İstatistiksel Kalite Kontrol
|
|
|
- Derya Ocak
- 5 yıl önce
- İzleme sayısı:
Transkript
1 İstatistiksel Kalite Kontrol İstatistiksel kalite kontrol (İKK) metodlarının sanayide geniş çapta uygulanması ile imalatın hızlanması, firenin azaltılması, maliyetlerin düşürülmesi ve kalitenin yükseltilmesi mümkün olmuştur. Doğada ve insan etkisi ile meydana gelen tüm olaylarda değişkenlik normal ve kaçınılmaz bir sonuçtur. İmalatta en gelişmiş yöntemler uygulanarak duyarlı tezgahlarda işlenen parçalar arasında bile ölçü bakımından az veya çok mutlaka bir fark vardır. Önemli olan bu farkın ne kadarının kabul edilebilir, ne kadarının ise aşırı olduğunu belirleyebilmektir. Üretim sürecindeki değişkenlik tesadüfi nedenler ve özel nedenler olarak 2 ana gruba ayrılır. 1
2 1-Tesadüfi Faktörler (Şans Faktörleri) (Genel nedenler): Olay üzerindeki etkileri bir kurala bağlanmayan ve tamamen tesadüfi olarak ortaya çıkan faktörlerdir. İmalat koşulları (üretim tezgahının yatak boşlukları, titreşimleri, kesici takımların esnemesi), ölçüm hataları, malzemenin yapısı (işlenen malzemenin sertliğinin her noktada aynı olmaması), soğutma sıvısı kullanılıyorsa bu sıvının sıcaklık değişimleri gibi unsurları kapsamaktadır. İmalattaki bu tür değişkenlik kabul edilebilir türden olup; tamamen giderilmesi imkansızdır. Genel nedenler rastgele olmakla birlikte bunların yarattığı değişkenliklerin alt ve üst sınırları belli ve öngörülebilirdir. Torna örneğinde, torna tezgahı milimetrenin yüzdeleri seviyesindeki değişkenliklere neden olurken, taşlama tezgahı milimetrenin binde birleri seviyesinde değişkenliklere neden olmaktadır. 2
3 Genel nedenlerin azaltılması için üretim sürecinde temelli ve esaslı değişiklikler yapılması gerekir. Örneğin üretim tezgahının yenilenmesi, revizyonu veya temelinin yeniden yapılması gibi yatırım gerektiren bu değişikler yönetimin işi olarak kabul edilirler. Genel nedenler ile uğraşmak normal olarak çalışanların işi değildir. Ancak genel nedenlerin yarattığı değişkenliklerin sınırlarını bulmak ve bu sınırlar içinde kalmaya çalışmak çalışanların işidir. İstatistiksel kalite kontrol metotları kullanıldığında, kontrol diyagramları ile bu sınırlar tespit edilir ve prosesin bu limitler içinde kalmasına çalışılır. 2- Özel Faktörler: Olayların sadece bir kısmı üzerinde etkili olurlar. Varlıkları sürekli olmayıp, zaman zaman ortaya çıkarlar ve meydana getirdikleri değişme nispeten büyüktür. Makinelerde yıpranma, hammaddede değişme, ayar bozukluğu veya yeni bir işçi bu değişkenliği ortaya çıkarabilir. Bu tür değişkenliğin nedeninin araştırılarak gerekli önlemlerin alınması sonucu bu aksama ortadan kalkacak ve geriye sadece tesadüfi faktörlere bağlı ve boyutları ölçülebilen değişkenlik kalacaktır. 3
4 4
5 5
6 İstatistiksel kalite kontrol (İKK) kavramını oluşturan istatistik, en basit olarak, sayılardan sonuçlar çıkarmak, örnekler kullanarak anakütle hakkında tahminlerde bulunmak yada daha kapsamlı olarak sayısal verilerin toplanması, organize edilmesi, özetlenmesi, sunulması, tahlil edilmesi ve bu verilerden bir sonuca varılması ile ilgili olarak kullanılan ilmi metotlar topluluğu ydu. Mamul ve hizmetin kalitesini arttırmak için kalite kontrol, istatistiksel düşünceye önem verir, bu alanda belirsizliği ve düzensizliği ortadan kaldırmaya çalışır. Kontrol tablosu, örnek gözlemlerden veri toplayarak model çıkarma veya problem çözme gibi işlemlerin akıllı bir başlama noktasıdır. Kontrol tablosu, üretim sırasında hangi olayların ne sıklıkta meydana geldiğini gösteren, kullanımı ve anlaşılması basit bir formdur. 6
7 İKK ün temeli, kontrol tablolarına dayanmaktadır ve tabloların amacı; işlerin gidişatına bakarak üretim sürecinde ne tür değişikliklerin yapılması gerektiğini belirlemektir. Kontrol şemaları, arzu edilen niteliklerde ürün veya hizmet üretebilmek için sürecin istatistiksel olarak kontrol ve analiz edilmesinde kullanılmaktadır. Kontrol şemaları, bir sürecin istatistiksel yöntemlerle ekonomik ve güvenilir biçimde kontrol altında tutulmasında en etkin araçtır. Kontrol şemaları, ürünün gerçek spesifikasyonlarını, geçmiş verilere dayanarak saptanmış sınırlara göre kronolojik olarak tutan grafiklerdir. Kontrol şemaları, sürecin ne derece iyi işlediğini gösterir. Bir sürecin istatistiksel olarak kontrol altında olması, değişkenliğin kaynağının yalnızca genel nedenlere dayanması anlamına 7 gelir.
8 Kontrol limitlerinin dışındaki noktalar özel sebep belirticileridir; süreçte kalite sorunu olduğu ve önlem alınması gerektiği, aksi halde hatalı üretim yapılacağını ikaz etmektedir. Kontrol limitleri süreçteki genel sebeplerden doğan değişimin sınırlarıdır ve formül yardımıyla hesaplanmaktadır. Kontrol Şemaları problemin var olduğunu gösterir, problemin nedenini göstermez. Süreçteki durumun sürekli izlenmesi olarak tanımlanabilen bu şemalarda başlıca üç adet çizgi vardır. Bunlar; ortalama değer, üst ve alt kontrol limit çizgileridir. 8
9 İKK nın Kalite Kontrolden (KK) farkı; tüm ürünlerin tek tek kontrol edilmesi yerine, tüm ürünlerin kontrol edilmesinin çok zor ve maliyetli olduğu yığın üretimlerin kalite kontrollerini yaparken istatistik biliminden yararlanmasıdır. İstatistiksel Kalite Kontrol; ana kütleyi oluşturan ürünlerden belli usuller ile örnek alınması ve bu örneklerin kontrolleri sonucu üretilen mamullerin tamamının istenilen standartlarda olup olmadığının belirlenmesidir. İKK de en önemli konu; alınan örneklerin ana kütlenin bir bölümünü değil tamamını temsil etmesinin sağlanabilmesidir. Alınan örneklerin doğru, güvenilir, ekonomik ve karar vermeyi hızlandırıcı nitelikte olmasına özen gösterilmelidir. Bu özellikleri taşıyan bir örneklemenin gerçekleştirilebilmesi için; rasyonel, tesadüfi, kademeli, tek, çift, çok katlı örnek alma gibi farklı örnekleme sistemleri kullanılır. 9
10 İstatistiksel Kalite Kontrol ne için kullanılır? Kalite gelişimini arttırmak Üretim maliyetini azaltmak Müşteri memnuniyetini arttırmak Ürün taleplerini geliştirmek ve belirlenen limitleri arttırmak Verimi arttırmak 10
11 Geleneksel kalite kontrole göre; Ürün karakteristiklerinin şartnameler veya toleranslar ile karşılaştırarak yapılan muayenesinde, hata ve ıskartaların meydana gelmesi önlenemez. Bu durum % 100 muayenede dahi geçerlidir. Geleneksel kalite kontrol uygulamasına göre; Ürün önce üretilir, imalatı biten ürün sonra bir muayene elemanı tarafından şartname şartlarını karşılayıp karşılamadığını anlamak bakımından muayene edilir. Muayene sonucunda söz konusu şartları karşılamayan ıskarta ürün (hatalı ürün) yeniden işlenmek ve/veya düzeltilmek amacı ile imalata geri gönderilir veya hurdaya ayrılır. Eğer önemli oranda hatalı ürün üretiliyorsa sorunun giderilmesi amacı ile üretim süreci üzerinde çalışılarak gerekli ayarlamalar ve düzeltmeler yapılır. Geleneksel kalite kontrol iyi uygulanırsa ürünün yeterli bir kaliteye sahip olması sağlanabilir. Ancak maliyeti yüksek ve verimsizdir. 11
12 Bunun en önemli nedeni ise kalite bozukluğunun ortaya çıkarılabilmesi için ürünün imal edilmesini beklemek zorunda olmak ve bitmiş ürüne yapılan yatırımdır. Yani geleneksel kalite kontrol kaçınılmaz yeniden işlemeler ve ıskartalar dolayısı ile kalitesizlik maliyetleri yüksek olan bir sistemdir. İstatistiksel kalite kontrol, üretim sürecinin belli aşamalarına uygulanır. Bu şekilde kalite, üretim sürecinin her aşamasında inşa edilmiş olur. İstatistiksel kalite kontrol ve örnekleme ile kalite kontrol gibi teknikler sanayi devriminin ilk yıllarında kullanılmaya ve geliştirilmeye başlanmıştır. Sanayide birbirine benzer karakteristiklere sahip ürünler büyük miktarlarda üretilmektedir. Bunlardan bazı istatistik sonuçlar çıkarmak oldukça kolaydır. Süreç (proses), sürekli bir işlem veya işlemler dizisidir. İmalat, sanayide tarif edilebilir bir malzemenin tarif edilebilir bir ürüne dönüşmesini sağlayan bir veya birden fazla faaliyeti içerir. Örnek vermek gerekirse malzeme bir metal, bir sıvı, bir gaz veya bir veri olabilir. Ürün ise mekanik bir aksam, başka bir malzeme veya bir veri olabilir. Söz konusu faaliyet ise tornalama, delme gibi mekanik bir işlem veya rapor yazma faaliyeti olabilir. 12
13 GELENEKSEL KALİTE SAĞLAMA YÖNTEMLERİ ÜRETİM SÜRECİ ÜRÜN SÜRECİ AYARLA SPESİFİKASYONU KARŞILIYOR MU? H ISKARTA VEYA YENİDEN İŞLEME E MÜŞTERİYE 13
14 Bir süreci etkiyen nedenler genel olarak:. İnsan (işçi, operatör, mühendis ve yönetici gibi personel). Ekipman (makine ve teçhizat ile bağlantı teçhizatları). Malzeme (ham malzeme ve yardımcı malzemeler). Enerji (elektrik, hava ve su enerjileri). Metot (üretim yöntemi). Çevre (çevrenin sıcaklığı, rutubeti, temizliği vs.) olarak sıralanabilir. Bunlardan herhangi birinin değişmesi, sürecin değişmesi anlamına gelir. Ancak genel olarak operatörün değişmesi, malzeme partilerinde meydana gelen küçük değişimler ve çevredeki doğal değişimler sürecin değişmesi olarak değerlendirilmez. Kalitenin iyi olması için süreç ürünlerinin önceden kararlaştırılmış olan standartta ve beklentilere uygun olması şarttır. Geleneksel kalite kontrol niyet edilen kalitenin sadece bu şartına göre tasarlanmıştır. İstatistiksel kalite kontrol ise ürünlerin birbirleri ile tutarlı ve uyumlu olması şartını hesaba katar. Eğer süreç yetersiz ise kalite toleranslarını tam olarak karşılamak mümkün olmayabilir. Ancak İstatistik Kalite Kontrol uygulanan bir süreç stabil ise ürünler birbirleri ile uyumlu ve tutarlıdır. Aslında mükemmel bir uyum ve tutarlılık asla sağlanamaz. Bütün süreçler üretimlerinde değişkenliklere neden olan bozulmalara konu olurlar. Bunlar daha önce açıklanan tesadüfi ve 14 özel faktörlerdir.

15 İstatistiksel kalite kontrol ilk uygulandığında özel nedenler varsa tespit edilerek giderilmeli ve süreç ön görülebilir duruma getirilmelidir. Bu duruma getirilmiş bir süreç «istatistik kontrol altında» veya «stabil» olarak tanımlamaktadır. Bir sürecin istatistik kontrol altında olup, olmadığı kontrol çizelgeleri (diyagramları, grafikleri) ile tespit edilebilir. Üretimden belirli ve eşit zaman aralıklarında alınan örneklerden elde edilen ölçüm değerlerinin zaman içerisindeki değişimlerinin gösterildiği grafiklere kontrol grafikleri denir. Bir kontrol grafiği esas olarak üç çizgi ihtiva eder. Bunlar: Orta Çizgi, Üst Kontrol Sınırı ve Alt Kontrol Sınırı dır. Kontrol grafikleri; ölçülebilen karakteristikler (değişkenler) (çap, uzunluk, ağırlık, sertlik, oktan sayısı, devir/dakika vs. gibi bir ölçü aleti ile veya laboratuar analizi ile ölçülmesi mümkün olan özelliklerdir) için ve sayılabilen veya niteliksel karakteristikler (özellikler) (ürünlerin iyi/kötü, geçer/geçmez olarak ayrıldığı veya hatalarının sayılarak bunların istatistiklerinin yapıldığı durumlar) için kontrol çizelgeleri olarak 2 grupta incelenir. 15
16 KONTROL DİYAGRAMLARI (KD) Kontrol diyagramları değişkenler ve özellikler için 2 grupta incelenir: -Değişkenler için KD nda amaç (çap, uzunluk, ağırlık, hız, aşınma miktarı v.s gibi) ölçülebilir değişkenlerle bunlara ait X, R, σ x değerlerinin kontrol altında olup olmadığını, -Özelliklerle ilgili KD nda ise amaç imalattaki kusurlu oranının (p) veya kusur sayısının (c) kabul edilebilir sınırlar içinde olup olmadığını belirlemektir. Kabul Dışı Üst Kontrol Sınırı (ÜKS) X, R, σ p, c Orta Çizgi (D.Ç) Dağılımın Ortalaması 16 Alt Kontrol Sınırı (AKS)

17 KD incelenir eğer kalite tatmin edici değilse standardın altındaki parçalar, tekrar üretime gönderilir ya daha ucuza satılır ya da hurda olarak ayrılır. 17
 Proses kontrol altında değil (noktalar kontrol limitlerine çok yakın) Proses kontrol altında değil (noktalar kontrol limitleri dışında) Proses kontrol")
18 X/R İstatistiksel Proses Yönlendirme Kartı Değerlendirme Örnekleri Proses kontrol altında Proses kontrol altında değil (noktalar ortalamaya çok yakın) Proses kontrol altında değil (ortalama üstünde ve altında yediden fazla peşpeşe noktalar) Proses kontrol altında değil (noktalar kontrol limitlerine çok yakın) Proses kontrol altında değil (noktalar kontrol limitleri dışında) Proses kontrol altında değil (yediden fazla peşpeşe yükselen noktalar) 18
19 Kontrol diyagramları (KD) üretim sürecinin zamana göre bir kalite fotoğrafını verir. Yatay eksende daima saat, vardiya veya gün olarak zaman gösterilir. Düşey eksende ise ya ölçü değeri ya da hata oranı, hatalı sayısı gibi niteliksel özellikler belirtilir. 1 - Değişkenlerle ilgili Kontrol Diyagramları: Bu tür diyagramlar yardımı ile üretim süreci ile ilgili olarak hesaplanabilecek ortalamalardaki ( X ), değişim aralığındaki ( R ) veya standart sapmadaki ( σ ) değişkenliğin kabul edilebilir düzeyde olup olmadığı araştırılır. Hesaplama kolaylığından ötürü R grafikleri daha yaygın olarak kullanılmaktadır. X Kontrol Diyagramları: Ortalamalarla ilgili kontrol diyagramı sürekli değişkenlik gösteren yani ölçülebilen örneklerin ortalamalarında meydana gelen değişmeleri izlemede kullanılmaktadır. Değişkenin cinsi ne olursa olsun bir KD nın oluşturulmasında daima 3 temel değerin hesaplanması gerekir: DÇ (Dağılım Çizgisi, X X ), ÜKS ve AKS 19

20 X-ort. ve R grafiklerinde kontrol sınırları standartların belli olması ve olmaması durumlarına göre ayrı ayrı belirlenir. 20
21 X X 1 X 2 X3... n X n Örnek ortalamasının ortalaması ( X ) X X1 X 2 X3 m... X m ÜKS X A R 2 X D. Ç. M. Ç. AKS X A R 2 21
22 ÜKS Merkez Çizgisi AKS Örnek Sayısı x ortalama kontrol şeması 22
23 ÜKL ÜKL ÜKL AKL Süreç kararlı değil! AKL Süreç kararlı yapıda! AKL Sürece daha fazla iyileştirme uygulanmış! 23
24 Kontrol diyagramının analiz edilmesi; diyagramı oluşturan noktaların yorumunda anormallik olarak kabul edilen bazı kurallara bağlıdır. 1. Kontrol çizelgesinde alt ve üst kontrol limitleri dışında bir veya daha fazla nokta olması kuralı. Böyle bir veya daha fazla nokta sürecin özel nedenlerden etkilendiğinin en açık göstergesi olarak kabul edilir. 2. Kontrol çizelgesi üzerindeki tüm noktaların yaklaşık üçte ikisinin limitler arasındaki açıklığın ortadaki üçte birlik bölüme dağılması kuralı (Bu kural dağılım eğrisinin ekseninden itibaren simetrik olarak bir standart sapma mesafede ürünlerin %34 ünün yani toplamda %68 nin bulunması gerektiğinden çıkarılmıştır). 3. Ardı ardına yedi noktanın aşağı veya yukarı doğru bir meyil izlemesi kuralı (Bu durum da süreç ortalamasında veya değişkenliğinde önemli kaymanın olduğunu belirtir). 4. Kontrol diyagramındaki noktalar kontrol limitlerine yakın ise proses kontrol dışıdır. 24
25 Genel kurallar: 1.Eğer bir nokta 3-sigma kontrol sınırları dışındaysa, 2.Üç ardışık noktadan ikisi 2-sigma kontrol sınırları dışındaysa, 3.Beş ardışık noktadan dördü 1-sigma kontrol sınırlarının dışındaysa, 4.Eğer sekiz ardışık nokta merkez çizgisinin yalnızca bir tarafında ise, 5.Eğer altı nokta muntazam bir şekilde artıyor veya azalıyorsa 6.Onbeş nokta bölge C de bir dizi halinde ise (merkez çizgisinin altı ve üstü) 7.Ondört nokta dalgalı bir şekilde yukarı ve aşağıya doğru ise 8.Sekiz noktadan oluşan bir dizide bu noktalardan hiçbiri bölge C de değilse 9.Verilerde normal dışı veya rassal olmayan bir örnek varsa 10. Bir veya daha fazla nokta uyarı veya kontrol sınırlarına yakınsa 25
26 26
27 ÜKS Bölge A Bölge B Bölge C Bölge C Merkez çizgisi Bölge B Bölge A AKS Örnek Sayısı Şekil. son 4 noktanın 3. kuralı bozduğu gösterilmiştir. 3. Kural. Beş ardışık noktadan dördü 1-sigma kontrol sınırlarının dışındaysa 27
28 28
29 Ardışık 7 değerin artan ve azalan yönde değer alması 29
30 7 ardışık nokta merkez çizgisinin yalnızca bir tarafında ise 30
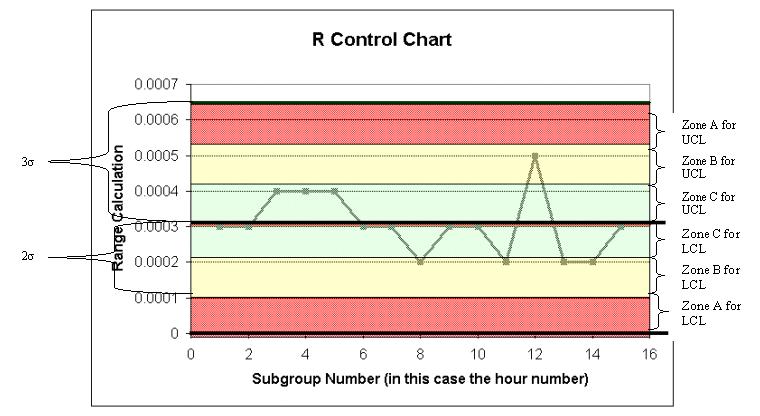
31 1.2. R- Kontrol Diyagramları: R diyagramları örneklere ait değişim aralığındaki değişkenliği izlemek amacıyla kullanılmakta olup; kalitedeki dağılmanın araştırılmasında en yaygın olarak başvurulan araçtır. R R 1 R 2 R3... n R n merkezçizgi ÜKS=D 4. R AKS=D 3. R 31
32 Örnek: 32
33 33
34 34
35 35
36 Örnek: 36
37 37
38 38
 Anakütle ortalaması ve standart sapması bilinmemektedir (standartlar belli değil). Örneklere ait ortalama ve açıklık (R) değerleri tablodaki gibidir.")
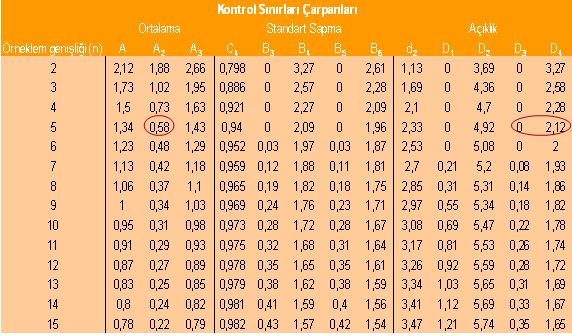
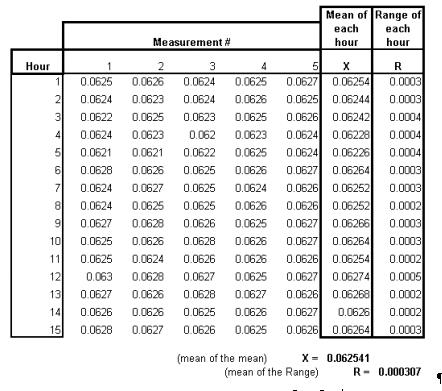
39 Örnek: Bir üretim prosesinden çeşitli zaman aralıklarında rastgele olarak 5 er birimlik 20 örnek alınmıştır. (n=5, k=20) Anakütle ortalaması ve standart sapması bilinmemektedir (standartlar belli değil). Örneklere ait ortalama ve açıklık (R) değerleri tablodaki gibidir. Ortalamaya ve değişim aralığına bağlı kontrol grafiklerini çiziniz. 39
40 40
41 41
42 Örnek: 42

43 43
44 44
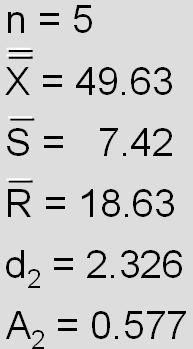
45 Örnek: Bir rulman imalat sürecinden 20 saat süresince her saat 4 adet örnek alınıyor ve çap ölçümleri yapılıyor. Tabloda verilen değerleri kullanarak X-R çizelgesini hazırlayarak süreci analiz ediniz. 45
46 46
47 47
48 48
49 1.3. X-ort. ve S- Kontrol Grafikleri: Üretimden alınan örneklerin büyüklükleri 10 veya daha fazla (n 10) olduğunda R grafiği yerine S grafiği kullanılır. n 10 durumunda R nin etkinliği, dolayısıyla güvenilirliği azaldığından dağılım ölçüsü olarak standart sapma tercih edilir. X-ort. ve S grafikleri için de standartların belli olması ve olmaması durumu söz konusudur. 49
50 50
 Örneklerin alındığı anakütlenin ortalamasının 54 ve standart sapmasının 2 olduğu bilinmektedir (standartlar belli: µ=54, σ=2).")
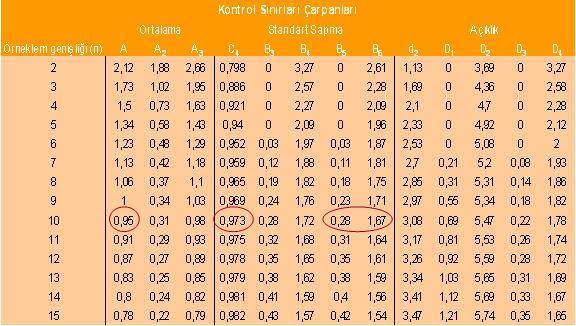
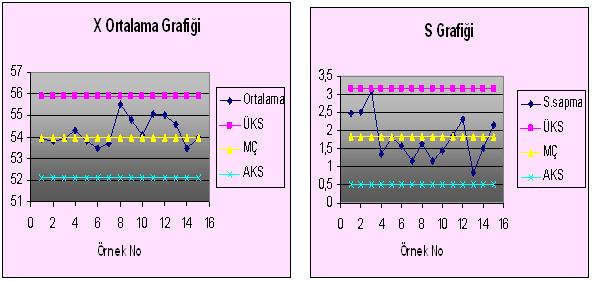
51 Örnek: Bir üretim prosesinden 10 ar birimlik 15 örnek şansa bağlı olarak alınmıştır. (n=10, k=15) Örneklerin alındığı anakütlenin ortalamasının 54 ve standart sapmasının 2 olduğu bilinmektedir (standartlar belli: µ=54, σ=2). Örneklere ait ortalama ve standart sapma değerleri tablodaki gibidir. Kontrol grafiklerini çiziniz? 51
52 52
53 53
54 54
55 Ödev: 55

56 Ödev: 30 adet numuneye ait ortalama ve değişim aralığı değerleri verilmiştir. Kontrol çizelgelerini çizerek üretim sürecini analiz ediniz. 56
57 57

58 2. Özellikler için Kontrol Diyagramları
59 Değişimleri sayısal olarak ölçülemeyen kalite seviyelerine geçer-geçmez, mat-parlak gibi yorumlar getirebilen yerlerde kullanılmaktadır. Buralarda ya kusurlu parça sayısı ya da bir parçadaki kusur sayılarının analizi yapılır. Örneğin sağlam-defolu ayrımı, boyada toz durumu gibi teslim edilen parçaların kaçının kusurlu olduğunun analizinde bu tip çizelgeler kullanılır. Burada herhangi bir ölçüm aletiyle kusurları ölçemeyiz, duyu organlarımızla ayırt edebileceğimiz niteliksel kusurlar vardır. 59
60 p grafiklerinde, oran söz konusu olduğu için, üretim sürecinden daha büyük hacimli örnekler alınmalıdır. Kriter olarak; np>1 olacak şekilde n in tespit edilmesi tavsiye edilir. Örneğin, kusurlu oranı p=0.05 ise np>1 durumunun sağlanması için n>20 olmasına dikkat edilmelidir. Birinci örnekteki kusurlu sayısı x 1, ikinci örnekteki x 2,.., k inci örnekteki kusurlu sayısı x k olmak üzere bu örneklerdeki kusurlu oranları; 60
61 3 p 3 Orta çizgiden yani standart hata uzaklıklarda ise üst ve alt kontrol sınırları bulunacaktır. ÜKS AKS p 3 p 3 p(1 n p(1 n p) p) p p( 1 n p) 2.2. Kusur Sayısı (c) için Kontrol Grafiği: Özellikler için KD ları; bir örnek veya birim başına kusur sayısının kontrol altında olup olmadığının araştırılmasında kullanılır. Bu doğrultuda belirli bir birim (örn, 1m 2 ) örnek olarak alınarak kumaş, levha, kablo v.s üzerindeki kusur sayısı belirlenerek KD noktalar halinde işlenir. k sayıda örneğe ait ortalama kusur sayısı ( c ) 61
62 c grafiklerinde üretilen birimlerin kalite kontrolünde, her bir örnekte rastlanan toplam kusur sayıları esas alınır. Örnek, tek bir parça ürün ya da parçanın bir kısmı olabilir. k; alt grup sayısı olmak üzere her bir alt grupta n=1 olma durumu söz konusudur. c c k i c c, c 3 c AKS c 3 c ÜKS c 3 c Deneysel olarak elde edilen KD güvenilir sonuçlar verebilmesi için en az 20 adet c i değerinin ortalamasının kullanılması gerekir. 62
 Anakütlenin kusurlu oranı bilinmemektedir (standart belli değil).")
63 Örnek: Bir üretimden 50 şer birimlik 20 örnek alınmıştır. (n=50, k=20) Anakütlenin kusurlu oranı bilinmemektedir (standart belli değil). Her bir örnekteki kusurlu sayıları ve kusurlu oranları tabloda görülmektedir. p kontrol grafiğini çiziniz. 63
64 64
65 65
66 Örnek: Bir firmanın ürettiği buzdolaplarından 20 tanesi alınmıştır. (k=20) Geçmiş verilere dayanılarak hesaplanmış bir c değeri yoktur (standart belli değil). Her bir buzdolabındaki toplam kusur sayısı tespit edilerek tablo olarak düzenlenmiştir. c kontrol grafiğini çiziniz. 66
67 67
68 68
İstatistiksel Süreç Kontrol KAZIM KARABOĞA
 İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İSTATİSTİKSEL PROSES KONTROLÜ
 İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END Kalite Planlama ve Kontrol
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistiksel Süreç Kontrolu. Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ. Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN. Endüstri Mühendisliği Bölümü
 1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
İstatistiksel Proses Kontrol
 İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Kalite Yönetimi. Kabul Örneklemesi 11. Hafta
 Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory
 ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
İSTATİSTİK STATISTICS (2+0) Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI
 Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI") İSTATİSTİK STATISTICS (+) Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI KONU BAŞLIKLARI :. İSTATİSTİĞE GİRİŞ. VERİLERİN DÜZENLENMESİ. MERKEZİ EĞİLİM ÖLÇÜLERİ.
İSTATİSTİK STATISTICS (+) Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI KONU BAŞLIKLARI :. İSTATİSTİĞE GİRİŞ. VERİLERİN DÜZENLENMESİ. MERKEZİ EĞİLİM ÖLÇÜLERİ.
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ
 TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
İSTATİSTİKSEL PROSES KONTROLÜ KONTROL GRAFİKLERİ ÇİZİMİ ÖRNEK ARAŞTIRMA
 İSTATİSTİKSEL PROSES KONTROLÜ KONTROL GRAFİKLERİ ÇİZİMİ ÖRNEK ARAŞTIRMA ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK ÖRNEK ARAŞTIRMA ZİNCİR FABRİKASINDA UYGULAMA (Zeyveli, M. ve Selalmaz,
İSTATİSTİKSEL PROSES KONTROLÜ KONTROL GRAFİKLERİ ÇİZİMİ ÖRNEK ARAŞTIRMA ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK ÖRNEK ARAŞTIRMA ZİNCİR FABRİKASINDA UYGULAMA (Zeyveli, M. ve Selalmaz,
İstatistik ve Olasılık
 İstatistik ve Olasılık - I Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kes1rim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmak7r. ü Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık - I Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kes1rim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmak7r. ü Bu anlamda, anakütleden çekilen
Sıklık Tabloları, BASİT ve TEK değişkenli Grafikler Ders 3 ve 4 ve 5
 Sıklık Tabloları, BASİT ve TEK değişkenli Grafikler Ders 3 ve 4 ve 5 Sıklık Tabloları Veri dizisinde yer alan değerlerin tekrarlama sayılarını içeren tabloya sıklık tablosu denir. Tek değişken için çizilen
Sıklık Tabloları, BASİT ve TEK değişkenli Grafikler Ders 3 ve 4 ve 5 Sıklık Tabloları Veri dizisinde yer alan değerlerin tekrarlama sayılarını içeren tabloya sıklık tablosu denir. Tek değişken için çizilen
DENEY 0. Bölüm 1 - Ölçme ve Hata Hesabı
 DENEY 0 Bölüm 1 - Ölçme ve Hata Hesabı Amaç: Ölçüm metodu ve cihazına bağlı hata ve belirsizlikleri anlamak, fiziksel bir niceliği ölçüp hata ve belirsizlikleri tespit etmek, nedenlerini açıklamak. Genel
DENEY 0 Bölüm 1 - Ölçme ve Hata Hesabı Amaç: Ölçüm metodu ve cihazına bağlı hata ve belirsizlikleri anlamak, fiziksel bir niceliği ölçüp hata ve belirsizlikleri tespit etmek, nedenlerini açıklamak. Genel
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK
 KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
FREKANS VERİLERİ. Prof.Dr. Levent ŞENYAY III - 1
 3 FREKANS VERİLERİ 3.1. Frekans Tablolarının Düzenlenmesi 3.2. Frekans poligonu 3.3. Frekans tablosu hazırlama 3.4. Frekans Histogramı 3.5. Frekans eğrisi tipleri 3.6. Diğer İstatistiksel Grafik Gösterimler
3 FREKANS VERİLERİ 3.1. Frekans Tablolarının Düzenlenmesi 3.2. Frekans poligonu 3.3. Frekans tablosu hazırlama 3.4. Frekans Histogramı 3.5. Frekans eğrisi tipleri 3.6. Diğer İstatistiksel Grafik Gösterimler
SÜREKLĠ OLASILIK DAĞILIMLARI
 SÜREKLĠ OLASILIK DAĞILIMLARI Sayı ekseni üzerindeki tüm noktalarda değer alabilen değişkenler, sürekli değişkenler olarak tanımlanmaktadır. Bu bölümde, sürekli değişkenlere uygun olasılık dağılımları üzerinde
SÜREKLĠ OLASILIK DAĞILIMLARI Sayı ekseni üzerindeki tüm noktalarda değer alabilen değişkenler, sürekli değişkenler olarak tanımlanmaktadır. Bu bölümde, sürekli değişkenlere uygun olasılık dağılımları üzerinde
4. HİSTOGRAM. Tolerans Aralığı. Değişim Aralığı HEDEF. Üst Spesifikasyon Limiti. Alt Spesifikasyon Limiti
 4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin
 Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
statistiksel Proses Kontrol -Uygulamalar -
 statistiksel Proses Kontrol -Uygulamalar - Prof.Dr. Erhan Öner eoner@marmara.edu.tr Prof.Dr. Erhan Öner/PK Problemleri/2002-1/34 Kontrol Diyagramları Niceliksel (kantitatif) kalite özellikleri ile oluturulan
statistiksel Proses Kontrol -Uygulamalar - Prof.Dr. Erhan Öner eoner@marmara.edu.tr Prof.Dr. Erhan Öner/PK Problemleri/2002-1/34 Kontrol Diyagramları Niceliksel (kantitatif) kalite özellikleri ile oluturulan
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
İSTATİSTİKSEL HATALAR VE ÖRNEKLEME HATASININ ÖLÇÜLMESİ
 İSTATİSTİKSEL HATALAR VE ÖRNEKLEME HATASININ ÖLÇÜLMESİ Yrd.Dop.Dr. Şehamet Bülbül (*) 1.GÎRÎŞ Herhangi bir konuda kaıar vermek veya tahmin yapabilmek için o konu ile ilgili birimler incelenerek gerekli
İSTATİSTİKSEL HATALAR VE ÖRNEKLEME HATASININ ÖLÇÜLMESİ Yrd.Dop.Dr. Şehamet Bülbül (*) 1.GÎRÎŞ Herhangi bir konuda kaıar vermek veya tahmin yapabilmek için o konu ile ilgili birimler incelenerek gerekli
Copyright 2004 Pearson Education, Inc. Slide 1
 Slide 1 Bölüm 2 Verileri Betimleme, Keşfetme, ve Karşılaştırma 2-1 Genel Bakış 2-2 Sıklık Dağılımları 2-3 Verilerin Görselleştirilmesi 2-4 Merkezi Eğilim Ölçüleri 2-5 Değişimin Ölçülmesi 2-6 Nispi Sabitlerin
Slide 1 Bölüm 2 Verileri Betimleme, Keşfetme, ve Karşılaştırma 2-1 Genel Bakış 2-2 Sıklık Dağılımları 2-3 Verilerin Görselleştirilmesi 2-4 Merkezi Eğilim Ölçüleri 2-5 Değişimin Ölçülmesi 2-6 Nispi Sabitlerin
ANADOLU ÜNİVERSİTESİ. ENM 317 Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM 317 Prof. Dr. Nihal ERGİNEL 2 ÖRNEKLEME Anakütleden n birimlik örnek alınması ve anakütle parametrelerinin örnekten tahmin edilmesidir. 3 ÖRNEKLEME ALMANIN NEDENLERİ Anakütleye
ANADOLU ÜNİVERSİTESİ ENM 317 Prof. Dr. Nihal ERGİNEL 2 ÖRNEKLEME Anakütleden n birimlik örnek alınması ve anakütle parametrelerinin örnekten tahmin edilmesidir. 3 ÖRNEKLEME ALMANIN NEDENLERİ Anakütleye
İstatistik ve Olasılık
 İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
Örnek...4 : İlk iki sınavında 75 ve 82 alan bir öğrencinin bu dersin ortalamasını 5 yapabilmek için son sınavdan kaç alması gerekmektedir?
 İSTATİSTİK Bir sonuç çıkarmak ya da çözüme ulaşabilmek için gözlem, deney, araştırma gibi yöntemlerle toplanan bilgiye veri adı verilir. Örnek...4 : İlk iki sınavında 75 ve 82 alan bir öğrencinin bu dersin
İSTATİSTİK Bir sonuç çıkarmak ya da çözüme ulaşabilmek için gözlem, deney, araştırma gibi yöntemlerle toplanan bilgiye veri adı verilir. Örnek...4 : İlk iki sınavında 75 ve 82 alan bir öğrencinin bu dersin
İSTATİSTİK II. Hipotez Testleri 1
 İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
ANADOLU ÜNİVERSİTESİ. ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
5. Adım: Listeyi hata frekanslarına göre azalan sırada yeniden listele. Kümülatif Yüzde sütununu oluştur.
 1. PARETO DİYAGRAMI Nedir? Azalan bir sırada düzenlenmiş ve frekansları gösteren bir çubuk diyagram olup, problem çözme çalışmasının başlangıç noktasını/noktalarını seçmek amacıyla kullanılmaktadır. Pareto
1. PARETO DİYAGRAMI Nedir? Azalan bir sırada düzenlenmiş ve frekansları gösteren bir çubuk diyagram olup, problem çözme çalışmasının başlangıç noktasını/noktalarını seçmek amacıyla kullanılmaktadır. Pareto
İÇİNDEKİLER ÖN SÖZ...
 İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
İSTATİSTİK I KISA ÖZET KOLAYAOF
 DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2 Kolayaof.com
DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2 Kolayaof.com
TOPLAM KALİTE YÖNETİMİ
 TOPLAM KALİTE YÖNETİMİ 3.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri Hizmet Kalitesi ve Müşterinin Kalite Algısı Kalite Yönetim Sistemi KALİTE MALİYETLERİ Kalite maliyetleri meydana gelebilecek hataları
TOPLAM KALİTE YÖNETİMİ 3.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri Hizmet Kalitesi ve Müşterinin Kalite Algısı Kalite Yönetim Sistemi KALİTE MALİYETLERİ Kalite maliyetleri meydana gelebilecek hataları
NİTELİKSEL KONTROL GRAFİKLERİ
 NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
2- VERİLERİN TOPLANMASI
 2- VERİLERİN TOPLANMASI Bu bölümde yararlanılan kaynaklar: İşletme İstatistiğine Giriş (Prof. Dr. İsmail Hakkı Armutlulu) ve İşletme İstatistiğinin Temelleri (Bowerman, O Connell, Murphree, Orris Editör:
2- VERİLERİN TOPLANMASI Bu bölümde yararlanılan kaynaklar: İşletme İstatistiğine Giriş (Prof. Dr. İsmail Hakkı Armutlulu) ve İşletme İstatistiğinin Temelleri (Bowerman, O Connell, Murphree, Orris Editör:
IİSTATIİSTIİK. Mustafa Sezer PEHLI VAN
 IİSTATIİSTIİK Mustafa Sezer PEHLI VAN İstatistik nedir? İstatistik, veri anlamına gelir, İstatistik, sayılarla uğraşan bir bilim dalıdır, İstatistik, eksik bilgiler kullanarak doğru sonuçlara ulaştıran
IİSTATIİSTIİK Mustafa Sezer PEHLI VAN İstatistik nedir? İstatistik, veri anlamına gelir, İstatistik, sayılarla uğraşan bir bilim dalıdır, İstatistik, eksik bilgiler kullanarak doğru sonuçlara ulaştıran
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ. Prof. Dr. Mualla YALÇINKAYA
 JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ Prof. Dr. Mualla YALÇINKAYA Karadeniz Teknik Üniversitesi, Harita Mühendisliği Bölümü Trabzon, 2018 VERİLERİN İRDELENMESİ Örnek: İki nokta arasındaki uzunluk 80 kere
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ Prof. Dr. Mualla YALÇINKAYA Karadeniz Teknik Üniversitesi, Harita Mühendisliği Bölümü Trabzon, 2018 VERİLERİN İRDELENMESİ Örnek: İki nokta arasındaki uzunluk 80 kere
NİCELİKSEL KONTROL GRAFİKLERİ
 NİCELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Anadolu Üniversitesi X BİRİMLER VE HAREKETLİ DEĞİŞİM ARALIĞI KONTROL GRAFİĞİ X- Birimler Kontrol Grafiği n= birimlik örnekler alınır. Üretim hızı oldukça
NİCELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Anadolu Üniversitesi X BİRİMLER VE HAREKETLİ DEĞİŞİM ARALIĞI KONTROL GRAFİĞİ X- Birimler Kontrol Grafiği n= birimlik örnekler alınır. Üretim hızı oldukça
SÜREKLİ OLASILIK DAĞILIMI
 SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Genel olarak test istatistikleri. Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.
 Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.") 4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
İÇİNDEKİLER. BÖLÜM 1 Değişkenler ve Grafikler 1. BÖLÜM 2 Frekans Dağılımları 37
 İÇİNDEKİLER BÖLÜM 1 Değişkenler ve Grafikler 1 İstatistik 1 Yığın ve Örnek; Tümevarımcı ve Betimleyici İstatistik 1 Değişkenler: Kesikli ve Sürekli 1 Verilerin Yuvarlanması Bilimsel Gösterim Anlamlı Rakamlar
İÇİNDEKİLER BÖLÜM 1 Değişkenler ve Grafikler 1 İstatistik 1 Yığın ve Örnek; Tümevarımcı ve Betimleyici İstatistik 1 Değişkenler: Kesikli ve Sürekli 1 Verilerin Yuvarlanması Bilimsel Gösterim Anlamlı Rakamlar
OLASILIK VE İSTATİSTİK
 OLASILIK VE İSTATİSTİK 1 Bölüm 1 Temel Terimler ve Tanımlar 2 Giriş Genel olarak araştırmalarda, büyük veri gruplarının içinden daha küçük veri grupları seçilerek büyük veri gruplarının hakkında bilgi
OLASILIK VE İSTATİSTİK 1 Bölüm 1 Temel Terimler ve Tanımlar 2 Giriş Genel olarak araştırmalarda, büyük veri gruplarının içinden daha küçük veri grupları seçilerek büyük veri gruplarının hakkında bilgi
Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
13. Olasılık Dağılımlar
 13. Olasılık Dağılımlar Mühendislik alanında karşılaşılan fiziksel yada fiziksel olmayan rasgele değişken büyüklüklerin olasılık dağılımları için model alınabilecek çok sayıda sürekli ve kesikli fonksiyon
13. Olasılık Dağılımlar Mühendislik alanında karşılaşılan fiziksel yada fiziksel olmayan rasgele değişken büyüklüklerin olasılık dağılımları için model alınabilecek çok sayıda sürekli ve kesikli fonksiyon
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
8.Hafta. Değişkenlik Ölçüleri. Öğr.Gör.Muhsin ÇELİK. Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek,
 İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri Hedefler Bu üniteyi çalıştıktan sonra; Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek, Serilerin birbirlerine değişkenliklerini yorumlayabileceksiniz. 2
İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri Hedefler Bu üniteyi çalıştıktan sonra; Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek, Serilerin birbirlerine değişkenliklerini yorumlayabileceksiniz. 2
ARALIK TAHMİNİ (INTERVAL ESTIMATION):
:") YTÜ-İktisat İstatistik II Aralık Tahmini I 1 ARALIK TAHMİNİ INTERVAL ESTIMATION): Nokta tahmininde ilgilenilen anakütle parametresine ilişkin örneklem bilgisinden hareketle tek bir sayı üretilir. Bir nokta
YTÜ-İktisat İstatistik II Aralık Tahmini I 1 ARALIK TAHMİNİ INTERVAL ESTIMATION): Nokta tahmininde ilgilenilen anakütle parametresine ilişkin örneklem bilgisinden hareketle tek bir sayı üretilir. Bir nokta
A.I.3 TÜRK STANDARDLARI
 A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
VERİ KÜMELERİNİ BETİMLEME
 BETİMLEYİCİ İSTATİSTİK VERİ KÜMELERİNİ BETİMLEME Bir amaç için derlenen verilerin tamamının olduğu, veri kümesindeki birimlerin sayısal değerlerinden faydalanarak açık ve net bir şekilde ilgilenilen özellik
BETİMLEYİCİ İSTATİSTİK VERİ KÜMELERİNİ BETİMLEME Bir amaç için derlenen verilerin tamamının olduğu, veri kümesindeki birimlerin sayısal değerlerinden faydalanarak açık ve net bir şekilde ilgilenilen özellik
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ
 ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
İSTATİSTİKSEL TAHMİNLEME. Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir.
 İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
Merkezi Yığılma ve Dağılım Ölçüleri
 1.11.013 Merkezi Yığılma ve Dağılım Ölçüleri 4.-5. hafta Merkezi eğilim ölçüleri, belli bir özelliğe ya da değişkene ilişkin ölçme sonuçlarının, hangi değer etrafında toplandığını gösteren ve veri grubunu
1.11.013 Merkezi Yığılma ve Dağılım Ölçüleri 4.-5. hafta Merkezi eğilim ölçüleri, belli bir özelliğe ya da değişkene ilişkin ölçme sonuçlarının, hangi değer etrafında toplandığını gösteren ve veri grubunu
TOPLAM KALİTE YÖNETİMİ - 3. Copyright: Prof.Dr. Ömer Saatçioğlu
 TOPLAM KALİTE YÖNETİMİ - 3 Copyright: Prof.Dr. Ömer Saatçioğlu Kalitenin Maliyeti Maliyet Öğeleri Kalite ne maliyette? Yüksek maliyette ürünü düşük maliyette indirgemek disiplinler arası bir problemdir.
TOPLAM KALİTE YÖNETİMİ - 3 Copyright: Prof.Dr. Ömer Saatçioğlu Kalitenin Maliyeti Maliyet Öğeleri Kalite ne maliyette? Yüksek maliyette ürünü düşük maliyette indirgemek disiplinler arası bir problemdir.
İSTATİSTİK MHN3120 Malzeme Mühendisliği
 İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
Doç.Dr. Özlem İpekgil Doğan Araş Gör. Mert Topoyan
 Doç.Dr. Özlem İpekgil Doğan Araş Gör. Mert Topoyan Neden Süreç Yönetimi? Örgütlerin çoğu geleneksel olarak fonksiyonel temelde yapılandırılmıştır. Tüm çalışmalar bağlı olunan fonksiyon içinde başlatılmakta,
Doç.Dr. Özlem İpekgil Doğan Araş Gör. Mert Topoyan Neden Süreç Yönetimi? Örgütlerin çoğu geleneksel olarak fonksiyonel temelde yapılandırılmıştır. Tüm çalışmalar bağlı olunan fonksiyon içinde başlatılmakta,
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
2. REGRESYON ANALİZİNİN TEMEL KAVRAMLARI Tanım
 2. REGRESYON ANALİZİNİN TEMEL KAVRAMLARI 2.1. Tanım Regresyon analizi, bir değişkenin başka bir veya daha fazla değişkene olan bağımlılığını inceler. Amaç, bağımlı değişkenin kitle ortalamasını, açıklayıcı
2. REGRESYON ANALİZİNİN TEMEL KAVRAMLARI 2.1. Tanım Regresyon analizi, bir değişkenin başka bir veya daha fazla değişkene olan bağımlılığını inceler. Amaç, bağımlı değişkenin kitle ortalamasını, açıklayıcı
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
Ders 1 Minitab da Grafiksel Analiz-I
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
TANIMLAYICI İSTATİSTİKLER
 TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 2 AÇIKLAYICI (BETİMLEYİCİ) İSTATİSTİK Yrd. Doç. Dr. Fatih TOSUNOĞLU 1-Açıklayıcı (Betimleyici) İstatistik İnceleme sonucu elde edilen ham verilerin istatistiksel
Mühendislikte İstatistiksel Yöntemler BÖLÜM 2 AÇIKLAYICI (BETİMLEYİCİ) İSTATİSTİK Yrd. Doç. Dr. Fatih TOSUNOĞLU 1-Açıklayıcı (Betimleyici) İstatistik İnceleme sonucu elde edilen ham verilerin istatistiksel
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
İstatistik Nedir? Ders 1 Minitab da Grafiksel Analiz-I ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. İstatistiğin Konusu Olan Olaylar
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya başlanmıştır. Ders 1 Minitab da
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya başlanmıştır. Ders 1 Minitab da
İstatistik ve Olasılık
 İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ
 1 BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel sayma
1 BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel sayma
PARAMETRİK OLMAYAN İSTATİSTİKSEL TEKNİKLER
 PARAMETRİK OLMAYAN İSTATİSTİKSEL TEKNİKLER Prof. Dr. Ali ŞEN 1 ANAKÜTLE Anakütle kavramı insan, yer ve şeyler toplulugunu ifade etmek için kullanır. İlgi alanına gore, araştırmacı hangi topluluk üzerinde
PARAMETRİK OLMAYAN İSTATİSTİKSEL TEKNİKLER Prof. Dr. Ali ŞEN 1 ANAKÜTLE Anakütle kavramı insan, yer ve şeyler toplulugunu ifade etmek için kullanır. İlgi alanına gore, araştırmacı hangi topluluk üzerinde
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
TEMEL İSTATİSTİK BİLGİSİ. İstatistiksel verileri tasnif etme Verilerin grafiklerle ifade edilmesi Vasat ölçüleri Standart puanlar
 TEMEL İSTATİSTİK BİLGİSİ İstatistiksel verileri tasnif etme Verilerin grafiklerle ifade edilmesi Vasat ölçüleri Standart puanlar İstatistiksel Verileri Tasnif Etme Verileri daha anlamlı hale getirmek amacıyla
TEMEL İSTATİSTİK BİLGİSİ İstatistiksel verileri tasnif etme Verilerin grafiklerle ifade edilmesi Vasat ölçüleri Standart puanlar İstatistiksel Verileri Tasnif Etme Verileri daha anlamlı hale getirmek amacıyla
İstatistiK. Yrd.Doç.Dr. Levent TERLEMEZ
 İstatistiK Yrd.Doç.Dr. Levent TERLEMEZ istatistik birimlerin ya da bireylerin sayılabilir, tartılabilir ve ölçülebilir özellikleri ile ilgili bilgilerin yani verilerin toplanması toplanan verilerin açık
İstatistiK Yrd.Doç.Dr. Levent TERLEMEZ istatistik birimlerin ya da bireylerin sayılabilir, tartılabilir ve ölçülebilir özellikleri ile ilgili bilgilerin yani verilerin toplanması toplanan verilerin açık
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN 20-22.02.2018
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN 20-22.02.2018
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
VERİ SETİNE GENEL BAKIŞ
 VERİ SETİNE GENEL BAKIŞ Outlier : Veri setinde normal olmayan değerler olarak tanımlanır. Ders: Kantitatif Yöntemler 1 VERİ SETİNE GENEL BAKIŞ Veri setinden değerlendirme başlamadan çıkarılabilir. Yazım
VERİ SETİNE GENEL BAKIŞ Outlier : Veri setinde normal olmayan değerler olarak tanımlanır. Ders: Kantitatif Yöntemler 1 VERİ SETİNE GENEL BAKIŞ Veri setinden değerlendirme başlamadan çıkarılabilir. Yazım
Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı
 Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı Ortalama veya korelasyon gibi istatistiklerin dağılımıdır Çıkarımsal istatistikte örneklem dağılımı temel fikirlerden biridir. Çıkarımsal istatistik
Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı Ortalama veya korelasyon gibi istatistiklerin dağılımıdır Çıkarımsal istatistikte örneklem dağılımı temel fikirlerden biridir. Çıkarımsal istatistik
Gruplanmış serilerde standart sapma hesabı
 Gruplanmış serilerde standart sapma hesabı Örnek: Verilen gruplanmış serinin standart sapmasını bulunuz? Sınıflar f i X X X m i f i. m i m i - (m i - ) f i.(m i - ) 0 den az 3 4 den az 7 4 6 dan az 4 6
Gruplanmış serilerde standart sapma hesabı Örnek: Verilen gruplanmış serinin standart sapmasını bulunuz? Sınıflar f i X X X m i f i. m i m i - (m i - ) f i.(m i - ) 0 den az 3 4 den az 7 4 6 dan az 4 6
Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri. BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014
 Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014 1 Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl?
Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014 1 Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl?
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
İSTATİSTİK HAFTA. ÖRNEKLEME METOTLARI ve ÖRNEKLEM BÜYÜKLÜĞÜNÜN TESPİTİ
 ÖRNEKLEME METOTLARI ve ÖRNEKLEM BÜYÜKLÜĞÜNÜN TESPİTİ HEDEFLER Bu üniteyi çalıştıktan sonra; Örneklemenin niçin ve nasıl yapılacağını öğreneceksiniz. Temel Örnekleme metotlarını öğreneceksiniz. Örneklem
ÖRNEKLEME METOTLARI ve ÖRNEKLEM BÜYÜKLÜĞÜNÜN TESPİTİ HEDEFLER Bu üniteyi çalıştıktan sonra; Örneklemenin niçin ve nasıl yapılacağını öğreneceksiniz. Temel Örnekleme metotlarını öğreneceksiniz. Örneklem
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
ANADOLU ÜNİVERSİTESİ. Hipotez Testleri. ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar vermek
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar vermek
Bir Normal Dağılım Ortalaması İçin Testler
 Bir Normal Dağılım Ortalaması İçin Testler İÇERİK o Giriş ovaryansı Bilinen Bir Normal Dağılım Ortalaması İçin Hipotez Testler P-değerleri: II. Çeşit hata ve Örnekleme Büyüklüğü Seçimi Örnekleme Büyüklüğü
Bir Normal Dağılım Ortalaması İçin Testler İÇERİK o Giriş ovaryansı Bilinen Bir Normal Dağılım Ortalaması İçin Hipotez Testler P-değerleri: II. Çeşit hata ve Örnekleme Büyüklüğü Seçimi Örnekleme Büyüklüğü
ÖRNEKLEME TEORİSİ 1/30
 ÖRNEKLEME TEORİSİ 1/30 NİÇİN ÖRNEKLEME Zaman Kısıdı Maliyeti Azaltma YAPILIR? Hata Oranını Azaltma Sonuca Ulaşma Hızı /30 Örnekleme Teorisi konusunun içinde, populasyondan örnek alınma şekli, örneklerin
ÖRNEKLEME TEORİSİ 1/30 NİÇİN ÖRNEKLEME Zaman Kısıdı Maliyeti Azaltma YAPILIR? Hata Oranını Azaltma Sonuca Ulaşma Hızı /30 Örnekleme Teorisi konusunun içinde, populasyondan örnek alınma şekli, örneklerin
Ders 8: Verilerin Düzenlenmesi ve Analizi
 Ders 8: Verilerin Düzenlenmesi ve Analizi Betimsel İstatistik Merkezsel Eğilim Ölçüleri Dağılım Ölçüleri Grafiksel Gösterimler Bir kitlenin tamamını, ya da kitleden alınan bir örneklemi özetlemekle (betimlemekle)
Ders 8: Verilerin Düzenlenmesi ve Analizi Betimsel İstatistik Merkezsel Eğilim Ölçüleri Dağılım Ölçüleri Grafiksel Gösterimler Bir kitlenin tamamını, ya da kitleden alınan bir örneklemi özetlemekle (betimlemekle)
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İstatistik. Temel Kavramlar Dr. Seher Yalçın 1
 İstatistik Temel Kavramlar 26.12.2016 Dr. Seher Yalçın 1 Evren (Kitle/Yığın/Popülasyon) Herhangi bir gözlem ya da inceleme kapsamına giren obje ya da bireylerin oluşturduğu bütüne ya da gruba Evren veya
İstatistik Temel Kavramlar 26.12.2016 Dr. Seher Yalçın 1 Evren (Kitle/Yığın/Popülasyon) Herhangi bir gözlem ya da inceleme kapsamına giren obje ya da bireylerin oluşturduğu bütüne ya da gruba Evren veya
Prof.Dr.A.KARACABEY Doç.Dr.F.GÖKGÖZ RANDOM DEĞİŞKEN
 SÜREKSİZ (DISCRETE) OLASILIK DAĞILIMLARI 1 RANDOM DEĞİŞKEN Nümerik olarak ifade edilebilen bir deneyin sonuçlarına rassal (random) değişken denir. Temelde iki çeşit random değişken vardır. ##süreksiz(discrete)
SÜREKSİZ (DISCRETE) OLASILIK DAĞILIMLARI 1 RANDOM DEĞİŞKEN Nümerik olarak ifade edilebilen bir deneyin sonuçlarına rassal (random) değişken denir. Temelde iki çeşit random değişken vardır. ##süreksiz(discrete)
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
HİPOTEZ TESTLERİ ANADOLU ÜNİVERSİTESİ. Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar