SEÇİL KAUÇUK YILDIZ ENTEGRE. O-Ring Kaizen. Zaman Avcıları
|
|
|
- Onur Özden
- 7 yıl önce
- İzleme sayısı:
Transkript
1 SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi


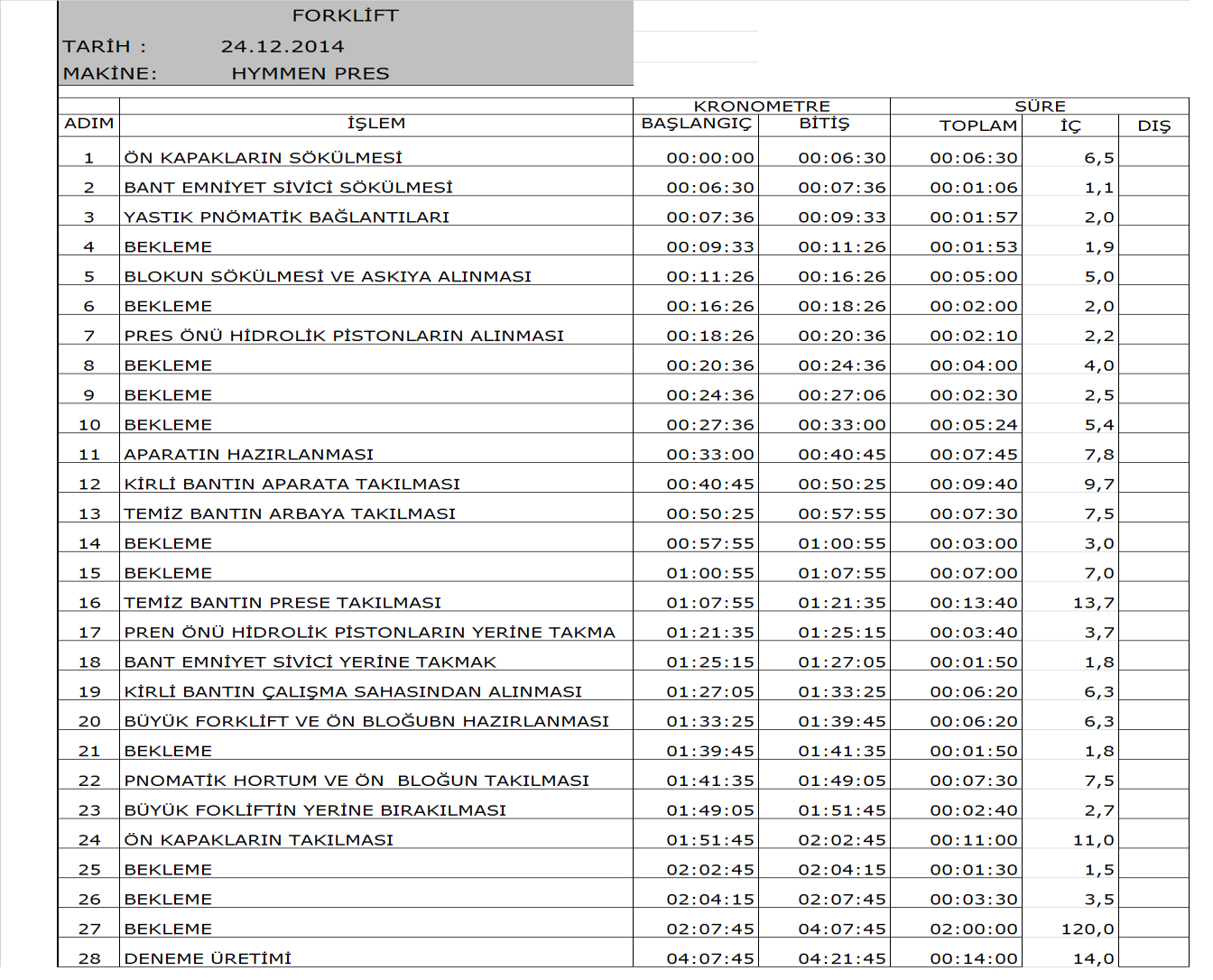
2 SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014
3 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA MODEL DEĞİŞİMİ (Model değişim süresi 10 dk nın altında) 3

4 A ürününü üretiyorken B ürününü üretiyor hale gelmek için yapılan tüm işlemlerdir. A A B 4
5 Son sağlam A üretiminden ilk sağlam B üretimine kadar geçen süredir. A A B B B 5
6 6
7 7
 ARALIK 2013-NİSAN 2014 8")
8 HYMMEN PRES PRERİYODİK ÇELİK BANT DEĞİŞİM SÜRESİ KISALTMA PROJESİ (SMED) ARALIK 2013-NİSAN
9 ZAMAN AVCILARI EKİP ÜYELERİ A.SERDAR ERGEÇER (PARKE-HYMMEN Ünite Şefi) AHMET SADIK (HYMMEN PRES Baş Operatör) MEMDUH KOLAYLI ( PARKE LABORATUVAR Sorumlusu) ERKAN KILIÇ (HYMMEN Pres MEKANİK BAKIM OPERATÖRÜ) HAKAN KILIÇ ( FORKLİFT OPERARÖRÖ) 9

10 ZAMAN AVCILARI EKİP ÜYELERİ Hakan Kılıç Erkan Kılıç A.Serdar Ergeçer Ahmet Sadık Memduh Kolaylı 10

11 Hymmen Pres Çelik Bant Değişim Sürelerinin Kısaltılması Adet Çelik Bant Değişimi Adet Çelik Bant Değişimi ORTALAMA 50 Adet Çelik Bant Değişimi 11
12 Smed bölge olarak HYMMEN PRES belirlendi Video kayıt için 24 ARALIK 2013 belirlendi Ekip oluşturuldu ve 24 ARALIK 2013 için hazırlıklar tamamlandı 12
13 Smed çalışmalarında operatörlerin tüm yürüyüş hareketlerini gösteren diyagramdır. Operatörün yürüdüğü her nokta yerleşim planı üzerinde çizilir. Çıkan sonuç bir tabak makarnaya benzediği için spagetti diyagramı olarak adlandırılır. Her setup operatörü için ayrı bir tane hazırlanır. Özellikle operatörün yürüdüğü mesafeleri gösterir, aynı noktalara tekrar tekrar yürümelerini tespit etmemizi sağlar. 13
14 HEDEFLER (ısıtma dahil) Önce Hedef Hymmen Pres de yapılan çelik bant değişiminin videolarından elde edilen veriler sonucunda değişim süresi (ısıtma dahil) 267 dakikadan 180 dakikaya düşürülmesi hedef alınmıştır. 17
15 HEDEFLER (ısıtma hariç) Önce Hedef Hymmen Pres de yapılan çelik bant değişiminin videolarından elde edilen veriler sonucunda değişim süresi (ısıtma hariç) 125 dakikadan 70 dakikaya düşürülmesi hedef alınmıştır. 18
16 19

17 Mevcut Durum(Gant Şeması) Ahmet Sadık - Pres Operatörü 20
18 21

19 Mevcut Durum(Gant Şeması) Erkan Kılıç Bant Arabası Operatörü 22
20 23

21 Mevcut Durum(Gant Şeması) Hakan Kılıç Forklift Operatörü 24
22 25


23 Video Önce Sonra Ön blok ve kapakların soğuma esnasında (önceki vardiya) tarafından sökülmesi. 19,4 dk 26

 tarafından")
24 Önce Sonra Bant söküp takma arabasının temizliğinin soğuma esnasında (önceki vardiya) tarafından yapılması 5,4 dk 27
25 Önce Sonra Pres sürgülü kapakların soğuma esnasında (önceki vardiya)tarafından açılması 4 dk 28

26 Bant kaydının daha önce bant değiştirme esnasında yapılırken setup işleminden sonra ısıtma esnasında yapılması yapılması 3dk Toplam Kazanç : 31.8 dk 29
27 İç ve Dış Setup İyileştirme İç ve dış setup sürelerinin kısaltılması 30
28 TAMAMLANAN İYİLEŞTİRMELER Önce Sonra Platform ayarlanarak iş güvenliği bakımından olumsuz olan palet ile 2 kişi çalışma yerine emniyetli platform yardımıyla sökme ve takma işlemleri tek seferde 1 kişi tarafından yapıldı. Kazanç :2 dakika 25 saniye 31
29 TAMAMLANAN İYİLEŞTİRMELER Önce Tambur kontrolü için projektör takılması. Sonra Kazanç : İş Güvenliği ve İş kolaylığı, hızlı çalışma 32
30 TAMAMLANAN İYİLEŞTİRMELER Tambur temizliğinin ek personele yaptırılması, bu esnada pres operatörünün prese takılacak olan bantı araba üzerinde hizalaması Kazanç: 7 dk 33
31 TAMAMLANAN İYİLEŞTİRMELER Araba kollarına sensör aparatları yapılması böylece arabanın kollar geride iken yukarı aşağı ve açma kapama yapabilmesi Kazanç : İş Güvenliği ve İş kolaylığı, hızlı çalışma 34
32 TAMAMLANAN İYİLEŞTİRMELER Önce Sonra Araba üzerinde pres takılma ve sökülme pozisyonlarının işaretlenmesiyle, araba manevraları daha hızlı ve güvenli hale getirilmiştir Kazanç : İş Güvenliği ve İş kolaylığı, hızlı çalışma 35
33 TAMAMLANAN İYİLEŞTİRMELER Ray tekerleklerinin ayarlanması ve arabanın ileri geri hareketinin kolaylaştırılması (takılmasının engellenmesi) Kazanç : İş Güvenliği ve İş kolaylığı, hızlı çalışma 36
34 TAMAMLANAN İYİLEŞTİRMELER Önce Sonra Araba kollarına sürtünmeyi azaltıcı (fandan çıkma) keçeler takılması ve bant üzerinde araba kollarının iz bırakmasının engellenmesi Kazanç : İş Güvenliği ve İş kolaylığı, hızlı çalışma 37


35 TAMAMLANAN İYİLEŞTİRMELER Video 34:00-43:00 Önce Sonra Ön bloğun kapaklarla birlikte takılması. Kazanç 9 dk 20 sn 38
36 TAMAMLANAN İYİLEŞTİRMELER Temiz bantın streçlenmesi,bekleme esnasında üzerinde toz birikmesinin ve arabanın parlak bant üzerinde iz bırakmasının engellenmesi Kazanç : İş Güvenliği ve İş kolaylığı, hızlı çalışma 39

37 Çözümlerin denenmesi Tüm çözüm önerilerinin denenip teyit edilmesi Video kayıt için 11 Mart 2014 belirlendi Ekip oluşturuldu ve 11 Mart 2014 için hazırlıklar tamamlandı 40
38 Spagetti Diyagramı Ahmet Sadık Pres Operatörü Önce Sonra 41
39 Spagetti Diyagramı Erkan Kılıç Bant Arabası Operatörü Önce Sonra 42
40 Spagetti Diyagramı Hakan Kılıç - Forklift Önce Sonra 43
41 Pres Operatörü Video Analizi İyileştirme Sonrası 44
42 Bant Arabası Operatörü Video Analizi (İyileştirme Sonrası) 46
43 Forklift Operatörü Video Analizi (İyileştirme Sonrası) 48
44 Bant soğuma süresi 8 saat iken,üretici firma ile irtibata geçilerek 4 saate düşürülmesinde sakınca olmadığı tespit edilmiştir. Böylece sıcak bantın tekrar ısınma süresi de 120 dk dan 90 dk ya düşürülmüştür. PRES SOĞUMA SÜRESİ 4 SAATE DÜŞÜRÜLDÜ HYMMEN PRES SOĞUMA DEĞERLERİ SAAT SEK1 SEK2 SEK3 SEK5 SEK6 00: : : : : : : :
45 standardizasyon Setup standartının oluşturulması Standart uyum takibi ve Ek iyileştirmeler Yaygınlaştırma 51
46 52
47 53
48 Üretime Giriş Standardı 54
49 Kazançlar Çelik bant değişimde yapılan iyileştirmeler sonucu 50 dk. kazanç elde edilmiştir. Isıtma süresinde yapılan işlemler sonrasında 30 dk. kazanç elde edildi. Üretime girişte yapılan ön hazırlıklar, iyileştirmeler ve standartlaştırmalar sonrasında 5 dk. kazanç elde edildi. Presin soğuması esnasında yapılan iyileştirmeler sonucunda 33 dk. kazanç elde edildi. Pres soğuma süresi yarıya düşürülerek 240 dk kazanç elde edildi Bant değişim süresinin kısaltılması ile personel haftalık bakım işlerine daha fazla yönlendirilmiştir. Düzenli ve planlı yapılan değişim işleminde bedenen ve zihnen daha az stres yaşanmış,motivasyon ve çalışma isteği artmıştır. Düzenli ve planlı yapılan değişim işleminde yapılan iyileştirmeler neticesinde hassas ve pahalı olan çelik bantın hasar görme riski azaltılmıştır. Planlı yapılan değişim işleminde daha az personel kullanılarak personele fazla mesai yaptırılmamaktadır. 55
50 Önce Hedef Sonra Kazanç SOĞUTMA Kazançlar Çelik Bant Değişimi ISITMA ÜRETİME GİRİŞ Önce: 480dk Sonra: 240dk Kazanç: 240dk (%50) Önce: 128dk Hedef: 70dk(%45) Sonra: 45dk (%65) Kazanç: 83dk Önce: 120dk Hedef: 90dk Sonra: 90dk Kazanç: 30dk(%25) Önce: 14dk Hedef: 10dk(%29) 56 Sonra: 9dk Kazanç: 5dk(%36)
51 Kazanç Tablosu (TOPLAM SÜRE) (Soğutma Hariç) 0 Önce Hedef Sonra Kazanç 262dk 180dk 145dk 117dk % 33 % 44 57
52 Kazanç Tablosu (TOPLAM SÜRE) (Soğutma Dahil) 0 Önce Hedef Sonra Kazanç 742dk 420dk 385dk 357dk % 44 % 48 58
53 Kazanç Tablosu Çelik Bant Değişimi 357 dk/setup (x50 hafta) = 297,5 saat/yıl 35 m/dk hızla çalışan Hymmen preste Saatte ortalama 750 adet HDFlam üretilir. Yıllık 750x297,5= Adet levha kazancımız olur 60

54 Kazanç Tablosu 1.Zaman Tasarrufu:297,5 saat/yıl 2.Kapasite Kazancı: levha /yıl 3.İşçilik Tasarrufu: 4.Satışa Esneklik Getirilmesi: 5.İşçi Sağlığı ve İş Güvenliği: 61
55 YAYGINLAŞTIRMA Hymmen Pres sadece Kartepe tesisinde 1 adet bulunmaktadır 62
56 Devam Eden Faaliyetler Soğutmanın hızlandırılması ile ilgili çalışmalar devam etmektedir Kazanç : Zaman, İş Güvenliği ve İş kolaylığı 63

57 64
58
59 SEÇİL KAUÇUK YÜNSA O-Ring Kaizen Ekibi Çözgü Kaizen Ekibi


60 Çözgü Makinasında 7 Çapraz Süresinin Kısaltılması ŞİRKET İÇİ

61 1.KONU SEÇİMİ Kumaş yüzeyi ; enine ATKI ve dikine ÇÖZGÜ ipliklerinin birbirini 90 derece kesmesi sureti ile oluşur Dokuma mak. da bu işlem esnasında lif-lif ve lif-metal sürtünmeleri meydana bağlı kopuşlar ve kalitesizlikler meydana gelmektedir. Bu sürtünmelerin engellenebilmesi için çözgü ipliklerine Haşıl makinasında Haşıl adı verilen bir kimyasal verilir. Yapışkan özelliğe sahip bu kimyasalla haşıllanan ve birbirine yapışmış vaziyetteki çözgü ipliklerinin ayrılabilmesi için iplik katmanlarının arasına çözgü mak. da çapraz ipi denilen ayraç iplikleri konur. ŞİRKET İÇİ 68

62 1.KONU SEÇİMİ Bant usülüne göre çalışan çözgü makinasında çapraza alma işlemi her bant tekrarında 7 şer kez yapılmaktadır. Bu örnekte : 7 x 22 =154 Kez 7 çapraza alma işlemi Yoğun haşıl alan işlerde ipliklerin kolayca ayrılabilmesi için yapılan işlem ŞİRKET İÇİ 69

63 1.KONU SEÇİMİ Bu çapraz ipliklerini yerleştirmek için yapılan çapraza alma işi uzun ve zahmetli bir iş olduğu için işletmede termin yönünden DARBOĞAZ teşkil etmektedir. ŞİRKET İÇİ 70
64 2.Hedef Seçimi %50 İlk etapta sürecin %50 iyileştirilmesi hedeflendi. ŞİRKET İÇİ 71

65 Çözgü Makinasında 7 çapraz Süresinin Kısaltılması Proje Lideri : Taner YAMAN Çözgü Teknisyeni Ekip Üyeleri : M. Akın AKTAŞ Dokuma Hazırlık Lideri Fatih ATANSAY Haşıl Operatörü İsmetullah Topçu Çözgü Eğitmen Ercan Ergün Çözgü Operatörü Recep ELDEM Mekanik Bakım opr. PROJE EKİBİ ŞİRKET İÇİ 72
66 4.MEVCUT DURUM ANALİZİ PROJE YAPILAN MAK. LAYOUTU ŞİRKET İÇİ 73

67 4.MEVCUT DURUM ANALİZİ ,6 6,5 7,5 9,5 7,3 6,4 6,8 % 7 çapraz oranı 10,2 12,9 20,6 12,5 10,710,310, ort Oca.14 Şub.14 Mar.14 Nis.14 May.14 Haz.14 Tem.14 Ağu.14 Eyl.14 7 ÇAPRAZ ÇÖZGÜLERİN ÇÖZÜLEN TOPLAM ÇÖZGÜLERE ORANI (Ortalama 2014 Yılı %10) ŞİRKET İÇİ 74

68 5.Projenin Planı 7 ÇAPRAZ SÜRESİ KISALTMA Proje Zaman Planı Oluşturuldu Proje Başlangıç Tarihi: Proje Bitiş Tarihi: ŞİRKET İÇİ 75

69 6. Analiz Kamera çekimi 7 ÇAPRAZ ÇÖZGÜ ZAMAN ETÜDÜ (20 çile) Video Analiz Tekniği İle 140 adım çapraza alma adımları elirlendi. ECRS Metodu ile Operasyon Adımları Revize Edildi ŞİRKET İÇİ 76
70 7. Aksiyonlar/İyileştirmeler ŞİRKET İÇİ 77

71 7. Aksiyonlar/İyileştirmeler Aksiyon 1 Aksiyon 2 Aksiyon 3 ŞİRKET İÇİ 78

72 7. Aksiyonlar/İyileştirmeler Aksiyon 4: ŞİRKET İÇİ 79 ÇAPRAZ SAYISINI AZALTMA
73 7. Aksiyonlar/İyileştirmeler Aksiyon 4: Çaprazı 7 den 4 e indirmek için yapılan gruplama yönetemi ŞİRKET İÇİ 80
74 7. Aksiyonlar/İyileştirmeler Aksiyon 5: İlk deneme yapılan çözgülerde çapraz sayısı azaltımının sonucu olumsuz etkilemediği görüldü. ŞİRKET İÇİ 81
75 7. Aksiyonlar/İyileştirmeler Aksiyon 5: 14 NEW LİNE - Ç.K( adet) , ,2 7 çapraz 4 çapraz çapraz 4 çapraz 1 AY BOYUNCA TÜM 4 ÇAPRAZ ÇÖZÜLEN NEW LİNE ÇÖZGÜLERİNİN KOPUŞ PERFORMANSLARI ŞİRKET İÇİ 82
 45 40 35 30 25 20 15 10 5 0 25 23,8 Mevcut Hedef Sonuç Mevcut Hedef Sonuç Süre %51,5")
76 8. Sonuçlar Çapraz için kaybedilen süre (dk.) ,8 Mevcut Hedef Sonuç Mevcut Hedef Sonuç Süre %51,5 azaltılarak Hedef yakalandı. ŞİRKET İÇİ
77 8. Sonuçlar 25 Çaprazlı işlerin tüm işlere oranı (%) 19, ,9 16,4 18, ,6 10, Haz.15 Tem.15 Ağu.15 Eyl.15 Uzun süren çapraz alma işleminden dolayı çaprazlı işlerin oluşturduğu ve termini etkileyen DARBOĞAZ aşıldı. ŞİRKET İÇİ
78 8. KAZANÇLAR ÇÖZGÜ DAİRESİNDE YILLIK 750 SAAT KAZANÇ İLE 2,5 PUANLIK OEE ARTIŞI SAĞLANDI TÜM ÇÖZGÜ VE HAŞIL MAK. DA YAYGINLAŞTIRMA İLE YILLIK TL GETİRİ ÇAPRAZLI İŞLERDE DAR BOĞAZ AŞILDI ŞİRKET İÇİ


79 9.Süreklilik ve Standartizasyon Yeni çapraza alma ve Haşıl setup ı için operatörlere eğitim planı yapılmıştır. Yeni çapraza alma sistemi ile ilgili Operatörler için video eğitimi hazırlanmıştır. ŞİRKET İÇİ 86


80 10.Yaygınlaştırmalar ve gelecek aktiviteler Aksiyonlar Adet KAİZEN 3 TNE 3 TOPLANTI SAYISI 8 ŞİRKET İÇİ 87

81 Proje Ödüllendirme ŞİRKET İÇİ 88

82 Teşekkürler ŞİRKET İÇİ 89
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
Boyahane Doğalgaz Tüketiminin Azaltılması
 Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
DEMİSAŞ DÖKÜM. Maçahane Ekibi
 DEMİSAŞ DÖKÜM Maçahane Ekibi MAÇA MAKİNELERİNDE KALIP DEĞİŞİM SÜRELERİNİN KISALTILMASI 11 Ekim 2012, Bilecik 2 Kırklareli Edirne Tekirdağ Çanakkale Balıkesir Manisa İzmir İstanbul Sakarya Kocaeli Düzce
DEMİSAŞ DÖKÜM Maçahane Ekibi MAÇA MAKİNELERİNDE KALIP DEĞİŞİM SÜRELERİNİN KISALTILMASI 11 Ekim 2012, Bilecik 2 Kırklareli Edirne Tekirdağ Çanakkale Balıkesir Manisa İzmir İstanbul Sakarya Kocaeli Düzce
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI. Bulaşık Makinesi Fabrikası, 2015
 ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI Bulaşık Makinesi Fabrikası, 2015 1. ADIM: KONU SEÇİMİ 2 Mevcut durumda ; yarı mamuller akıllı paletler ile taşınmaktadır. Bu durum incelendiğinde;
ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI Bulaşık Makinesi Fabrikası, 2015 1. ADIM: KONU SEÇİMİ 2 Mevcut durumda ; yarı mamuller akıllı paletler ile taşınmaktadır. Bu durum incelendiğinde;
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
AGV NEDİR ve UYGULAMA ÖRNEKLERİ
 AGV NEDİR ve UYGULAMA ÖRNEKLERİ İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre kapasite, hız, ebat gibi özelliklerde AGV ve yan sistemlerini TASARLIYOR, ÜRETİYOR ve KURULUMUNU YAPIYORUZ. Tüm sistemi
AGV NEDİR ve UYGULAMA ÖRNEKLERİ İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre kapasite, hız, ebat gibi özelliklerde AGV ve yan sistemlerini TASARLIYOR, ÜRETİYOR ve KURULUMUNU YAPIYORUZ. Tüm sistemi
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
TREX OEE EL KİTABI OEE EL KİTABI. Eğitim Danışmanlık. www.trex.com.tr OTONOM BAKIM POKA YOKE KAIZEN SMED ÖNLEYİCİ OEE BAKIM PROAKTİF BAKIM
 KAIZEN OTONOM BAKIM POKA YOKE 5S SMED OEE PROAKTİF BAKIM ÖNLEYİCİ BAKIM Eğitim Danışmanlık Eğitim Danışmanlık 1 2 3 4 5 Makinelerimizde her gün karşılaştığımız örnek olayların kayıplar ile olan ilişkileri;
KAIZEN OTONOM BAKIM POKA YOKE 5S SMED OEE PROAKTİF BAKIM ÖNLEYİCİ BAKIM Eğitim Danışmanlık Eğitim Danışmanlık 1 2 3 4 5 Makinelerimizde her gün karşılaştığımız örnek olayların kayıplar ile olan ilişkileri;
SEÇİL KAUÇUK DOĞADAN. O-Ring Kaizen. Yeşil Fırtına
 SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
Dokuma Makinası Tip Değişim Setup Kaizen Çalışması
 Dokuma Makinası Tip Değişim Setup Kaizen Çalışması Tip Değişimi Nedir? Dokuma makinasında sipariş metrajı dolan iş sonrası, tezgahın çerçeve, tarak, lamel köprüsü, levent gibi temel aksamlarının değiştirilerek,
Dokuma Makinası Tip Değişim Setup Kaizen Çalışması Tip Değişimi Nedir? Dokuma makinasında sipariş metrajı dolan iş sonrası, tezgahın çerçeve, tarak, lamel köprüsü, levent gibi temel aksamlarının değiştirilerek,
İHLAS EV ALETLERİ FABRİKASINDA YALIN ÜRETİM VE KAİZEN UYGULAMALARI
 İstanbul, 2012 İHLAS EV ALETLERİ FABRİKASINDA YALIN ÜRETİM VE KAİZEN UYGULAMALARI 14 yıldır farklı ülkelerde ve farklı sektörlerde birçok firmada Yalın Üretim ve Kaizen Uygulamaları yapmış bir uzman olarak,
İstanbul, 2012 İHLAS EV ALETLERİ FABRİKASINDA YALIN ÜRETİM VE KAİZEN UYGULAMALARI 14 yıldır farklı ülkelerde ve farklı sektörlerde birçok firmada Yalın Üretim ve Kaizen Uygulamaları yapmış bir uzman olarak,
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMHANE-
 Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE- KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2
Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE- KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
SEÇİL KAUÇUK BETA ZİRAAT. O-Ring Kaizen. Ekibi. Mavi Takım Kaizen Ekibi
 SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız...
 Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız... İl Sağlık Müdürlüğü - Deniz Yıldızı KE Özel Sponsor Konferans Sponsorları Destek Sponsorları Basın Sponsoru İletişim Sponsoru 20. Yıl Özel
Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız... İl Sağlık Müdürlüğü - Deniz Yıldızı KE Özel Sponsor Konferans Sponsorları Destek Sponsorları Basın Sponsoru İletişim Sponsoru 20. Yıl Özel
5S UYGULAMASI. Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA
 5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
SEÇİL KAUÇUK ERDEMİR. O-Ring Kaizen. Ekibi. Buhar Gücü. KaizenEkibi
 SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
HEMA ENDÜSTRİ. Pars Kalite Çemberi
 HEMA ENDÜSTRİ Pars Kalite Çemberi PARS ÇALIŞMA GRUBU SUNUMU PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE
HEMA ENDÜSTRİ Pars Kalite Çemberi PARS ÇALIŞMA GRUBU SUNUMU PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE
Metesan A.Ş. Yalın Üretim Uygulaması. İsmail GÖKCE ismail.gokce@metesan.com
 Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması. 14 Temmuz 2018
 Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
1. Kayıp yapısının incelenmesi
 1. Kayıp yapısının incelenmesi İNSAN STOKLAR FORKLİFT Fabrika içerisindeki alan darlığı, forklift hareketleri ve çalışan hareketlerinin fazla olması nedeniyle iş kazası riski oluşmaktadır. 2. Konu ve hedefin
1. Kayıp yapısının incelenmesi İNSAN STOKLAR FORKLİFT Fabrika içerisindeki alan darlığı, forklift hareketleri ve çalışan hareketlerinin fazla olması nedeniyle iş kazası riski oluşmaktadır. 2. Konu ve hedefin
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları
 30.05.2013 Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları Taşkın KOÇAK Endüstri mühendisi İş güvenliği uzmanı 1/30 AJANDA İş güvenliğinde 7 adım yaklaşımı Rutin olmayan faaliyetlerde
30.05.2013 Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları Taşkın KOÇAK Endüstri mühendisi İş güvenliği uzmanı 1/30 AJANDA İş güvenliğinde 7 adım yaklaşımı Rutin olmayan faaliyetlerde
FİCOSA OTOMOTİV. 5N 1K Kalite Çemberi
 FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI
 TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ
 ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ NUROL MAKİNA & SANAYİ A.Ş. SETUP AVCILARI Uğur Mutlu TOPTAŞ Süleyman BEKTAŞ Ayhan VURAL Şafak SÖNMEZİÇ Salim YILDIZBAYRAK Ercan HAKALMAZ İÇERİK PROBLEM
ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ NUROL MAKİNA & SANAYİ A.Ş. SETUP AVCILARI Uğur Mutlu TOPTAŞ Süleyman BEKTAŞ Ayhan VURAL Şafak SÖNMEZİÇ Salim YILDIZBAYRAK Ercan HAKALMAZ İÇERİK PROBLEM
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
ORTA ANADOLU Önce / Sonra Kaizenleri
 ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
Hasar Claimlerini Azaltma GM Depo Operasyonu
 Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
SEÇİL KAUÇUK. İGSAŞ O-Ring Kaizen. Grup Atılım Kalite Ekibi Çemberi
 SEÇİL KAUÇUK İGSAŞ O-Ring Kaizen Grup Atılım Kalite Ekibi Çemberi GRUP ATILIM KALİTE ÇEMBER SUNUMU GRUP ATILIM KALİTE ÇEMBERİ GRUP ÜYELERİ Rehber: MUHAMMET CAN (AMONYAK ÜRETİM BAŞ MÜHENDİSİ) Lider: EROL
SEÇİL KAUÇUK İGSAŞ O-Ring Kaizen Grup Atılım Kalite Ekibi Çemberi GRUP ATILIM KALİTE ÇEMBER SUNUMU GRUP ATILIM KALİTE ÇEMBERİ GRUP ÜYELERİ Rehber: MUHAMMET CAN (AMONYAK ÜRETİM BAŞ MÜHENDİSİ) Lider: EROL
A3N 10 adım kaizen çalışması. A3N Verimlilik iyileştirme çalışması Senem Kunter
 A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
FİCOSA OTOMOTİV. Radyal Kalite Çemberi
 FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
TGSD-ESDH HAZIR GİYİM SEKTÖR ENDEKSLERİ EKİM 2014
 2014 2007 ARALIK 2008 ARALIK 2009 ARALIK 2010 ARALIK 2011 ARALIK 2012 ARALIK 2013 ARALIK 160 BİLEŞİK HAZIR GİYİM FAALİYET ENDEKSİ 150 140 130 120 110 100 90 80 127,89 130,62 144,90 BİLEŞİK HAZIR GİYİM
2014 2007 ARALIK 2008 ARALIK 2009 ARALIK 2010 ARALIK 2011 ARALIK 2012 ARALIK 2013 ARALIK 160 BİLEŞİK HAZIR GİYİM FAALİYET ENDEKSİ 150 140 130 120 110 100 90 80 127,89 130,62 144,90 BİLEŞİK HAZIR GİYİM
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ
 COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
«Dökümhanelerde Otonom Bakım Uygulamaları»
 «Dökümhanelerde Otonom Bakım Uygulamaları» Gökberk Koç, Veysel Durak (Erkunt Sanayi) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda
«Dökümhanelerde Otonom Bakım Uygulamaları» Gökberk Koç, Veysel Durak (Erkunt Sanayi) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda
ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 28]
![ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 28]](/thumbs/52/29500890.jpg "ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 28]") ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 28] 12.Eyl 13.Eyl 14.Eyl 15.Eyl 16.Eyl 17.Eyl 18.Eyl ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 27] 19.Eyl 20.Eyl 21.Eyl 22.Eyl
ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 28] 12.Eyl 13.Eyl 14.Eyl 15.Eyl 16.Eyl 17.Eyl 18.Eyl ydstime.com Online YDS Kursu Haftalık Program [Kalan Hafta: 27] 19.Eyl 20.Eyl 21.Eyl 22.Eyl
Metcom Güvenlik Teknolojileri A.Ş.
 H265 Video Coding Plaka Tanıma Sistemi Metcom Güvenlik Teknolojileri A.Ş. 2017 PROGRAM ARAYÜZÜ GENEL ÖZELLİKLER 6ms Plaka tanıma süresi 2Mp H265 60Fps İp tabanlı back focus plaka okuma kamerası Okuma oranı
H265 Video Coding Plaka Tanıma Sistemi Metcom Güvenlik Teknolojileri A.Ş. 2017 PROGRAM ARAYÜZÜ GENEL ÖZELLİKLER 6ms Plaka tanıma süresi 2Mp H265 60Fps İp tabanlı back focus plaka okuma kamerası Okuma oranı
«DISA Kalıplama Hattı Aşılama Sistemi PM Analizi» «PM Analysis of DISA Moulding Line Inoculation System»
 «DISA Kalıplama Hattı Aşılama Sistemi PM Analizi» «PM Analysis of DISA Moulding Line Inoculation System» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir - Çelik
«DISA Kalıplama Hattı Aşılama Sistemi PM Analizi» «PM Analysis of DISA Moulding Line Inoculation System» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir - Çelik
PRS BIÇAK KAYNAKLI KOPMA TAKIMI 01/02/2014
 PRS BIÇAK KAYNAKLI KOPMA TAKIMI 01/02/2014 PRS BIÇAK KAYNAKLI KOPMA KAYIPLARI Odaklanmış iyileştirme sütununun belirlemiş olduğu sekiz ana kayıp içerisinde, üçüncü sırada kopma kayıpları / bıçak kaynaklı
PRS BIÇAK KAYNAKLI KOPMA TAKIMI 01/02/2014 PRS BIÇAK KAYNAKLI KOPMA KAYIPLARI Odaklanmış iyileştirme sütununun belirlemiş olduğu sekiz ana kayıp içerisinde, üçüncü sırada kopma kayıpları / bıçak kaynaklı
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Tik Tak Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK ISISAN. O-Ring Kaizen. Isımat
 SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
ÜRÜN FİYATI OLUŞTURMA TABLOSU
 Ek-1 MİKTAR Sıra No Ürün Adı/ Aylar Mar.15 Nis.15 May.15 Haz.15 Tem.15 Ağu.15 Eyl.15 Eki.15 Kas.15 Ara.15 Oca.16 Şub.16 BİRİM 1 2 3 Kahvaltı 120 130 140 150 150 160 150 150 140 140 130 130 PORSİYON Pide
Ek-1 MİKTAR Sıra No Ürün Adı/ Aylar Mar.15 Nis.15 May.15 Haz.15 Tem.15 Ağu.15 Eyl.15 Eki.15 Kas.15 Ara.15 Oca.16 Şub.16 BİRİM 1 2 3 Kahvaltı 120 130 140 150 150 160 150 150 140 140 130 130 PORSİYON Pide
ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI
 Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
DERSIMIZ: MATEMATIK 25.11.2015
 DERSIMIZ: MATEMATIK Berk Boyacı Otomatik Tanımlama & RFID Ürün Yöneticisi 25.11.2015 Ayşen Öztoprak Lojistik Otomasyon İş Geliştirme Müdürü DERSIMIZ: MATEMATİK HAKKIMIZDA 25.11.2015 Berk Boyacı / Ayşen
DERSIMIZ: MATEMATIK Berk Boyacı Otomatik Tanımlama & RFID Ürün Yöneticisi 25.11.2015 Ayşen Öztoprak Lojistik Otomasyon İş Geliştirme Müdürü DERSIMIZ: MATEMATİK HAKKIMIZDA 25.11.2015 Berk Boyacı / Ayşen
Gedik Portföy Yönetimi A.Ş. Fon Bülteni. Mart 2019
 Gedik Portföy Yönetimi A.Ş. Fon Bülteni Mart 2019 Şubat Ayında Fonlarımız ve Piyasalar Şubat ayında, Borsa İstanbul dar bantta hareket etti. Endeks aylık % 0,44 artış gösterdi ve Borsa İstanbul Endeksi
Gedik Portföy Yönetimi A.Ş. Fon Bülteni Mart 2019 Şubat Ayında Fonlarımız ve Piyasalar Şubat ayında, Borsa İstanbul dar bantta hareket etti. Endeks aylık % 0,44 artış gösterdi ve Borsa İstanbul Endeksi
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
SİSTEM EMNİYET FAALİYETLERİ. İstanbul Ulaşım A.ş. Osman SAYAR Msc. İş Güvenliği Uzmanı (B) İSGDER Başkan Yardımcısı
 İSGDER Başkan Yardımcısı") SİSTEM EMNİYET FAALİYETLERİ İstanbul Ulaşım A.ş. Osman SAYAR Msc. İş Güvenliği Uzmanı (B) İSGDER Başkan Yardımcısı İÇERİK İstanbul Ulaşım A.Ş. Hakkında Organizasyon Yapısında İş Güvenliğinin Yeri Temel
SİSTEM EMNİYET FAALİYETLERİ İstanbul Ulaşım A.ş. Osman SAYAR Msc. İş Güvenliği Uzmanı (B) İSGDER Başkan Yardımcısı İÇERİK İstanbul Ulaşım A.Ş. Hakkında Organizasyon Yapısında İş Güvenliğinin Yeri Temel
Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015
 Çelikhane Gazı Kazanım ve Kullanımının Artırılması Projesi Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015 Sunum Akışı Erdemir de Enerji, Proses
Çelikhane Gazı Kazanım ve Kullanımının Artırılması Projesi Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015 Sunum Akışı Erdemir de Enerji, Proses
Çimento Stoklama & Dolum Tesisi ( ton)
") Çimento Stoklama & Dolum Tesisi (10.000 ton) Ankara Merkez Atölyelerimizde İmalatı Yapılan Çelik Konstrüksiyonların Sevkiyat İşlemleri Kalite Kontrol Mühendisimiz Tarafından Sevkiyatı Yapılan Ekipmanlar,
Çimento Stoklama & Dolum Tesisi (10.000 ton) Ankara Merkez Atölyelerimizde İmalatı Yapılan Çelik Konstrüksiyonların Sevkiyat İşlemleri Kalite Kontrol Mühendisimiz Tarafından Sevkiyatı Yapılan Ekipmanlar,
VOB ELEKTRİK VADELİ İŞLEM SÖZLEŞMELERİ
 22 Kasım 2011 VOB ELEKTRİK VADELİ İŞLEM SÖZLEŞMELERİ Çetin Ali DÖNMEZ GENEL MÜDÜR EPDK nın10. Kuruluş Yıldönümünde Enerji Piyasaları ANKARA Amaçlar Fiyat riski yönetimi ihtiyacına cevap vermek Geleceğe
22 Kasım 2011 VOB ELEKTRİK VADELİ İŞLEM SÖZLEŞMELERİ Çetin Ali DÖNMEZ GENEL MÜDÜR EPDK nın10. Kuruluş Yıldönümünde Enerji Piyasaları ANKARA Amaçlar Fiyat riski yönetimi ihtiyacına cevap vermek Geleceğe
REXAM KAĐZEN ÇALIŞMASI
 REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
Samsung Galaxy S5 Mikro-USB Bağlantı Noktası daughterboard Değiştirme
 Samsung Galaxy S5 Mikro-USB Bağlantı Noktası daughterboard Değiştirme Samsung Galaxy S5 Mikro-USB Bağlantı Noktası daughterboard değiştirin. Yazan: Sam Lionheart GİRİŞ Mikro-USB bağlantı noktası daughterboard
Samsung Galaxy S5 Mikro-USB Bağlantı Noktası daughterboard Değiştirme Samsung Galaxy S5 Mikro-USB Bağlantı Noktası daughterboard değiştirin. Yazan: Sam Lionheart GİRİŞ Mikro-USB bağlantı noktası daughterboard
Haberin Beklenenden İyi Gelmesi
 Tarım Dışı İstihdam: (Non Farm Payrolls) Tarım endüstrisi haricinde son ay içerisinde çalışan insanların sayısındaki değişiklikleri belirler. Yukarı yönde bir eğilim ülkenin para biriminde pozitif bir
Tarım Dışı İstihdam: (Non Farm Payrolls) Tarım endüstrisi haricinde son ay içerisinde çalışan insanların sayısındaki değişiklikleri belirler. Yukarı yönde bir eğilim ülkenin para biriminde pozitif bir
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNDEM. Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi
 1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ
 KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
SÖKTAŞ Dokuma İşletmeleri San. ve Tic. A.Ş. Kuru Proses Elektrik Tüketiminin Azaltılması Kaizeni
 SÖKTAŞ Dokuma İşletmeleri San. ve Tic. A.Ş. Kuru Proses Elektrik Tüketiminin Azaltılması Kaizeni KONU SEÇİMİ Konu: İplik Boya Kuru Proses İşletmesindeki Elektirik Tüketiminin Azaltılması İplik Boya Kuru
SÖKTAŞ Dokuma İşletmeleri San. ve Tic. A.Ş. Kuru Proses Elektrik Tüketiminin Azaltılması Kaizeni KONU SEÇİMİ Konu: İplik Boya Kuru Proses İşletmesindeki Elektirik Tüketiminin Azaltılması İplik Boya Kuru
TPM VE KAİZEN.
 TPM VE KAİZEN Öğr. Gör. Kayhan KOCA 1, Yard. Doç. Dr. Mehmet KODAL 1, Doç.Dr.Güralp Özkoç 2 1 Kocaeli Üniversitesi Köseköy Meslek Yüksek Okulu, 41135 2 Kocaeli Üniversitesi Kimya Mühendisliği Bölümü, 41380
TPM VE KAİZEN Öğr. Gör. Kayhan KOCA 1, Yard. Doç. Dr. Mehmet KODAL 1, Doç.Dr.Güralp Özkoç 2 1 Kocaeli Üniversitesi Köseköy Meslek Yüksek Okulu, 41135 2 Kocaeli Üniversitesi Kimya Mühendisliği Bölümü, 41380
Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP
 IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP 0 200 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 ve TS EN 092-2 ve TS EN 092- normlarına uygun flanşlar, IEC, VDE normlarına uygun
IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP 0 200 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 ve TS EN 092-2 ve TS EN 092- normlarına uygun flanşlar, IEC, VDE normlarına uygun
SMF Arit. Ortalaması ( TL/MWh ) Toplam YAL Miktarı ( MWh ) Toplam YAT Miktarı ( MWh ) 0 Kodlu Toplam Talimat Miktarı ( MWh ) İşlem Hacmi
 Toplam YAL Miktarı ( MWh ) Toplam YAT Miktarı ( MWh ) 0 Kodlu Toplam Talimat Miktarı ( MWh ) İşlem Hacmi") Günlük Özet Türkiye Elektrik Piyasası Günlük Raporu 27.2.2 Gün Öncesi Piyasası Dengeleme Güç Piyasası 27.2.2 26.2.2 9.87 1.63 6.84 556.1 4938.85 Arit. Ortalama Fiyattan Bağımsız Alış Miktarı ( ) Arit.
Günlük Özet Türkiye Elektrik Piyasası Günlük Raporu 27.2.2 Gün Öncesi Piyasası Dengeleme Güç Piyasası 27.2.2 26.2.2 9.87 1.63 6.84 556.1 4938.85 Arit. Ortalama Fiyattan Bağımsız Alış Miktarı ( ) Arit.
SORU 1. Eleman nedir, temel özellikleri nelerdir? İşlere ilişkin elemanları örnek de vererek yazınız.
 Öğrenci Numarası Adı ve Soyadı İmzası: SORU. Eleman nedir, temel özellikleri nelerdir? İşlere ilişkin elemanları örnek de vererek yazınız. SORU. İş ölçümünde ölçülen bileşenleri (insan/makine) yazınız
Öğrenci Numarası Adı ve Soyadı İmzası: SORU. Eleman nedir, temel özellikleri nelerdir? İşlere ilişkin elemanları örnek de vererek yazınız. SORU. İş ölçümünde ölçülen bileşenleri (insan/makine) yazınız
23-24 Şubat 2018 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR
 4. PAYLAŞIMLARI ETKİNLİK SERGİ 23-24 Şubat 2018 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR http://kaizen.mmoizmir.orgsu N U M Kaizen Nedir, Neler Kaizen Olur? Batı dünyasında, Kaizen, sürekli iyileşme
4. PAYLAŞIMLARI ETKİNLİK SERGİ 23-24 Şubat 2018 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR http://kaizen.mmoizmir.orgsu N U M Kaizen Nedir, Neler Kaizen Olur? Batı dünyasında, Kaizen, sürekli iyileşme
BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE
 Sayfa 1 / 6 ALKENT SİTESİ 28 DÖ NEMİ BÜTÇE - GERÇEKLEŞEN TAKİP TABLO SU ALKENT SİTESİ 28 DÖ NEMİ BÜTÇE - GERÇEKL Oca.8 Şub.8 Mar.8 Nis.8 May.8 Haz.8 Tem.8 Ağu.8 Eyl.8 Eki.8 BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE
Sayfa 1 / 6 ALKENT SİTESİ 28 DÖ NEMİ BÜTÇE - GERÇEKLEŞEN TAKİP TABLO SU ALKENT SİTESİ 28 DÖ NEMİ BÜTÇE - GERÇEKL Oca.8 Şub.8 Mar.8 Nis.8 May.8 Haz.8 Tem.8 Ağu.8 Eyl.8 Eki.8 BÜTÇE GERÇEK BÜTÇE GERÇEK BÜTÇE
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ