2017_GB_JAN_11_Bizde(R)Yok 5KM Kaynaklı Rework Oranının Azaltılması
|
|
|
- Can Kizil
- 5 yıl önce
- İzleme sayısı:
Transkript
1 2017_GB_JAN_11_Bizde(R)Yok 5KM Kaynaklı Rework Oranının Azaltılması
2 7,00% 6,00% 1. Adım: Konu Seçimi Fabrika Konveyör Geri Dönüş Oranı Hat Rework PPM Ekim18 1KM ,00% 4,78% 2KM ,00% 4KM ,00% 2,00% 1,00% 0,00% 5,73% 4,89% Proje Neden Seçildi? 5KM Rework oranını azaltmak Üretimdeki verim kaybını azaltmak Yıllık Veri Aylık Veri Hedef
3 2. Adım : Hedef Belirleme İHTİYAÇ ANAHTAR CTQ METRİK BOYA SONRASI TASHİHLER 5KM KAYNAKLI BOYAHANE TASHİH ORANLARI BAŞLANGIÇ HEDEF % 15,1 7,5 %50 İyileşme 5KM KALİTE SEVİYESİNİN ARTTIRILMASI CT sn/adet 50 sn Artmasın Hız Kaybı Üretim Adetleri Adet/vrd Düşmesin Hat Tashih Süresi sn/adet artmasın Kontrol Parametreleri

4 3. Adım : Ekip Oluşturma ŞAMPİYON: LİDER: Vahdetdin TÜRKYILMAZ Merve GÜL İsmail ŞEN Serdar ERCAN Cemal ÇEKER Yiğit UÇKAN Recep KARAGÜL Osman KESKİN Berkay DUMAN Harun EROĞLU Özer TURAN* Rıfat KARABABA Uğur AVŞAR Ercan ŞANLI* Mahmut ŞAHAN* Mevlüt EFE* Ozan ÇAVUŞ* Atila YILMAZ* * Vardiyaları uygun olduğu durumda ekip çalışmalarına katılacaklardır.
5 4. Adım : Mevcut Durum Analizi S Suppliers TEDARİKÇİLER I Inputs GİRDİLER P Process PROSES O Output ÇIKTI C Customers MÜŞTERİLER 5KM MLZ-K Boyahane Kalite Kalıp Bakım Mühendislik ToolShop MALZEME MAKİNA OPERATÖR METHOD ÖLÇÜM ÇEVRE 5KM Boyahane Tashih 5KM Kaynaklı Boyahane Tashih Oranı (Az Olsun) 5KM Kalite Boyahane Yönetim
6 4. Adım : Mevcut Durum Analizi BEKLENTİLER (ÇIKTI - Müşteri Ne istiyor) 5KM RW ORANI AZALSIN RW oranının hedefe indirilmesi İyileşmeyle sevke hazır jant sayısının arttırılması Final kontrol ve tashih süresinin azaltılması 5. Hat kaynaklı boyahane kapasite kaybının azaltılması ENDİŞELER (Kontrol Parametresi - Müşteri Neyi istemiyor) Üretim adetleri düşmemeli Tashih süresi artmamalı Maliyet yüksek olmasın Yapılan iyileştirmelerin korunamaması Moral ve motivasyon düşmesi Hız kaybı Ekstra işgücü/eleman ihtiyacı Beklenen üstü kalite beklentisinin oluşması Yeni iş güvenliği risklerinin oluşması ODAKLANILACAK NOKTALAR / İYİLEŞTİRME ÖNERİLERİ Kulak sıvama operasyonu revize edilmeli Vuruk darbe noktaları tespit edilip iyileştirilmeli Havşa sonrası hava üfleme eklenmeli 5.Disk hattında üretilen ürünlerin kendi yıkama kazanında %100 temizlenmesi Hat içi hata kaynağı dağılımı çıkarılarak hataya etki eden operasyonların iyileştirilmesi Malzeme hazırlığın incelenmesi Makine ekipman ömürleri kontrol edilmeli Ürün bazında analiz Kalıpların revize edilip minimum çapak ve hata oluşmasının sağlanması Final kontrolde aydınlatma arttırılmalı Jantlar ağır final kontrolde jant kontrolü için ekipman Otomatik hava üfleme (iç kaynak öncesi) ya da fırçalama Disk etek pah açısının düzgün gelmesi (ütü onayında problem, gözeneğe sebep oluyor) Flashwelding buttweldinge çevrilebilir mi? Kara jant halinde hata tespit edilebilirliğin iyileştirilmesi Operatörlerin akış esnasında birbirlerini anlık uyarma sistemi (butonlu sistem olabilir) Şahit numune panosunun canlandırılması (sınır numunesi) Müşteri bazlı hata kriter kataloğunun oluşturulması ve bununla ilgili eğitim verilmesi (kalite) Hattaki operatörlerin yetkinliklerinin arttırılması (Opex+teknik) Kök neden tespiti yapılarak aksiyonlar belirlensin Kalıplarla ilgili problemlerin mühendislikle çözülmesi Hata oluşumunun engellenmesi (poka-yoke) Tashih işleminin diğer hatlardan gelen, hata hakkında bilgisi olmayan operatörler tarafından yapılmasın

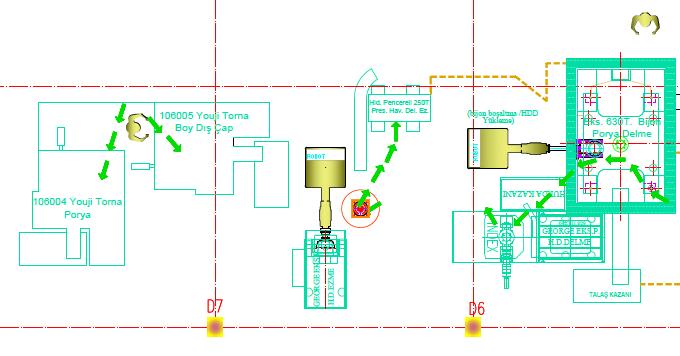
7 4. Adım : Mevcut Durum Analizi Sıvama Bijon Delme Hava Delik Delme Hava Delik Ezme Ütü Torna Yıkama Kazanı

8 4. Adım : Mevcut Durum Analizi DOĞRULTMA MERDANE ALIN DÜZELTME ALIN KAYNAK KAZIMA UÇ KESME ALIN YUVARLAMA YATAY KALİBRE KASNAK TASHİH KULAK TORNA SUBAP DELME KASNAK MARKALAMA KULAK SIVAMA BOKÖ 1 & 8 RÖLE TIRNAK BÜKME
")
 PALETLEME TASHİH FİNAL FIRÇALAMA")
9 4. Adım : Mevcut Durum Analizi KASNAK DİSK MONTAJ (İÇ KAYNAK VE DIŞ KAYNAK) veya (İÇ KAYNAK) ÜTÜ TORNA MARKALAMA (FREZE) PALETLEME TASHİH FİNAL FIRÇALAMA BALANS HAVŞA
10 4. Adım : Mevcut Durum Analizi Diğer hatlarda var Kasnak geçme bölgesine fırça montaj kaynağı gözenekleri lerde (ortadan göbeklerde) çap değişkenliği Kulak sıyırma Bokölere partikül taşınması Malzeme çapı küçük olunca kalıp çizilmesi Makaralar eş giderse sorun yok Üstten-Alttan markada robot ayarının değişmesi Fırçalama (Polisaj) Kulak Sıvama Patlaçın temizleyememesi 2 Trınak-önbükmeyatay kalibre çizikleri 1 Sıvazlama çalıştırılabilir mi? Alınkazımaya alınkaynaktan çapaklı gelirse batma yapıyor Alınkaynak çenelerin zımparalanması Alınkaynak flashwelding olduğu için fazla çapak sıçraması var Ergonomik problemler Kasnak isli geliyor, tashihte görünemiyor Malzeme genişliği farklılığı Kazıma 3 Alınkaynak Kasnak Tashih Yıkama kazanı temizleme sıklığı, Su sıcaklığı Malzeme Hazırlık
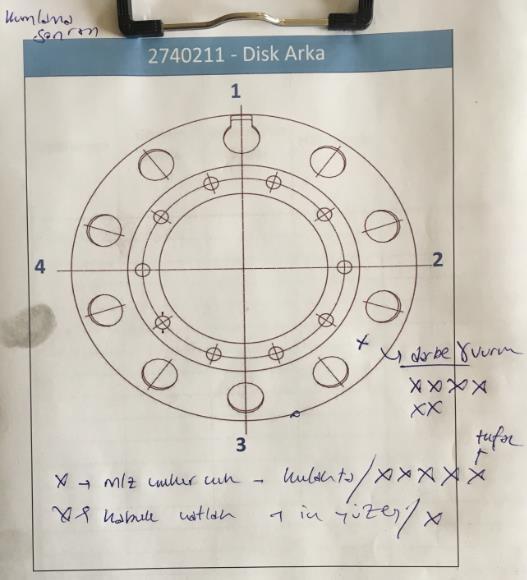
11 Adım : Mevcut Durum Analizi Ürün Bazında Hata Tanımları Alın kaynak çatlak Disk yüzeyinde çukur Kasn. derin çizik iz Ksnk derintaşlama Ksnk kılcal çatlak Ksnk mlz çukurcuk Ksnk vuruk, darbe Kulak sıvama çapak k Kulakta boyuna yarık Yüzeyde.derin.zımpar
12 4. Adım : Mevcut Durum Analizi 2018 Forecast 17,50 17,00 16,50 16,00 15,50 15,00 14,50 14,00 16,93 16,09 16,21 16,27 16,16 15,45 15,46 15,59 15,66 15,41 15,60 15,77 15,07 Oca.18 Şub.18 Mar.18 Nis.18 May.18 Haz.18 Tem.18 Ağu.18 Eyl.18 Eki.18 Kas.18 Ara ,92 10,73 9,80 11,91 8,26 7,91 13,34 9,51 9,82 9,33 8,83 10,84 9, Toplam Oca.182 Toplam Şub.182 Toplam Mar.182 Toplam Nis.182 Toplam May.182 Toplam Haz.182 Toplam Tem.182 Toplam Ağu.182 Toplam Eyl.182 Toplam Eki.182 Toplam Kas.182 Toplam Ara.182 Toplam / JANT METAL Ç.Lİ 10.0 W-20/ JANT KTF Ç.Lİ 10.0 V-20/ JANT KTF.Ç.Lİ / JANT METAL Ç.Lİ 10.0 W-20/ JANT Ç.Lİ 10.0 W-20/ JANT METAL Ç.Lİ 10.00W-20.00/ JANT B.SIZ / JANT METAL Ç.Lİ / JANT METAL(ARAPÇA) / JANT METAL Ç.Lİ / JANT METAL Ç.Lİ(MIT
 Toplantı JANTAŞ-SİM Şampiyon Gözden Geçirme Haftada bir Cuma Oda Toplantısı Vahdetdin Türkyılmaz Ofisi Ekip")
13 5. Adım : Proje Planı TANIMLAMA ÖLÇME ANALİZ İYİLEŞTİRME KONTROL İZLEME Kim? Niçin? Ne Zaman? Nasıl? Nerede? S.P.A.C. Gözden Geçirme Aylık Toplantı JANTAŞ-SİM Ekip - Opex Ekiplerle Toplantı Aylık (GG arası) Toplantı JANTAŞ-SİM Şampiyon Gözden Geçirme Haftada bir Cuma Oda Toplantısı Vahdetdin Türkyılmaz Ofisi Ekip Toplantısı Takım Toplantısı İki haftada bir Cuma günü Toplantı JANTAŞ-SİM
")

14 5. Adım : Proje Planı Ürün & Müşteri Bazlı Analiz 2018 Forecast Sahada Gözlem Defect per unit (DPU) Neden-Neden Aksiyonlar Disk DPU Kasnak DPU Montaj DPU Hata Bölgeleri Dağılımı Temel Neden Neden Analizi Aksiyon Planı

15 6. Adım : Analiz DPU Çalışması ve Sonuçları Disk Bokö Sıvama 42 örnek 11 hatalı 16 hata PPM Disk Kumlama Sonrası 42 örnek 4 hatalı 12 hata PPM Kasnak 26 örnek 26 hatalı 106 hata PPM DPU = 7.09 demek tashih öncesi her bir jant üzerinde ortalama 7.09 hata var demektir. Bu da %100 hatalı jant anlamını taşıyor. Tashih operasyonu bu hataları gidermek için uygulanmaktadır. Ancak bazı hataları gidermek son derece zordur örneğin malzeme hatası olan çukurcuk hatasını gidermek için uğraş verildiğinde paralelinde derin taşlama hatası kendini göstermektedir. Montaj 22 örnek 19 hatalı 60 hata PPM Montaj Tashih öncesi PPM DPU=7.09






16 Disk yüzeyi kötü taş Disk yüzeyinde darbe Mors kovanı iz yapm. Porya darbeli vuruk Porya pahı yok Disk iç yüzeyi yağlı Disk iç yüzeyi hava delik bölgesi malzeme kabuk çatlağı Malzeme Yüzeyinde Çukur Kum batması /malzeme çukurcuk 6. Adım : Analiz Operasyon Gözlem Sayısı Hatalı Ürün Sayısı Hata Sayısı DPU BOKÖ SIVAMA Disk yüzeyinde darbe Malzeme kabuk çatlağı Malzeme kabuk çatlağı






17 Disk yüzeyi kötü taş Disk yüzeyinde darbe Mors kovanı iz yapm. Porya darbeli vuruk Porya pahı yok Disk iç yüzeyi yağlı Disk iç yüzeyi hava delik bölgesi malzeme kabuk çatlağı Malzeme Yüzeyinde Çukur Kum batması /malzeme çukurcuk 6. Adım : Analiz Operasyon Gözlem Sayısı Hatalı Ürün Sayısı Hata Sayısı DPU Kumlama Sonrası Disk yüzeyinde darbe Malzeme kabuk çatlağı Kum batması / mlz çukurcuk






18 Ksnk derintaşlama Kulakta boyuna yarık Ksnk mlz çukurcuk Kasn. derin çizik iz Ksnk kılcal çatlak Alnk yüz taşlamakötü Ksnk vuruk, darbe Alınkazıma kulakta set Alınkaynak çevresi delik Merdane baskı izi 6. Adım : Analiz Operasyon Gözlem Sayısı Hatalı Ürün Sayısı Hata Sayısı DPU Kasnak Kasnak malzeme çukurcuk Alınkazıma kulakta set Kasnak vuruk darbe






19 Tırnakta vuruk darbe montaj kaynağı başlangıç bitiş doldurmamış montaj kaynağı tırnağı yırtmış Sgmn yuva çapaklı Dsk kasnağı yırtmış Montaj kaynağı başlangıç bitiş meme yapmış Vuruk Darbe Ayna yüzeyine çapak batması ayna yüzeyi vuruk darbe montaj kaynağı diski eritmiş 6. Adım : Analiz Operasyon Gözlem Sayısı Hatalı Ürün Sayısı Hata Sayısı DPU Montaj Vuruk Darbe Ayna Yüzeyine çapak batması Montaj kaynağı diski eritmiş



20 6. Adım : Analiz Hata Bölgeleri Dağılımı Analizi

21 6. Adım : Analiz Neden Neden Analizi

22 7. Adım : Uygulama 3 1 2

23 7. Adım : Uygulama Kalıp revizyonları Tırnak bükme kalıbı revizyonu yapıldı Mar 18 Tashih operasyonu Layout revizyonu ile ergonomik problemler giderildi. Mar 18 Alınkaynak Çapak üfleme sistemi Kas 17 Kazıma Fırça yükseklik ayarı Şub 18




24 7. Adım : Uygulama Havşa Havşa Yıkama Kazıma & Taşlama Havşa kalıbın millerinin boyu 3mm kısaltarak talaşların jant yüzeyini çizmesi ve tırlama yapması engellendi. Nis 18 Havşa çakılarını ilerleme esnasında yarı yolda iken1.2sn durduruldu. Birikmekte olan talaşın operasyon esnasında kırılması sağlandı. Nis 18 5D yıkama kazanı ilave edildi May 18 Otomasyon Tem 18


25 7. Adım : Uygulama Kazıma Çenelerin üzerine her yükleme sonrası hava püskürtülerek temizlenmesini sağlayan bir patlaç sistemi monte edilerek devreye alındı. Eyl 18 Uç kesme Çenelerin üzerine her yükleme sonrası hava püskürtülerek temizlenmesini sağlayan bir patlaç sistemi monte edilerek devreye alındı. Eyl 18

26 8. Adım : Sonuç ve Kazanımlar %64 iyileşme KAZANÇLAR RW Maliyeti 22 k /yıl GİDERLER 3 k Chi Square testine göre tashih adedinde istatistiksel olarak belirgin bir fark vardır.
27 9-10. Adım : Standartlaştırma/Yaygınlaştırma
28
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ
 Hayes Lemmerz Jantaş Jant AŞ") SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ Proje Neden Seçildi M o n ta jl ı J a n t H u r d a N e d e n l e r i D a ğ ı l ı m ı Jantın salgı - yalpası yüks
SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ Proje Neden Seçildi M o n ta jl ı J a n t H u r d a N e d e n l e r i D a ğ ı l ı m ı Jantın salgı - yalpası yüks
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
Boyahane Doğalgaz Tüketiminin Azaltılması
 Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
 HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
DİSK ETEK BOY & KALINLIK FARKININ AZALTILMASI ( ) 2014_GB_HLJ_11_Yeter
 2014_GB_HLJ_11_Yeter") DİSK ETEK BOY & KALINLIK FARKININ AZALTILMASI (2920695) 2014_GB_HLJ_11_Yeter PROJE AMAÇ: Montaj hattını besleyen disklerin montaj kaynağı ve jantın salgı yalpası gibi kritik özelliklerine olan negatif
DİSK ETEK BOY & KALINLIK FARKININ AZALTILMASI (2920695) 2014_GB_HLJ_11_Yeter PROJE AMAÇ: Montaj hattını besleyen disklerin montaj kaynağı ve jantın salgı yalpası gibi kritik özelliklerine olan negatif
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması. 14 Temmuz 2018
 Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
HEMA ENDRÜSTRİ. Çınar Kalite Çemberi
 HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
HİKAYEMİZ. RobCell Robotik Mekatronik Mühendislik Teknolojileri A.Ş
 HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
FİCOSA OTOMOTİV. 5N 1K Kalite Çemberi
 FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI. Gizem DENİZ
 ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI Gizem DENİZ ARÇELİK DEMEK 1955 den bugüne yarım asırdan fazla tecrübe Ev yaşamına yönelik dayanıklı tüketim malları,
ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI Gizem DENİZ ARÇELİK DEMEK 1955 den bugüne yarım asırdan fazla tecrübe Ev yaşamına yönelik dayanıklı tüketim malları,
TEKNOPLAN MÜHENDİSLİK
 1 TEKNOPLAN MÜHENDİSLİK 2 Misyonumuz İleri ve pratik mühendislik çözümleri sunmak, Müşteri memnuniyetini ön planda tutan hizmetler vermek, Sektöre hitap eden yeni teknolojik ürünler geliştirmek, Kaliteli
1 TEKNOPLAN MÜHENDİSLİK 2 Misyonumuz İleri ve pratik mühendislik çözümleri sunmak, Müşteri memnuniyetini ön planda tutan hizmetler vermek, Sektöre hitap eden yeni teknolojik ürünler geliştirmek, Kaliteli
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
Profesyonel, verimli, yenilikçi sistemler...
 ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
PVC,Folyo,melamin ve ABS bant, malzemeyi parçanın boyuna göre pnömatik sistemle çeker,fazlalıklı olarak keser ve yapıştırır.alt ve üst Frezleme
 PVC,Folyo,melamin ve ABS bant, malzemeyi parçanın boyuna göre pnömatik sistemle çeker,fazlalıklı olarak keser ve yapıştırır.alt ve üst Frezleme ünitesi ile PVC malzemenin altını ve üstünü radüslü olarak
PVC,Folyo,melamin ve ABS bant, malzemeyi parçanın boyuna göre pnömatik sistemle çeker,fazlalıklı olarak keser ve yapıştırır.alt ve üst Frezleme ünitesi ile PVC malzemenin altını ve üstünü radüslü olarak
ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI
 Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR
 KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR Gözlük Camının Müşteriye Teslim Edilmeden Önce Geçirdiği Evreler Camların, kontrollerinin yapılması ve işaretlenmesi Ped kullanımı ve bloklama Sıkıştırma
KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR Gözlük Camının Müşteriye Teslim Edilmeden Önce Geçirdiği Evreler Camların, kontrollerinin yapılması ve işaretlenmesi Ped kullanımı ve bloklama Sıkıştırma
Askılar, Raflar ve Konveyörler
 Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
www.interendustri.com Mop Zımparalar
 Mop Zımparalar Kamalı Mop Zımparalar 100 x 100 x 19 Mop Zımparalar Özellikleri: Uygun polisaj makinelerinde kullanarak, metal ve paslanmaz yüzeyinde derin çizikleri kaybetmek için kullanılır. Yüzeydeki
Mop Zımparalar Kamalı Mop Zımparalar 100 x 100 x 19 Mop Zımparalar Özellikleri: Uygun polisaj makinelerinde kullanarak, metal ve paslanmaz yüzeyinde derin çizikleri kaybetmek için kullanılır. Yüzeydeki
1. Kayıp yapısının incelenmesi
 1. Kayıp yapısının incelenmesi İNSAN STOKLAR FORKLİFT Fabrika içerisindeki alan darlığı, forklift hareketleri ve çalışan hareketlerinin fazla olması nedeniyle iş kazası riski oluşmaktadır. 2. Konu ve hedefin
1. Kayıp yapısının incelenmesi İNSAN STOKLAR FORKLİFT Fabrika içerisindeki alan darlığı, forklift hareketleri ve çalışan hareketlerinin fazla olması nedeniyle iş kazası riski oluşmaktadır. 2. Konu ve hedefin
TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM
 TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM 2 HAKKIMIZDA Ankara Ostim OSB de 1990 yılında kurulan Yeter Makina, talaşlı imalat amacıyla kurulduktan kısa bir süre sonra parça üretimi ve mekanik sistem üretimine
TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM 2 HAKKIMIZDA Ankara Ostim OSB de 1990 yılında kurulan Yeter Makina, talaşlı imalat amacıyla kurulduktan kısa bir süre sonra parça üretimi ve mekanik sistem üretimine
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Endüstriyel Otomasyon
 Endüstriyel Otomasyon Endüstriyel otomasyon çok geniş kapsamlı bir konu olmakla birlikte temel olarak makinaların ve proseslerin otomatik kontrolü olarak tanımlanabilir. PLC, HMI paneller ve scada kullanılarak
Endüstriyel Otomasyon Endüstriyel otomasyon çok geniş kapsamlı bir konu olmakla birlikte temel olarak makinaların ve proseslerin otomatik kontrolü olarak tanımlanabilir. PLC, HMI paneller ve scada kullanılarak
ÇAPAK ALMA RASPALARI TEKNİK BİLGİLER ÇAPAK ALMA RASPA SETİ KOD İÇERİK FİYAT KODU D-SD GÖVDE 3 BIÇAK C-10, C-20 VE C-30 RCP-34034 KORE
 TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
YOLLARDA ETKİLEYİCİ PERFORMANS
 YOLLARDA ETKİLEYİCİ PERFORMANS Açık Alan 120.000 m 2 Üretim Alanı 40.000 m 2 Kapalı Alan 24.000 m 2 Yatırımlardan sonra hedeflenen yıllık kapasite AKO Jant bir Abdulkadir Özcan kuruluşudur. Fabrikamızın
YOLLARDA ETKİLEYİCİ PERFORMANS Açık Alan 120.000 m 2 Üretim Alanı 40.000 m 2 Kapalı Alan 24.000 m 2 Yatırımlardan sonra hedeflenen yıllık kapasite AKO Jant bir Abdulkadir Özcan kuruluşudur. Fabrikamızın
LEVENT KALIP TANITIM SUNUMU
 LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI
 DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI Berivan Boduroğlu 26.10.2018 1 EMİSYON VE HAVA KİRLİLİĞİ Katı, sıvı ve gaz şeklindeki yabancı maddelerin insan sağlığına, canlı hayatına ve ekolojik
DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI Berivan Boduroğlu 26.10.2018 1 EMİSYON VE HAVA KİRLİLİĞİ Katı, sıvı ve gaz şeklindeki yabancı maddelerin insan sağlığına, canlı hayatına ve ekolojik
OTOMASYONDA ÇÖZÜM ORTAĞINIZ
 OTOMASYONDA ÇÖZÜM ORTAĞINIZ NGT ENDÜSTRİYEL OTOMASYON PROJE VE TAAHHÜT NGT mühendislik olarak uzun yıllar otomasyon sektörüne hizmet eden deneyimli ve uzman kadromuzla, sahip olduğumuz bilgi birikim, uzmanlık
OTOMASYONDA ÇÖZÜM ORTAĞINIZ NGT ENDÜSTRİYEL OTOMASYON PROJE VE TAAHHÜT NGT mühendislik olarak uzun yıllar otomasyon sektörüne hizmet eden deneyimli ve uzman kadromuzla, sahip olduğumuz bilgi birikim, uzmanlık
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
ELEKTRİKLİ EV ALETLERİ FEL
 ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
1. Kalite kontrolde pazar lideri
 1. Kalite kontrolde pazar lideri Güçlü Yönlerimiz kalite kontrolde 11 yıllık deneyim kalite kontrol alanında pazar lideri alanında uzman, tecrübeli yönetim ekibi hizmet kapsamını sürekli genişleten ve
1. Kalite kontrolde pazar lideri Güçlü Yönlerimiz kalite kontrolde 11 yıllık deneyim kalite kontrol alanında pazar lideri alanında uzman, tecrübeli yönetim ekibi hizmet kapsamını sürekli genişleten ve
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
2. Hat Toz Altı Kaynak Standart Çevrim Süresinin Azaltılması 2014_WB_HLJ_07_TozDuman
 2. Hat Toz Altı Kaynak Standart Çevrim Süresinin Azaltılması 2014_WB_HLJ_07_TozDuman % NEDEN 2. HAT & NEDEN TOZALTI KAYNAKLAR? Sıçramalı Fabrika Metriği Fabrika verimlilik hedefi: 3,16 3,52 2. Hat vardiya
2. Hat Toz Altı Kaynak Standart Çevrim Süresinin Azaltılması 2014_WB_HLJ_07_TozDuman % NEDEN 2. HAT & NEDEN TOZALTI KAYNAKLAR? Sıçramalı Fabrika Metriği Fabrika verimlilik hedefi: 3,16 3,52 2. Hat vardiya
aaksan TEKNİK MÜHENDİSLİK
 Aksan Teknik aaksan TEKNİK MÜHENDİSLİK metal işleme endüstrisi için hassas takımlar www.aksan-tm.com ezerek parlatma takım ve makinaları saniyeler içinde parlatma,yüzey sertleşmesi ve kalibrasyon... YAMATO
Aksan Teknik aaksan TEKNİK MÜHENDİSLİK metal işleme endüstrisi için hassas takımlar www.aksan-tm.com ezerek parlatma takım ve makinaları saniyeler içinde parlatma,yüzey sertleşmesi ve kalibrasyon... YAMATO
Elektrikli El Aletleri
 Yeniliğin, değişimin, kalitenin referans noktası Elektrikli El Aletleri EIBENSTOCK Birlikteysek gücümüz değerli ŞANTİYE ÇEVRESİNDEKİ TÜM ÇÖZÜMLERİ Yüzeylerin zımparalanması, frezeleme/yüzey düzeltme Kanal
Yeniliğin, değişimin, kalitenin referans noktası Elektrikli El Aletleri EIBENSTOCK Birlikteysek gücümüz değerli ŞANTİYE ÇEVRESİNDEKİ TÜM ÇÖZÜMLERİ Yüzeylerin zımparalanması, frezeleme/yüzey düzeltme Kanal
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
ISO 15189 Akreditasyonunun Klinik Laboratuvarlara Etkisi
 ISO 15189 Akreditasyonunun Klinik Laboratuvarlara Etkisi Dr.Ömer Güzel Biruni&Centro Laboratuvarları 18 EKİM 2014 MALATYA 21. Yüzyılda Laboratuvarların Geleceği Otomasyon, Konsolidasyon, Moleküler tanı,
ISO 15189 Akreditasyonunun Klinik Laboratuvarlara Etkisi Dr.Ömer Güzel Biruni&Centro Laboratuvarları 18 EKİM 2014 MALATYA 21. Yüzyılda Laboratuvarların Geleceği Otomasyon, Konsolidasyon, Moleküler tanı,
Analiz ve Kıyaslama Sistemi
 Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
1. Konu. Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması
 27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI
 HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI - AFT SHAFT CELL- 1of 66 Parçaların Kalite Gereklilikleri Klaslı ve teknik plan onaylı delik grupları Müşteri tarafından istenen ölçümler. (klasik ölçüm, fpi,
HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI - AFT SHAFT CELL- 1of 66 Parçaların Kalite Gereklilikleri Klaslı ve teknik plan onaylı delik grupları Müşteri tarafından istenen ölçümler. (klasik ölçüm, fpi,
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI
 TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015
 Çelikhane Gazı Kazanım ve Kullanımının Artırılması Projesi Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015 Sunum Akışı Erdemir de Enerji, Proses
Çelikhane Gazı Kazanım ve Kullanımının Artırılması Projesi Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015 Sunum Akışı Erdemir de Enerji, Proses
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K
 ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSDN018 teknik sartname dökünanı numarası ile verilen Universal Torna
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSDN018 teknik sartname dökünanı numarası ile verilen Universal Torna
Metcom Güvenlik Teknolojileri A.Ş.
 H265 Video Coding Plaka Tanıma Sistemi Metcom Güvenlik Teknolojileri A.Ş. 2017 PROGRAM ARAYÜZÜ GENEL ÖZELLİKLER 6ms Plaka tanıma süresi 2Mp H265 60Fps İp tabanlı back focus plaka okuma kamerası Okuma oranı
H265 Video Coding Plaka Tanıma Sistemi Metcom Güvenlik Teknolojileri A.Ş. 2017 PROGRAM ARAYÜZÜ GENEL ÖZELLİKLER 6ms Plaka tanıma süresi 2Mp H265 60Fps İp tabanlı back focus plaka okuma kamerası Okuma oranı
İkinci El Araç Ekspertizi
 Rapor No.: TR34000002-115642 Sayfa: 1 / 8 İkinci El Araç Ekspertizi 34-PR1373 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-115642 Sayfa: 2 / 8 MDHFBUK13U0865327 Araç Bilgileri
Rapor No.: TR34000002-115642 Sayfa: 1 / 8 İkinci El Araç Ekspertizi 34-PR1373 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-115642 Sayfa: 2 / 8 MDHFBUK13U0865327 Araç Bilgileri
Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması. : Dışarı Firelerinin Azaltılması
 Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması Proje Adı Proje Lideri : Dışarı Firelerinin Azaltılması : Hakan KETEN PROJE EKİBİ Proje Şampiyonu: Proje Lideri: Proje Ekip Üyeleri: Numan Alver
Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması Proje Adı Proje Lideri : Dışarı Firelerinin Azaltılması : Hakan KETEN PROJE EKİBİ Proje Şampiyonu: Proje Lideri: Proje Ekip Üyeleri: Numan Alver
İkinci El Araç Ekspertizi
 Rapor No.: TR34000002-016701 Sayfa: 1 / 9 İkinci El Araç Ekspertizi 34-GU6398 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-016701 Sayfa: 2 / 9 VF1LT1R06UC266395 Araç Bilgileri
Rapor No.: TR34000002-016701 Sayfa: 1 / 9 İkinci El Araç Ekspertizi 34-GU6398 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-016701 Sayfa: 2 / 9 VF1LT1R06UC266395 Araç Bilgileri
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Proje Teknik Makine Tasarım,Otomasyon ve Uygulama
 Proje Teknik Makine Tasarım,Otomasyon ve Uygulama Firma Profili Bursa / TURKEY -Adres:Üçevler Mah. Ünalp Sok. No:2R/1 Nilüfer/BURSA -GPS: N 40 11 58,1928" E 28 56 19,1976" BURSA -Tel: +90 (224) 443 42
Proje Teknik Makine Tasarım,Otomasyon ve Uygulama Firma Profili Bursa / TURKEY -Adres:Üçevler Mah. Ünalp Sok. No:2R/1 Nilüfer/BURSA -GPS: N 40 11 58,1928" E 28 56 19,1976" BURSA -Tel: +90 (224) 443 42
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
PERDE KAPAKLAR. WALL ROLL-UP COVER - Ön rulo perde kapakları. 22
 WALL ROLL-UP COVER - Ön rulo perde kapakları WALL ROLL-UP COVER çalışma alanı ile motor alanı arasındaki ayrılma bariyeridir, büyük ölçekli tornalar için. WALL ROLL-UP COVER özel P.E.I rulo perde kapakları
WALL ROLL-UP COVER - Ön rulo perde kapakları WALL ROLL-UP COVER çalışma alanı ile motor alanı arasındaki ayrılma bariyeridir, büyük ölçekli tornalar için. WALL ROLL-UP COVER özel P.E.I rulo perde kapakları
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler
 Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
ISO 9001:2015 GEÇİŞ KILAVUZU
 Kal ten z, denet m m z altında olsun Szutest Szutest Szutest Szutesttr 444 9 511 szutest.com.tr ISO 9001:2015 REVİZYONUN YAPISI Yeni Revizyon ile birlikte ISO ANNEX SL gereksinimleri doğrultusunda Yüksek
Kal ten z, denet m m z altında olsun Szutest Szutest Szutest Szutesttr 444 9 511 szutest.com.tr ISO 9001:2015 REVİZYONUN YAPISI Yeni Revizyon ile birlikte ISO ANNEX SL gereksinimleri doğrultusunda Yüksek
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
İkinci El Araç Ekspertizi
 Rapor No.: TR34000002-025896 Sayfa: 1 / 10 İkinci El Araç Ekspertizi 34-RMU20 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-025896 Sayfa: 2 / 10 WF0MXXGCBMDA28304 Araç Bilgileri
Rapor No.: TR34000002-025896 Sayfa: 1 / 10 İkinci El Araç Ekspertizi 34-RMU20 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-025896 Sayfa: 2 / 10 WF0MXXGCBMDA28304 Araç Bilgileri
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TPM Makine 2008 yılından beri sürekli gelişmeyi hedef alıyor.
 TPM Makine 2008 yılından beri sürekli gelişmeyi hedef alıyor. 2008 yılında kurulmuş olan TPM Makine İnşaat Mühendislik Sanayi ve Ticaret LTD.ŞTİ. metal sac işleme teknolojileri ve makineleri konusunda
TPM Makine 2008 yılından beri sürekli gelişmeyi hedef alıyor. 2008 yılında kurulmuş olan TPM Makine İnşaat Mühendislik Sanayi ve Ticaret LTD.ŞTİ. metal sac işleme teknolojileri ve makineleri konusunda
UÇAK MONTAJ PROBLEMLERİNİ AZALTMAYA YÖNELİK ÇALIŞMALAR. TASNİF DIŞI 1 TUSAŞ-TSKGV nin Bağlı Ortaklığıdır.
 UÇAK MONTAJ PROBLEMLERİNİ AZALTMAYA YÖNELİK ÇALIŞMALAR 1 1. Giriş, 2. Uçak Montajının Özellikleri, 3. İnceleme, 4. Sonuç 2 Hava aracı geliştirme aşamaları: Incose Sistem Mühendisliği El Kitabı. Gözden
UÇAK MONTAJ PROBLEMLERİNİ AZALTMAYA YÖNELİK ÇALIŞMALAR 1 1. Giriş, 2. Uçak Montajının Özellikleri, 3. İnceleme, 4. Sonuç 2 Hava aracı geliştirme aşamaları: Incose Sistem Mühendisliği El Kitabı. Gözden
Sac Metal Şekillendirme Süreçlerinde 3D Metroloji
 GOM Workshop Sac Metal Şekillendirme Sac Metal Şekillendirme Süreçlerinde 3D Metroloji Burak ACUN 12 Nisan, 2017 Sac Metal Şekillendirme Süreçlerinde Kalite Kalıp İmalatı & Şekillendirme Sınır Seri kalite
GOM Workshop Sac Metal Şekillendirme Sac Metal Şekillendirme Süreçlerinde 3D Metroloji Burak ACUN 12 Nisan, 2017 Sac Metal Şekillendirme Süreçlerinde Kalite Kalıp İmalatı & Şekillendirme Sınır Seri kalite
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
REXAM KAĐZEN ÇALIŞMASI
 REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
Doğru Çözüm. www.ozgurdokum.com.tr
 Doğru Çözüm MADEN MAKİNE İNŞAAT TAAHHÜT MÜMESSİLLİK SAN. TİC. İTHALAT VE İHRACAT LTD. ŞTİ. Adres: ASO 2. ve 3. OSB Alcı Mah. 2000. Cad. No: 8 Sincan / ANKARA Tel: 0312 267 12 10-641 40 10 Faks: 0312 267
Doğru Çözüm MADEN MAKİNE İNŞAAT TAAHHÜT MÜMESSİLLİK SAN. TİC. İTHALAT VE İHRACAT LTD. ŞTİ. Adres: ASO 2. ve 3. OSB Alcı Mah. 2000. Cad. No: 8 Sincan / ANKARA Tel: 0312 267 12 10-641 40 10 Faks: 0312 267
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
2016_GB_JAN_18_YAĞLA 2D LEIFELD YAĞLAMA SİSTEMİ OPTİMİZASYONU
 2016_GB_JAN_18_YAĞLA 2D LEIFELD YAĞLAMA SİSTEMİ OPTİMİZASYONU 1. Adım: Konu Seçimi Üretimdeki verim kaybını azaltmak Arızaları azaltmak, ısınmaya bağlı oluşabilecek diğer arızaların önüne geçmek, ısı alarmı
2016_GB_JAN_18_YAĞLA 2D LEIFELD YAĞLAMA SİSTEMİ OPTİMİZASYONU 1. Adım: Konu Seçimi Üretimdeki verim kaybını azaltmak Arızaları azaltmak, ısınmaya bağlı oluşabilecek diğer arızaların önüne geçmek, ısı alarmı
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
İkinci El Araç Ekspertizi
 Rapor No.: TR34000002-013815 Sayfa: 1 / 8 İkinci El Araç Ekspertizi 34-KJ077 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-013815 Sayfa: 2 / 8 VF1LZBL0E50145170 Araç Bilgileri
Rapor No.: TR34000002-013815 Sayfa: 1 / 8 İkinci El Araç Ekspertizi 34-KJ077 Eksper / imza TÜV SÜD Bağımsız Araç Ekspertizleri Rapor No.: TR34000002-013815 Sayfa: 2 / 8 VF1LZBL0E50145170 Araç Bilgileri
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
Yem Otomasyon Sistemleri
 1 www.geotek-tr.com Otomasyonda çözümsüz kalmayın... Yem Otomasyon Sistemleri 0 04. 70 1 14 1 17 0 1 18 19 0 07 08 09 701 M M M M M 1 4 Total=110m 709 M M M 7 8 70 704 707 70 70 708 711 71 71 M M M M M
1 www.geotek-tr.com Otomasyonda çözümsüz kalmayın... Yem Otomasyon Sistemleri 0 04. 70 1 14 1 17 0 1 18 19 0 07 08 09 701 M M M M M 1 4 Total=110m 709 M M M 7 8 70 704 707 70 70 708 711 71 71 M M M M M
İkinci El Araç Ekspertizi
 Sayfa: 1 / 6 İkinci El Araç Ekspertizi 34-VL7317 Eksper / imza TÜV SÜD ağımsız Araç Ekspertizleri Sayfa: 2 / 6 VF1LZL0E49404872 Araç ilgileri Araç Sahibi Plaka Üretici Model Şase Numarası İlk Tescil Tarihi
Sayfa: 1 / 6 İkinci El Araç Ekspertizi 34-VL7317 Eksper / imza TÜV SÜD ağımsız Araç Ekspertizleri Sayfa: 2 / 6 VF1LZL0E49404872 Araç ilgileri Araç Sahibi Plaka Üretici Model Şase Numarası İlk Tescil Tarihi
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Alcoa Aksesuar Kataloğu. Avrupa, Versiyon 2
 Alcoa Aksesuar Kataloğu Avrupa, Versiyon 2 Temizlik ürünleri ALclean 1 litrelik şişe GAXALC001EIS Alüminyum jantlar için jant temizleyici. Disk fren tozunu çıkarır. Oksitlenmeyi ortadan kaldırır ve jantı
Alcoa Aksesuar Kataloğu Avrupa, Versiyon 2 Temizlik ürünleri ALclean 1 litrelik şişe GAXALC001EIS Alüminyum jantlar için jant temizleyici. Disk fren tozunu çıkarır. Oksitlenmeyi ortadan kaldırır ve jantı
Sedona. Nisan 2013 Eğitim Kataloğu
 Nisan 2013 Eğitim Kataloğu 8 Nisan 2013 Sedona, yazılım firmalarına ve büyük çaplı organizasyonların bilişim departmanlarına organizasyonel yapılanma, yöneticilik, takım çalışması ve kalite süreçleri alanlarında
Nisan 2013 Eğitim Kataloğu 8 Nisan 2013 Sedona, yazılım firmalarına ve büyük çaplı organizasyonların bilişim departmanlarına organizasyonel yapılanma, yöneticilik, takım çalışması ve kalite süreçleri alanlarında
KAİZEN KONUSU yılı Ocak ve Şubat ayı verileri incelendiğinde ;
 KAİZEN KONUSU 016 yılı Ocak ve Şubat ayı verileri incelendiğinde ; Üretim aylık ortalama ıskarta oranı 5835 ppm, Üretim aylık ortalama ıskarta maliyeti 16494 TL olarak belirlenmiştir. Kurumsal hedefimiz
KAİZEN KONUSU 016 yılı Ocak ve Şubat ayı verileri incelendiğinde ; Üretim aylık ortalama ıskarta oranı 5835 ppm, Üretim aylık ortalama ıskarta maliyeti 16494 TL olarak belirlenmiştir. Kurumsal hedefimiz
MAKİNA PARKI / MACHINE PARK
 PARKI / MACHINE PARK P101 P102 P103 P104 P105 P106 P107 P108 P109 P110 P111 P112 C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical
PARKI / MACHINE PARK P101 P102 P103 P104 P105 P106 P107 P108 P109 P110 P111 P112 C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical
w w w. e g e c o n t a. c o m
 www.egeconta.com BİZ KİMİZ? Ege Conta 2008 yılında Bayrampaşa da perakende mağazası faaliyeti ile iş hayatına başladı.2009 yılında halen faaliyet gösterdiği Emintaş Akel İş Merkezinde mağazacılık alanında
www.egeconta.com BİZ KİMİZ? Ege Conta 2008 yılında Bayrampaşa da perakende mağazası faaliyeti ile iş hayatına başladı.2009 yılında halen faaliyet gösterdiği Emintaş Akel İş Merkezinde mağazacılık alanında