TEKNİK EĞİTİM EL KİTABI
|
|
|
- Murat Togan
- 7 yıl önce
- İzleme sayısı:
Transkript

1 TEKNİK EĞİTİM EL KİTABI Hazırlayan: Erkan KOMAÇ 2014 Genel Elektrik Ark Kaynakçılığı Örtülü Elektrod Kaynağı Yöntemi Gazaltı Kaynağı Yöntemi TIG Kaynağı Yöntemi Oksi-Gaz Kaynak, Kesme ve Tavlama Yöntemleri
2 Copyright 2014 Tüm yayın hakları Kaynak Tekniği Sanayi ve Ticaret A.Ş. ye aittir. Yazılı izin alınmadan ve kaynak gösterilmeden kısmen veya tamamen alıntı yapılmaz, hiçbir şekilde kopya edilmez, çoğaltılmaz ve yayınlanmaz.

3 METAL KAYNAININ TANIMI Metalik malzemeleri, ısı, basınç ya da ikisi birden kullanılarak ERGTME gerçekletirilip, çounlukla kaynak edilecek metalik malzeme ile aynı ya da çok yakın sıcaklıkta eriyebilen ilave metal katarak veya katmadan yapılan BRLETRME veya DOLGU ilemine metal kaynaı denir. KAYNAIN TARHSEL GELM Amerika ve Rusya da doup uygulama alanı bulan kaynak fikri, yıllarında Amerika da Coffin, Rusya da ise Bernardo tarafından karbon elektrodlar kullanılarak oluturulan ark sayesinde gerçekletirilmitir.!!& ( - ) UÇ ( + ) UÇ ( + ) UÇ ( - ) UÇ ( - ) UÇ ( + ) UÇ Resim 1: Karbon arkı ile yapılan birletirme amaçlı kaynak uygulamaları Resim 2: Çıplak tel (elektrod) arkı ile yapılan birletirme amaçlı kaynak uygulamaları yılları arasında yine Amerika da Coffin ve Rusya da da Slavianoff Çıplak Telli Metal Ark yöntemini buldular. Ancak erimi metal banyosunun, havanın olumsuz etkilerinden korunamıyor olması, oluturulan kaynak metalinin fiziksel ve yapısal özelliklerinin kötü olmasına neden olmaktaydı. Bugünkü anlamda örtülü elektrod kaynaının kefi sveç li Oscar Kjellberg tarafından 1907 yılında örtülü elektrod yapması ile mümkün oldu yılında da kimyager Arthur Strohmenger tarafından mavi asbestin kaynak teli üzerine sarması ile yarı ark elektrodu üretmesi, gelimeleri hızlandırdı. " ##!$% $& ( - ) UÇ ( + ) UÇ Resim 3 : Örtülü Elektrod arkı ile yapılan birletirme amaçlı kaynak uygulamaları Kaynaın gelimesinde önemli rolü olan sava yıllarında, gerek üstünlük kurma, gerek yokluklar içine düme nedeni ile çeitli ülkeler metal kaynakları konusunda oldukça ciddi aratırma ve uygulamalar yaptılar. Örnek olarak, 1918 yılına rastlayan dönemde yarı-ark elektrodunun bulunamaması nedeni ile, çelik tel etrafına sodyum silikata batırılmı kaıt sarıp ilk selülozik elektrodu üreten A. O. Smith gösterilebilir. Ancak Metal Kaynaklarında asıl gelime ikinci dünya savaı döneminde olmutur. Bu dönemde özellikle hafif metallerin kullanılmaya balanmasıyla (uçaklar vb.) TIG (Tungsten Inert Gas) ve MIG (Metal Inert Gas) kaynaklarının temelleri atılmıtır. En önemli uygulamalar ve aratırmalar ise gemi, özellikle de sava gemilerinin üretilmesinde olmutur.
4 Ülkemizde ilk metal kaynakları 1920 yılında stinye ve Gölcük tersanelerinde kullanılmı olmakla birlikte, ciddi ve planlı ilk balangıç o zamanki adı ile Eskiehir Vagon Fabrikaları, bugünkü adıyla Tülomsa olan iletmede 1936 yılında makina mühendisi olarak görev yapan Nüvit Osmay ın, görevli olarak Almanya ya gitmesi ve dönüünde beraberinde jenaratör tip kaynak makinası ile usta öretici sıfatıyla bir teknisyen getirip eitim ve uygulamalara balaması ile olmutur. KAYNAIN SINIFLANDIRILMASI Amaca Göre Metal Kaynakları - Birletirme kaynakları - Dolgu kaynakları Uygulama ekline Göre Metal Kaynakları - El (manuel) kaynaı - Yarı mekanize kaynaklar - Tam mekanize kaynaklar - Otomatik kaynaklar (robot) lem Cinsine Göre Metal Kaynakları o Basınç Kaynakları o Ergitme Kaynakları Souk basınç kaynakları Döküm eritme kaynaı Ultrasonik kaynaklar Elektrik direnç eritme kaynakları Sürtünme kaynaı Gaz eritme kaynakları Ocak kaynaı Elektrik ark kaynakları Döküm basınç kaynaı Karbon arkı ile kaynak Gaz basınç kaynaı Metal arkı ile kaynak Elektrik direnç kaynaı Koruyucu gaz altında kaynak Elektrik ark basınç kaynaı o TIG kaynakları Difüzyon kaynaı o MIG/MAG kaynakları Tozaltı kaynakları Elektron bombardımanı ile kaynak Laser ıın kaynakları TEMEL ELEKTRK BLGS Elektrik akımı görülmez ve dorudan hissedilemez. Ancak etkileri ile kendini belli eder. Bu etkiler: ISI, IIK, MANYETK ve KMYASAL etkilerdir. AKIM: Bir iletkenden, birim zaman içinde geçen elektrik miktarına Elektrik Akımı denir. Birimi AMPER dir. Simge olarak (A) veya (I) ile gösterilir. Doru Akım (DC) ve Alternatif Akım (AC) olarak iki tip akım vardır. Doru Akım: Bir elektrik devresinde yönü ve iddeti zamana göre deimeyen akım tipi olup DC harfleri ile ifade edilir ve emalarda = ekli ile gösterilir. Piller, akümülatörler, redresör tip kaynak makinaları doru akım türünde akım veren elektrik gereçleridir. Önemli not: DC devrelerde elektron bombardımanı her zaman negatif (-) uçtan, pozitif (+) uca doru olmaktadır. '
 Alternatif Akım: Dalgalı akım olarak da ifade edilen bu akım türünde elektrik akımının yönü ve iddeti zamana göre deiir.")
5 Resim 4: DC Akım örnekleri (Amaç lambayı yakmak mı? Yoksa, lambayı EN UZUN ve EN PARLAK yakmak mı?). (Aynı düünce ile amaç; arkı oluturmak mı? Yoksa, kararlı uygun bir ark ı elde edebilmek mi?) Alternatif Akım: Dalgalı akım olarak da ifade edilen bu akım türünde elektrik akımının yönü ve iddeti zamana göre deiir. AC ile kısaltılarak gösterildii gibi çizimlerde ekli ile gösterilir. ehir ebekesindeki elektrik akımı, transformatör tip kaynak makinalarının verdii kaynak akımı bu türdür. GERLM: Bir elektrik devresinde herhangi iki nokta arasında akım geçebilmesi için bu noktalar arasında bir elektrik seviye farkının yani potansiyel farkının olması gerekir. Bu farka Gerilim denir. VOLT olarak ifade edilir. (V) veya (U) harfleri ile gösterilir. Resim 5: Gerilimin su örnei ile açıklanması DRENÇ: Bir iletkenin, üzerinden geçen akıma karı gösterdii zorlua Direnç denir. Birimi Ohm olup (R) ile ifade edilir ve ( ) ile sembolize edilir. GÜÇ: Birim zamanda yapılan i Güç ile ifade edilir. Birimi Watt olup (W) ile gösterilir. ELEKTRK ARK KAYNAK MAKNALARI LE LGL BAZI TERMLER Bota Çalıma Gerilimi (BÇG): Açık devre voltajı olarak da ifade edilen bu terim, makinanın çalıır durumda ancak kaynak yapılmadıı zamandaki pense ve ase arasındaki gerilimi belirtir. Bota çalıma gerilimi yönünden kaynak makinaları üç ana gruba ayrılırlar. Yüksek Bota Çalıma Gerilimine sahip makinalar (70 90 Volt). *!* Dikkat; bu tip makinalarda çalıırken kaynakçının çok bilinçli olup, ekipmanı ve kendisi açısından (eldiven, lastik altlı ayakkabı vb) elektriksel izolasyona dikkat ediyor olması gerekmektedir. Düük Bota Çalıma Gerilimine sahip makinalar (40 65 Volt). Normal Bota Çalıma Gerilimine sahip makinalar (65 70 Volt). Tututurma Gerilimi: Kaynaa balarken arkın oluturulması anındaki gerilime verilen addır. Pratikte bota çalıma gerilimi ile aynıdır. (

6 Çalıma Gerilimi: Ark varken, yani kaynak ilemi devam ederken kaynak kabloları (pense ve ase) arasında ölçülen gerilimdir. Çalıma gerilimi ile kaynak akımı (amper) arasında u balantı vardır. ÇALIMA VERM Çalıma Gerilimi Kaynak Akım iddeti 25 V Ampere kadar 30 V Amper arası 35 V Amper üstü Kaynak makinaları günümüzde çounlukla 10 dakikalık test sürelerindeki verimlerine göre üretilir ve ifade edilirler. Bu 10 dakikalık zaman faktörünün yanında çalıma ortamındaki sıcaklıın da önemi büyüktür, standartlar çerçevesinde +40 C lik ortam sıcaklıı standardı çou firmanın üretiminde baz alınmaktadır. Buna göre; bir makina için %35 te XXX Amper ifadesi, bu akım iddetinin makinadan 3,5 dakika süre ile çekilebilecei anlamındadır. Aynı ekilde %60 ifadesi 6 dakikayı, %100 ise aralıksız olarak çalıabilmeyi ifade eder. ELEKTRK ARK KAYNAK MAKNALARI Elektirk ark kaynak makinaları verdikleri akım cinslerine göre ikiye ayrılırlar. AC (Alternatif Akım) kaynak makinaları: Bu makinalar kaynak trafoları (transformatör) olarak da adlandırılan makinalar olup, sadece AC kaynak akımında da kullanılabilen elektrodları yakabilmektedirler (rutil örtülü elektrodlar gibi). Bu makinaların pense kablosu ve ase kablosu bölümleri sabittir, dolayısı ile kutup seçenekleri yoktur. * +,--. ''/%(0/ ## 1!--,&--. ## 1# Resim 6: AC tip Kaynak Makinası çalıma prensibi (ematik) DC (Doru Akım) kaynak makinaları: Çıkı akımı olan kaynak akımlarını DC (doru akım) cinsinden veren bu tip makinaların çıkılarında pozitif (+) ve negatif (-) kutup seçenekleri vardır. Bu nedenle tüm elektrod çeitleri, makinanın gücüne balı olarak bu makinalarda kullanılabilmektedir. Redresör ve invertör kaynak makinaları olarak adlandırılmaktadırlar. Artık üretimleri yapılmayan çok eski tarihli üretilmi elektrik ile çalıan kaynak jeneratörleri de bu tip (DC) kaynak akımı veren makinalardır. Resim 7: DC tip Kaynak Makinası örnekleri (invertörler ve redresörler) )
7 Teknolojik olarak gelimi DC kaynak makinalarının bazı modellerinde, konum anahtarı ile her iki tip kaynak akımı alınabilen AC/DC kaynak makinaları da mevcuttur. Örnein alüminyum malzemeleri TIG kaynaı bu tip AC makinalarla mümkündür. Elektrik ark kaynak makinaları, elektrik karakteristiklerine göre de ikiye ayrılırlar. Sabit akımlı (CC) elektrik ark kaynak makinaları : Dier bir tanımlama ile düey karakteristikli elektrik ark kaynak makinaları da denilen bu makinalarda, örtülü kaynak elektrodu ve TIG kaynak uygulamaları yapılabilir. " Ark alanı $+ 34 V 1 V 0 V A 1 A 2 A 0 Resim 8: CC Kaynak Makinası; düey karakteristikli kaynak makinası diyagramı Sabit gerilimli (CV) elektrik ark kaynak makinaları: Yatay karakteristikli bu elektrik ark kaynak makinaları, MIG/MAG (gazaltı) ve tozaltı kaynak makinaları olarak kullanılmaktadırlar. Genellikle düük bota çalıma gerilimine sahip bu kaynak makinalarında direkt olarak kaynak çalıma gerilimi (çalıma voltajı) ayarı yapılmakta, bununla birlikte tel sürme ayarı, gazaltı kaynaı ise koruyucu gaz, tozaltı kaynaı ise toz akı ayarları da yapılmaktadır. Tel sürme ayarı dolaylı olarak kaynak akımını ayarlama anlamına gelmektedir. Yeni nesil sinerjik kaynak makinalarında tel sürme ayarının kaynakçı tarafından yapılmasına gerek kalmayıp, ayarlanan kaynak voltajına ve seçilen malzeme ile tel çapı konumuna balı olarak tel sürme otomatik olarak makina tarafından ayarlanmaktadır. " +7(2 V 1 V 0 V 2 3+$ + 34 Ark alanı A 1 A 0 A 2 Resim 9: CV Kaynak Makinası; yatay karakteristikli kaynak makinası diyagramı METALLER Kaynakçı gözlüü ile metalleri iki ana grup içinde dört balık altında incelemekte yarar vardır. Demir Dıı Metaller Demir çerikli Metaller Alüminyum ve alaımları Dökme demirler Bakır ve alaımları Çelikler ÇELK: Temelde Demir (Fe) ve Karbon (C) alaımı olan bu metalin bünyesinde dier alaım elementleri farklı cins ve oranlarda bulunabilir. Bu da çeliin farklı özelliklere sahip olmasını salar. Örnein en az %12 Krom (Cr) elementinin katılmı olması çeliin paslanmaz çelik 2
8 grubunda yer almasına, %12-14 oranında Mangan (Mn) elementi içermesi çeliin çalıma altında darbeler nedeni ile sertlik kazanmasına olanak salar. Bu örnekler çok çeitlidir. Alaımsız Çelikler: Demir ve Karbon dıındaki elementlerinin toplamı %5 in altında kalan çelik grubudur. Kendi aralarında sınıflandırmada bünyesindeki Karbon (C) oranına göre ayrım yapılır. Karbon oranı arttıkça çeliklerin mukavemetleri (sertlikleri) artar, kaynak edilebilme kabiliyetleri ise düer. Düük Karbonlu Çelikler: %0,05 - %0,3 oranında karbon içeren çelikler olup, (*) St.37-St.42 arası çeliklerdir. Orta Karbonlu Çelikler: %0,3 - % 0,6 oranında karbon içeren çelikler olup, St.42 St.60 arası çeliklerdir. Yüksek Karbonlu Çelikler: %0,6 - %1,7 arası karbon içeren çelikler olup St.60 dan sonrası olan çeliklerdir. Alaımlı Çelikler: Demir ve Karbon dıında bünyesinde dier alaım elementleri %5 ve daha üstü seviyede bulunan çeliklerdir. Düük Alaımlı Çeliker: Dier alaım elementleri toplamı %5 seviyesinde olan çelikler olup, alaım cins ve oranlarına göre seçilmek kaydı ile bazik ve düük alaımlı elektrodlar ile kaynak ilemleri gerçekletirilir. Yüksek Alaımlı Çelikler: Demir (Fe) ve karbon (C) dıındaki dier alaım elementlerinin toplamı % 5 in oldukça üstünde olan çeliklerdir. Kaynaklarında mutlaka alaım elementlerinin cins ve miktarlarına balı olarak kaynak ürünleri seçimi yapılmalı, ayrıca kaynak ilemi uygulamasında metalin kaynak kabiliyetine göre prosedür izlenmelidir. (*)St.: ngilizce çelik anlamına gelen Steel ve Almanca Stahl den gelmektedir. Kaynak ilemi üç safhada incelenmeli ve deerlendirilip, sorunsuz bir kaynak ileminin gerçekletirilmesi için bu üç safhada da alınması gereken önlemler ve ayarlanması gereken parametreler göz ardı edilmemelidir. Her göz ardı edilecek veya hata yapılacak nokta, sonuçta kaynaklı i parçasında mutlaka hata olumasına neden olacaktır. Bu üç safha; Kaynak ilemi öncesi yapılacaklar. Kaynak ilemi sırasında yapılacaklar. Kaynak ilemi sonrası yapılacaklar. Bu üç safha, kaynak edilecek malzemenin karakterine, yapılacak ilemin özelliine ve istenilen dayanımın özellii ile ilem sonrası parçanın çalıacaı ortamın artlarına göre farklılıklar göstermektedir. Kısacası ortaya konulan kaynak metalinin (dikiinin) üsten gözlemlenmesi ile, yapılan kaynak ileminin doru ve mükemmel olduu tam olarak söylenemez. Ancak doru ve mükemmelik yukarıda belirtilen safhalarda istenilen ve doru ilemler ile parametrelerin doru ayarlanması ile mümkündür. Aynı bir buz daına suyun üstündeki bölümüne bakıp sadece suyun üstündeki bölümünün tüm buzdaının kendisi olduunu söylemeye benzer. Resim 10: Bir buzdaının önemli bir bölümü görünmemekte ve suyun altında kalmaktadır. Bir kaynak dikiinin de önemli olan kısmı altta kalmakta çıplak gözle görülememektedir. 8
9 Kaynak ilemi öncesi; Malzeme cinsi seçimi, kaynak malzemesi ve ekipmanının seçimi, kaynak ilemi ve pozisyonlarını planlama, temizlik, kaynak azı seçimi ve açılması, seçilen kaynak malzemesinin kurutulması vb ilemleri, kaynak edilecek parçanın ön tav ileminin tespiti, varsa uygulanmasına yönelik hazırlıklar ve uygulanması, kaynak personelinin yeterliliinin gözden geçirilmesi, kaynak sırasında uygulanacak parametrelerin seçimi, vb. konuları kapsamaktadır. Kaynak ilemi sırasında; Seçilen plana göre kaynak ilem sırasını ve pzisyonları uygulama, kaynak akımı (amper) ve/veya kaynak gerilimi (volt) ayarlama, elektrod veya torç çalıma açısını ayarlama, ark veya serbest tel boyu ayarı, ilerleme hızı, elektrod veya torç hareketleri, pasolar arası sıcaklıkların ayarlanması, gerekli durumlarda metod kaynak uygulamaları, yine gerekli durumlarda kaynak dikilerinin çekiçlenmesi, kaynak balangıç ve kaynak sonu (krater) hatalarının olumaması için tekniklerin uygulanması, ark üflemesi gibi sorunları gözlemlemek ve tedbirlerini almak vb. gibi konuları kapsamaktadır. Kaynak ilemi sonunda; Kaynak edilen ana malzemeye ve i parçasının çalıacaı ortamdaki özelliklerine göre bazen kaynaklı parçanın yava, bazen de hızlı soutulması, gerekli durumlarda kaynak dikilerinin uygun ekipman ve yöntemle çekiçlenmeleri gerekir. Örtülü elektrod kaynakları uygulamalarında kaynak dikii üzerinde oluacak cürufun soumadan kırılmaması, gazaltı kaynaklarında (TIG, MIG/MAG) kaynaın torç üzerindeki tetik marifeti ile sonlandırılıp, torçdaki gazın bir süre daha sıcak kaynak metalini koruması amacı ile hemen parçadan uzaklatırılmaması vb. gibi konuları kapsamaktadır. Unutulmamalıdır ki, metrelerce ve tonlarca metal malzeme kullanılarak ina edilen kaynaklı bir konstrüksiyon, örnein bir gemi, hatalı olan küçük bir kaynak hatası nedeni ile derin denizlerin tabanında yatıyor olabilir. Tıpkı 2. Dünya Savaı döneminde tamamı kaynaklı olarak ina edilen Liberty tipi gemilerin 232 adedinin okyanusun derinliklerinde kaynaklı ilemin hatasından dolayı yatıyor olması gibi. Resim 11: lk defa tamamı örtülü kaynak elektrodları kullanılarak Elektrik Ark Kaynak yöntemi ile imal edilen Liberty tipi gemilerden toplamda 4700 adet üretilmi, 233 adeti aynı noktadan kırılmıtır. KAYNAK AZI Ark kaynaı bir ergitme ve devamında katılatırma sürecidir, bir baka anlamıyla da bir döküm ilemidir. Dolayısı ile dökümün yapılacaı bir boluk (kalıp) gereksinimi vardır. Buna Kaynak Azı denir. Kaynak azı, kaynak edilecek parçanın et kalınlıı, cinsi, kaynak yöntemi ve kaynak pozisyonuna göre deimektedir. Genellikle konstrüksiyonların imalat projelerinde veya eklerinde uygulanacak kaynak azı ekil ve ölçüleri verilmektedir. Çok geni bir literatürü içeren bu kavramın basit ve genel anlamı ile örneklenmesi gerekirse aaıdaki gibi bir tablo verilebilir. 9
10 KAYNAK AZI SEÇM TABLOSU ÖRTÜLÜ ELEKTROD ARK KAYNAI YÖNTEMNDE TEK TARAFTAN KAYNAK ÇFT TARAFTAN KAYNAK t a MIG - MAG KAYNAK YÖNTEMNDE 60 MALZEME KALINLII ALTLIK KULLANARAK ALIN " V " ALIN " X " " T " (mm) BRLETRME BRLETRME BRLETRME BRLETRME BRLETRME BRLETRME 0, mm KÖK ARALII 0 mm KÖK ARALII 1,5 mm KÖK ARALII 2-3 mm KÖK ARALII ve 2 mm KÖK YÜKSEKL 2-4 mm KÖK ARALII a = > t / 2 0 mm KÖK ARALII 2-3 mm KÖK ARALII 1-3 mm KÖK ARALII 10 Malzeme Kalınlıı 15mm = > ise : 2-3,5 mm KÖK ARALII ve 2 mm KÖK YÜKSEKL Kök Aralıı Kök Yükseklii Resim 12: Örnek kaynak azı seçim tablosu. Bu uygulamada en önemli konu; mekanik yöntemlerle açılan (flex ta, karbon, oluk açma elektrodları, torna, freze, planya vb.) bir kaynak azı bölgesinde keskin uç, köe ve kenar oluturacak noktalar bırakılmaması ve kesme sonucu oluacak çapaklı bölümlerin mutlaka kaynak öncesi alınması ve pah ya da radiüsleme yapılmasıdır. Aksi taktirde, bu keskin ve sivri bölümler yüksek ark sıcaklıında ergime yerine yanmaya urayacak ve burada oluan kaynak metali içinde yanma sonucu oluan oksit kalıntıları kaynaktan beklenen mukavemeti alamamamıza neden olacaktır. Kök Aralıı Kök Yükseklii Resim 13: Kaynak azında sivri uçların zararı ve uygulanması gereken metod. Not: Önemli projelerde, kaynak azı seçimi projenin gerekliliklerine veya mühendislik birimlerinin isteklerine göre yapılmalıdır. 0

11 KAYNAK POZSYONLARI Levha kaynaklarında, yatay, korni, dik, tavan pozisyonunda kaynaklı balantılar söz konusudur. Aynı pozisyonlarda, iç ve dı köe kaynakları da yapılmaktadır. Standartlarda bu pozisyonların rakam ve harfsel tanımlamaları vardır. Buna göre; Resim 14: Levha kaynak pozisyonları. Boru kaynakları için de pozisyonlar ve benzer sınıflamalar söz konusudur. Resim 15: Boru kaynakları pozisyonları. Yatay Aaıdan yukarı dik Köe Yan Yukarıdan aaı dik Tavan Resim 16: Pozisyonların Askaynak katalog gösterimi. :
12 KAYNAK HATALARI Elektrik ark kaynaklarında yapılan hataların büyük kısmı kaynak balangıcında ve kaynak sonunda olmaktadır. Kaynak balangıcında, genellikle i parçasının delinmesi veya uç noktanın yanması korkusuyla kaynakçılar ark oluur olumaz ilerlemeye balarlar. Bu durumda oluan yetersiz dolgu kalınlıı, buna balı olarak yetersiz ergime ve nüfuziyet eksiklii problemleri ortaya çıkacaktır. Pratikte, örtülü elektrodlar ile yapılan kaynaklarda, kullanılan elektrod çapının üç katı büyüklüünde ergiyik metal banyosunu görünceye kadar kaynak balangıcında beklenilmesi önerilir. Bu son derece önemli olan bölümdeki hatanın, dier ark kaynak yöntemlerinde de oluması mümkündür. Bu nedenle tam mekanize olarak sınıflandırılan toz altı kaynaklarında, kaynak balangıcı ve altta deineceimiz kaynak sonu hatalarını önlemek üzere buralara daha sonra kesilip atılmak üzere ilave parçalar puntalanır ve kaynak bu hurda olacak parça üzerinden balatılır ve yine bu hurda parça üzerinde bitirilir. Dolayısı ile ilem sonunda bu parçalar kesilip atıldıında kaynaın balangıç ve biti bölgeleri ve olası hatalar atılmı olur. 7,;$< $=+ 4<4!->$+-&+ +-;-- -$-+777 '7,->$+--+?@ A+A++-,-% A+ $=$?$;+;%;$+777 (7,+?,=$;AB$?C $ +3;; $% $%$B+ 5 $>$% ;$+777 )7,$%$>$+ >-- ;3$;4+4+%;, 5>+; Resim 17: Kaynak balangı hatası ve balangıçtaki aamaların açıklanması. Kaynak sonunda yapılan (krater) hataları ise kaynak baında yapılan hatalar gibi yeterli dolgu metali yıılmamasından kaynaklanan mukavemet eksikliidir. Ancak bununla birlikte kaynak sonu -ki bu terim aslında arkın sonlandırıldıı nokta olarak algılanmalıdır- ark söndürüldüünde sıcaktır. Dolayısı ile dier noktalara göre daha ince kesite sahip bu bölge daha hızlı souyarak kılcal çatlakların olumasına neden olacaktır. Daha sonra bindirilen yükler altında yırtılma buradan balayıp tüm kaynak balantısı boyunca ilerleyecektir. Bu durumumun önlenmesi için örtülü elektrod kaynaklarında arkın söndürülmesinden önce, kaynakçı geldii yöne doru yaklaık bir santimetre kadar geri gidip, tekrar biti noktasına dönmeli ve elektrodunu geldii yöne doru kaldırmalıdır. Bir baka hareket tarzı ise, son noktada kaynak diki genilii kadar bir çapta iki defa daire çizip yine geldii yöne doru elektrod kaldırılmalıdır. Kaynak Yönü ' ( Resim 18: Kaynak sonu (krater) yapılması gereken örnek elektrod hareketi. /
13 Aynı durum klasik (krater dolduma seçenei olmayan) gazaltı kaynaklarında da yapılmalıdır. Kaldı ki gerek TIG gerek MIG/MAG kaynaklarında, kaynak ilemini sonlandırma, direkt torcun kaldırılması ile yapılmayıp, tetiin kapatılması ile yapılmalı ve torç kaynak yapılmadıı halde bir müddet daha sıcak kaynak metali (kraterde) üzerinde tutulmalıdır. Örtülü kaynak elektrodları ile yapılan Elektrik Ark Kaynak uygulamalarında, kaynak öncesi, kaynak sırasında ve kaynak sonunda bir veya birkaç dikkat edilmeyip atlanan husus, çeitli hataları dourmaktadır. Kaynak Hataları ve Nedenleri: Sıçramalar Ark üflemesi Akımın (amper) yüksek oluu Ark boyunun yüksek tutulması Rutubetli, paslı, kırık veya çatlak örtülü elektrod kullanılması Kaynak yapılan yüzeyin kirli olması Yetersiz ergime ve/veya yetersiz nufuziyet Kaynak ilerleme hızının fazla olması Akımın (amper) düük olması Dar açılı kaynak azı kullanılması Kök aralıının uygun açıklıkta olmaması Elektrod çapının büyük seçilmesi Gözenekler Kısa ark boyu ile çalıma Kaynak metalini hızlı soutma Kaynak edilen ana metalde fiziksel ve yapısal kirlilik (boya, ya, pas vb.) (kükürt, fosfor vb. fazlalıklar) Eski, rutubetli, çekirdei paslı kalitesiz kaynak elektrodu kullanılması Çapaklı, keskin kenarlı veya sivri kesitli yüzeye kaynak yapılması. Kenar yanıkları (yanma oluu) Yanlı elektrod hareketi Büyük çaplı elektrod kullanılması Yüksek akım (amper) iddeti ile çalıma Kaynak metali ve ana metalin kaynakta aırı ısınmasına neden olacak dier etkenler Bükülmeler, çarpılmalar ve gerginlikler Parçaların yanlı balanması veya puntalanması Hatalı (konstrüksiyona uymayan) kaynak azı seçimi Kaynak bölgesinin, parçanın dier bölgelerine göre aırı ısınması
14 Hatalı kaynak sıraları parçalarının çok sıkı olarak balanarak kaynaklanması Gereksiz çok pasolu kaynak uygulaması Boyuna çatlaklar Parça kalınlıı ile kaynak dikiinin kalınlıının dengesizlii Hatalı (küçük) kaynak azı seçilmesi Hatalı kaynak sırası uygulaması Kaynak elektrodunun, ana metal ile uyumsuzluu veya çalıacak ortamdaki mukavemetleri karılayamaması parçasının çok sıkı olarak balanarak kaynak yapılması Enine çatlaklar/ kırılmalar Kaynak elektrodunun, ana metal ile uyumsuzluu veya çalıacak ortamdaki mukavemetleri karılayamaması parçasının dengesiz ısınması (homojen ısı daılımı salayamama) Kaynak metali ve kaynaa komu olan bölgelerin (ITAB) sıcakken hava ile aniden souması ve sertlemesi Konstrüksiyonun gerektirdiinden daha ince veya az pasolu kaynak uygulaması yapılması ARK ÜFLEMES Kaynak yaparken, yani ark varken, kaynak akımının dolatıı tüm iletkenlerin üzerinde bir manyetik alan oluması söz konusudur. Bunlar, kaynak kabloları, i parçası ve mevcut ise i parçasının üzerine konulduu metal çalıma tezgahı, elektrod en önemlisi ise ARK ın kendisidir. Manyetik alanın varlıının en iyi göstergelerinden biri, tüm kaynakçıların da teyit ettii gibi, kaynak sırasında talama nedeni ile oluan metal tozlarının kaynak kablolarının üzerine yapımasıdır. ELEKTROD MANYETK ALANLAR ARK PARÇASI KAYNAK DK TOPRAKLAMA ( AE) Resim 19: Kaynak ilemi sırasında manyetik alan oluumu (ematik). Bu olaan manyetik alan bir ekilde bozulacak olursa, bundan etkilenen arkın kendisi olacaktır. '
15 Ark Üflemesinin Zararlı etkileri: Cüruf metalin altına dönmeye balar, Sıçramalar artmaya balar, Kenar yanıkları gerçekleir, Dikite dalgalanmalar oluarak, muntazamlık kaybedilir, Nüfuziyette azalma olur, Kaynak ilemi kaynakçıya sıkıntı vermeye balar, konsantrasyon bozukluu verimlilii düürür. Ark Üflemesinin Nedenleri: Akım balantıya girmekten kaçar. Topraklama uygun yerden yapılmadıysa, veya topraklamaya yaklaılmısa ark üflemesi ortaya çıkar. Topraklamanın yeri deitirilmelidir. Resim 20: Ark Üflemesi (topraklama yeri yanlılıı). Akım, kalın kesiti sever. Bu nedenle kalın kesit oluturan bölüme yönlenir. parçasının kenarlarına yaklaıldıkça kesit incelir, i parçası üzerinde daha önceden atılmı kaynak dikilerinin oluturduu kalın kesitler ve i parçası ile bütünleik metal kalınlıklar kesitleri kalınlatırdıından ark (akım) buraya doru yönlenir. Bu durumda, kenardan içe doru kaynak yapmak, kalın kesitin aksi istikametine baka metal kalınlıkları geçici olarak koyup, arasında kaynak ilemini tamamlamak çözüm olabilir. Resim 21: Ark Üflemesi (kesit kalınlıı nedeni ile). Aynı i parçası üzerinde iki veya daha fazla kaynakçının aynı anda çalııyor olmaları, ark üflemesinin en çok görüldüü durumdur. Genellikle, örtülü elektrodlar ile yapılan ark kaynaklarında, kaynak makinaları kaynak yapılan noktadan uzakta kalmakta, pense kabloları mecburen uzun tutulmakta, ancak topraklama kabloları kısa tutulup çalıılan noktaya uzakta topraklama yapılma durumu ortaya çıkmaktadır. Dolayısı ile i parçasının çok geni bir bölümünde kaynak akımı döngü yapmaktadır. Arada çalıan dier kaynakçılarda da durum böyle olup akımlar birbirini etkilemekte, özellikle daha düük akım ile veya daha ince çaplı elektrod ile çalıan kaynakçılarda ark üflemesi olayı ortaya çıkmaktadır. Çözüm, her kaynakçının ark yaptıı noktaya en yakın yerden topraklamasını yapmasıdır. Ya kaynak kabloları eit uzunlukta olup, kaynakçının her iki kabloyu da taıyıp ark bölgesine götürmesi, ya da kaynak makinalarının ark bölgesine yaklatırılması gerekmektedir. Bu ikinci seçenei destekleyen teknolojik gelime ise güçlü ve verimli invertör kaynak makinalarıdır. (
16 Resim 22: Ark Üflemesi (akım düzensizlii nedeni). Zayıf balantılar (puntalar) nedeni ile iki ayrı manyetik alana sahip metal malzemeler, bu zayıf balantılar nedeni ile tek manyetik alan ortaya koyamamakta, dolayısı ile kaynak sırasında akım güçlü manyetik alana sahip metal tarafından etkilenmektedir. Kaynak öncesi bu balantılar (punta) güçlü yapılmalıdırlar. Resim 23: Ark Üflemesi (zayıf puntalama nedeni). Eksantirik, yani tam merkezde olmayan elektrod çekirdei nedeni ile, örtü bir tarafta kalın kesit verirken, dier tarafta ince kesit vermekte, bu durum ise kaynak sırasında arkın sapmasına (yan yanma) neden olmaktadır. Bu ekildeki elektrodlar ile kaynaa devam edilmez. Üretici firmaya bilgi verilmesi ve üretici firmanın kabul sınırlarının üzerindeki miktarlarda ortaya çıkıyor ise elektrodlar deitirilmelidir. Hatasız Hatalı Resim 24: Ark Üflemesi (eksantirik elektrod). Uzun kaynak kabloları kullanılıp, kaynak sırasında bunların kullanılmayan bölümünün kaynaa yakın alanlarda rulo eklinde tutulması durumunda oluan güçlü manyetik alanın yakınındaki arkı etkilemesi olasıdır. Çounlukla demir-çelik tesislerinde kullanılan ark ocaklarının yakınlarında özellikle ark ocaı faaliyetteyken kaynak yapmak neredeyse olanaksızdır. Hatta ocaın çalıması sırasında oluan manyetik alandan etkilenen çok yakınlarındaki metal malzemeler, ocak durdurulduktan sonra dahi manyetikliklerini kaybetmezler, dolayısı ile bu durumdaki parçaların kaynakları da çou zaman sıkıntı yaratmaktadır. Çözüm bu alanlarda veya bu ekilde manyetiklenmi parçaların kaynaklarında DC akım veren kaynak makinaları yerine )
17 AC akım veren kaynak makinaları ve bu akımda kullanılabilen kaynak elektrodları kullanılmalıdır. Örnein AS B 248 gibi bir bazik elektrod ile yapılması gereken i, AC akımda çalıabilen ve aynı mukavemet özelliklerini veren AS B 204 ile yapılmalıdır. Metod kaynak uygulamaları: Kaynaklı konstrüksiyonların en büyük sıkıntılarından biri de, kaynak sonrasında hedeflenen ölçülerin tutturulamaması ve çou zaman çarpılma olarak ifade edilen ekil bozukluklarıdır. Bu durum, genellikle üretim kaynaklarında pek sorun olmamaktadır. Çünkü çou imalatlarda, bu çarpılmalar önceden öngörülür ya da sorun yaandıktan sonra önlemler alınıp kaynak bir plan dahilinde uygulanır ve imalat sonunda da istenilen ölçülere ve ekle kavuulmu olur. Bu konuda, en fazla sıkıntı onarım kaynaklarında ortaya çıkmaktadır. Özellikle de yuvarlak kesitli (ekilli) kaynaklı uygulamalarda sıkıntılar çok fazla olmaktadır. Örnein, millerin kaynatılması, falan kaynakları vb. gibi. Kaynak sırasında uygulanan ısının i parçasının tümüne eit miktarda, uygun yer ve yönden daıtılması, yaanacak sıkıntıları en az düzeye çekecektir. Bunun için uygulanacak yönteme Metod Kaynak Uygulaması adı verilir. Uygulamanın gözardı edilmeyecek üç ana kuralı vardır. Bunlar; Eitlik Her seferinde yapılacak kaynak diki boyları aynı uzunlukta olmalıdır. Eer boluklar bırakılarak kaynak yapılacak ise, her kaynak boyu kendi arasında ve her bırakılan bouk uzunluu da kendi arasında eit olmalıdır. Bunu salayabilmek için ise kaynak öncesi markalama yapmak önemlidir. Karılıklılık Gerek dairesel, gerek boyuna kaynak yapılacak parçalarda, her bir kaynak uzak bölgelerde ve birbirlerinin karısına gelecek sırada atılmalıdır. Zıtlık Karılıklı olarak atılan kaynakların yönleri birbirlerine zıt yönlerde atılmalıdır. Örnek: Resim 25: Örnek metot kaynak uygulaması. 1 no lu diki saat istikameti yönünde ve ilk olarak çekilirken, tam karısında 2 no lu diki ikinci olarak, saat istikametinin tersi yönünde ve 1 no lu diki ile aynı boyda olacaktır. 3 no lu diki son atılan 2 no lu dikie uzak, dier dikiler ile eit boyda ve 2 no lu dikie göre ters olan saat istikametinde çekilmektedir. Tüm ilem bu düzende devam edecek, sonunda çarpılma ve gerilimler yok ya da en az düzeyde olacaktır. (Takip eden düzende 7 no lu ve 8 no lu dikilerde yönler açısından düzen bozulmu gibi görülmekle birlikte, 7 ve 8 nin öncesi ve sonrasındaki diki yönlerine göre hareket edilmi ve saat istikametinin tersi yön uygulanmıtır.) Burada açıklanan sistem düz veya girift (karmaık ekilli) parçalar için uygulanabilir. 2
18 ELEKTROD Kaynak ilemi sırasında; Yüksek kaynak akımının üzerinden geçmesini salayan, i parçasına bakan ucu ile kaynak arkını oluturabilen, gerektiinde kendisi de eriyerek kaynak metalinin olumasına katkı salayan kaynak malzemesine Kaynak Elektrodu denir. Elektrodların Sınıflandırılması: Erimeyen elekrodlar - Karbon elektrodlar - Tungsten elektrodlar Eriyen Elektrodlar - Örtüsüz elektrodlar (tel elektrod) Çıplak (solid) gazaltı ve tozaltı kaynak telleri Özlü teller - Örtülü elektrodlar (çubuk elektrod) Örtü tipine göre Rutil karakterli elektrodlar Bazik karakterli elektrodlar Selülozik karakterli elektrodlar Asit örtülü elektrodlar Demir tozlu elektrodlar Resim 26: Elektrodlara örnekler. Karbon Elektrodlar: Günümüzde karbon elektrodlar, daha çok karbon çeliklerden yapılan ilerde, hatalı kaynak dikilerini temizleme, kesim ve kaynak azı açma proseslerinde kullanılmaktadır. Kullanımları için çounlukla DC akım kaynak makinası ve kompresörden alınan hava balanan özel torçlar gerekmektedir. Eriyerek kaynak metali oluturmazlar, ancak yıpranma nedeni ile tükenirler. Bu nedenle erimeyen elektrodlar sınıfındadırlar. Tungsten (Wolfram) Elektrodlar: Yaygın olarak argon kaynaı olarak adlandırılan TIG (Tungsten Inert Gas) kaynak yönteminde kullanılan bu elektrodlar, 17 cm boylarında olup genelde 1,60 2,00 2,40-3,20 mm çaplarında bulunurlar. Ülkemizde kırmızı (çelik, paslanmaz çelik, bakır vb. metaller için) ve yeil (alüminyum, magnezyum vb. hafif metaller için) renk kodları ile yaygın olarak satılan tungsten elektrodlar, kaynak sırasında karbon elektrodlar gibi eriyerek kaynak metaline karımaz sadece arkı oluturma görevi yaparlar. Bunlar da bu nedenle erimeyen elektrodlar sınıfınfdaa yer almaktadırlar. 8
19 Gazaltı ve Tozaltı Tel Kaynak Elektrodları: Elektrodluk filmainden deiik çaplarda (gazaltı için: 0,80 1,00 1,20-1,60 mm gibi; tozaltı için: 2,00 2,40 3,20 4,00 mm gibi) ve kilogram bazında tel makaralara sarılmı veya bidon ambalajlarda satıı yapılan bu elektrodlar, dolu kesitlerde olup, yüzeyleri mikron ölçüsünde bakır (Cu) kaplıdırlar. Özlü Teller: Aynı gazaltı kaynak telleri gibi kilogram olarak tel veya plastik makaralarda genelde 1,20 1,60 2,40 3,20 mm çaplarında satıı yapılan bu tellerin, dıı boru eklinde ve kenetli balantılı metal olup, içi örtülü elektrodun dıındaki örtü malzemesine benzer özelliklerdeki örtü ile doludurlar. Birletirme ve dolgu kaynakları için farklı çeitleri, koruyucu gaz veya gazsız kullanılan çeitleri mevcuttur. ÖRTÜLÜ KAYNAK ELEKTRODLARI Bu elektrodlar orta bölümde metal çubuk olan Çekirdek ve dı kısımdaki Örtü olarak adlandırılan iki bölümden olumaktadırlar. Üretim süreci: Öncelikle elektrodluk filmain tel olarak tanımlanan ve 5,5 mm çapında kangal halinde hammadde olarak girii yapılan tel, souk çekme sisteminde birkaç kademeli (ör kademe vb.) sistemde çekilerek çap inceltilmesi ilemi yapılır. Burada üretilecek elektrod çapına (örnein 2,50 mm, 3,25 mm, 4,00 mm gibi) indirilen tel sistemin son noktasında istenilen boy uzunluunda kesime tabi tutularak pres arj kasalarına alınırlar. Dier bir noktada, örtüyü oluturan maddeler, üretilecek elektrodun formülüne göre kuru karıtırma ünitesinin karıtırıcısına arj edilir ve belirlenen süre kadar karıtırılır. Bu üniteden çıkan kuru karıım, ya karıtırma bölümüne alınarak su (H 2 O) ve balayıcı maddeler eklenerek yine formülünde belirlenen süre kadar karıtırılır. Üçüncü aamada, elektrod presine, çap ve boy olarak hazırlanarak özel kasalara alınan çekirdek ve ya karıtırmadan gelen örtü malzemesi gelir. Burada çekirdek fırlatma teknii ile içi ya karıtırmadan alınan örtü malzemesi ile dolu olan nozuldan geçirilir. Çekirdek üzerine nozulun sınırladıı miktarda örtüyü alarak, bant üzerine düer. Bant üzerinde ilerlemede, penseye takılacak bölüm tralanarak çıplak hale getirilir ve ark ucu da pah kırılarak düzeltilir. Aynı bant üzerinde elektrodun cinsi ile ilgili firmanın kod numarası ve genelde üretilen elektrod ile ilgili AWS (American Welding Society, örnein: E 6013 gibi) standart numarası basılır. Dördüncü aamada, ya olan elektrod tünel fırınların kademeli sıcaklıklarında yaklaık 4,5 saat hareket halinde tutularak, bünyesindeki nemin (H 2 O) büyük kısmı alınır. Tünel fırından çıkan elektrod, eer rutil, selülozik gibi bir örtüye sahip ise, yeterli kurutma tamamlanmı artık paketlemeye gidebilir demektir, ancak çıkan elektrod bazik karakterli bir örtüye sahip ise, bu elektrodlar buradan alınıp alaım cinslerine balı olarak 4-12 saat süreler ile 400 C sıcaklıındaki elektrikli fırınlarda tekrar kurutma ilemine tabi tutulup paketlemeye alınırlar. Çekirdek: Kaynak akımının iletilmesini salar, Kaynak arkının olumasını salar, Eriyerek, kaynak metalinin oluumunu salar. Örtü: Elektrod örtüsünü oluturan birçok deiik madde vardır. Bunlar üretici firmalar tarafından belirlenmi ve uluslararası satndartlara balı kalınarak (AWS= American Welding Society, EN=European Norm, TS=Türk Standartlar vb.) oluturulan formülasyonlar ile kuru ve ya karıtırma süreçleri sonucu çekirdek üzerine kaplanır. Genel olarak elektrod örtüsünü oluturan maddeleri u ekilde gruplamak mümkündür; 9
20 - Balayıcı maddeler (Algin asidi, bentonit, dekstrin vb.) - Cüruf oluturucu maddeler (Demiroksit, ferrosilisyum, ferromanganez vb.) - Örtü mukavemetini arttırıcı maddeler (Grafit, tahta unu, selüloz vb.) - Arkı stabilize eden maddeler (Demiroksit vb.) - Koruyucu gaz atmosferi meydana getiren maddeler. - Oksidasyon maddeleri. - Redüksiyon maddeleri. - Alaım oluturan maddeler (Ferrokrom, ferrosilisyum, ferromanganez, grafit vb.) Elektrod Örtüsünün Görevleri: Arkın düzgün olumasını salar, Arkın kararlı olmasını salar, Kaynak banyosunu havanın olumsuz etkilerinden oluturduu gazlar (duman) sayesinde korur. Kaynak metalinin, oluturduu cüruf sayesinde hızlı soumasını engeller. Deiik ve zor pozisyonlarda, damla geçiine olanak salar. Bünyesindeki nemdeki oksijen (O 2 ) sayesinde dikie form kazandırır. (Düük O 2 dı bükey, yüksek O 2 içbükey, orta dereceli O 2 düz görünümlü kaynak profilleri verir). Resim 27: Oksijenin kaynak profiline etkileri. (Önemli : Bu kadar önemli görevleri olan elektrod örtüsünün en büyük dümanı nemdir, yani H 2 O. Bunun dıında, örtünün çatlaması, kırılması, kavrulması vb. olumsuzluklar, yukarıda sayılan bir veya birkaç görevi yerine getirememesi, baka bir söylemle, kaynakta hata olumasına neden olacaktır.) Örtülü Elektrodlarda Genel Olarak Olması Gereken Özellikler: - Uygulama Açısından; - lk ve tekrar tututurulmaları kolay olmalı, - Kaynak aız aralıını (kök aralıı) iyi köprüleyebilmeli, - Birçok pozisyonda kaynak yapabilmeli, - Arkı düzgün ve kararlı olmalı, - Örtüsü küçük darbelere ve neme karı dayanıklı olmalı. - Ekonomik Açıdan; - Verimi ve kaynak hızı yüksek olmalı, - Sıçrama kayıpları az olmalı, - Cürufu kolay temizlenebilmeli, - Yüksek akım iddetlerine (sınırı içinde) dayanıklı olmalı. - Metalürjik Açıdan; - Yüksek mekanik özelliklere sahip olmalı, - Gözeneksiz kaynak dikii vermeli, - Fiziksel kirliliklere (pas, boya, ya vb) karı hassas olmamalı, - Örtüsü nemden en az etkilenmeli, - Sıcak ve souk çatlamalara dayanıklı olmalı. 0
21 Rutil, bazik, selülozik, asit karakterli ve demir tozlu olarak sınıflama yapılmakla birlikte, rutilselülozik karıımı gibi elektrodlar da söz konusudur. Asit örtülü elektrodlar, litaratürlerde yer almakla birlikte günümüzde neredeyse üretmleri durdurulmutur. Asit örtülü elektrodların diki görünümleri son derece düzgün olmakla birlikte, mukavemet deerleri rutil ve bazik elektrodlara nazaran oldukça düüktür. Önceleri görünümleri itibari ile düzgün diki vermeyen, ancak mukavemetleri iyi olan rutil veya bazik elektrodlar ile yapılan balantıların üstüne kapak dikii kavramı ile asit örtülü elektrodlar kullanılarak kaynak yapılırdı. Oysa ki günümüzde üretilen gerek rutil gerek bazik elektrodlar, hem mukavemet hem de görünümleri açısından üstün özelliklere sahip olduundan asit örtülü elektrodlar ile uygulama yapılmasına gerek kalmamaktadır. Demir tozlu elektrodlar ise hala bazı uzun boyutlu konstrüksiyonlarda (tersanelerde kiri kaynakları vb. gibi) verimliliklerinden dolayı kullanılmaktadır. Çünkü bu elektrodlar birim zamanda daha çok ve hızlı kaynak metali oluturmaktadırlar. Ancak gerek gazaltı, gerek tozaltı kaynak sistemlerinin daha çok kullanılır hale gelmesi ve özlü tellerin gelimesi ile çok büyük olasılıkla bu elektrodların da yakın bir tarihte üretmleri duracaktır. RUTL ÖRTÜLÜ ELEKTRODLAR Genelde St arası düük karbonlu çelikler kullanılarak yapılan, basit demir dorama ileri, basınçsız tank ve kazanlar, ferforje ileri gibi düük mukavemet beklenen ilerde kullanılan kaynak elektrodrudur. Genel özellikleri: Elektrod örtüsünün yaklaık %50 si rutil (TiO 2 ) maddesinden olumutur. Arkları son derece kararlıdır. Örtüde bir miktar (standartlar içinde) nem bulunmasından dolayı orta derecede Oksijen (O 2 ) içermektedirler. Dolayısı ile kaynak diki profilleri düzdür. Cürufunun rengi siyah olup, kolay temizlenir, hatta souma sonucu kendiliinden düer. Yüksek mukametli çelikler için kullanılmaları uygun deilidir. Düük karbonlu çelikler için uygun dahi olsa, kaynatılacak parça 20 mm den kalın veya kaynak sonrası çok hızlı soumaya neden olacak büyüklükte ise, parça ortam sıcaklıındayken rutil elektrodlar ile kaynak yapılmamalıdır. Kaynaa komu bölgelerde (ITAB) ısı etkisi ile tanelerin arası açılır ve buralara elektroddaki bir miktar nemden kaynaklanan hidrojen (H 2 ) yerleir. Normalde kaynak ilerledikçe bu bölgelerden uzaklaılır ve yava souma beklenir. Dolayısı ile havadan yaklaık 1,5 kat daha hafif olan H 2 nin de bu yava souma sürecinde, bu bölgeleri terk etmesi beklenir. Ancak kalın kesitlerde bu souma hızlı olacak (yani 200 C nin altına süratle inecek) dolayısı ile H 2 buralara sıkııp gözenek olumasına neden olacaktır. Böyle durumlarda kaynaı, ya H 2 içermeyen (bazik gibi) elektrodlar ile yapmalı, ya da i parçasının tamamı kaynak öncesi yaklaık 200 C e kadar ısıtılmalıdır. Katalog, kutu üzeri veya baka bir dökümanda aksi belirtilmedikçe, rutil elektrodlar hem AC akım kaynak makinaları (trafo), hem de DC akım kaynak makinalarında kullanılabilir. Yine aksi belirtilmediyse DC akımda, elektrod (pense) negatif (-) kutba balanmalıdır. Kullanımları kolay olan elektrodlardır. Ancak unutulmamalıldır ki, üretici firmaların, ürünleri ile ilgili önerdikleri parametreler ile çalıılması gerekir. :
22 $ +3;46+;6@-;+!!& 4 4, 4+,$ $+$; 4 4,6-- +A34 Resim 28: Rutil elektrodlar ile çalımada dikkat edilecek konular. BAZK ÖRTÜLÜ ELEKTRODLAR Yüksek mukavemet gerektiren iler, souk ortamlarda çalıacak parçaların kaynakları, basınçlı kaplar, gemi inaa sanayi gibi alanlarda kullanılan bu elektrodlar, üretim sürecinde tünel fırında kurutulmalarından sonra 400 C lik fırınlarda ayrıca kurutulmalarından dolayı nem yoktur. Bu nedenle hidrojen kontrollü elektrodlar olarak da adlandırılabilir. Kalsiyum bileiklerinden oluan bir örtüye sahiptirler. 400 C te kurutulmu bazik elektrodun H 2 içerii (normal olarak en fazla) 10 ml/100gr dır. Bu özelliinden dolayı HDROJEN KONTROLLÜ ELEKTROD olarak adlandırılırlar. Genellikle DC akım pozitif (+) kutupta kullanılırlar. Kalın örtülü olduklarından damla geçileri küçük ve orta büyüklüktedir. Dolayısı ile diki görünümleri çok düzgündür. Neme karı çok hassas olduklarından, orjinal paketlerinden çıkarılarak açıkta bekletilmi elektrodlar kurutarak kullanılmalıdırlar. Soukta kaynaa olanak verirler. Kaynak dikilerinin darbe dayanımları yüksek, sünek-gevrek geçi sıcaklıı düüktür. yi bir el becerisine sahip kaynakçıya gereksinim vardır. Çünkü kaynak sırasında ark boyu dier elektrodlara göre daha kısa tutulmalıdır. (1/2xØd) Cürufları rutil örtülü elektrodlar kadar kolay kalkmaz ve açık kahverengi bir renktedir. O 2 içerikleri düüktür (bu nedenle diki profilleri dıbükey görünümdedir.) 85 0 $ +3;46+;6@--+--;+!!!!"#& 4 4, 4+,$ $+$; 4 4,6-- +A34 Resim 29: Bazik elektrodlar ile çalımada dikkat edilecek konular. '/
23 Bazik Elektrodlar, kullanılmadan önce mutlaka kurutma ilemine tabi tutulmalıdır. Kurutma ilemi sonrası, hemen kullanılacak ürünler sahada termoslar içinde muhafaza edilerek kullanım buradan yapılmalıdır. Kurutma ilemi sonrası hemen kullanılmayacak ürünler ise, elektrod saklama sıcaklıklarında ( C gibi) ve ortamlarında muhafaza edilmelidir. Kullanım için buralardan alınan elektrodlar, yine sahaya termoslar içinde götürülüp, buradan kullanılmalıdır. Temel olarak, alaımsız çelikler için kullanılan bazik elektrodlar, dört saatten fazla atmosfere açık bırakılmılarsa, nem almı (hidrojen emmi) olarak kabul edilirler ve yeniden kurutulmaları tavsiye olunur. Bu süre alaımlı ve düük alaımlı çelikler için kullanılan bazik elektrodlar için iki saat ile sınırlıdır. SELÜLOZK ÖRTÜLÜ ELEKTRODLAR Karbon çelik bouların özellikle kök ve sıcak paso kaynaklarında kullanılan selülozik örtülü elektrodlar, ark atmosferlerindeki yüksek H 2 (hidrojen) dolayısı ile nüfuziyetleri dier elektrodlara göre %70 daha fazladır. Bu özelliklerinden dolayı, içerisinde hava bulunan boru konstrüksiyonlarında, kaynak sırasındaki bu havanın ısınması ve erimi kaynak banyosunun arka tarafından gözeneklendirmesi riskini ortadan kaldırmak için kullanılırlar. Bunun yanısıra, boru kaynaklarında daha hızlı kaynak ilemi gerçekletirebilmek için, borunun yuvarlak formundan dolayı aaıdan yukarıya kaynak yerine yukarıdan aaıya kaynak uygulaması yapılması daha dorudur. Bu tip kaynak ilemine ise selülozik örtülü elektrodlar ve bazı rutil-selülozik ya da bazik-selülozik karıımı elektrodlar uygundurlar. Örtüleri selüloz içerirler (adları da buradan gelmektedir), Diki profilleri dıbükey görünümdedirler, Yüksek alaımlı ve mukavemetli çeliklerin kaynakları için uygun deildirler, Üretici firma tarafından aksi belirtilmedikçe DC akımda kullanılırlar. Bu durumda da yine aksi belirtilmediyse pozitif (+) kutba balanırlar. Ancak bazı uygulamalarda kök pasolarda daha derin nüfuziyet için negatif (-) kutba balanması önerilmektedir. Bazik örtülü elektrodlarda olduu gibi dik açıya yakın (85 o kullanılmalıdır. ELEKTRODLARIN SAKLANMASI gibi) ilerleme açısı Kaynakta en iyi sonucun alınabilmesi, elektrodların nem içermeyen ortamlarda depolanması ve korunması ile mümkündür. Kaynak arkında rutubet bulunması kaynak kalitesini olumsuz yönde etkiler. Su, yüksek ark sıcaklıklarında Hidrojen (H 2 ) ve Oksijene (O 2 ) ayrıır. Yüksek miktardaki hidrojen kaynak metalinde poroziteye (gözenek) neden olduu gibi ana metal ile kaynak metali arasındaki geçi bölgesinde (ITAB = Isı Tesiri Altında Kalan Bölge) çatlaklara yol açabilir. Yapıdaki oksijenin varlıı da kaynak dikii için yine olumsuz etki yapar. Elektrodların saklanması sırasında aaıdaki kurallara uyulmalıdır: - Elektrodlar mümkün olduunca orijinal ve açılmamı kutularında saklanmalı, - Elektrod kutuları raf veya paletler üzerinde tutulmalı. Bu raf veya paletlerin bina duvarları ve zemine dorudan temas etmeleri önlenmeli (yaklaık santimetre uzak tutulmalı). - Depo, nem kaynaklarından uzak ve kuru olmalıdır (en fazla nem oranı %60). - Depo ısısı sabit ve 15oC nin üzerinde olmalıdır. NOT: Özellikle elektrodların hava sızdırmayan kutulara konulmaması durumunda bu dört maddeye dikkat edilmelidir. '
24 Genellikle elektrodların uygun artlarda depolanması ve ambalajları açıldıktan sonra hemen kullanılmaları yeterlidir. Ancak bütün önlemlere karın taıma ve depolama sırasında nem kapmı elektrodlar, kullanılmadan önce kurutulmalıdırlar. Deiik tip elektrodların örtülerinde farklı oranlarda nem bulunur. Elektrodların kurutulması sırasında bu duruma özellikle dikkat edilmeli ve bu ilem (kurutma) belirli kurallara uygun olarak yapılmalıdır. Örnein selülozik, rutil ve asit karakterli örtüye sahip alaımsız elektrodlar kaynak özelliklerini olumsuz yönde etkiledii için çok fazla kurutulmazlar. Bazik ve yüksek verimli rutil elektrodlarla tüm alaımlı elektrodların iyi kaynak özellikleri ve daha önemlisi hatasız kaynak dikileri salamaları için mutlaka kuru olmaları gerekmektedir. Rutil Elektrodların Kurutulması: Kurutma ilemi genelikle gerekli deildir. Ancak elektroddaki nem oranı tehlikeli seviyeye ulamı ise (üzerine yamur, kar yamı, suya dümü vb. durumlar) o C ta ½ - 2 saat arası kurutma ilemi uygulanır. Sıcaklıın düük seviyede tutulması durumunda, fırınlama süresi uzatılmalıdır. Kurutma süresince elektrodların durumunu kontrol etmek için zaman zaman kaynak denemeleri yapılmalıdır. Selülozik Elektrodların Kurutulması: Bu tip örtüye sahip elektrodlarda, örtünün büyük bir kısmı organik maddelerden olutuundan, çekirdek teli ile örtünün ısıl genleme katsayıları çok farklıdır. Örtü kalınlıı da dier örtülü elektrodlara oranla çok ince olduundan, yapılacak hatalı bir kurutma ilemi sonunda örtüde çatlaklar oluabilir ve elektrod kullanılamaz duruma gelir. Selülozik elektrodların örtülerinde kaynak sırasında enerji yutan maddelerin bulunmaması, aksine selülozun çok yüksek enerji vermesi nedeniyle, örtüdeki olası nem fazlasının kaynak özelliklerine etkisi çok azdır. Ancak yanma sırasında oluan su buharı, enerjiyi yutup arkta kesintiye neden oluyor ise, elektrodların yanma özellikleri düzelinceye kadar kurutulmaları gerekir. Bu ilem düük sıcaklıklarda (en fazla 75 o C) yapılmalıdır. Bunun dıında genellikle kurutulmayan elektrodlardır. Bazik ve Alaımlı Elektrodların Kurutulması: Bazik ve alaımlı elektrodlar uygun koullarda stoklanmılar ise çounlukla kurutma ilemi gerekli deildir. Nem kaynak sırasında problem oluturuyor ve poroziteye (gözenek) neden oluyor ise; elektrodlar o C da 2 3 saat arasında kurutma ilemine tabi tutulmalıdır. Hava sızdırmayan kutulara konulmamı veya kutudan çıkarılmı elektrodlar normal koullar alında; - alaımsız elektrodlar 4 saatten fazla, - alaımlı elektrodlar 2 saatten fazla açıkta beklemilerse kurutulmaları önerilir. Özellikle kritik kaynak ileri için, düük alaımlı elektrodlar kullanıldıında aaıdaki akı emasında kırmızı çizgi (ortadaki yol) ile gösterilen yol takip edilmeli, koruma ünitesinden alınan elektrodlar direkt olarak kullanılmamalıdır. Not: Maksimum sıcaklık aılmamalı! Ancak kurutma ünitesinin bu sıcaklıa ulamasının zaman alacaı göz önünde tutulmalıdır. Eer kurutma ünitesi souksa ve tamamen elektrod ile dolu ise; maksimum sıcaklıa ulamak, kurutma ünitesinin boyutlarına da balı olarak zaman alacaktır. Bu durum da göz ardı edilmemelidir. ''
 EN : European Norm (Avrupa Normu) TS : Türk Standatları DIN : Deutsches Institut für Normung (Alman")
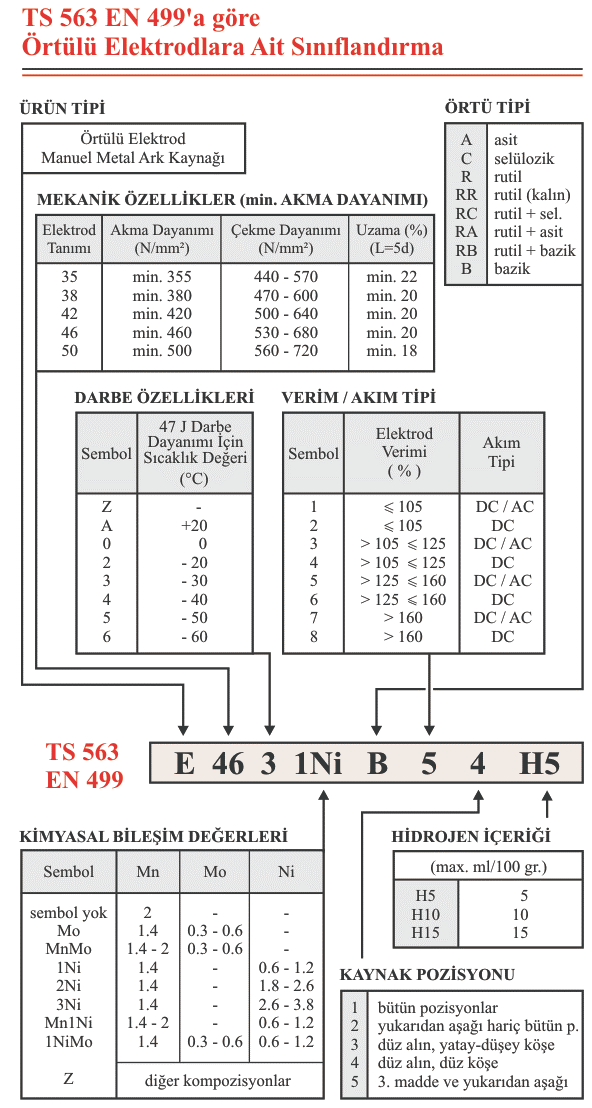
25 Resim 30: Elektrod kurutulması. Elektrodların Standarlarda Gösterilileri AWS : American Welding Society (Amerikan Kaynak Dernei) EN : European Norm (Avrupa Normu) TS : Türk Standatları DIN : Deutsches Institut für Normung (Alman Standartlar Enstitüsü) Çok geni bir literatür içeren standartlardaki gösterimlerinde kaynak elektrodları günümüzde en yaygın ekli ile AWS ve EN standartları ile ifade edilmektedirler. Bunun yanısıra ülkemizde TS standartları da kullanılmakta ancak genelikle TS nı EN ile birlikte görmekteyiz. Zaten TS EN u aynen kabul etmektedir. Bazı ürünler ve literatürlerde artık kullanılmamakla birlikte DIN standartları ile de açılımlar bulunmaktadır. '(

26 Örnek: AWS A5.1 E 6013 AWS A5.1 E 7018 AWS A5.5 E 7024 ')
27 '2
28 '8

29 Elektrik Ark Kaynaında güvenlii: KAZALARA NEDEN OLAN FAKTÖRLER TEKNK FAKTÖRLER Makina ve teçhizatın yeterli derecede koruyucu olmaması veya arızalı çalıtırılması. yi olmayan iyeri artları. NSANDAN KAYNAKLANAN FAKTÖRLER Teknik bilgi eksiklii. e uyumsuzluk. Yeteneksizlik. Ailevi sorunlar. DER FAKTÖRLER Araç ve gereçleri hatalı kullanmak. Gereksiz akalar yapmak. Tezgah koruyucularını kaldırmak veya bunları yetersiz hale sokmak. Kiisel koruyucuların kullanımını ihmal etmek. YANLI: YANLILAR ve ETKLER Yüz maskesi yok. Yüzde yanıklar, göz alınması. Kollar çıplak. Çıplak ciltte yanıklar. Yanıcı giysi giymek. Elbise nedeni ile tutuma ve yanma riskleri. Kaynak bölgesinde yanıcı madde bulunması. Yangın, patlama, zehirli gaz buharları. Yakında çalıanlarla kaynak bölgesi arasında paravan olmaması. Göz alması ve yanıklar. Yangın söndürme kovasında kum yerine su bulunması. Yangın sırasında elektrik çarpması. Ortamdan atılamayan kaynak dumanları Muhtemel zehirlenmeler, ba arısı. Topraklamanın salıksız ve tehlikeli yapılması. Elektrik çarpması, tututurma zorluu nedeni ile dikkat daılımı. Resim 31: Kötü çalıma ortamı (ematik). '9

30 DORU: Resim 32: Uygun çalıma ortamı (ematik). KAYNAKLI UYGULAMALARDA DKKAT EDLECEK GÜVENLK KONULARI Çevrende yanabilecek maddeleri gözlemle ve uzaklatır. 220 veya 380 Volt besleme kablosu izolasyonunun salam olduundan emin ol. Bota çalıma gerilimi 65 Volt tan yüksek kaynak makinalarında kaynak kablo ve penselerinin izolasyonlu olmasına, çıplak olarak pense ve topraklamaya dokunulmamasına dikkat et. Bakalarının kaynak ıınlarına maruz kalmasını engeleyici önlemleri al (pano vb). Yüksek yerlerde çalıma gerektiren durumlarda, refleksel tepki hareketlerini de düünerek emniyet kemeri tak. Kaynak ıınlarına karı, kol, boyun, el vb. çıplak vücut bçlgesini örtecek giysiler giy. Kaynakçı maskeni (tercihen ba maskesi) mutlaka kullan (punta dahi atıyor olsan da). Aır parçaların birletirme kaynaklarında yardımcı personel ve/veya uygun makina ve aparatları kullan. Çoklu çalıma ortamında kaynak ıınlarına karı kaynaa balamadan önce sesli olarak Gözlerinizi koruyunuz ikazı yap. Kaynak cüruflarını (çapaklarını) kırma sırasında kendine veya bakasına sıçramasını engeleyici ekilde kırma yap. Topraklama ucunu (asi) mutlaka kaynak yaptıın noktaya yakın tak. Kapalı ortamlarda çalıma sırasında ortamın kaynak dumanından temizlenmesini ve ortama taze hava gelmesini sala. Kaynaktan sonra sıcak bırakılacak parçalara dokunulmasını engellemek için mutlaka uyarı levhası koy. '0
31 Kaynak Iınları: Ark enerjisinin yaklaık %15 i ıık enerjisi olarak açıa çıkar. Bu ıık enerjisi aynı güne ııında olduu gibi üç tip ıından olumutur. Bunlar; ısı veren Enfraruj Iınlar, parlak ıık veren Parlak Iınlar ve yakan Ultraviole Iınlardır. Ozon Tabakası Enfraruj Iınlar (Sıcaklık verirler) Parlak Iınlar (Iık) verirler) Ultraviole Iınlar (Yakarlar) Resim 33: Güne ark ıınlarının cins itibari benzerlii. Ark kaynaklarının çeitlerine göre bu ıınların hem güçleri deimektedir (kulanılan örtü, koruyucu gaz ya da toz (tozaltı) kullanımına balı olarak). En etkili ıın TIG (argon) kaynaklarında açıa çıkmaktadır. MIG/MAG (gazaltı) kaynak yönteminde TIG kaynaklarındaki ıık gücüne yakın ıın açıa çıkmaktadır. Bu iki sistemde de kullanılması gereken kaynak maske camları eski sistem DIN standartlarında 787 numaralı cam olarak belirtilmektedir. Daha az ıının açıa çıktıı örtülü elektrod kaynaklarında ise aynı standart 777 numaralı maske camlarını önermektedir. ':
32 GAZ KORUMALI METAL ELEKTRK ARK KAYNAI (MIG / MAG): (GMAW- Gas Metal Arc Welding) Gazaltı kaynaı (MIG / MAG), kaynak için gerekli ısının, tükenen bir elektrod ile i parçası arasında oluan ark sayesinde ortaya çıktıı bir ark kaynak yöntemdir. Kaynak bölgesine sürekli ekilde beslenen (sürülen), masif haldeki tel elektrod ergiyerek tükendikçe kaynak metalini oluturur. Elektrod, kaynak banyosu, ark ve i parçasının kaynaa yakın bölgeleri, atmosferin zararlı etkilerinden kaynak torcundan gelen gaz veya karıım gazlar tarafından korunur. Gaz, kaynak bölgesini tam olarak koruyabilmelidir, aksi taktirde çok küçük bir hava girii dahi kaynak metalinde hataya neden olur. MIG / MAG Gazaltı Kaynaı MIG = Metal eriyen elektrodlu Inert (asal) koruyucu Gazlı Elektrik ark kaynaı Saf Argon yada Argon ca zengin karıım gazlar Ör.:% 97 Ar + % 3 O2 MAG =Metal eriyen elektrodlu Aktif koruyucu Gazlı Elektrik ark kaynaı Yanlız CO2 veya Dier karıım gazlar. Ör.:% 75Ar + % 25 CO2 Resim 34: MIG/MAG Teriminin açıklaması Olumlu yönleri: 1. Gazaltı kaynaı örtülü elektrod ark kaynaına göre daha hızlı bir kaynak yöntemidir. Çünkü; o Tel eklindeki kaynak elektrodu kaynak bölgesine sürekli beslendii için kaynakçı örtülü elektrod ark kaynak yönteminde olduu gibi tükenen elektrodu deitirmek için kaynaı durdurmak zorunda deildir. o Cüruf olumadıı için örtülü elektrodlardaki gibi her paso sonrası cüruf temizlii ilemi yoktur ve kaynak metalinde cüruf kalıntısı oluma riski olmadıından, daha kaliteli kaynaklar elde edilir. o Örtülü elektrod ark kaynaına göre daha düük çaplı elektrodlar kullanıldıından, aynı akım aralıında yüksek akım younluuna ve yüksek metal yıma hızına sahiptir. 2. Gazaltı kaynaı ile elde edilen kaynak metali düük hidrojen miktarına sahiptir, bu özellikle sertleme özelliine sahip çeliklerde önemlidir. 3. Gazaltı kaynaında derin nüfuziyet salanabildii için bazen küçük köe kaynakları yapmaya izin verir ve örtülü elektrod ark kaynaına göre daha düzgün bir kök penetrasyonu salar. 4. nce malzemeler çounlukla TIG kaynak yöntemi ile ilave metal kullanarak veya kullanmadan birletirilse de, gazaltı kaynaı ince malzemelerin kaynaına örtülü elektrod ark kaynaından daha iyi sonuç verir. 5. Hem yarı otomatik hem de tam otomatik kaynak sistemlerinde kullanıma çok uygundur. (/
33 Olumsuz yönleri: 1. Gazaltı kaynak ekipmanları, örtülü elektrod ark kaynaı ekipmanlarına göre göreceli olarak daha karmaık, daha pahalı ve taınması daha zordur. 2. Gazaltı kaynak torcu i parçasına yakın olması gerektii için örtülü elektrod ark kaynaı gibi ulaılması zor alanlarda kaynak yapmak kolay deildir. 3. Sertleme özellii olan çeliklerde gazaltı kaynaı ile yapılan kaynak birletirmeleri çatlamaya daha eilimlidir çünkü, örtülü elektrod ark kaynaında olduu gibi kaynak metalininin souma hızını düüren bir cüruf tabakası yoktur. 4. Gazaltı kaynaı, gaz korumasını kaynak bölgesinden uzaklatırabilecek hava akımlarına karı ek bir koruma gerektirir. Bu nedenle, örtülü elektrod ark kaynaına göre kaynak bölgesine etki edecek hava akımlarının olduu durumlarda önlem almadan kaynak yapmaya uygun deildir. 1. TIG kaynaı, sürekli bir kaynak dikii yapmak, aralıklarla kaynak yapmak ve punto kaynaı yapmak için hem elle, hem de otomatik kaynak sistemleri ile uygulanabilir. 2. Elektrod tükenmedii için ana metalin ergitilmesiyle veya ilave bir kaynak metali kullanarak kaynak yapılır. 3. Her pozisyonda kaynak yapılabilir ve özellikle ince malzemelerin kaynaına çok uygundur. 4. Kök paso kaynaklarında yüksek nüfuziyetli ve gözeneksiz kaynaklar verir. 5. Isı girdisi kaynak bölgesine konsantre olduu için i parçasında deformasyon düük olur. 6. Düzgün kaynak dikii verir ve kaynak dikiini temizlemeye gerek yoktur. Ancak unutulmaması gereken ve önemli olan konu udur : Gazaltı kaynaı manulel (el) kullanımlarında yarı mekanize bir kaynaktır. Uygun tasarlanmı sistemlerle birlikte ya da robotlara entegre edilerek robotik uygulamalarda tam mekanize olarak kullanılmaktadır. Dolayısı ile ark bölgesine bir tetik yardımı ile yönlendirilen; Koruyucu Gazın, Tel Elektrodun, Kaynak Akımının Varsa soutma amaçlı kullanılan su geli-gidilerinin salıklı gelebilmesi için ; Sistemi oluturan tüm parçalar; 1 Temiz ve bakımlı olmalı 2 Ölçüsünde olmalı 3 Yerlerine yeterince sıkı ve düzgün takılmı olmalıdır. Gazaltı kaynaklarında eriyen tel elektrod, ark bölgesine tel sürme mekanizması yolu ile itiklenerek torç paketi elemanlarından sipral içinden gönderilir. Dolayısı ile bu itikleme yolu ile göndermenin salıklı olması için torç boyunun da sınırlı olmasını kaçıılmazdır.buna göre karbon, paslanmaz veya alaımlı çeliklerin kaynakları için kullanılan masif (dolu kesitli) ve özlü teller için, torç boyu 4,5 metreyi amaması önerilir. Bu uzunluk alüminyum ve alaımlarının kaynaklarında daha kısa örnein 1,5 2 metre gibi tutulmalıdır. Ancak bu uzunluklar push-pull (itme-çekme) sistemli torç paketleri ile 12 metreye kadar uzatılabilmektedir. Resim 35: Torç tip ve boyları (
34 Gazaltı kaynak makinaları fiziki yapıları itibari ile iki tipte üretilmektedir. Bunlar; o Compact (bileik) tip kaynak makinaları o Ayrılabilir tel sürme üniteli kaynak makinalardır. Resim 36:Compact makina örnei Resim 37: Ayrı tel sürmeli makina örnei Genelde kaynak makina üreticisi ve satıcısı firmalar ayrılabilir tel sürme üniteli tip makinalarının güç ünitesi ile tel sürme ünitesi arasındaki gaz hortumu, kaynak akım kablosu, varsa su soutma gidi/dönü hortumlarının bulunduu ara paket olarak adlandırılan, kabloyu 5 metre olarak planlayıp satıa sunarlar. stee balı olarak bu ara paketin uzunluu 30 metreye kadar uzatılabilmektedir. Makina seçim ve alımlarında kullanıcılar bu sınırlarlamaları bilmeleri ve ilerine uygun türde makina seçimi yapmalılar. Gazaltı kaynak sisteminde önemli ekipmanlardan biri torçtur. Su ile veya hava (gaz) ile soutmalı torç olarak iki çeittir. Makinanın çıkı kaynak gücüne göre farklı amperlerde torçlarda mevcuttur. Torç kabzeden balayarak birkaç elemandan olumaktadır. Bunlar; kabze, torç (kuu)boynu, izalatör, daıtıcı (gaz ve kaynak akımını), kontak meme (akım borusu), gaz nozuludur. Torcun devamında, tel sürme ünitesine balantı eklemanı olan euro connectör e kadar torç paketi olarak adlandırılan ve içinde; tel siprali, kaynak akım kablosu, varsa su soutma gidi ve geli hortumlarını kapsayan bölüm bulunmaktadır. Daıtıcı Gaz Nozulu Yalıtıcı (zalatör) Torc Boynu Kabze Meme Çelik Sipral Tetik Resim 38: MIG/MAG Torcu ve parçaları ('
35 Dier çok önemli ekipman tel sürme mekanizmalarıdır. Günümüzde gazaltı kaynak makinaları iki veya dört makaralı sistem olarak pazarda bulunmaktadır. ki makaralı sistemlerde bir adet tel çapına göre seçilen tel sürme makarası, bir adet de baskı makarası bulunmakta ve tel elektrod tek noktadan ilerletilmektedir. Dört makaralı sistemlerde ise, iki adet tel çap ve cinsine göre seçilen tel sürme makarası ile iki adet baskı makarası bulunmakta, böylece tel elektrod iki noktadan temas ile ilerletilmektedir. Dört makaralı sistem doal olarak tel elektrodu daha rahat ve salıklı ilerletmekte, hatta bazı durumlarda tel elektrodda olumu olan eriliklerin de düzeltilmesine yardımcı olmaktadır. Resim 39: Tel sürme mekanizması örnei Tel sürme makaraları kullanılacak tel elektrodun çaplarına göre seçilip kullanlmalıdırlar. Yaygın ve standart olarak 0,80mm, 1,00mm, 1,20mm ve 1,60mm çaplı teller kullanılmakta ve genelde de makina üreticileri makinaları ile birlikte bu çaplı tel sürme makaralarını vermektedirler. Ancak özel çap kullanımları da mümkündür. Bu durumda makina üretici veya satıcısından kullanılacak tel elektrod çapı ve cinsine uygun tel sürme makara (ları) temin edilmelidir. Genelde karbon çeliinden imal edilerek, semantasyon ile sertletirilmi tel sürme makaraları kullanılmakla birlikte, üzeri titanyum kaplaması ile sertlik (aımaya karı dayanım) kazandırılmı tel sürme makaralarıda bulunmaktadır. Tel sürme makaraları tel elektrod çapına uygun seçilmekle birlikte, tel elektrodun cinsine göre de makara kesit formları deimektedir. Buna göre; Karbon çelii, özel alaımlı çelik, paslanmaz çelik, sert dolgu vb.malzemelerde (V) kesitli tel sürme makaraları kullanılırken, alüminyum ve alaımları türünde hafif metallerin kaynakları için tel sürme makara kesiti (U) eklinde olmalıdır. Özlü tel kullanılması durumunda ise makara kesiti yine (V) kesitli ancak tel sürme yüzeyleri tırtırlı (iz yapılm) olmalıdır. Ayrıca özlü tel kullanımlarında baskı kuvveti solid (dolu kesitli) tellere göre daha azalatılmalıdır. Aynı baskı kuvveti kullanılırsa özlü teller birleme yerlerinden açılıp içindeki örtü malzemesini dökmeye balarlar. Baskı Makarası Tel sürme Makarası V Oluklu DÜZ Tel Sevk Makarası V Oluklu Tırtırlı Tel Sevk Makarası U Oluklu Tel Sevk Makarası Resim 40: Tel sürme makara tipleri ((
36 Gazaltı kaynaının hata yapılmadan kullanılması gereken en önemli unsurlardan biri de koruyucu gaz ve bu gazı ark bölgesine ayarlanan miktarda sevk eden akı regülatörleridir. Erimi kaynak banyosu ve dolgu metalinin kirlenmesini engellemek için kaynak bölgesindeki atmosferin bir koruyucu gazla yer deitirmesi salanır. Bu kirlenme esas olarak atmosferdeki azot, oksijen ve su buharı nedeniyle olur. Azot, çelik kaynak metalinde süneklii ve darbe dayanımını azaltır ve çatlamaya neden olur. Azot ayrıca gözenee de yol açar. Oksijen çelikte mevcut olan karbonla birleerek karbon monoksidi (CO) oluturur. Bu gaz ise, katılaan kaynak banyosunda hapsolarak gözenee neden olur. Buna ek olarak, oksijen çelikteki dier elementlerle birleir ve kaynak metalinde metalik olmayan kalıntıları oluturur. Su buharındaki hidrojen, erimi çelikte çözünür ve gözenek veya bazı ana metallerde dikialtı (ITAB) çatlaı oluturur. Kaynak banyosunun kirlenmesiyle ilintili bu sorunlardan kaçınmak için, koruyucu olarak üç temel gaz kullanılır: argon, helyum ve karbon dioksit. Bazı uygulamalar için düük oranda hidrojen ve oksijen ilavesi yararlı olmaktadır. Bu üç gazdan argon ve helyum kimyasal olarak soydur/asaldır. Karbon Dioksit Karbon dioksit kimyasal olarak aktif bir gazdır. Kaynak arkı gibi youn bir ısı kaynaında, karbon monoksit ve serbest oksijene ayrıarak aktif hale geçer. Serbest oksijen kaynak banyosundaki dier elementlerle reaksiyona girer. Karbon dioksit çounlukla alaımsız karbon çeliklerin kaynaında kullanılır. Bu gazla sprey metal iletimi mümkün deildir, yani kısa-devre ve globüler (küresel) modda metal iletilir. Kolay bulunabilirlii, düük maliyeti ve kaynak performansı nedeniyle popülaritesi yüksektir. En önemli dezavantajı, sert ve sesli ark ile yüksek sıçramadır. Argon Argon, demir esaslı ve demir dıı metallerin kaynaında tek baına veya dier gazlarla birlikte kullanılır. Argon ve dier gazlarla karıımları tüm metal iletimi modlarında kullanılabilir. Böylece iyi kaynak kabiliyeti, mekanik özellikler ve ark kararlılıı elde edilir. Argon, dar bir ark kolonu ve yüksek akım younluu oluturarak, küçük bir yüzey alanında enerjiyi konsantre eder. Helyum Helyum yüksek ısı girdisi gerektiren uygulamalarda kullanılır. Kaynak metalinin yayılmasını (esas metali ıslatmasını: wetting), nüfuziyet derinliini ve ilerleme hızını artırır. Kaynak banyosunun akıkanlıı sayesinde alüminyum, magnezyum ve bakır alaımlarının kaynaında avantajlıdır. Çounlukla argonla karıtırılır. ()
37 Metal Tipi Karbon Çelii Gazaltı Ark Kaynaında Gaz Seçimi Önerilen Kalınlık letim Modu Avantajlar/Tanımlar Koruyucu Gaz Maks. 2 mm 2 mm-3.2 mm 3.2 mm den çok Maks. 2.4 mm Kısa Devre Ar+CO 2 / Ar+CO 2 +O 2 Kısa Devre Kısa Devre Kısa Devre / Küresel Ar+8-25 % CO 2 Ar+He+CO 2 CO 2 Ar % CO 2 Ar+25 % CO 2 Yeterli nüfuziyet ve distorsiyon kontrolü. Daha yüksek metal yıma hızı. En az distorsiyon ve sıçrama. Pozisyon kaynaında iyi banyo kontrolü. Yüksek kaynak hızı. yi nüfuziyet ve banyo kontrolü. Pozisyon kaynaına uygun. Yüksek akım ve yüksek hız kaynaına uygun. Kısa Devre Ar+50 % CO 2 yüksek ilerleme hızı. Pozisyon Derin nüfuziyet, düük sıçrama, kaynaı iyi. Kısa Devre + Küresel (gömülü ark) CO 2 Sprey Ar+1-8 % O 2 Sprey Ar+5-20 % CO 2 Kısa Devre Sprey letim Yüksek Akım Younluu Kısa Devre Ar+CO 2 +O 2 Ar+He+CO 2 He+Ar+CO 2 Ar+He+CO 2 +O 2 Ar+CO 2 +O 2 Ar+8-20 % CO 2 He+Ar+CO 2 Ar+CO 2 +O 2 Derin nüfuziyet ve en yüksek ilerleme hızı fakat delme riski yüksek. Yüksek akımla mekanize kaynak. yi ark kararlılıı. O 2 arttıkça daha akıkan kaynak banyosu oluur. Güzel diki görüntüsü ve esas metalle kaynama. yi banyo kontrolü. Banyo akıkan. CO 2 arttıkça esas metalin oksidasyonu ile cüruf ve tufal oluumu artar. Kararlı ark, salam kaynak metali ve artan diki genilii. Kısa devre ve sprey iletim modlarına uygun. Geni kaynak akımı aralıı ve iyi ark performansı. yi banyo kontrolu ve düzgün diki biçimi. Yüksek metal yıma hızı salar (3.5-7 kg/saat). Bu deerlere erimek için özel ekipman ve kaynak teknikleri gerekebilir. yi kaynama ve dikii görünüü. yi mekanik özellikler. Yüksek kaynak hızı. yi nüfuziyet Kısa Devre / ve banyo kontrolü. Pozisyon Ar % CO Küresel 2 kaynaına uygun. Yüksek akım ve Düük ve yüksek hız kaynaına uygun. Yüksek Ar+2 % O Sprey (Yüksek 2 Kenaryanıını (undercut) azaltır. Alaımlı Ar+5-10 % CO Akım 2 Yıma hızı daha yüksek ve yayılma Çelik Ar+CO Younluu) 2 +O 2 daha iyi. Derin nüfuziyet ve iyi Ar+He+CO 2.4 mm den 2 +O 2 mekanik özellikler. Hem ince hem de kalın malzemelerin çok Ar+2 % O 2 pozisyon kaynaında kullanılır. Ar+5 % CO Darbeli Sprey 2 Geni bir ark karakteristii ve Ar+CO 2 +O 2 yıılan metal aralıında kararlı Ar+He+CO 2 kaynak imkanı salar. yi nüfuziyet ve distorsiyon Maks. 2 mm Kısa Devre Ar+2-5 % CO 2 kontrolü. Sprey ark ile de kullanılır. Esas metale göre bazan banyo akıkanlıı azalır. He ile düük oranda CO 2 karıımıyla, bazı alaımlardaki He+7.5 % Ar+2.5 tanelerarası korozyon riskini Paslanmaz % CO Çelik, 2 yaratan C almayı en aza indirir. Kısa Devre Ar+2-5 CO Nikel, 2 He yayılmayı ve diki formunu Ar+He+CO Nikel 2 iyiletirir. % 5 ten daha fazla 2 mm den He+Ar+CO Alaımları 2 CO 2 bazı alaımlarda dikkatle çok kullanılmalıdır. Tüm pozisyonlara uygundur. Kararlı ark. Akıkan fakat Ar+1-2 % O 2 kontrol edilebilir banyo bsalar, Sprey Ar+He+CO 2 iyi kaynama ve diki formu. He+Ar+CO 2 Kalın kesitli parçalarda kenaryanıını azaltır. Paslanmaz 2 mm den Darbeli Sprey Ar+1-2 % O 2 Hem ince hem de kalın malzemelerin (2
38 Çelik çok Ar+He+CO 2 He+Ar+CO 2 Ar+CO2+H2 Bakır, Bakır- Nikel Alaımları Bakır, Bakır- Nikel Alaımları Alüminyum Magnezyum, Titanyum ve dier reaktif metaller Maks. 3.2 mm 3.2 mm den çok Maks. 12 mm. 12 mm den çok. Tüm kalınlıklar Kısa Devre Sprey Darbeli sprey Sprey, Darbeli Sprey Sprey, Darbeli Sprey Sprey Sprey He+10 % Ar He+25 % Ar Ar+He He+Ar Ar+50 % He Ar veya He Ar+He Ar He % Ar Ar+He Ar Ar % He pozisyon kaynaında kullanılır. Geni bir ark karakteristii ve yıılan metal aralıında kararlı kaynak imkanı salar. Kararlı ark, iyi banyo kontrolü, iyi yayılma. He karıımlarının yüksek ısı girdisi, kalın malzemelerdeki yüksek ısıl iletkenliin üstesinden gelir. yi yayılma ve diki formu. Pozisyonda kullanılabilir. 100 % He veya daha kalın malzeme kullanımı yayılma ve nüfuziyeti iyiletirir. Hem ince hem de kalın malzemelerin pozisyon kaynaında kullanılır. Geni bir ark karakteristii ve yıılan metal aralıında kararlı kaynak imkanı salar. En iyi metal iletimi, ark kararlılıı ve yüzey temizlii. Çok az veya sıfır sıçrama. DC + ile oksidi temizler. Yüksek ısı girdisi. Akıkan banyo, düz diki formu ve derin nüfuziyet salar. Gözenek en aza iner. Mükemmel temizleme. He oranı yüksek karıımlara göre daha kararlı ark. Daha yüksek ısı girdisi ve düük gözenek riski. Daha akıkan banyo ve iyi yayılma. Kaynaklı uygulamalarda kullanılan regülatörler iki çeit olarak karımıza çıkarlar. Bunlar; Basınç Regülatörleri (Ör: Oksijen, asetilen regülatörleri gibi) ve Akı Regülatörleri dir (Ör: Karbondioksid, argon, karıım gaz regülatörleri gibi). Basınç regülatörlerinin her iki göstergeside basınç cinsinden, akı regülatörlerinde tüp göstergesi basınç, çalıma göstergesi ise debi (lt/dak) cinsinden gösterime ayarlanmılardır. Gazaltı kaynaklarında kullanılan regülatörler akı regülatörleridir ve mutlaka kullanılan gazın cinsine uygun seçilmelidir. Pratikte çalıma debisi olarak ise tel çapının on katı ve küçük kayıpların karılanması için bu sonuca iki litre/dak. Daha gaz ilave edilerek kullanılır. Örnein, 0,80 mm çapında gaz kullanımında : (0,80 x 10) + 2 = 10 lt /dak. Gaz kullanımı ayarlanmalıdır. Tüp ventili Regülatör gövdesi Rakor Ayar kelebei Resim 41: Gaz akı regülatör ve flowmetre örnei Regülatörlerin kullanımlarında dikkat edilmesi gereken konulardan birkaçı unlardır: Öncelikle di kaptırmadan ve sızdırmazlıa dikkat edilerek tüpe rakor bölümünden özellikle ay aızlı anahtar ya da kurbacık anahtar kullanılarak balanmalı, kesinlikle boru anahtarı türünden alet ve edavat kullanılmamalıdır. Özellikle oksijen regülatörlerinde geçerli olan, bunun dıında ise bir alıkanlık ve standart davranı biçimi olarak kazanılması ve dikkat edilmesi gereken davranı ise; yalı el, (8
39 eldiven, üstübü, bez vb. ile tüp ventili açılmamalı, regülatör montajı veya sökümü apılmamalıdır. Herhangi bir nedenle (paydoslar, tüp deiimleri vb) tüp ventilini kapatılmak durumunda kalınıyorsa, mutlaka ayar kelebeinin gevetilmesi gerekmektedir. Aksi durumda ayarlı (sıkı) bırakılırsa, ventil tekrar açıldıında tüpdeki sıkıtırılmı yüksek basınçlı gaz süratle regülatörün içine dolmacak ve hassas olan ikinci bölmeye (çalıma basınçı yada debisini gösteren) ani giri yaparak bata gösterge hassasiyetini bozacak, muhtemelen diyaframın ani esnemeden dolayı yırtılmasına (patlama) neden olacaktır. Karbondioksit gazı kullanımlarında elektirikli özel imal edilmi regülatör ısıtıcıları kullanılması önerilmektedir. Karbondioksit sıkıtırılarak tüp içerisinde servise sunulur Gaz tüpde 2/3 oranında likit, 1/3 oranıda gaz eklinde bulunur. Üst kısımda bulunan gaz tüketildikçe, likit halde bulunan karbondioksid dıarıdan (tüp ve regülatör gövdesindeki) ısı alarak gaz fazına dönüür. Isıyı veren tüp gövdesi ve özellikle regülatör, ısı kaybettiinden hızlı sour ve karlanma/buzlanma balar. Dolayısı ile bir süre sonra tıkanan gaz iletim yolları nedeni ile gaz akıı zayıflar ve durur. Isıtıcı kaybedilen bu ısıyı karılamak için kullanılmalıdır. Hatta, özellikle souk ortamlarda karbondioksid bakımından yüksek oranlı karıım gazların, daha çok kalın çaplı tel elektrodlar ile youn kaynaklı imalatlarda kullanılması durumlarında da ısıtıcı kullanılması önerilebilir. Kaynak torcunun i parçasına göre konumu ve kaynak sırasındaki hareketi kaynak dikiinin biçimini etkileyen paremetrelerden bir tanesidir.bu açılar, çalıma ve hareket açılarıdır. Çalıma açısı 90 0 etrafında yapılan derece arasında sarkaç hareketidir. Hareket açısı ise dik eksenden max.30 0 derecelik (yataydan 60 0 ) ilerlemede torca kaynak dikii ekseni paralelinde verilen açıdır. Hareket açısı 30 yi amadıı sürece, ark banyosu kaynakçı tarafından kolay kontrol edilebilir. Kaynakçı kaynak banyosunu ve elektrod ucunun ergimesini rahatlıkla görebildii için dikiin kalitesi yükselir.buna karılık bu deer aıldıında nüfuziyet azalır, diki incelir, ayrıca gaz koruma emsiyesi tam olarak ark banyosunun üzerini (ergimi ve ısınmı bölgeyi) koruyamıyacaından gözenekli bir kaynak dikii olumasına neden olunur /3 Gaz CO2 2/3 Likit CO2 Resim 42: CO 2 tüpü açıklaması Max.30 0 Resim 43: Torç hareket ve çalıma açısı!!! " # KAYNAK YÖNÜ SAPLAMA KAYNAK KAYNAK YÖNÜ SÜRÜKLEME KAYNAK KAYNAK YÖNÜ DKEY KAYNAK Aralık doldurma Ark kararlılıı : Y : KÖTÜ Nüfuziyet (yanma) : DÜÜK Sıçrama : FAZLA Aralık doldurma : KÖTÜ Ark kararlılıı : Y Nüfuziyet (yanma) : DERN Sıçrama : AZ Aralık doldurma : ORTA (9 Ark kararlılıı : ORTA Nüfuziyet (yanma) : ORTA Sıçrama : ORTA
40 Resim 44: Torç ilerletme pozisyonları Torç hareketleri, çalıma pozisyonları ile iin biçim ve konumuna göre seçilir. Örnein, yatay oluk pozisyonunda yan (korni) kaynaklarında torcu testere dii gibi zig-zag hareketleri ile, yatay pozisyonda iç köe dikiinde dairesel hareket ettirmek gibi. Bu hareketlerin neredeyse tamamında mutlaka kısa duru anları söz konusudur. Metal transferi için bu son derece önemli ve uyulması gereken bir el hareketi ayrıntısıdır. Benzer ekilde, aaıdan yukarı kaynak pozisyonunda da geri adım hareketi de önemli bir harekettir. 1 kök paso LERLEME YÖNLER LERLEME YÖNLER Kısa duru noktaları Yatay oluk pozisyonunda tek paso ile kaynak Kısa duru noktaları Yatay oluk pozisyonunda çok paso ile kaynak 4 2 LERLEME YÖNLER LERLEME YÖNLER Kısa duru noktaları Kısa duru noktaları Korni pozisyonu(karıya yan kaynak) Tavan pozisyonu LERLEME YÖNLER LERLEME YÖNLER Duru noktaları Yukarıdan Aaıya Dik Kaynak Aaıdan Yukarıya Dik Kaynak Geri Adıma Dikkat! (0
41 Yatay Pozisyonda ç Köe Kaynak Resim 45: Pozisyonlar ve ilerlemede torç hareket ekilleri Gazaltı kaynaklarında metal transferi : Malzemenin ark boyunca elektrottan i parçasına geçii dört farklı tipte olabilmektedir. Kısa devreli geçi: Bu tip metal transferinde dolgu teli kaynak havuzuna temas ettiinde ark söner, gerilim düer ve akım yükselir. Bu noktada tel elektrot ucundaki erimi metal damlası kaynak havuzuna geçer. Bu sayede elektrot ile kaynak havuzu arasındaki temas kopmu olur ve ark yeniden yanarak telin ucunda yeni bir erimi metal oluuturur. Bu yöntemde düük akım ve gerilim kullanıldıından kaynak havuzu oldukça youn ve bu sebeple kontrol edilmesi daha kolay olduundan zor pozisyonlarda ve kök pasolarında tercih edilen bir geçi türüdür. Bu tip metal transferi karbondioksitçe zengin karıım gazları kullanılarak demir alaımlarının kaynaında kullanılır Gerilim ( V ) Örnek : Ø 1mm Tel ve Karıım Gaz ile Kısa devre geçi için Volt-Amper ayar alanı 20 Damla geçii KISA DEVRE ile yapılır. 0 Damla geçii yaklaık 70 damla / saniyedir Düük gerilim altında gerçekleir (16 22 V arasında) Isı girdisi düüktür ( A arasında) nce kesitlerin birletirilmesinde, zor pozisyonlarda ve büyük kök açıklıklarının kapatılmasında gerekli olan küçük ve hızlı kaynak banyoları oluturmak amacı ile kullanılır. Resim 46: Kısa devreli metal transferi Akım iddeti ( A ) ri damlacık geçii: Bu tipte damlacık boyutu tel çapının iki veya üç katına ulaır. Kullanılan akım ve gerilim deerleri kısa devreli geçie göre biraz daha yüksektir. Damlacık geçii ark boyunca oldukça düzensiz ve sıçrantılı olur. Kaynak metalinin görünümü de düzensizdir. 10 (:
42 Damlacık geçii yerçekimi etkisiyle ark boyunca gerçekletiinden yatay ve oluk pozisyonlarında kullanılır Gerilim ( V ) Örnek : Ø 1mm Tel ve Karıım Gaz ile ri Taneli geçi için Volt-Amper ayar alanı Akım iddeti ( A ) Damla geçii kaba taneli olur.yerçekimi etkisi veya Kısa devre ile gerçekleir.. Damla çapları tel elektrod çapından büyüktür. Damla geçii yaklaık 100 damla / saniyedir Yüksek gerilim altında gerçekleir (20V ile 25 V arası) 2mm den kalın saçların birletirilmesinde, oluk pozisyonunda iç köe kaynaklarında kullanılır. Torç, damlanın büyüyerek kaynak banyosuna demeden kopacak kadar uzaklıkta tutulmalı.fazla uzak tutulursa da, yetersiz ergime/nüfuziyet ve aırı diki tamaları oluabilir. Resim 47: ri damalcıklı metal transferi Spray ark geçii: Argonca zengin koruyucu gaz altında yüksek akım ve gerilim deerlerinde bu geçi elde edilir. Dolgu malzemesi çok küçük damlalar halinde ark boyunca kaynak havuzuna geçer. Damlaların büyüklükleri tel çapından çok daha küçüktür. Sıçrantı çok az ve diki görünümü çok düzgündür. Çok yüksek eritme gücünden dolayı genellikle oluk pozisyonlarında tercih edilir Gerilim ( V ) Örnek : Ø 1mm Tel ve Karıım Gaz ile Sprey geçi için Volt-Amper ayar alanı Akım iddeti ( A ) Damla geçii kısa devri olmaksızın yapılır Damla geçii yaklaık damla / saniyedir Yüksek gerilim altında gerçekleir (25V ve üstü) Akım iddeti Geçi akımı adı verilen kritik bir deerin üzerinde olmalı. Sprey ark yanlızca argon veya argonca zengin karıım gaz karıımları ile elde edilir. Yatay pozisyonlarda ve kalın saçlara uygulanır. Torç, damlanın büyüyerek kaynak banyosuna demeden kopacak kadar uzaklıkta tutulmalı.fazla uzak tutulursa da, yetersiz ergime/nüfuziyet ve aırı diki tamaları oluabilir. Resim 48: Sprey metal transferi Darbeli ark geçii: Burada iki tip akım kullanılır birincisi kısa ark denilebilecek düük amper deerlerinde malzeme ile elektrot arasında arkın sönmedii ve malzemeyi ısıtma amaçlı kullanılan akımdır. Dieri ise darbeli olarak artan amper deeri ile elektrotu ve malzemeyi eritip dolgu malzemesinin kaynak banyosuna geçmesini salar )/
43 Kaynakta, tel elektrod akım kontak borusundan (kontak meme) itibaren kaynak banyosuna kadar serbest kalır. Bu mesafeye elektriksel serbest tel boyu adı verilir. Bu ölçü, kullanılan metal transferine göre deimektedir.bu kaynaın kalitesi açısından mutlaka ayarlanması gereken kaynak parametresi, beraberinde bir baka ölçü ayarlaması da getirmektedir. Bu da, kontak memenin görünen gaz nozul aızından ne kadar içeride bırakılması gerektiini belirleyen ölçüdür. Bu ayar da elekriksel serbest tel boyu ölçüsü gibi, kullanılan t h Ø d Tel elektrod Arc KISA DEVRE ARK ÇN (MAG/ MIG) 0-3 mm Ød x 10 =...mm Kontak meme mesafesi Spral zalatör Gaz nozulu Kontak meme t h Elektiksel serbest tel boyu Görünen Tel boyu parçası KARIIK ARK SPREY ARK ÇN (MAG) ÇN (MAG/ MIG) 2-5 mm 5-8 mm Ød x 8-12 =...mm Ød x 15 =...mm Resim 49: Serbest tel boyu mesafe ölçüleri metal transfer biçimine göre belirlenmelidir. Buna göre yandaki ekilde belirtilen deerler uygundurlar. GAZALTI KAYNAINDA OLUAN HATALAR : Fiziksel hatalar : Torçlar kullanımda çok fazla eilip bükülmemeli. Unutulmamalıdır ki içinde ilerletilen tel elektrod var. Aksi durumda tel elektrod aırı sürtünme ile karı karıya kalarak, üzerindeki kaplamayı dökecek ve ark bölgesine kesiklik yaparak gelecektir. Elektriksel tüm balantılar mutlaka sıkı ve uygun kesitlerde olmalıdır. Bu konuda en çok hata yapılana nokta topraklama balantısının olduu bölümdür. En iyi sonuç (ark kararlılıına balı olarak) düzgün ve en az kayıpla dolaan kaynak akımı ile elde edilir.!!!!! Resim 50 : Torç paketi katlanmamalı Resim 51 : Elektrik balantıları düzgün olmalı )
44 Tel elektrodun makarası ve adaptörünün takıldıı yuvanın sıkılık ayarı, tel sürme ünitesi yardımı ile çekilip sürülen telin boalma hızına uygun olmalıdır. Bunun ayarı göbek civatası ile (çou sistemlerde ters dilidir) yapılmalıdır. Çok sıkı olması telin sürülmesinde aksaklıklara ve tel sürme mekanizmasının aırı zorlanarak zaman içinde arızalanmasına neden olacaktır. Gevek olması durumunda ise tel sürme mekanizması tarafından çeilme sırasında tel makarası fazla hızlı dönecek ve telin makaradan bir kaç sıra ani çözülerek daılmasına neden olacaktır. Dikkat! Ters Di Resim 52 : Tel makara/adaptör uygun sıkılıkta olmalı Tel sürme makaralarının mutlaka tel çapına ve tipine uygun seçilmesi gerekmektedir. Büyük seçilirse, baskı makarası tel sürme makarası üzerine oturacak ve telin sürülmesi için baskı olamıyacaktır. Küçük seçilmesi durumunda, baskı nedeni ile tel elektrodun yuvarlak olması gereken formu bozulacak ve özellikle kontak meme (akım borusu) bölümünde tel elektrodun, hem ilerlemesi zorlanacak, hem de salıklı kaynak akımı yüklenilmesi mümkün olamıyacaktır. Arkın bu nedenlerle kararsızlıı ise kaynak kalitesini ve uygulamasını olumsuz etkileyecektir. Dier bir dikkat edilmesi gereken konu ise baskı makarasının baskı ayarıdır. Bu ayar için, tel torç ucundan bir miktar (yaklaık cm) çıkarılarak katlayıp torç boynu ile birlikte sıkıca tutulur ve baskı makarası gevetilerek tetie basılıp telin sürülmesi salanır, eer tel kendi kuvvetini yenip torç ucundan çıkamıyorsa baskı biraz daha arttırılarak aynı test yinelenir. Bu ilem telin kendi kuvvetini yenip ilerlemeye devam ettii deer bulununcaya kadar devam ettirilip o noktada daha fazla baskı yapılmadan ayar tamamlanır. F F F a b c Resim 53 : a) Makara çapı büyük b) Makara çapı küçük c) Baskı ayarı fazla )'
45 Bazı tel sürme sistemlerinde, kılavuz (quide) tüpleri sabit mesafeli olmayıp ayarlıdır. Özellikle bu tip sistemlerde bu tüplerin tel sürme makarasına oldukça yakın ayarlanmasına dikkat edilmelidir. Aksi taktirde, tel akaradan sürülerek çıktıında bolukta fazla kalıyorsa bu noktada eilip kırılmalara ve sistemin durmasına neden olacaktır. Sipraller genelde torç boylarından yaklaık olarak cm kadar uzundurlar. Yeni sipral takıldıında bir yan keski veya kıl testere ile bu fazlalıın kesilmesi gerekmektedir. Ancak burada kesimi yaparken, torç elemanları yerine takıldıında, sipralin uzunun kontak memeye kadar ulaıyor olmasına dikkat etmek gerekir.fazla uzun olursa belki montaj sırasında sipralin esnekliinden dolayı geriye esneyerek katlanması mümkün olacaktır, ancak bu durumda içinden sürülen tel elektrod fazladan sürtünme noktalarına maruz kalıp ilerlemede sorunlar ortaya çıkartacak ve üzerindeki kaplamanın sipral içine dökülmesine neden olacaktır. Kısa olursa da yine bota kalan tel elektrodun kırılıp bükülmesi olası hale gelecektir. Kontak meme (akım borusu) mutlaka kullanılan tel elektrod çapına uygun seçilmelidir. Büyük çaplı seçilmi ya da uzun süre kullanımdan ötürü aınarak çapı büyümü bir kontak meme tel elektroda salıklı bir ekilde kaynak akımını yükleyemiyecek dolayısı ile ark karasızlık gösterecektir. Küçük çaplı kontak memelerin -ki seçim ile kullanılmaz ama uzun süreli ve yüksek akımlı çalımalarda fazla ısı etkisi ile ierek delik çapı küçülebilirkullanımında doal olarak tel elektrod sıkıarak ilerleyemiyecektir. Özellikle 1,20mm tel elektrod ile ve uzun metrajlı / süreli kaynak uygulamalarında zirkonyumlu (Zr) kontak meme kullanımları tavsiye olunmaktadır. Zirkonyum ısıya dayanımı ve sertlii nedeni ile zor aınıyor olması kesinti sorunu yaanılmadan çalıma olanaı salamaktadır. Temizlik Gazaltı ark kaynaında hem kaynatılacak i parçasının özellikle kaynak azının temizlii hem de tel elektrodun temizlii, örtülü elektrodla veya tozaltı ark kaynaındaki durumdan daha kritiktir. Örtülü elektrod kaynaklarında kullanılan elektrod örtüsü veya tozaltı kaynaında kullanılan tozdaki bileikler, erimi kaynak metalini oksit ve gazlardan arındırırlar. Bu tür bir örtü, gazaltı ark kaynaında olmadıından, gözenek oluma riski daha fazladır. Gözenek oluumu: Gözenek, kaynak metalinde hapsolmu küçük bir gaz cebidir. Kaynak dikiinin belirli bir noktası veya tüm boyunda, yüzeyinde veya içinde oluabilir. Bu süreksizlik veya hata kaynak dikiinin içinde veya yüzeyinde olsun herhangi bir kaynaklı birletirmenin yapısal bütünlüünü ciddi olarak zayıflatır. Gözenek oluumunun en temel nedeni yetersiz gaz korumasıdır ve aaıdaki yöntemlerin biri veya tamamının uygulanmasıyla kolaylıkla çözülür. Regülatör/flowmetredeki gaz debisini kontrol ediniz (yetersiz ise arttırınız) (Pratikte kullanılan tel elektrod çapının on katının iki fazlası litre / dakika cinsinden ayarlanır). Gazın fazlası türbülans nedeni ile havanın kaynak dikiine hapsolmasına neden olacaktır. Hortum ve torcu gaz kaçakları açısından test ediniz Yanlı koruyucu gaz kullanımından sakınınız. (daima ana malzeme ve kaynak teline uygun ve kaynak için üretilmi koruyucu gaz kullanınız). Kirli veya nemli koruyucu gaz kullanılmamalı, tespiti durumunda tüpler deitirilmelidir. hemen )(
46 Arkın çevresindeki aırı hava akımını yok ediniz; kaynak dıarıda yapılıyorsa, rüzgarı önlemek için uygun boyda perdeler kullanınız. Resim 54 : Az miktarda gaz kullanımı Resim 55 : Çok miktarda gaz kullanımı Resim 56 : Hava akımları Uygulamaya uygun büyüklükte gaz nozulu seçildiinden emin olunuz. Çok küçük nozul yetersiz gaz korumasına, dolayısı ile kaynak metalinde gözenek oluumuna neden olur. Resim 57 : Uygun olmayan aızlı nozul kullanımı Nozul üzerinde ve içerisinde birikmi sıçramaları temizleyiniz. Ancak sürekli olarak sadece aız kısmının temizlenmesi yetersizdir. Sıçrayan çapaklar iç kısımlarda birikerek, hem kontak meme ile nozul arasında iletkenlii salayıp kaynak akımının nozula atlamasına, dolayısı ile zamanla nozulun delinmesi ve akımın yetersizliinden dolayı da tel elektrodun erimesinde problem yaanmasına, hem de daıtıcının deliklerini tıkayarak gaz çıkıına engel olup gözenek oluumuna neden olabilir. Resim 58 : Nozul aız kirlilii Resim 59 : Nozul iç kısım kirlilii ))
47 Kirli bir i parçası da gözenee neden olabilir. Kaynaa balamadan önce, i parçası üzerindeki pas, gres, boya, ya, kaplamalar ve pislii temizleyiniz. Ana malzemedeki safsızlıklar, çelik bileimindeki fosfor ve kükürt gibi, gözenee neden olabilir. Bu durumda, (artname izin verdii takdirde) farklı kimyasal bileime sahip bir ana malzeme seçilmelidir. Ayrıca, daha temiz kaynak metali için, deoksidasyon elementlerini (Si, Mn, Al, Ti, Zr vb.) daha çok içeren telleri kullanabilirsiniz Ya, pas, boya vb. Pis tabaka Resim 60 : Kaynak azı fiziksel kirlilii Kaynak öncesi ilemler hassasiyet ve ciddiyetle yapılmalı. Kaynak aızları, ön montaj (putolama) ilemleri geliigüzel yapılmamalı. Kalın kesitli kaynak aızlarının doldurulmasında, üst dolgu pasolarına gelindikçe, kaynak genilikleri artacaktır. Bu durumda eer kaynak azı boyunca gezinerek tek seferde dolgular hedeflenirse; torç azının izin verdii genilikde gaz koruması olacak, sıcak bölgeler zaman zaman gaz koruması dıında kalıp gözenek oluacaktır. Bu gibi durumlarda geni kaynak aızları bindirme daha dar dikiler ile doldurulmalıdır. Boluk Resim 61 : Montajda hata Resim 62 : Geni ve bindirmeli kaynak dolgusu )2
48 Ark üflemesi kendine özgü sıçrama, yetersiz nüfuziyet, diki form bozukluu, kenar yanıkları hatalarını oluturduu gibi ayrıca gözenek oluumuna neden olacaktır. Kaynak yaparken, nozulla i parçası arasındaki aralıın, dier bir ifade ile serbest tel boyu ölçüsüne dikkat ediniz. Torç açısını uygun kullanınız. Çok yatık kullanımlarda koruyucu gaz ark bölgesinin yerine havaya gidecek, torcun arkasında kalan eriyik veya katılamaya yeni balayan sıcak kaynak metalinde havanın etkisi ile gözenek oluacaktır. Resim 63 : Ark üflemesi Resim 64 : Serbest tel boyu Resim 65 : Hareket açısı Kontak memenin yerine di kaptırılmadan eri takılmamasına, aynı ekilde gaz nozulunun kaçık olmamasına dikkat ediniz. Bunun için her kaynaka balamadan önce torcu kendinize doru döndürerek dairesel formdaki gaz nozulu ve kontak memenin tam ekseninde olduunu kontrol ediniz. Su soutmalı bir torç kullanıyor ve sisteminizde ciddi su eksilmesine tanık oluyorsanız. Öncelikle makina çevresini kontrol ediniz. Eer su birikintisi ve ıslaklık göremiyorsanız, mutlaka torcunuzunuzun bakımını yaptırınız. Su hidrojen ve oksijenden oluur. Yüksek ve ani ark ısısı etkisi ile bileenlerine ayrıarak özellikle hidrojen tarafından kaynak metali ve ITAB bölgesinde gözenek olumasına neden olunur. Resim 66 : Eri takılan kontak meme Resim 67 : Su kaçaı )8
49 lerleme hızını, torç hareketlerini ve en önemlisi kısa duru noktalarına dikkat ediniz. Kaynak dikiinin sonunda tetik ile arkı kestikten sonra, torcu hemen kaldırmayınız, tüm kaynak metali katılaana kadar bekleyiniz (torcun çok çabuk kaldırılması, kaynak metali katılamadan gaz korumasının yok olmasına neden olur). Yanlı veya çok fazla sıçrama önleyici sprey kullanımı (uygulama için doru ve yeterli miktarda sprey kullanınız) ve telin gaz nozulundan çok ileriye çıkarak kaynak yapılması sayılabilir (tel gaz nozulundan sonra en çok mm uzamalıdır. Bkz.:serbest tel boyu konusu). GAZ KORUMALI TUNGUSTEN ELEKTRK ARK KAYNAI (TIG): (GTAW- Gas Tungusten Electrode Arc Welding) TIG kaynaı (bazı kaynaklarda WIG wolfram inert gaz- olarak geçmektedir) kaynak için gerekli ısının, tükenmeyen bir elektrod ile i parçası arasında oluan ark sayesinde ortaya çıktıı bir ark kaynak yöntemdir. Kaynak bölgesine hiç ilave metal verilmeden sadece kaynak edilecek ana metal veya metaller eritilerek yapılabildii gibi, erimeyen tungusten elektrod ile oluturulan ark bölgesine ayrıca ilave metal tel beslenerek de kaynak metali oluturulur. Elektrod, kaynak banyosu, ark ve i parçasının kaynaa yakın bölgeleri, atmosferin zararlı etkilerinden kaynak torcundan gelen gaz (argon, helyum veya argon helyum karıımı) tarafından korunur. Gaz, kaynak bölgesini tam olarak koruyabilmelidir, aksi taktirde çok küçük bir hava girii dahi kaynak metalinde hataya neden olur. TIG : Tungusten erimeyen elektrod; Inert (asal); Gaz koruması altında kaynak yöntemi. (Kullanılan gaz çounlukla Argon gazı olmakla birlikte, özel bazı uygulamalarda Helyum veya Argon Helyum karıımı gazlarda kullanılır.) Resim 68: TIG Teriminin açıklaması )9
50 Koruyucu bir asal gaz atmosferi altında kaynak uygulaması ilk defa II.Dünya savaında uçaklarda kullanılan bazı Magnezyum alaımlı parçaların birletirilmesi ile balamıtır. Bu yöntemde kaynak edilen parça ile erimeyen elektrod (Tungusten ve/veya alaımları) arasında oluturulan bir elektrik arkı kaynak (ergime) için gerekli ısıyı salar.atmosferin kaynak bölgesine olan olumsuz etkilerine mani olabilmek için kaynak banyosu ve elektrod kaynak esnasında ve hatta kaynaktan bir müddet sonrasında da bir asal gaz akımı ile örtülür. lave kaynak teli kullanılmadan da uygulanabilen yöntem, ilave tel kullanılması durumunda çalıma ekli bakımından aynı oksi-gaz kaynak yöntemine benzemektedir. Torç Tungusten erimeyen elektrod Koruyucu gaz Ark alevi Kaynak metali Resim 69: ematik olarak TIG yöntemi lave metal (ana metal ile uyumlu) Ana metal TIG (WIG) KAYNAK YÖNTEMNN AVANTAJLARI Kaynaı kolay veya çok zor olan bütün metal ve alaımları kaynatılabilir. Asal gaz kullanılması nedeniyle dikite oksidasyon sonucu alaım elemanlarının kayıpları söz konusu deildir. Bu nedenle dayanım ve kalite bakımından mükemmel dikiler elde edilir. Dekapana gereksinim yoktur. Kaynak dikileri genellikle kaynaktan sonra olduu gibi kullanılmaktadır. lenmeleri gerekse de yumuak olduklarından ileme maliyetleri asgariye inmi olur. Çok küçük alanın ısıtılması ve ısının sürekli transferi dolayısı ile dier yöntemlere göre çarpılmalar ve gerilmeler çok daha azdır. Her pozisyonda kullanılabilir. Farklı cins metallari birbirleri ile kaynatmak mümkündür. TIG KAYNAK YÖNTEMNN ÖNEML KULLANIM ALANLARI Her çeit Alüminyum konstriksiyonlar (Mutfak takımları, süt güümleri, boru tesistları, tanklar, taıt imalatları, havai hatlar, teleferik, kabinleri, gemi ve yat imalatı vb.) Döme magnezyum parçaların kaynakları. Paslanmaz çelikler (Kimya ve Gıda sanayinde kullanılan cihazlar, buzdolabı, boru tesisatları, tıbbi aletler, ısı eanjörleri, tanklar, gaz ve buhar türbinleri, uçak sanayi, kaynatma kazanları vb.) )0
51 Dezokside edilmi bakır ve alaımları (Kimya endüstrisinde ve elektro-teknikte kullanılan bakır donanımları vb.) Sert dolgu kaynakları (Sübapların oturma yüzeyleri vb.) DKP çelik saçlar (Karoseri ileri, çok ince saçlarlar yapılan konstrüksiyonlar, uçak endüstrisi vb.) Özel iler (Transformatör saçları, çinko kaplı saçlar, nükleer santrallerin inaasında kullanılan çeitli parçaların imalatı vb.) TIG KAYNAK MAKNALARI : TIG kaynak makinaları gerçekte HF ünitesi veya kartına sahip güç üniteleridir. Dolayısı ile ark tungusten elektrod i parçasına dedirilmeden balatılır. Böylece tungusten elektrod uçu bozulmaz. Bu durumdan kaynak kalitesi de olumlu etkilenir. Bu tip makinalarda gazın açılıp kapanması da tetikten kumanda alan gaz selonoidleri ile gerçekletirilmektedir. Ancak günümüzde bazı makinalarda HF ünite veya kartı kullanılmamaktadır. Bunun yerine Lift-Arc konumu seçenei bulunmaktadır. Bu tip makinalarda kullanılacak torçlar gaz musluuna sahip torçlardır. Musluklu bu torçlarda gazın açılıp kapatılması elle kumanda edilen bir vana (musluk) ile yapılmaktadır. Çalıma biçimi ise; önce gaz musluu açılarak gazın akıı salanır, tungusten elektrod Resim 70: HF ve LIFT ARC sistemi kaynak balangıç noktasına temas ettirilir, bu durumda (temas halinde) ark balamaz. Sonrasında torç kontrollü ve yava biçimde ark boyu kadar yukarıya kaldırılır. Bu durumda ark yumuak ekilde balamı olur. Tungusten elektrod ucu bu ekilde çalımada bozulmayacaından kaynak kalitesi olumsuz etkilenmemi olur. TIG KAYNAINDA LAVE TEL HAREKET : HF ÜNTES /KARTI GÜÇ ÜNTES (Kaynak + _ TIG kaynaında kullanılan ilave tel, kaynak ilemi boyunca koruyucu gaz emsiyesinin dıına çıkarılmamalıdır. Aksi durumda ucu kızgın durumda olan tel bu hali ile hava ile teması sonucu süratle oksitlenecektir. Bu da telin tekrar kaynak banyosuna sokulması ile kaynak metaline oksidin karıtırılması ile kaynak kalitesini düürecektir. GÜÇ ÜNTES (Kaynak makinası) Lift Yukarıya doru kaldırma PARÇASI lave Metal (tel) BEKLEME ANI GD Gaz Kap (Torç) lave Metal (tel) ERGTME ANI! Koruyucu gaz emsiyesi Ark Kaynak banyosu Kaynak dikii Resim 71: lave telin kaynak sırasında hareketi ):

52 TUNGUSTEN ELEKTROD ÇETLER ve UÇ BLEME YÖNTEMLER : Ülkemizde çounlukla paslanmaz çeliklerin ve alüminyum malzemelerin kaynaklarında kullanılan TIG yönteminde, tungusten elektrodlar genelde iki çeit olarak bulunmaktadır. Bununla birlikte farklı çeitlerini de bulmak mümkündür. Bunlar kırmızı renk kodu ve yeil renk kodu ile ayırt edilmektedirler. Eer Alüminyum veya benzeri hafif metallerin kaynakları söz konusu ile kullanılması gereken tungusten elektrod YEL renk kodludur. Bunun dıında dier tüm metallerin (karbon çelikleri, paslanmaz çelikler, bakır ve alaımları vb.) kaynaklarında kullanılması gereken tungusten elektrod ise KIRMIZI renk kodludur. Bununla birlikte dünyada farklı renk kodları ile tungusten elektrodlar üretilmekte ve satıı yapılmaktadır. AWS AST M %Min. Tungusten % Toryum % Zirkonyum %Max. Dier RENK KODU ERGME DERECES ( C) EW P EWTh-1 99,5 98, ,89-1, ,5 0,5 YEL SARI EWTh-1 97,5 1,7-2, ,5 KIRMIZI 4000 EWTh-3 98,5 0,35-0, ,5 MAV 4000 EWZ r 99, ,5 KAHVERENG 3700 Resim 72: Örnek Tungusten elektrod çeitleri Kırmızı renk kodlu elektrodların bilenmesi sivri ekilde yapılması gerekirken, yeil renkli tungusten elektrodlar radüslü (küresel biçimde) bilenmelidir. Ø D h Ø D < = 3 mm ise h = 3 x Ø D küçük veya eit ise Ø D > büyükse 3 mm ise h = 2 x Ø D Resim 73: Kırmızı renkli (çelik, paslanmaz çelik, bakır vb.metaller için) tungusten elektrod bileme ölçüsü 2/
53 45 Ø D Ø d Ø d = 1/2 Ø D Resim 74: Yeil renkli (Alüminyum vb. metaller için) tungusten elektrod bileme ölçüsü Bilemede önem verilmesi gereken nokta, elektrodun bileme taına tutulması eklidir. Eer elektrod taa yan biçimde tutulursa, aınma izleri elektrod eksenine dik ekil halinde setler biçiminde oluacak, bu da elektronların akıı sırasında hem kayıpları arttıracak, hem de tungusten elektrodun gereinden fazla ısınmasına dolayısı ile çabuk tükenmesine neden olacaktır. Doru ekil, elektrod taa dik gelecek ekilde tutulmasıdır. YANLI Talama izleri Elektrod döndürme yönü DORU Resim 75: Tungusten elektrod bilenmesinde doru ve yanlı çalıma ekli TIG kaynak yönteminde alüminyum ve dier hafif metellerin kaynaklarında kullanılacak kaynak akım tipi (AC) alternatif akım olmalıdır. Bunun dıında kalan metallerin kaynaklarında ise (DC) doru akım kullanılmakta ve bu durumda torç mutlaka negatif (-) kutba balanmalıdır. 2
54 MALZEME CNS AKIM TP KUTUPLAMA ALÜMNYUM AC * MAGNEZYUM AC * PASLANMAZ ÇELK DC (-) (NEGATF) %0,3 C lu ÇELK DC (-) (NEGATF) BAKIR TTANYUM NKEL MONEL NKONEL DC DC DC DC DC (-) (NEGATF) (-) (NEGATF) (-) (NEGATF) (-) (NEGATF) (-) (NEGATF) Resim 76: Malzeme cinsine göre akım tipi ve kutuplama Alüminyum malzemelerin kaynaklarında AC akım tipi kullanılmasının nedeni, alüminyumun dı yüzeyinin çok süratle oluan bir oksit filmi ile kaplı olmasıdır. Bu oksit filmi Alümina olarak adlandırlmakta ve ergime sıcaklıı 2030 o C civarlarındadır. Alaım oranlarına göre deimekle birlikte alüminyumun ergime sıcaklıı yaklaık 659 o C dir. Dolayısı ile kaynak ilemi sırasında eer bu alümina tabakası temizlenmeden kaynaa balanacak olursa TIG dıındaki yöntemlerde zorluk ve olumsuzluklar kaçınılmazdır. Bu tabakanın temizlenmesi ve kaynaa hazır hale getirilmesi ek maliyetleri dourmaktadır. Oysa TIG yönteminde AC akım kullanılarak kaynak sırasındaki akım yönünün deiiklii sırasında oluan geçilerde alüminanın parçalama yolu ile kaldırılması dolayısı ile salıklı bir kaynaın gerçekletirlmesi olanaklılıdır. ALÜMNA (Alüminyum Oksit) AC Ergime Sıcak noktası: 2030 C + + Alüminyumun oksit tabakası akımın her frekansta (-) den (+) ya geçerken parçalanması sonucu uygun kaynak olanaı salanır. Saf Alüminyum Ergime Sıcak noktası : 659 C Resim 77: Alüminyum ve AC akım etkisi Özellikle ilaç ve gıda tesilerinin çounlukla paslanmaz çelikten yapılan boru hatlarında mutlaka kullanılan TIG yöntemi, günümüzde karbon çeliinden mamul endüstriyel tesislerin boru donanımlarında, gemilerin boru donanımlarında, doalgaz kolon ve daire / tesis içi hatlarınında gerek kök paso gerek dolgu kaynaklarında youn olarak kullanılmaktadır. Boru hatlarından geçirilen akıkan özelikle insan salıı ile direkt ilgili ise (gıda ilaç vb) kök pasoların uygulamasında, boru hattına mutlaka tampon (kök) gazı doldurulmalıdır. Bu gaz 2'

55 saf argon, azot veya argon ile azot karıımı olabilecei gibi, gaz firmalarının bu amaç ile ürettikleri kök gazı da kullanılabilir. Bu ilem yapılmadıı taktirde, kaynak boru içinde sarma veya çöküntüler eklinde ekil bozuklukları ile oluacaktır. Bu noktalara takılan akıkan kalıntılara ve çeitli bakterilerin olumasına neden olacaktır. Daha sonra hattan geçirilen akıkan da bu istenmeyen bakteriler nedeni ile bozulacaktır. Oysaki tampon gazı doldurulan hatta yapılan kaynaklarda, kaynaın arka (boru içindeki) bölümündeki yüzeyi de aynı dı yüzeydeki gibi sırt formu eklinde akıkanın kalıntı bırakmadan geçebilecei bir yüzey oluturacaktır. kaynak yönü Boru (kesit) Kayna k GR ÇIKI Tıkaç Kaıt Bant Tampon gaz Tıkaç Resim 78: Boru TIG kaynaında boru içine tampon gazı uygulaması (ematik) 2(
 679 78 00 Faks: (0262) 679 77 00 İstanbul Bölge Satış Bürosu Rauf Orbay Caddesi, Evliya Çelebi Mahallesi, Ak İş Merkezi, No: 33, İçmeler")
56 Kaynak Tekniği Sanayi ve Ticaret A.Ş. TOSB Otomotiv Yan Sanayi İhtisas Organize Sanayi Bölgesi 2. Cadde, No: 5, Şekerpınar Çayırova - KOCAELİ Tel: (0262) Faks: (0262) İstanbul Bölge Satış Bürosu Rauf Orbay Caddesi, Evliya Çelebi Mahallesi, Ak İş Merkezi, No: 33, İçmeler Tuzla - İSTANBUL Tel : (0216) Faks: (0216) Ankara Bölge Satış Bürosu Ostim Sanayi Sitesi, Ahi Evran Caddesi, No: 83, 06370, Ostim - ANKARA Tel : (0312) pbx Faks : (0312) İzmir Bölge Satış Bürosu Mersinli Mahallesi, 1. Sanayi Sitesi, Sokak, No: 25, 35120, İZMİR Tel : (0232) Faks : (0232) Adana Bölge Satış Bürosu Yeşiloba Mah Sokak, Metal San. Sit. No: 5/B, Seyhan - ADANA Tel : (0322) Faks : (0322) info@askaynak.com.tr
Resim 3 : Örtülü Elektrod arkı ile yapılan birletirme amaçlı kaynak uygulamaları
 METAL KAYNAININ TANIMI Metalik malzemeleri, ısı, basınç ya da ikisi birden kullanılarak ERGTME gerçekletirilip, çounlukla kaynak edilecek metalik malzeme ile aynı ya da çok yakın sıcaklıkta eriyebilen
METAL KAYNAININ TANIMI Metalik malzemeleri, ısı, basınç ya da ikisi birden kullanılarak ERGTME gerçekletirilip, çounlukla kaynak edilecek metalik malzeme ile aynı ya da çok yakın sıcaklıkta eriyebilen
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
GAZALTI ÖZLÜ TELLER LE MAG ORBTAL KAYNAI
 GAZALTI ÖZLÜ TELLER LE MAG ORBTAL KAYNAI En yüksek kalitede ekonomik birletirme kaynaı 1. Giri Orbit kaynaı kelimesi,latince Orbit yani yörünge (mesela bir uydunun yerküresi çevresindeki yörüngesi) kelimesinden
GAZALTI ÖZLÜ TELLER LE MAG ORBTAL KAYNAI En yüksek kalitede ekonomik birletirme kaynaı 1. Giri Orbit kaynaı kelimesi,latince Orbit yani yörünge (mesela bir uydunun yerküresi çevresindeki yörüngesi) kelimesinden
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
Kaynak Makinaları. Ayarlanabilen süresi ile Spot arc (Punta kaynağı) imkanı sunar.
 imkanı sunar.") Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
TEMEL KAYNAK EĞİTİMİ SERVİS EĞİTİM NOTLARI TEMEL KAYNAK EĞİTİMİ
 SERVİS EĞİTİM NOTLARI TEMEL KAYNAK EĞİTİMİ 2013 TEMEL ARK KAYNAK EĞİTİMİ Kaynak Kabiliyeti Çoğunlukla bir malzemenin kaynağa uygunluğunu ifade eder. Ancak parça şekli, kalınlığı, kaynak pozisyonu ve kullanılan
SERVİS EĞİTİM NOTLARI TEMEL KAYNAK EĞİTİMİ 2013 TEMEL ARK KAYNAK EĞİTİMİ Kaynak Kabiliyeti Çoğunlukla bir malzemenin kaynağa uygunluğunu ifade eder. Ancak parça şekli, kalınlığı, kaynak pozisyonu ve kullanılan
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
VE UYGULAMALARI ELEKTRİK ARK KAYNAK YÖNTEMİ PROF. DR. HÜSEYİN UZUN KAYNAK TEKNİKLERİ KAYNAK
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
XXIV NKEL VE YÜKSEK NKELL ALAIMLARIN KAYNAI
 XXIV NKEL VE YÜKSEK NKELL ALAIMLARIN KAYNAI TEMZLK Elektrodlar, kaynak çubukları ve dekapanlar standart souk çökme saç, dekape edilmi sıcak çekme levha veya souk çekme çubuk gibi, temiz malzeme üzerinde
XXIV NKEL VE YÜKSEK NKELL ALAIMLARIN KAYNAI TEMZLK Elektrodlar, kaynak çubukları ve dekapanlar standart souk çökme saç, dekape edilmi sıcak çekme levha veya souk çekme çubuk gibi, temiz malzeme üzerinde
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
KAYNAK ve KESME MAKiNELERi
 KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
Askılar, Raflar ve Konveyörler
 Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Satın Alma için Zeyilname Duyurusu 1. Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
 Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
AX5000 KONTROL PANELLER
 AX5000 KONTROL PANELLER ÜRÜN SPESFKASYONU UYGULAMA AX5000 serisi, farklı modellerde kontrol panellerinden oluur. Bazı AX5000 panelleri tek baına ya da bir haberleme aı içinde baka panellerle kullanılabilirler.
AX5000 KONTROL PANELLER ÜRÜN SPESFKASYONU UYGULAMA AX5000 serisi, farklı modellerde kontrol panellerinden oluur. Bazı AX5000 panelleri tek baına ya da bir haberleme aı içinde baka panellerle kullanılabilirler.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
KAYNAIN TANIMI VE SINIFLANDIRILMASI
 1 KAYNAIN TANIMI VE SINIFLANDIRILMASI Kaynak tekniinin geçmii 3500 yıl öncesine dayanmakta olup, insanolunun o yıllarda iki metal parçasını sıcak ya da souk halde çekiçleyip kaynak ederek birletirmeyi
1 KAYNAIN TANIMI VE SINIFLANDIRILMASI Kaynak tekniinin geçmii 3500 yıl öncesine dayanmakta olup, insanolunun o yıllarda iki metal parçasını sıcak ya da souk halde çekiçleyip kaynak ederek birletirmeyi
KAYNAK TÜKETİM MALZEMELERİ 08 / WELD
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
YAKMADA ELEKTRONK DONANIM VE EMNYET SSTEMLER
 25 YAKMADA ELEKTRONK DONANIM VE EMNYET SSTEMLER Haluk SÖZER ÖZET Emniyetli gaz yakma için kullanılması gereken elektronik donanımlar ve özellikleri ALEV KONTROL Gaz yakmada emniyet, gaz hattı kontrolünden
25 YAKMADA ELEKTRONK DONANIM VE EMNYET SSTEMLER Haluk SÖZER ÖZET Emniyetli gaz yakma için kullanılması gereken elektronik donanımlar ve özellikleri ALEV KONTROL Gaz yakmada emniyet, gaz hattı kontrolünden
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
Çıkış sinyali aktif notu
 Kanal/Daldırma Sıcaklığı Sensörü Kanal uygulamalarında sıcaklığın ölçülmesi için aktif sensör (4...20 ma). Boru uygulamaları için de geçerli olan paslanmaz çelik veya pirinç thermowell ile birlikte. NEMA
Kanal/Daldırma Sıcaklığı Sensörü Kanal uygulamalarında sıcaklığın ölçülmesi için aktif sensör (4...20 ma). Boru uygulamaları için de geçerli olan paslanmaz çelik veya pirinç thermowell ile birlikte. NEMA
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
PERSONEL BELGELENDİRME HİZMET LİSTESİ
 PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
Kaynak İşlerinde Güvenlik
 Kaynak İşlerinde Güvenlik 1 Kaynak İşleri İle İlgili Kazalar Kazanın oluş nedeni Kaza oranı Yangın ve patlama % 3 Gözde Yaralanma - Göze yabancı cisim kaçması - Kaynağın gözü alması Sıcak metal kıvılcım
Kaynak İşlerinde Güvenlik 1 Kaynak İşleri İle İlgili Kazalar Kazanın oluş nedeni Kaza oranı Yangın ve patlama % 3 Gözde Yaralanma - Göze yabancı cisim kaçması - Kaynağın gözü alması Sıcak metal kıvılcım
KAYNAK VE KESME MAKİNELERİ
 KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
Pozisyon Kontrol Sistemi Üzerine Karakteristik Yapı Çalı ması: STANBUL - 2010
 Pozisyon Kontrol Sistemi Üzerine Karakteristik Yapı Çalıması: Set Üzerinde Kullanılacak Ekipman: 1 Motor sürücü ve çıkı potansiyometresi, 1 Ayarlama amplifikatörü, 1 Türevsel amplifikatör, 1 Toplama amplifikatörü,
Pozisyon Kontrol Sistemi Üzerine Karakteristik Yapı Çalıması: Set Üzerinde Kullanılacak Ekipman: 1 Motor sürücü ve çıkı potansiyometresi, 1 Ayarlama amplifikatörü, 1 Türevsel amplifikatör, 1 Toplama amplifikatörü,
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
ALAIM ELEMENTLERNN ÇELE ETKS
 1 ALAIM ELEMENTLERNN ÇELE ETKS Ham demirin içerisinde bulunan %4 aırlıktaki karbonun çeitli yöntemlerle %2 nin altına düürülmesiyle çelikler elde edilir. Çelikler içlerinde %0.1
1 ALAIM ELEMENTLERNN ÇELE ETKS Ham demirin içerisinde bulunan %4 aırlıktaki karbonun çeitli yöntemlerle %2 nin altına düürülmesiyle çelikler elde edilir. Çelikler içlerinde %0.1
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
DEMR BAZLI SERT DOLGU MALZEMELERNN METALURJK SEÇM METALLURGICAL SELECTION OF IRON BASED HARDFACING MATERIALS
 DEMR BAZLI SERT DOLGU MALZEMELERNN METALURJK SEÇM METALLURGICAL SELECTION OF IRON BASED HARDFACING MATERIALS Met. Yük. Müh. Melike Mihran Cavcar OERLIKON Kaynak Elektrodları ve San. A.. Halkalı Cad. No:
DEMR BAZLI SERT DOLGU MALZEMELERNN METALURJK SEÇM METALLURGICAL SELECTION OF IRON BASED HARDFACING MATERIALS Met. Yük. Müh. Melike Mihran Cavcar OERLIKON Kaynak Elektrodları ve San. A.. Halkalı Cad. No:
Halil CANTÜRK İbrahim Halil NURDAĞ. Yıldız Teknik Üniversitesi Gemi İnşaatı ve Gemi Makineleri Mühendisliği Bölümü
 Halil CANTÜRK İbrahim Halil NURDAĞ Yıldız Teknik Üniversitesi Gemi İnşaatı ve Gemi Makineleri Mühendisliği Bölümü Genel olarak kaynak teknolojisinden, bina kurulmasından, cihaz onarımlarına, ağır sanayiden
Halil CANTÜRK İbrahim Halil NURDAĞ Yıldız Teknik Üniversitesi Gemi İnşaatı ve Gemi Makineleri Mühendisliği Bölümü Genel olarak kaynak teknolojisinden, bina kurulmasından, cihaz onarımlarına, ağır sanayiden
KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
HAVAİ HAT İLETKENLERİ VE HAT SABİTELERİ
 HAVAİ HAT İLETKENLERİ VE HAT SABİTELERİ Yüksek gerilim hava hatlarında kullanılan iletkenlerin hem enerji taşıması hem de mekanik yönden uygun olarak seçilmesi gerekir. İletkenlerin gerekli esnekliği sağlamak,
HAVAİ HAT İLETKENLERİ VE HAT SABİTELERİ Yüksek gerilim hava hatlarında kullanılan iletkenlerin hem enerji taşıması hem de mekanik yönden uygun olarak seçilmesi gerekir. İletkenlerin gerekli esnekliği sağlamak,
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
ÜRÜN KATALOĞU.
 ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
1 MALZEME 2 CEPHE KAPLAMASI 5 KORUMA VE BAKIM ANKRAJ 3.1 / KESME 3.2 / DELME 4.4 / UYGUN YERDE DEPOLAMA
 PANELLER 1 SI 1 / ANKRAJ / 3 / 31 / KESME 3 / DELME 41 / 4 / 44 / UYGUN YERDE DEPOLAMA 5 KORUMA VE BAKIM IVANKA paneller, zengin desen grafik ve ince beton ve sert kaba ve zengin dokulu kadar bir sahiptir
PANELLER 1 SI 1 / ANKRAJ / 3 / 31 / KESME 3 / DELME 41 / 4 / 44 / UYGUN YERDE DEPOLAMA 5 KORUMA VE BAKIM IVANKA paneller, zengin desen grafik ve ince beton ve sert kaba ve zengin dokulu kadar bir sahiptir
Tip Genel Bilgileri. Teknik Veriler. Kablo Sıcaklık Sensörü
 Teknik katalog Kablo Sıcaklık Sensörü Boru ve hava uygulamalarında sıcaklığın ölçülmesi için aktif sensör (4...20 ma). Paslanmaz çelik bir prob ve plenum kalitesinde kablo içerir Tip Genel Bilgileri Tip
Teknik katalog Kablo Sıcaklık Sensörü Boru ve hava uygulamalarında sıcaklığın ölçülmesi için aktif sensör (4...20 ma). Paslanmaz çelik bir prob ve plenum kalitesinde kablo içerir Tip Genel Bilgileri Tip
TIG/WIG GAZALTI KAYNAK YÖNTEMİ. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA