin Özkonuk 1 HOŞGELDİNİZ 2 45001 İLE 18001 ARASINDAKİ TEMEL FARKLILIK Diğer yönetim sistem standardları ile entegre. Liderlik vurgusu Çalışanların katılımı İç ve dış faktörler ele alındı
İŞ SAĞLIĞI VE İŞ GÜVENLİĞİ
 2014 İŞ SAĞLIĞI VE İŞ GÜVENLİĞİ PARS DANIŞMANLIK 20.02.2014 5763 Sayılı Kanun ( İş Kanunu ve bazı Kanunlarda Değişiklik Yapılması Hakkında Kanun) Kabul Tarihi:15.05.2008 İçerik 4857 sayılı İş kanunu dahil
2014 İŞ SAĞLIĞI VE İŞ GÜVENLİĞİ PARS DANIŞMANLIK 20.02.2014 5763 Sayılı Kanun ( İş Kanunu ve bazı Kanunlarda Değişiklik Yapılması Hakkında Kanun) Kabul Tarihi:15.05.2008 İçerik 4857 sayılı İş kanunu dahil
Pnömatik HIZI+ Hidroliğin GÜCÜ = HIZLI ve GÜÇLÜ dkpower
 Günümüzde zaman kavramı imalatlarda en önemli kriterlerden birisi haline gelmiştir. Zamandan tasarruf etmek daha düşük maliyetlere ulaşma ve pazarda daha rekabetçi olma yolunda büyük önem taşır. Çabuk
Günümüzde zaman kavramı imalatlarda en önemli kriterlerden birisi haline gelmiştir. Zamandan tasarruf etmek daha düşük maliyetlere ulaşma ve pazarda daha rekabetçi olma yolunda büyük önem taşır. Çabuk
Performans Denetimi Hesap verebilirlik ve karar alma süreçlerinde iç denetimin artan katma değeri. 19 Ekim 2015 XIX.Türkiye İç Denetim Kongresi
 Performans Denetimi Hesap verebilirlik ve karar alma süreçlerinde iç denetimin artan katma değeri 19 Ekim 2015 XIX.Türkiye İç Denetim Kongresi Place image here with reference to guidelines Serhat Akmeşe
Performans Denetimi Hesap verebilirlik ve karar alma süreçlerinde iç denetimin artan katma değeri 19 Ekim 2015 XIX.Türkiye İç Denetim Kongresi Place image here with reference to guidelines Serhat Akmeşe
Şirketimiz, İsmail Sarıgözoğlu tarafından 1957 de kurulmuştur.
 YALIN ÜRETİM SÜRECİ Şirketimiz, İsmail Sarıgözoğlu tarafından 1957 de kurulmuştur. Şu anda İsmail Bey in iki oğlu tarafından yenilikçi bir anlayış ile yönetilmektedir. Sarıgözoğlu Fabrikaları Bursa Manisa
YALIN ÜRETİM SÜRECİ Şirketimiz, İsmail Sarıgözoğlu tarafından 1957 de kurulmuştur. Şu anda İsmail Bey in iki oğlu tarafından yenilikçi bir anlayış ile yönetilmektedir. Sarıgözoğlu Fabrikaları Bursa Manisa
ULUS METAL ÇEVRE RAPORU 2017
 ULUS METAL ÇEVRE RAPORU 2017 Giriş Tarihçe Çevre Politikası Çevresel Etkiler Atık Yönetimi Veriler Eğitimler ULUS METAL ÇEVRE RAPORU 2017 Ulus Metal çevre ile ilgili faaliyetlerini web sayfası aracılığıyla,
ULUS METAL ÇEVRE RAPORU 2017 Giriş Tarihçe Çevre Politikası Çevresel Etkiler Atık Yönetimi Veriler Eğitimler ULUS METAL ÇEVRE RAPORU 2017 Ulus Metal çevre ile ilgili faaliyetlerini web sayfası aracılığıyla,