Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
|
|
|
- Ilhami Cevdet
- 5 yıl önce
- İzleme sayısı:
Transkript


1 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN

 Dış çap ölçüm değerlerine ilişkin çetele frekans diyagramını oluşturunuz (Veri setinin 7 sınıf aralığı olacağını varsayınız).")
2 İstatistiksel Proses Kontrol Uygulaması Örneği Çeşitli sektörler için yan sanayi ürünü olarak, Kauçuk ürünler üreten bir işletmede uluslararası kalite standartlarına uygun olarak üretilmek istenen kauçuk borulardan bir ay içerisinde alınan 5 birimlik 29 adet örnekleme ait dış çap ölçümleri (Kalite karakteristiği) verilmiştir. a) Dış çap ölçüm değerlerine ilişkin çetele frekans diyagramını oluşturunuz (Veri setinin 7 sınıf aralığı olacağını varsayınız). b) Kalite karakteristiği ölçüm değerlerine ait dağılıma ilişkin histogramı çizip, yorumlayınız.


3 Kauçuk boruların üretim süreci incelendiğinde, uygun olmayan boruların reddedilme nedenlerinin 4 ana başlık altında sıralandığı görülmüştür. Alınan 145 adet verinin dış çap ölçüm değerlerinin ve arasında değiştiği gözlemlenmiştir. Veri setinin ortalaması ve standart sapması olarak belirlenmiştir. Veri setinin dağılımının yaklaşık olarak normal dağılıma (Çan eğrisi) uyduğu görülmektedir.


4 Merkezi Eğilim Ölçüleri: Aritmetik Ortalama, Mod (Tepe) & Medyan (Ortanca)
5


6 Değişim (Değişkenlik) Ölçüleri: Değişim Aralığı (Açıklık), Mutlak Sapma, Standart Sapma & Değişim Katsayısı

7 Değişim Katsayısı Standart sapma, ortalamanın yüzdesi olarak tanımlandığında, değişim katsayısı adını alır. Standart sapma değeri, ölçü birimine bağlıdır. Bu nedenle, iki ayrı ölçü birimleri ile ölçülmüş iki farklı dağılıma ilişkin değişkenlik karşılaştırılmak istendiğinde, değişim katsayısının kullanılması uygundur. İki bağımsız dağılıma ilişkin değişim katsayıları karşılaştırıldığında, hangisinin değişim katsayısı daha küçük ise, o dağılımın daha az değişkenlik gösterdiği, daha homojen olduğu sonucuna varılır. V = (4.176/6.6)*100= %63.27

8 İstatistiksel Proses Kontrol Uygulaması Örneği İşletmede üretilen kauçuk boruların hatalarına ilişkin veriler (Bir ay içerisinde ortaya çıkan hata türleri ve sayıları aşağıda verilmiştir. Bu hata sebeplerinin önceliklendirilmesi için uygun Pareto diyagramını çiziniz. Sonuç olarak, Pareto prensibine göre; yüzey hatası, yanık hamur hatası ve uç kesim hatası tüm hataların %85 ini kapsamaktadır. Dolayısıyla, öncelikle bu hataların giderilmesi için düzeltici önlemler alınmalıdır. Bu hatalara ilişkin problemler öncelikle çözüldüğünde, tüm hataların %85 inin çözüleceği söylenebilir.
9 Temel İstatistiksel Olasılık Dağılımları Kalite Kontrol Uygulamaları (Binom Dağılımı) Bir fabrikada üretim yapan makinalardan birinin ürettiği ürünlerin %4 ü kusurlu olarak üretilmiş bulunmaktadır. Bu ürünlerden rastgele 50 si seçilmiştir. Bu durumda, hiç kusurlu ürün seçilmemiş olma olasılığı nedir? n! P X = x = x! n x!. px. q n x 50! P X = 0 =. (0.04) 0. (1 0.04) 50 = (0.96) 50 = ! 50 0! Negatif Binom (Pascal) Dağılımı Bir imalat hattında kusurlu parça oranı 0.6 olarak bilinmektedir. Üretimde 5. parça imal edildiğinde, 3. kusurlu parçanın ortaya çıkma olasılığı nedir? x = 5 ve k = 3 P 5 = = =
10 Temel İstatistiksel Olasılık Dağılımları Kalite Kontrol Uygulamaları (Poisson Dağılımı) Kamyon yedek parçası (Ön çamurluk) imal eden bir fabrikanın günlük üretimi 1000 adettir. Üretimde kusurlu parça oranı % 1 olarak bilinmektedir. Her saat başında üretim hattından rasgele alınan 100 adet ön çamurluk muayene edilerek "sağlam / bozuk" şeklinde sınıflandırılmaktadır. Muayene sonucunda 2 den fazla bozuk bulunduğunda imalat durdurulmaktadır. Herhangi bir zamanda imalatın durdurulma olasılığını hesaplayınız. Örneklem ölçümü (n=100) çok büyük ve olasılık değeri çok küçük (p=0.01) olduğunda, n. p = λ = = 1 sabit kabul edilebileceğinden, Binom dağılımı, yine kesikli bir dağılım olan Poisson dağılımına dönüşür. Böylece, alınan örneklemde x hatalı parça olması olasılığı: P X = x = e np np x x! P X > 2 = 1 P X 2 = 1 e ! + e ! + e ! P X > 2 = = = 0. 08
11 Temel İstatistiksel Olasılık Dağılımları Kalite Kontrol Uygulamaları (Hipergeometrik Dağılım) İçinde 10 kusursuz ve 4 kusurlu ürün bulunan bir yığından, rastgele 5 ürün alınmıştır. Alınan örneklemde 3 ünün kusursuz çıkma olasılığı nedir? N = 14; A = 10; n = 5 ve x = 3 tür P 3 = =
12 Rassal & Kaynağı Belirlenebilen Değişkenlik Nedenlerinin Ortalama & Standart Sapma Üzerindeki Etkileri t1 anına kadar rassal değişkenliklerin etkisi altındaki süreç, kontrol altındadır (Değişkenlik alt ve üst spesifikasyon limitleri dahilinde süreç olağan bir biçimde devam ediyor). t1 anında proses ortalaması arttıran, t2 anında standart sapmayı arttıran, t3 anında ise proses ortalamasını azaltıp, standart sapmasını arttırarak sürecin kontrol dışına çıkmasına neden olan kaynağı tespit edilebilir özel değişkenlik nedenleri meydana gelmiştir (Makine arızalanması, takım kırılması, imalat yönteminin eksik veya yanlış uygulanması, operatör hatası veya hatalı & kusurlu hammadde kullanımı). Genel ve özel nedenlerin etkisi altındaki bir süreçten alınan gözlem değerlerinin ortalaması ve standart sapmasının zamana bağlı değişimi
13 Kontrol Altındaki & Kontrol Dışındaki Süreçlere Ait Kalite Karakteristiği Değerlerindeki Değişim Kararlı (Stabil) Süreç Rassal değişkenliklerin (genel nedenler: kaynağı belirlenemeyen etkileri az olan) etkisi altındaki süreç kontrol altındadır. Kontrol Dışı Süreç Zaman zaman ortaya çıkan, Kaynağı belirlenebilen Etkisi büyük olan Özel nedenlerin etkisi altındaki süreç
14 İstatistiksel Proses Kontrolün Planlanması İstatistiksel proses kontrolün en önemli amacı, süreçteki değişimin özel nedenlerini ortadan kaldıracak düzeltici önlemler ve müdahaleler ile süreci kontrol altına almaktır. Müdahaleye örnek olarak, operatör eğitimi, cihaz yenilenmesi, sıcaklık/basınç ayar değiştirilmesi verilebilir. Sürecin kontrol altında olmaması, doğal olmayan, ortadan kaldırılabilir nedenlerin bulunması anlamına gelmektedir. Bunlar, ürünlerin kalite karakteristiği değerlerinin toleransların dışına çıkmasına neden olan kaynağı belirlenebilir doğal olmayan (özel) nedenlerdir. Bir sürecin istatistiksel olarak kontrol altında olması, değişkenliğinin kaynağının sadece genel nedenlere dayandığı anlamına gelmektedir. Bir başka deyişle, doğal olmayan, ortadan kaldırılabilir nedenlerin (süreç değişkenliğinde etkisi büyük) bulunması ve giderilmesidir. Kontrol altındaki bir proseste, değişimin özel sebepleri izlendiğinden ve ortadan kaldırıldığından sürekli olarak kendi doğal toleransları içinde ürünler üretir. Kontrol limitleri (Doğal toleranslar) Rasgelelikten kaynaklı değişkenlikler, normal dağılımda, bu sınırlar arasında bulunmaktadır
 kalite karakteristiği değerlerinin normal dağılıma uyduğu varsayılmaktadır.")
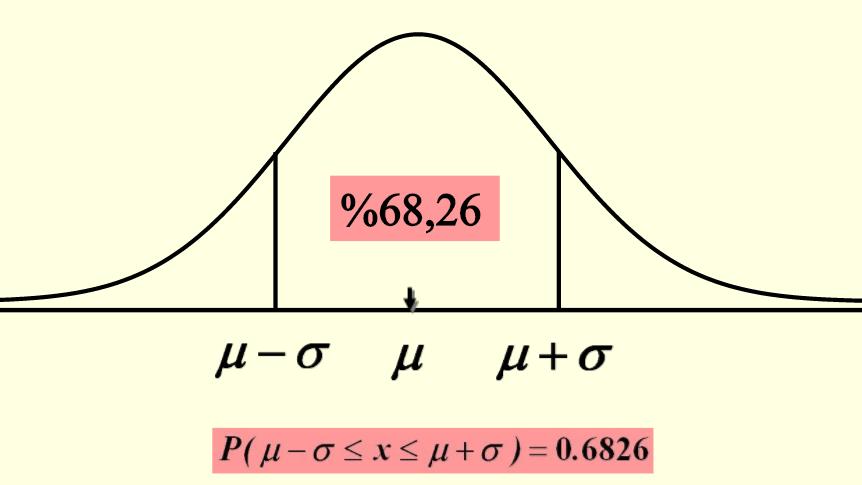
15 Deneysel Normal Dağılım Kuralı Sürekli değer alan bir rasgele değişkene ait ölçüm değerlerinin genellikle normal dağılıma uyduğu bilinir. Ölçülebilen (sayısal olarak ifade edilebilen) kalite karakteristiği değerlerinin normal dağılıma uyduğu varsayılmaktadır. Deneysel normal dağılım kuralına göre, simetrik normal dağılım özelliği gösteren değişken değerlerinin (Kalite karakteristiği gözlem değerleri), belirli sınırlar (kontrol limitleri) arasında kalma olasılıkları aşağıdaki gibidir. Kalite karakteristiği gözlem değerlerinin; ±2σ lık alanda bulunması olasılığı %95,45 ±3σ lık alanda bulunması olasılığı %99,73 Normal dağılıma sahip bir sürece ait çıktılardan seçilen herhangi bir birimin ±3σ lık alanın dışında kalması olasılığı ( )= dir.


16
17 Örnek Soru - 1 Bir fabrikada üretilen cıvataların çapları 2 cm ortalama (µ) ve 0.1 cm standart sapma (σ) ile normal dağılıma uyduğu bilinmektedir. Bu cıvataların çapı 1.8 cm ile 2.15 cm dışına düşerse (Müşteri spesifikasyon limitleri olarak belirlenmiş), kusurlu olarak sayılmaktadır. Bu verilere göre, üretimin kusurlu (bozuk) oranını hesaplayınız. Standart normal dağılıma dönüştürme
18 Örnek Soru - 2 Bir firma cam kavanozlar için teneke kapak imal etmektedir. Üretilen teneke kapaklar için belirlenen kritik kalite karakteristiği, kapakların çap ölçümleridir. Firma tarafından, sürecin kontrol altında olduğu bir dönemde alınan örneklemler doğrultusunda, çap ölçümlerinin ortalaması 10 cm ve standart sapması 0.01 cm olan normal dağılıma uyduğu tespit edilmiştir. Firmanın gelecekteki üretiminden elde edilecek kapakların çap ölçümlerinin cm ile cm arasında olma olasılığını hesaplayınız (Gözlem değerlerinin ilgili aralıkta olanlarının oranı).
19 Kontrol Kartları ve Hipotez Testleri Kontrol kartları, süreçte meydana gelen değişimlerin doğal ve doğal olmayan nedenlerden oluştuğunu ayırt etmeye yarar. Süreç kontrol altında değilse, sürece müdahale edip; değişkenliğin nedenleri araştırılmalı ve bu değişkenlik nedenlerini ortadan kaldıracak düzeltici önlemler alınmalıdır. Kontrol kartları ve hipotez testleri arasında yakın bir ilişki vardır. Kontrol kartları, sürecin kontrol altında olduğu hipotezini test etmek için kullanılan araçlardır. Tip I hata: süreç kontrol altında olmasına rağmen, sürecin kontrol dışında olduğu hipotezine karar verilmesi. Tip II hata: süreç kontrol dışında olmasına rağmen, sürecin kontrol altında olduğu hipotezinin kabul edilmesi.

 gösterir. 10.000 de yaklaşık 27 kez hata yapılması durumu.")
20 I & II. Tip Hatalar Ho hipotezi, prosesin kontrol altında olduğu, H1 prosesin kontrol dışı olduğudur. Kontrol altında olan bir prosesi ayarlama I. Tip Hata ve kontrol dışında olan bir prosese düzeltici müdahalede bulunmama ise II. Tip Hatadır. Süreç kontrol altında olsa bile, ±3σ kontrol limitleri kullanıldığında, herhangi bir gözlem değerinin kontrol limitleri dışına düşme olasılığı %0.27 dir ve bu I. tip hata yapma olasılığını (α) gösterir de yaklaşık 27 kez hata yapılması durumu. Bu hata, kontrol altında olan bir sürecin kontrol altında değilmiş gibi değerlendirilip, sürece müdahale edilmesine yol açmaktadır.
21 I. ve II. Tip Hata Arasındaki İlişki I. ve II. Tip hatalar, birbirleri ile ilişkili olup, birindeki azalma diğerinde artışa neden olmaktadır. Örneğin, ±3σ kontrol limitleri yerine ±2σ kontrol limitlerinin kullanılması durumunda, I. Tip hata yapma olasılığı %0.27 den %4.55 e çıkacak, ancak bu durumda da II. Tip hata yapma olasılığı azalacaktır. Örneklem büyüklüğünün arttırılması, Tip-II hatanın ortaya çıkma olasılığını azaltır ve kontrol kartının kontrol dışı durumu tespit etme yeteneğini arttırır. Bir üretim sürecinde ortalamanın (µ) 25, standart sapmanın (σ) 1 olduğu varsayılsın. Süreç kontrolünde ölçümü n = 4 (örneklem büyüklüğü) olan örnekler alındığında, Kontrol limitleri: 25 ± 3/2 olacaktır. Bu durumda, I. Tip hata olasılığı %0.27 dir. Ortalaması 27 olan bir gözlemin kontrol sınırları içine düşmesi olasılığı (II. Tip hata yapma olasılığı) ise %15.87 dir. ±2σ kontrol limitleri (Uyarı/İkaz limitleri) ile çalışıldığında, I. Tip hata yapma olasılığı %4.55 e çıkacak, buna karşılık ortalaması 27 olan gözlem değerinin kontrol sınırları içine düşme olasılığı %15.87 den %2.28 e düşecektir.
 Kontrol limitleri içine düşmesi olasılığı (II. Tip hata yapma olasılığı) ise 1-0.8413 = %15.87 dir. Uyarı/ikaz limitleri ile çalışıldığında ise, II. Tip hata yapma olasılığı 1-0.")
22 Kontrol limitleri dışında olan bir gözlem değerine ilişkin Z standart değişkeni ±3σ kontrol limitleri ile çalışıldığı durum Kontrol limitleri dışında olan gözlem değerinin, limitler dışına düşmesi olasılığı (%84.13) Kontrol limitleri içine düşmesi olasılığı (II. Tip hata yapma olasılığı) ise = %15.87 dir. Uyarı/ikaz limitleri ile çalışıldığında ise, II. Tip hata yapma olasılığı = %2.28
23 Merkezi Limit Teoremi Merkezi limit teoremine göre, örneklem boyutu büyüdükçe, ortalamaya ait örneklem dağılımı, popülasyon (kitle) hangi dağılıma sahip olursa olsun, normal dağılıma yaklaşacaktır. Ortalamaların dağılımı, örneklem boyutu arttıkça standart normal dağılıma yaklaşır.
24 Hipotez Testleri ve Kontrol Grafikleri Arasındaki İlişki Örneği Motor piston halkalarının imalatında kritik kalite özelliği halkanın iç çapıdır. Proses ortalaması 74 mm ve standart sapması 0.01 mm dir. Saat başı rastgele 5 halka örnek alınmakta ve örneğin ortalama çapı X hesaplanmaktadır. Tüm noktalar kontrol sınırları içerisine düştüğünden, grafiğe göre proses kontrol altındadır. n=5 örnek alındığında örnek ortalamalarının standart sapması: Her bir ret bölgesinin alanı dir. Böylece, gözlem değerlerinin %99.73 ü H0 hipotezinin kabul edildiği kabul bölgesine düşer.
25 Kontrol Kartı Örneği (±3σ Kontrol Limitleri) Her saat başında süreçten 5 rasgele örnek alınarak, kritik kalite karakteristiği değeri ölçülmüş ve gözlem değerlerinin ortalaması alınarak, kontrol kartına işlenmiştir. Proses ortalaması 1.5 micron ve prosesin standart sapması ise 0.15 micron olarak hesaplanmıştır. Tüm gözlem değerleri, kontrol limitleri içerisinde yer aldığından, süreç kontrol altındadır. Örneklem ortalamasının standart sapmasının hesaplanması:
26 Kontrol limitlerine ait genişlik, alınan örneklem büyüklüğüne (n) ve seçilen sigma (σ) değerine göre değişecektir. Bu örnek doğrultusunda, kontrol limitlerinin seçimi, standart sapması bilinen (σ = 0.15) bir prosesin örneklem ortalamasına ilişkin bir hipotez testine karşılık gelmektedir. Kontrol kartları, bu hipotezi, zamana bağlı olarak farklı gözlem değerleri ile sürekli (tekrarlı bir biçimde) olarak test etmektedir. Örnek ortalaması, proses ortalamasına (Populasyon ortalamasına) eşit mi?

27 Shewhart Kontrol Kartları Modeli Merkez çizgi Kontrol limitlerinin merkez çizgiden uzaklığı, standart sapma cinsinden ifade edilir. Kontrol kartlarının kullanılmasının en önemli amacı, süreç iyileştirmedir. İstatistiksel olarak kontrol altında olmayan sürece ait değişkenlik ölçülerek, bu değişkenliğe sebep olan doğal olmayan sorunlar (özel nedenler) ve kök nedenleri tespit edilir. Düzeltici faaliyetler (Yönetimsel, operatör bazında veya mühendislik aksiyonu) uygulanarak, sorunun ortadan kaldırıldığı doğrulanır ve ölçme işlemlerine devam edilir.
28 Neden Kontrol Grafiği Kullanılır? Zaman içerisinde proses çıktısındaki varyasyonu göstermek ve kontrol altına almak, Proses değişikliği olduğunda bunu tanımlamak, Varyasyondaki rasgele etkileri özel etkilerden ayırmak, Varyasyon sebeplerini atamada yardımcı olmak, Devam eden esasa göre proses problemlerini tanımlamak, Operatöre ne zaman harekete geçmeyeceğini ve sistemi çalışmaya bırakacağını söylemek, Ürünün üretilmesine katkıda bulunan prosesleri kontrol etmek, Proses varyasyonunu azaltmak ve hatalı ürün üretilmesini engellemek, Kaybı azaltmak ve israfı önlemek.

29 Kontrol Dışı Faaliyet/Aksiyon Planı Kontrol kartlarının kullanımında bir diğer önemli husus, kontrol dışı faaliyet planının hazırlanmasıdır. Düzeltici önlemlerin alındığı bu faaliyet planı hazırlanırken, kontrol noktaları belirlenir ve kontrol dışı durumların çözümünde uygulanacak faaliyetler belirlenir. Kontrol dışı faaliyet planı olmadan kontrol kartlarının süreç iyileştirmeye katkısı olamaz. Süreç performansını etkileyen 2 farklı kontrol edilebilir faktörün (Sıcaklık & zaman) yer aldığı prosese ait hazırlanan kontrol dışı faaliyet planı yandaki şekilde görülmektedir. Kalite karakteristiğine ilişkin merkezi eğilim, X (ortalama) kontrol kartı, süreç değişkenliği ise R (aralık) kontrol kartı ile izlenmektedir. R (aralık) kontrol kartında kontrol dışı bir durum söz konusu ise, operatörler süreç mühendisliği departmanı ile iletişime geçmeli; X (ortalama) kontrol kartında, kontrol dışı bir gözlem ile karşılaşıldığında ise operatörler proses parametrelerinin (sıcaklık ve zaman) ideal değerlerini belirlemelidir.
30 Değişkenler ve Nitelikler için Kontrol Kartları Kontrol kartları aynı zamanda, proses parametrelerinin değerlerinin (ortalama, standart sapma, hata oranı, kusur sayısı vs.) tahmin edilmesinde de kullanılmaktadır. Tahmin edilen proses parametre değerleri ile süreç yeterlilik analizleri gerçekleştirilmektedir. Süreç yeterlilik analizleri birçok yönetimsel problemin (Ürün yaşam döngüsünün belirlenmesi, üret veya satın al kararları, müşteri ve tedarikçilerle ürün kalitesi ile ilgili anlaşma/sözleşmelerin yapılması) çözümünde kullanılmaktadır. Ölçülebilen özellikler (Değişkenler) için Kontrol Kartları: Sayısal olarak ölçülebilir ve sürekli bir ölçek üzerinde rakamsal olarak ifade edilebilir kalite özellikleridir (Ağırlık, pil ömrü, kumaş mukavemeti, Rockwell sertliği vs.) Kalite özelliğini tanımlamada, merkezi eğilim ölçülerinden aritmetik ortalama, değişim ölçülerinden standart sapma ve açıklık (aralık) kullanılır. Ölçülemeyen özellikler (Nitelikler) için Kontrol Kartları: Sayısal olarak ölçülemeyen ancak kusurlu/kusursuz olarak sınıflandırılabilen özelliklerdir (Renk, eksik parça, çatlak, dokuma hataları, gözle muayene edilebilen karakteristikler) ve ölçülemeyen ancak sayılabilen özellikler (zaman ve maliyet tasarrufu amacıyla ölçülmeyen özellikler: birim uzunluktaki iplik hataları, dokuma hataları gibi). Kusurlu oranı veya kusurlu sayısı dikkate alınarak oluşturulur.


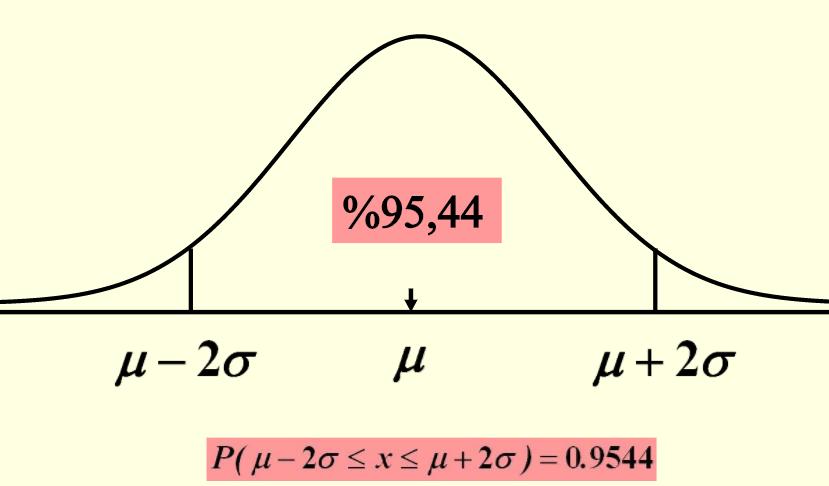
31 Kontrol kartlarının tasarımı; örneklem büyüklüğü, kontrol limitleri ve örneklem alma sıklığının (aralık) belirlenmesi konularını içerir. Ölçülebilen Veri Tipi Ölçülemeyen Evet n<10 Hayır Kusur kusur-kusurlu sayısı Kusurlu X-ort. ve R grafikleri X-ort. ve S grafikleri Evet eşit sayıda örnek Hayır Evet eşit sayıda örnek Hayır c grafiği u grafiği p grafiği np grafiği sp grafiği X ve R & X ve S kontrol kartları birlikte kullanılır. Bunun sebebi, X ortalama ve hedef değere göre farklılıkları incelerken (merkezi eğilimin ölçülmesi), R ve S ise sürecin değişkenliğini (örneklem değişim aralığı) inceler. Örneklemler hem istenilen ortalamayı hem de değişkenliği sağladığında süreç kontrol altındadır.
 grafiği Kitlenin dağılışında zaman içinde bir değişiklik olup olmadığını belirler. Standart sapma (S) grafiği Kitlenin zaman içindeki dağılışını inceleyen bir başka grafik türüdür.")
32 Değişkenler İçin Kontrol Grafikleri X-ortalama grafiği Süreçte işlem gören ya da çıkan parçaların merkezi eğilimlerini inceler. Açıklık (R) grafiği Kitlenin dağılışında zaman içinde bir değişiklik olup olmadığını belirler. Standart sapma (S) grafiği Kitlenin zaman içindeki dağılışını inceleyen bir başka grafik türüdür. Uygulamada X-ort. grafiği S veya R grafiği ile birlikte kullanılır. x n x i x i 1 i X i 1 n n 1 Dağılımdaki her bir gözlem değerinin ortalamaya olan uzaklığını gösteren bir ölçüdür n 2
 kontrol")
 Klasik Kontrol Grafiklerine Alternatif")
33 Nicel & Nitel Kontrol Grafikleri Değişkenler için kontrol grafikleri Nitelikler için kontrol grafikleri Birikimli toplam (CUSUM) kontrol grafiği Üstel ağırlıklı hareketli ortalama (EWMA) Algoritmik (Tabular) CUSUM Hareketli ortalama (MA) Klasik Kontrol Grafiklerine Alternatif Kontrol Şemaları
34 Örnek ortalamaları aynı, fakat II. örneğin değişkenliği daha yüksek. Sadece X kontrol kartı kullanıldığında, süreç değişkenliğinde meydana gelebilecek kontrol dışı bir durumun varlığı (kusurlu mallar) anlaşılamaz. Her iki örneğinde standart sapmaları veya değişim aralıkları eşittir. Ancak sonraki örneğin ortalaması değişmiştir. Sadece R veya S kullanıldığında ise proses ortalamasında meydana gelen bir kayma sonucu sürecin kontrol dışına çıkması (kusurlu mallar) durumu gözden kaçabilmektedir.
35 Ölçülemeyen kalite özellikleri için veri toplamak kolay ve ucuz olduğundan nitelikler için kontrol kartları, örneklem hacminin oldukça fazla alınmasını gerektirir. Nitelikler için kontrol kartları, sadece uygun veya uygun olmayan durumları belirlerler. Ölçülebilen kalite özellikleri için kontrol kartları, hem değişimin yönünü hem de büyüklüğünü ortaya koyarlar. Ölçüm değerleri, verilerin tamamını içerir ve sürecin görünümü az sayıdaki örneklemden (n = 5) elde edilebilir. Kontrol kartları hazırlanırken ilk olarak, süreç için kritik kalite özelliğinin seçimi ve bu özelliğe uygun kontrol kartının seçilmesi gereklidir. Ölçülebilen kalite karakteristikleri için kullanılan X ve R & X ve S kontrol kartlarında, örneklem sayısı veya alt grup sayısı (rasyonel alt gruplar), k 25 olmalıdır. Niteliklere (Belirtilere) göre kontrol kartlarından, np ve c hatalı veya hata sayısı ile ilgilenirken; p ve u kontrol kartları hatalı oranı veya birim başına hatalı sayısını dikkate almaktadır. np ve c kontrol kartları, sabit örneklem hacmi için kullanılırken; p ve u kontrol kartları hem sabit hem de değişken örneklem hacimleri için kullanılabilmektedir.

36 Kontrol Kartı Seçimi
37 Kontrol Kartı Uygulaması Öncesinde Hazırlıklar 1. Kontrol edilecek kritik kalite karakteristiğinin seçilmesi (Standartlar, şartnameler veya anlaşma/sözleşmede belirtilmiş olabilir). 2. Süreç kontrol yönteminin incelenmesi (Süreçteki düzensizliklerin nerede ve nasıl oluştuklarının incelenmesi. Makineden, hammadde ve ürün bileşenlerinden, personelden vs. kaynaklanabileceğinin belirlenmesi). 3. Ölçüm aletlerindeki hatalar ve eksikliklerinin süreç düzensizlikleri üzerindeki etkisinin minimize edilmesi gerekmektedir. 4. En uygun kontrol kartının seçilmesi (Ölçülebilen veya ölçülemeyen kalite karakteristikleri. Nitelikler için kontrol kartı kullanılacaksa, birbirini izleyen örneklem ölçümleri farklı ise hatalı sayısından ziyade, hatalı oranının kullanılması uygun olacaktır). 5. Örneklem büyüklüğü, alt rasyonel grup sayısı ve örneklem alma zaman aralıklarının belirlenmesi (Aralıksız olarak birbiri ardından gelen gözlem değerlerinden oluşan alt grup ölçümü n, sayısı ise k olan örneklemler alınmalıdır). Alt grup ölçümü değişkenler için 2-12 arasında, nitelikler için ise arasında olmalıdır. Alt gruptaki örneklem sayısı en az olmalıdır.
38 Süreç Değişkenliğinin Türleri Shewhart kontrol kartları, süreç verisinin stationary & uncorrelated değişkenliğine sahip olduğu durumlarda kullanıma uygundur.


 Nonstationary (Veriler stabil veya sabit bir ortalama")
39 Süreç Değişkenliğinin Türleri Stationary & uncorrelated (Veri sabit bir ortalama etrafında stabil şekilde & tahmin edilebilir düzeyde değişkenlik göstermiş. Birbirini takip eden gözlem değerleri birbirinden bağımsız hareket etmekte) Stationary & autocorrelated (Birbirini takip eden gözlem değerleri birbirine bağlı olarak hareket etmekte; ortalamanın üzerindeki bir gözlem değerini yine ortalamanın üzerindeki bir gözlem değeri takip ediyor) Nonstationary (Veriler stabil veya sabit bir ortalama etrafında değişkenlik göstermiyor)
40 Kontrol Kartlarında Veri Dağılışının (Pattern) Analizi Kontrol kartları üzerinde rastgele olmayan (sistematik değişimler) veri dağılışlarının analiz edilmesi. 25 noktanın 19 u merkez çizginin altında, 4. örneklem ortalaması değerini takip eden 5 nokta artış eğiliminde (run up), 18. örneklem ortalamasını izleyen noktalar sürekli olarak azalma eğiliminde (run down), aynı tipte hareket eden gözlemlerin sırası (run). Birbirini izleyen 8 noktanın merkez çizginin aynı tarafında (alt/üst) oluşu. Tekrarlı/döngüsel veri dağılışı (Cyclic pattern) - Operatör yorgunluğu, - Hammadde farklılıkları, - Sıcaklık, basınç artışları kaynaklı olabilir.
41 Tekrarlı veri dağılışları arındırılmadan önceki değişkenlik Tekrarlı veri dağılışları arındırıldıktan sonraki değişkenlik Örüntü Tanıma/Algılama (Pattern Recognition): Kontrol kartları üzerinde rassal olmayan sistematik değişimlerin algılanıp, bunların sebepleri araştırılıp giderilmesi gereklidir. Bu sayede, değişkenlik minimize edilebilir. Kontrol altındaki süreçlerde kontrol sınırlarının dışında hiçbir nokta yoktur. Çizginin altındaki ve üstündeki nokta sayısı birbirine eşittir. İşaretlenen noktalar merkez çizginin altında ve üstünde rassal olarak yer almaktadır. Merkez çizginin herhangi bir tarafında ardı ardına 5 ya da daha çok nokta yoktur. Kontrol sınırlarına doğru ardı ardına 6 ya da daha çok nokta yükselme yada azalma eğilimi göstermemektedir. Kontrol sınırlarının yakınında yalnızca birkaç nokta vardır. Noktalar düz çizgi oluşturmamaktadır.
42 Kontrol Kartlarında Arzu Edilmeyen Veri Dağılışları (Örüntüler)
43 Sistematik Hata Eğilimleri a) Periyodik dalgalanma ÜKS MÇ AKS b) Proses ortalamasından kayma ÜKS MÇ AKS c) İki farklı anakütle ÜKS MÇ AKS
44 Western Electric Örüntü Tanımlamada Bölge Kuralları 1. Kontrol limitleri dışında kalan bir veya daha fazla noktanın olması, 2. Birbirini takip eden üç noktanın ikisinin ±2σ uyarı/ikaz limitleri dışında kalması (±2σ uyarı/ikaz limitleri ve ±3σ kontrol limitleri arasında), 3. Birbirini izleyen beş noktanın dördünün ±1σ limitleri dışında olması, 4. Birbirini izleyen 8 noktanın merkez çizginin tek bir tarafında (alt veya üstü) seyretmesi, 5. Birbirini izleyen 6 noktanın sürekli artış veya azalış eğiliminde olması, Son dört nokta, B bölgesi ve ötesinde seyretmiş (Bu durumda, 3. kural ihlal edildiği için süreç kontrol altında değildir.
45 Kontrol Kartları Hassaslaştırma Kuralları 6. Birbirini izleyen 15 noktanın C bölgesinde yer alması (Merkez çizginin altı ve üstünde olabilir), 7. Birbirini izleyen 14 noktadaki azalış veya artış olması. 8. C bölgesi dışında merkez çizginin farklı tarafında olan 8 ardışık nokta, 9. Verinin pek rastlanmayan ve rasgele olmayan düzenli bir dağılış (pattern) izlemesi. 10. Bir veya daha fazla noktanın uyarı ikaz limitleri ve kontrol limitlerine yakın olması. Bir veya daha fazla noktanın kontrol limitleri dışına çıkması durumunda, buna sebep olan özel değişkenlik nedenleri derhal araştırılmalı ve sürece müdahale edip, düzeltici önlemler ile giderilmelidir. Birbirini izleyen bir veya iki noktanın uyarı/ikaz limitlerini aşması durumunda ise, sürece müdahale edilmeden evvel öncelikli olarak örnek alma sıklığı arttırılmalıdır. Böylece, eğer süreç gerçekten kontrol dışında ise, bunun çok daha hızlı bir şekilde fark edilmesi sağlanmış olur.
46 Kontrol kartlarının duyarlılığını arttırmak amacıyla, bu hassaslaştırma kuralları karar vericiler tarafından eş zamanlı olarak uygulanabilir. Bu durumda, birden fazla kuralın uygulanması sonucu, ve bu kuralların birbirinden bağımsız olduğu varsayımı altında, I. Tip hata yapma (Yanlış alarm) olasılığı aşağıdaki gibi hesaplanabilir: k, farklı karar kuralları, α i, i kriterindeki I. Tip hata yapma olasılığı, α, genel (toplam) I. Tip hata yapma olasılığı. Birden fazla hassaslaştırma kuralının eş zamanlı olarak kullanılması durumunda, yanlış alarm verme oranı da artacaktır. Bu kurallar, kontrol kartlarındaki küçük değişimlerin/sapmaların hızlı bir şekilde yakalanma ihtimalini arttırmaktadır. Fakat, sürecin kontrol altında olduğu durumdaki ARL değerinde azalma meydana gelmektedir (Klasik Shewhart kontrol kartlarındaki 370 gözlem değeri, Western Electric bölge kurallarının uygulanması sonucu e düşmüştür). Bu durum, yanlış alarm sıklığının artması anlamına gelmektedir.
47 Kontrol Altında Olmayan Bir Süreç için Sorulması Gereken Sorular Kullanılan cihazların ölçme doğruluğunda farklılıklar var mı? Farklı operatörlerin kullandığı yöntemlerde farklılıklar var mı? Süreç çevre koşullarından (sıcaklık, nem) etkileniyor mu? Çevrede önemli bir değişiklik yapılmış mı? Süreç alet aşınmasından etkileniyor mu? Özel değişimin olduğu sırada eğitimsiz bir işçi mi vardı? Hammadde kaynağında değişiklik oldu mu? Süreç operatörün yorgunluğundan mı etkilendi? Bakım prosedürlerinde bir değişiklik oldu mu? Örnekler farklı makineler, vardiyalar ya da operatörlerden mi alındı?
48 Kontrol Kartlarının Temel Faydaları 1. Süreci kontrol dışına iten nedenlerin araştırılmasını sağlar. 2. Bir süreç ya da tezgahın beklenen performansa ulaşıp ulaşmadığının kontrol edilmesini sağlar. 3. Aynı işi gören tezgah, süreç veya kalite kontrol sorumlularının performanslarının karşılaştırılmasında kullanılır. 4. Bozuk parçaların gözden kaçma olasılığını azaltır. Böylece, hatalı hammadde sonucu oluşan hatalı ürün üretilmeden fark edilir. 5. Hurda ve yeniden işlemeleri azaltarak; üretim kapasitesinin artmasını dolayısıyla da üretkenliğin artmasına katkıda bulunurlar. 6. Herkesin işini ilk seferde doğru yapması gerektiği felsefesine uyumlu olarak hataların önceden önlenmesini sağlarlar (Kusurlu sayısı ve kusurlu oranını minimize etmek).
49 Kontrol Kartlarının Temel Faydaları 7. Gereksiz proses ayarlarının yapılmasını önler. Bir başka deyişle, bozulmadıysa, tamir etme felsefesine göre çalışırlar. Proses üzerindeki gereksiz ayarların yapılması, proses performansını olumsuz etkilemektedir. 8. Kontrol kartları üzerindeki gözlem değerlerinin dağılımı, deneyimli operatör ve mühendisler için tanı ve teşhise ait bilgiler sunar. Böylece, süreç üzerinde iyileşme sağlayacak bir değişimin uygulanmasına katkıda bulunur. 9. Süreç yeterliliği hakkında bilgi verir. Kritik proses parametre değerlerinin tahmin edilmesi ve zamana bağlı dengesi (Stabilitesi & kararlılığı) hakkında bilgi sunar.
50 Kontrol Limitlerinin Belirlenmesi Kontrol limitlerinin, merkez çizgiden çok uzakta belirlenmesi (geniş olması), tip-i hata riskini azaltırken; tip-ii hata riskini arttırmaktadır. Süreç kontrol altında olduğunda, kalite karakteristiği ile ilgili bir gözlem değerinin kontrol limitleri dışına düşmesi olasılığı tip-i hata yapma olasılığıdır ve %0.27 dir. ±3σ kontrol limitleri uygulandığında, tip-i hata yapma olasılığı %0.27 dir. Bu, de yaklaşık 27 kez hata yapılması durumunu ortaya koyar. Eğer tip-i hata olasılığı %0.1 olarak belirlenmişse, bu durumda ±3.09σ kontrol limitleri ile çalışmak gereklidir (Standart normal dağılım tablosundan). Gözlem değerlerinin; ±2σ lık alanda bulunması olasılığı %95,45; ±3σ lık alanda bulunması olasılığı %99,73 tür. Seçilen herhangi bir birimin ±3σ lık alanın dışında kalması olasılığı (1-0,9973)=0,0027 dir.

51 ±2σ lık kontrol limitleri, uyarı/ikaz limitleri olarak ta adlandırılmaktadır. Eğer bir veya daha fazla gözlem değeri, uyarı limitleri ile ±3σ lık kontrol limitleri arasında yer alıyorsa, sürecin olağan şekilde devam edip etmediği konusunda daha fazla bilgi toplamak için örneklem sayısı veya örnek alma sıklığı arttırılır. ±2σ lık uyarı limitleri, kontrol kartlarının duyarlılığını arttırmasına rağmen, süreç hakkında elde edilecek yanlış alarmların riskini de arttırabilmektedir. Örneklem Büyüklüğü & Aralığının Belirlenmesi ARL (Average Run Length), kontrol kartlarının performansının değerlendirilmesinde kullanılır ve kontrol dışı bir durum gözlenmeden önce elde edilen örneklem sayısına (Koşu Uzunluğu) denir. ±3σ lık kontrol limitleri ile çalışıldığında, bir gözlem değerinin kontrol limitleri dışında bulunması olasılığı olduğuna göre; ortalama her 370 örnekte bir, sürecin kontrol dışı olmasına ilişkin sinyal/yanlış alarm oluşacaktır. Gözlem değerinin kontrol limitleri dışında bulunması olasılığı
52 Average Run Length (ARL) Eleştirilen Yönleri Shewhart kontrol kartları için ARL, geometrik dağılım özelliğine sahiptir. Bu nedenle, ARL nin standart sapması oldukça yüksektir. Tek bir parametresi (p) olan geometrik dağılımda, standart sapma (±3σ lık kontrol limitleri ile çalışıldığında) ortalamaya neredeyse eşittir. Dolayısıyla, p = için geometrik dağılımın 10 ve 50 nci yüzdelikleri (percentile), sırasıyla 38 ve 256 dır. Bu da, zamanın yaklaşık %10 unda kontrol altındaki çalışma süresinde olan örneklem sayısının 38 e eşit veya daha az olduğu; zamanının yaklaşık %50 sinde ise 256 ya eşit veya daha az olduğunu göstermektedir. Bu durum, dağılımın ilgili olasılık değerinde (p = ) sağa çarpık olmasından (Asimetrik) kaynaklanmaktadır. Average Time to Signal (ATS) Her saat başında örneklem alındığı varsayılırsa (Sabit zaman aralıklarında), ortalama 370 saatte bir, süreç için yanlış alarm verilmiş olacaktır.
53 Average Run Length (ARL) ARL, sürecin istatiksel olarak kontrol dışında olduğuna dair bir gözlem değerinin çıkmasına kadar süreçten elde edilen ortalama gözlem sayısının belirlenmesinde kullanılır. Süreç ortalamasının hedef değerde olduğu durumdur (in-control ARL) ve ARL 0 olarak ifade edilir. Süreç ortalamasının sapma gösterdiği durumdur (out-of-control ARL) ve ARL 1 olarak ifade edilir. Süreç ortalaması hedef değere yakın ise (kontrol altındaki bir süreç), kontrol grafiğinin verdiği alarm yanlıştır ve beklenen ARL değeri büyük olur. Eğer süreç ortalaması sapma gösterirse kontrol grafiğinin verdiği alarm doğrudur ve beklenen ARL değeri küçük olur. ±3σ kontrol limitleri ile çalışıldığında, süreç kontrol altında olsa da, her 370 örnekte, ortalama olarak kontrol dışı bir sinyal üretilecektir.
54 Her saat başında 5 örneklem alınmakta ve proses ortalaması micron olduğunda süreç kontrol dışına çıkmaktadır. Bu durumda, eğer proses ortalaması micron ise, gözlem değerlerinin kontrol limitleri içerisinde kalma olasılığı yaklaşık 0.35 tir. Bu nedenle, proses ortalamasındaki değişimi yakalamak için süreçten ortalama 2.86 örneklem almak gerekir. Her saatte bir örnek alındığı varsayılırsa, proses ortalamasındaki değişimi ortaya çıkarmak için geçen süre 2.86 saat olacaktır. Kontrol dışı durumu ortaya çıkarmak için geçen bu süreyi daha da kısaltmak için, örnek alma sıklığını arttırmak gereklidir. Örneğin, her yarım saatte bir örneklem alınırsa, proses ortalamasındaki değişimden 1.43 saat geçtikten sonra bu değişim tespit edilebilecektir. Bir diğer yol ise örneklem büyüklüğünü arttırmaktır. n = 10 örneklem alındığında, kontrol limitleri arasında kalma olasılığı 0.1, dolayısıyla p = 0.9 olacaktır. Örneklem sayısı arttırılarak, proses ortalamasındaki değişim gerçekleştikten daha kısa bir süre sonra tespit edilebilecektir.
55 Örneklem büyüklüğünün artması, proses ortalamasındaki değişimin çok daha hızlı (Kısa zaman içerisinde doğru alarm alınarak) tespit edilmesini sağlar. Hangi tasarımın daha iyi olduğuna karar vermek için çeşitli faktörler dikkate alınmalı: örneklem almanın maliyeti, prosesin kontrol dışı olduğu durumda devam etmesi halinde işletme için kayıplar, üretim oranı/hacmi ve farklı tipteki proses değişimlerinin meydana gelme olasılıkları vs.
56 Rasyonel Alt Gruplar Oluşturmak (Numune İçindeki Bireylerin Seçimi) Bazı durumlarda örneklemler, kitleden ya da partiden doğrudan doğruya değil de, seçilen bir takım alt gruplardan çekilir. Bu durumda alt gruplar ya rastgele olarak ya da üretimin hızı ile belirli aralıklarla çekilir. Örneğin farklı makinelerde kısa bir zaman periyodunda üretilen aynı tip ürünler ele alındığında, her makineden gelen ürün alt grubu bir rasyonel alt grup oluşturur. Alt gruplar oluşturulurken veya örneklem alınırken farklı alt gruplar arasındaki değişimlerin büyük; aynı alt grup içerisindeki farkların ise küçük olması (homojen) istenmektedir. Snapshot yaklaşımında (Aynı-Zaman yöntemi), numune elemanları aynı anda veya çok dar bir zamanda alındığı için değerler birbirine çok yakın olacak, değişimler hemen hemen rasgele nedenlere dayanacak ve dolayısıyla rasyonel alt grup oluşturma ilkesini daha iyi yerine getirecektir (Proses ortalamasındaki değişkenliği ölçmede oldukça hassastır). Alt gruplar arası farklılıklar ancak kontrol grafiği yardımıyla ortaya çıkarılabilir.
57 Rasyonel Alt Grup Oluşturma Yaklaşımları Snapshot yaklaşımı: üretim sürecinden ardışık örneklem almak (eş zamanlı üretilen ardışık örnekler). Kontrol kartlarının temel amacı proses ortalamasındaki değişkenliği tespit etmek olduğunda kullanılır. Bir örneklem içerisinde, kaynağı belirlenebilen nedenlerden oluşan değişkenliği minimize etmek ve farklı örneklemler arasındaki değişkenliği maksimize etmeye çalışan bir yaklaşımdır. Ayrıca, değişkenler için kontrol kartlarında sürecin standart sapmasının doğru tahmin edilmesi için bu yaklaşım uygundur.
58 Rasyonel Alt Grup Oluşturma Yaklaşımları Rastgele örneklem yaklaşımı (Süre-Zaman yöntemi): Her bir alt grup, örneklem aralığı boyunca alınan tüm süreç çıktılarının rasgele bir örneğidir. Bu yaklaşım, en son alınan örneklemden beri üretilen tüm ürünlerin kabul edilme/ret edilme kararlarının verilmesinde kullanılır. Eğer alınan örneklemler arasında süreç kontrol dışına çıkıp, tekrar kontrol altında girerse snapshot yaklaşımı bunu etkin bir biçimde tespit edemeyeceği için bu yaklaşımın kullanılması önerilmiştir. Ancak bu yaklaşımda, aynı örneklem içerisindeki değişim aralığı (açıklık) fazla olduğu durumda (farklı zamanlarda üretilmiş ürünler/üretim süreleri arasında fazla zaman geçmesi), daha geniş kontrol limitleri oluşup sürecin sanki kontrol altındaymış gibi görünmesine sebep olabilmektedir.
59 Kontrol Kartı Uygulama Aşamaları I. Aşama: Geçmişe yönelik proses verilerinin toplanması ve kontrol limitlerinin bilinmediği durumda bunların hesaplanması amacını taşır (Verinin alındığı dönemde, süreç kontrol altında mıydı?, Geçmiş veriyle hesapladığımız bu kontrol limitleri, gelecek üretim için güvenilir mi?). I. aşamada amaç, kontrol altında olmayan sürecin fark edilip, kontrol altına alınmasını sağlamaktır. I. aşama, proses parametrelerindeki önemli derecedeki farklılıkların tespiti ve bunların giderilmesini içerir. Ölçüm hataları, veri giriş hataları ve veri aktarım hatalarının tespit edilmesi sağlanır. I. aşamada, sürecin kontrol dışında olduğu varsayımı altında, alınan alt örneklem grubuna ait istatistik değerleri ile kontrol limitleri hesaplanır, (Geçmiş veriden türetilmiş olan kontrol limitleri) ile karşılaştırılır. Kontrol limitleri dışında herhangi bir nokta varsa, sürece müdahale edilerek düzeltici önlemler alınır ve kontrol dışı durumlar giderilir.
60 Kontrol Kartı Uygulamalarının Aşamaları Daha sonra, kontrol limitleri dışında olduğunu gösteren bu noktalar veriden çıkarılıp/temizlenip, yeniden kontrol limitleri hesaplanır. Yeni veri toplanarak, revize edilmiş olan kontrol limitleri ile karşılaştırılır ve kontrol dışı aksiyon planları güncellenir. I. aşamada, süreç ile ilgili yanlış alarm alınmasından ziyade, özel değişkenlik nedenlerinin yakalanılması olasılığı ile ilgilenildiğinden, kontrol kartının performans ölçümünde ARL kullanımı tercih edilmez. Bu sayede, süreç stabil hale getirilerek, II. aşamada kullanılacak kontrol altındaki sürece ait performans verisi elde edilmiş olur. II. Aşama: Kontrol altına alınmış stabil haldeki sürecin izlenmesi amacını taşır. Bir başka deyişle, süreçten art arda alınan örneklem istatistiklerinin önceden belirlenen kontrol limitlerine göre karşılaştırılması sağlanır ve düşük/orta seviyedeki süreç değişimleri ile ilgilenilir. Bu aşamada, kontrol kartlarının performansının değerlendirilmesinde, ARL kullanılabilmektedir. II. aşamada, klasik Shewhart kontrol kartlarının yerine CUSUM ve EWMA kontrol kartlarının kullanımı uygundur.
61 Özet 1. Kontrol edilecek kalite karakteristiklerinin belirlenmesi (Her bir kritik kalite karakteristiği için ayrı kontrol grafiği oluşturulur). 2. Kalite karakteristiğine uygun kontrol kartının seçimi (Değişkenler ve nitelikler için kontrol kartları), 3. Uygun bir örnekleme yöntemi ile rasyonel alt gruplar oluşturulur ve örnekler seçilerek, ölçüm değerleri kaydedilir. 4. Merkez çizgi (Hedef değer) belirlenir, alt ve üst kontrol limitleri hesaplanır. 5. Kontrol limitleri dışındaki örnekler belirlenir, kusurlu olma sebepleri araştırılarak, sürece müdahale edilip, düzeltici faaliyetler uygulanır. 6. Kontrol dışı gözlem değerleri gözlem değerleri içerisinden temizlenerek, yeniden kontrol limitlerinin değerleri hesaplanır.
62 X-ort. ve R Kontrol Grafikleri Üretimden alınan örneklerin hacimleri 10 dan küçük olduğunda (n<10) X-ort. grafiği ile birlikte R grafiğinin kullanılması tercih edilir. Üretimin doğru bir görünüşünü elde edebilmek için genellikle 4 veya 5 birimden oluşan alt grup örneklem olarak seçilir. Seçilen örneklemler, homojen kitleden alınmalıdır. Homojenlik ile kastedilen, parçaların mümkün olduğunca birbirine benzer olmasıdır. Yani aynı makineden, aynı operatörden alınmış parçalar veya bir aletin bozulana kadar ya da bakıma alınana kadar ürettiği materyal miktarı homojen kitledir. Örneklem büyüklüğü arttıkça, kontrol sınırları merkez çizgiye yaklaşır. Bu da kontrol grafiklerini daha hassas yapar. Bir başka deyişle, süreç ortalamasındaki veya süreç değişkenliğindeki küçük bir değişim görülebilir. X-ort. ve R grafiklerinde kontrol sınırları standartların belli olması ve olmaması durumlarına göre ayrı ayrı belirlenir.

63 Standartların Belli Olması Durumu Bu durumda kalite karakteristiğine ait anakütle (popülasyon), ortalaması µ ve standart sapması σ bilinen normal dağılım göstermektedir. Standartların belli olması durumunda, geçmişteki üretimin kontrol dışında oluşmasının etkileri araştırılıp, giderilmiş ve gelecekteki üretimin kontrolü amacıyla oluşturulan kontrol kartlarıdır. ÜKL = ±3 olarak alınır AKL = ÜKL = AKL =

64 Anakütle Ortalaması İçin Güven Aralığı
65 w, rastgele değişkenine göreceli etkinlik denir. Alt grup (örnek) büyüklüğünün belirlenmesi (Tipik olarak 4 veya 5 olabilir. Aynı alt gruptaki tüm ölçümlerin aynı proses koşullarında alınmış olması gerekmektedir. R grafiğinde alt sınır sıfırdan küçük çıkarsa alt sınır kullanılmaz.

66 Örnek Bir üretim prosesinde çeşitli zaman aralıklarında şansa bağlı olarak 5 er birimlik 20 örnek alınmış ve kontrol edilecek olan kalite özelliği için bu örneklere ait ölçüm değerlerinin yandaki gibi olduğu tespit edilmiştir. Ölçülen kalite özelliğinin anakütle ortalaması 178 ve standart sapması 3 olarak bilindiğine göre X-R grafiğini çizerek yorumlayınız.
67
68 İlk 5 örnek alt kontrol sınırının altındadır. 6. örnekten itibaren üretim kontrol altına girmiştir. Üretime müdahale edilip ilk 5 örneğin kontrol sınırları dışına çıkma sebepleri belirlenmeli ve tedbir alınmalıdır. 1, 3 ve 7 nolu örnekler ÜKL nin dışına çıkmıştır. Bu üç örnek içerisinde aşırı değişkenlik olduğu anlaşılmaktadır.


69 Yıllar boyunca hep sayılara inandım ve de nedenleri getiren denklemlere ve mantığa.. Bu şekilde geçen bir yaşamdan sonra, mantık aslında nedir? diye soruyorum.. Nedenlerine kim karar verir? Yaşamım matematik, fizik, metafizik & halüsinasyonlar arasında gidip geldi.. Ve akademik kariyerim en önemli buluşunu yaptım.. Hayatımın da en önemli buluşu bu.. Mantıklı sebepler ancak ve ancak gerçek sevginin gizem dolu denklemlerinde bulunabilir. John Forbes Nash, Jr. Nobel ödülü konuşmasından (1994)
70 Kaynakça Douglas C. Montgomery (2009). Introduction to Statistical Quality Control, John Wiley & Sons, Inc. Şanslı Şenol (2012). İstatistiksel Kalite Kontrol, Nobel Akademik Yayıncılık. Demir Aslan (2003). Proses Kontrol ve Toplam Kalite, DEU Mühendislik Fakültesi Basım Ünitesi. Tayfun Özdemir (2000). İstatistiksel Kalite Kontrol, A.Ü.F.F. Döner Sermaye İşletmesi Yayınları, 62. Sermin Elevli. Kalite Kontrol Ders Notları. TÜİK, İstatistiksel Kalite Kontrol Sorularla Resmi İstatistikler Dizisi 11. Özlem İpekligil Doğan. İstatistiksel Kalite Kontrol, Ders Notları. Mehmet Çakmakçı, Kalite Planlama ve Kontrol, Ders notları ( The Boing Company, 1998, Advanced Quality System, D1-9000, USA.
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END Kalite Planlama ve Kontrol
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İSTATİSTİKSEL PROSES KONTROLÜ
 İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İstatistiksel Süreç Kontrol KAZIM KARABOĞA
 İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
SÜREKLİ ŞANS DEĞİŞKENLERİ. Üstel Dağılım Normal Dağılım
 SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
Örnek 4.1: Tablo 2 de verilen ham verilerin aritmetik ortalamasını hesaplayınız.
 .4. Merkezi Eğilim ve Dağılım Ölçüleri Merkezi eğilim ölçüleri kitleye ilişkin bir değişkenin bütün farklı değerlerinin çevresinde toplandığı merkezi bir değeri gösterirler. Dağılım ölçüleri ise değişkenin
.4. Merkezi Eğilim ve Dağılım Ölçüleri Merkezi eğilim ölçüleri kitleye ilişkin bir değişkenin bütün farklı değerlerinin çevresinde toplandığı merkezi bir değeri gösterirler. Dağılım ölçüleri ise değişkenin
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
İSTATİSTİK II. Hipotez Testleri 1
 İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
8.Hafta. Değişkenlik Ölçüleri. Öğr.Gör.Muhsin ÇELİK. Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek,
 İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri Hedefler Bu üniteyi çalıştıktan sonra; Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek, Serilerin birbirlerine değişkenliklerini yorumlayabileceksiniz. 2
İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri Hedefler Bu üniteyi çalıştıktan sonra; Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek, Serilerin birbirlerine değişkenliklerini yorumlayabileceksiniz. 2
13. Olasılık Dağılımlar
 13. Olasılık Dağılımlar Mühendislik alanında karşılaşılan fiziksel yada fiziksel olmayan rasgele değişken büyüklüklerin olasılık dağılımları için model alınabilecek çok sayıda sürekli ve kesikli fonksiyon
13. Olasılık Dağılımlar Mühendislik alanında karşılaşılan fiziksel yada fiziksel olmayan rasgele değişken büyüklüklerin olasılık dağılımları için model alınabilecek çok sayıda sürekli ve kesikli fonksiyon
Genel olarak test istatistikleri. Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.
 Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.") 4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ
 ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
İÇİNDEKİLER ÖN SÖZ...
 İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
Tanımlayıcı İstatistikler. Yrd. Doç. Dr. Emre ATILGAN
 Tanımlayıcı İstatistikler Yrd. Doç. Dr. Emre ATILGAN 1 Tanımlayıcı İstatistikler Yer Gösteren Ölçüler Yaygınlık Ölçüleri Merkezi Eğilim Ölçüleri Konum Ölçüleri 2 3 Aritmetik Ortalama Aritmetik ortalama,
Tanımlayıcı İstatistikler Yrd. Doç. Dr. Emre ATILGAN 1 Tanımlayıcı İstatistikler Yer Gösteren Ölçüler Yaygınlık Ölçüleri Merkezi Eğilim Ölçüleri Konum Ölçüleri 2 3 Aritmetik Ortalama Aritmetik ortalama,
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin
 Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
VERİ SETİNE GENEL BAKIŞ
 VERİ SETİNE GENEL BAKIŞ Outlier : Veri setinde normal olmayan değerler olarak tanımlanır. Ders: Kantitatif Yöntemler 1 VERİ SETİNE GENEL BAKIŞ Veri setinden değerlendirme başlamadan çıkarılabilir. Yazım
VERİ SETİNE GENEL BAKIŞ Outlier : Veri setinde normal olmayan değerler olarak tanımlanır. Ders: Kantitatif Yöntemler 1 VERİ SETİNE GENEL BAKIŞ Veri setinden değerlendirme başlamadan çıkarılabilir. Yazım
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ. Prof. Dr. Mualla YALÇINKAYA
 JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ Prof. Dr. Mualla YALÇINKAYA Karadeniz Teknik Üniversitesi, Harita Mühendisliği Bölümü Trabzon, 2018 VERİLERİN İRDELENMESİ Örnek: İki nokta arasındaki uzunluk 80 kere
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ Prof. Dr. Mualla YALÇINKAYA Karadeniz Teknik Üniversitesi, Harita Mühendisliği Bölümü Trabzon, 2018 VERİLERİN İRDELENMESİ Örnek: İki nokta arasındaki uzunluk 80 kere
 0.04.03 Standart Hata İstatistikte hesaplanan her istatistik değerin mutlaka hatası da hesaplanmalıdır. Çünkü hesaplanan istatistikler, tahmini bir değer olduğu için mutlaka hataları da vardır. Standart
0.04.03 Standart Hata İstatistikte hesaplanan her istatistik değerin mutlaka hatası da hesaplanmalıdır. Çünkü hesaplanan istatistikler, tahmini bir değer olduğu için mutlaka hataları da vardır. Standart
İÇİNDEKİLER. BÖLÜM 1 Değişkenler ve Grafikler 1. BÖLÜM 2 Frekans Dağılımları 37
 İÇİNDEKİLER BÖLÜM 1 Değişkenler ve Grafikler 1 İstatistik 1 Yığın ve Örnek; Tümevarımcı ve Betimleyici İstatistik 1 Değişkenler: Kesikli ve Sürekli 1 Verilerin Yuvarlanması Bilimsel Gösterim Anlamlı Rakamlar
İÇİNDEKİLER BÖLÜM 1 Değişkenler ve Grafikler 1 İstatistik 1 Yığın ve Örnek; Tümevarımcı ve Betimleyici İstatistik 1 Değişkenler: Kesikli ve Sürekli 1 Verilerin Yuvarlanması Bilimsel Gösterim Anlamlı Rakamlar
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory
 ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ. Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN. Endüstri Mühendisliği Bölümü
 1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
Dr. Mehmet AKSARAYLI
 Dr. Mehmet AKSARAYLI Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir. Şans Değişkenleri KESİKLİ RASSAL DEĞİŞKENLER ve OLASILIK DAĞILIMLARI Kesikli
Dr. Mehmet AKSARAYLI Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir. Şans Değişkenleri KESİKLİ RASSAL DEĞİŞKENLER ve OLASILIK DAĞILIMLARI Kesikli
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
ALKÜ EKONOMİ ve FİNANS BÖLÜMÜ ISL 207 İSTATİSTİK I ALIŞTIRMALAR
 ALKÜ EKONOMİ ve FİNANS BÖLÜMÜ ISL 207 İSTATİSTİK I ALIŞTIRMALAR 1- İlaçla tedavi edilen 7 hastanın ortalama iyileşme süresi 22.6 gün ve standart sapması.360 gündür. Ameliyatla tedavi edilen 9 hasta için
ALKÜ EKONOMİ ve FİNANS BÖLÜMÜ ISL 207 İSTATİSTİK I ALIŞTIRMALAR 1- İlaçla tedavi edilen 7 hastanın ortalama iyileşme süresi 22.6 gün ve standart sapması.360 gündür. Ameliyatla tedavi edilen 9 hasta için
SÜREKLĠ OLASILIK DAĞILIMLARI
 SÜREKLĠ OLASILIK DAĞILIMLARI Sayı ekseni üzerindeki tüm noktalarda değer alabilen değişkenler, sürekli değişkenler olarak tanımlanmaktadır. Bu bölümde, sürekli değişkenlere uygun olasılık dağılımları üzerinde
SÜREKLĠ OLASILIK DAĞILIMLARI Sayı ekseni üzerindeki tüm noktalarda değer alabilen değişkenler, sürekli değişkenler olarak tanımlanmaktadır. Bu bölümde, sürekli değişkenlere uygun olasılık dağılımları üzerinde
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI. Yrd. Doç. Dr. Emre ATILGAN
 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
İstatistik ve Olasılık
 İstatistik ve Olasılık - I Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kes1rim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmak7r. ü Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık - I Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kes1rim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmak7r. ü Bu anlamda, anakütleden çekilen
Hipotez Testleri. Mühendislikte İstatistik Yöntemler
 Hipotez Testleri Mühendislikte İstatistik Yöntemler Hipotez Testleri Parametrik Testler ( z ve t testleri) Parametrik Olmayan Testler (χ 2 Testi) Hipotez Testleri Ana Kütle β( µ, σ ) Örnek Kütle b ( µ
Hipotez Testleri Mühendislikte İstatistik Yöntemler Hipotez Testleri Parametrik Testler ( z ve t testleri) Parametrik Olmayan Testler (χ 2 Testi) Hipotez Testleri Ana Kütle β( µ, σ ) Örnek Kütle b ( µ
Temel İstatistik. Y.Doç.Dr. İbrahim Turan Mart Tanımlayıcı İstatistik. Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri
 Temel İstatistik Tanımlayıcı İstatistik Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri Y.Doç.Dr. İbrahim Turan Mart 2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ Verilerin değişkenlik durumu ve dağılışın şeklini
Temel İstatistik Tanımlayıcı İstatistik Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri Y.Doç.Dr. İbrahim Turan Mart 2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ Verilerin değişkenlik durumu ve dağılışın şeklini
DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati (T+U+L) Kredi AKTS OLASILIK VE İSTATİSTİK FEB-222 2/ 2.YY 3+0+0 3 3 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati (T+U+L) Kredi AKTS OLASILIK VE İSTATİSTİK FEB-222 2/ 2.YY 3+0+0 3 3 Dersin Dili Dersin Seviyesi
İçindekiler. Ön Söz... xiii
 İçindekiler Ön Söz.................................................... xiii Bölüm 1 İstatistiğe Giriş....................................... 1 1.1 Giriş......................................................1
İçindekiler Ön Söz.................................................... xiii Bölüm 1 İstatistiğe Giriş....................................... 1 1.1 Giriş......................................................1
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü
 Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
İstatistiksel Süreç Kontrolü Statistical Process Control (SPC) Dr. Musa KILIÇ
 Dr. Musa KILIÇ") İstatistiksel Süreç Kontrolü Statistical Process Control (SPC) Dr. Musa KILIÇ KALİTE VE KALİTE KONTROLÜ Kalitenin Tanımı Kalite, kullanıma uygunluktur (Juran). Kalite, bir ürünün gerekliliklere uygunluk
İstatistiksel Süreç Kontrolü Statistical Process Control (SPC) Dr. Musa KILIÇ KALİTE VE KALİTE KONTROLÜ Kalitenin Tanımı Kalite, kullanıma uygunluktur (Juran). Kalite, bir ürünün gerekliliklere uygunluk
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 6: Nitelikler (Belirtiler) İçin Kontrol Kartları Yrd. Doç. Dr. Kemal SUBULAN (13-15).03.2018
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 6: Nitelikler (Belirtiler) İçin Kontrol Kartları Yrd. Doç. Dr. Kemal SUBULAN (13-15).03.2018
Ders 1 Minitab da Grafiksel Analiz-I
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
YANLILIK. Yanlılık örneklem istatistiği değerlerinin evren parametre değerinden herhangi bir sistematik sapması olarak tanımlanır.
 AED 310 İSTATİSTİK YANLILIK Yanlılık örneklem istatistiği değerlerinin evren parametre değerinden herhangi bir sistematik sapması olarak tanımlanır. YANLILIK Yanlı bir araştırma tasarımı uygulandığında,
AED 310 İSTATİSTİK YANLILIK Yanlılık örneklem istatistiği değerlerinin evren parametre değerinden herhangi bir sistematik sapması olarak tanımlanır. YANLILIK Yanlı bir araştırma tasarımı uygulandığında,
İSTATİSTİK MHN3120 Malzeme Mühendisliği
 İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
İstatistik ve Olasılık
 İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri. BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014
 Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014 1 Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl?
Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014 1 Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl?
İstatistik Nedir? Ders 1 Minitab da Grafiksel Analiz-I ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. İstatistiğin Konusu Olan Olaylar
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya başlanmıştır. Ders 1 Minitab da
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya başlanmıştır. Ders 1 Minitab da
İstatistiksel Kalite Kontrol
 İstatistiksel Kalite Kontrol İstatistiksel kalite kontrol (İKK) metodlarının sanayide geniş çapta uygulanması ile imalatın hızlanması, firenin azaltılması, maliyetlerin düşürülmesi ve kalitenin yükseltilmesi
İstatistiksel Kalite Kontrol İstatistiksel kalite kontrol (İKK) metodlarının sanayide geniş çapta uygulanması ile imalatın hızlanması, firenin azaltılması, maliyetlerin düşürülmesi ve kalitenin yükseltilmesi
Konum ve Dağılım Ölçüleri. BBY606 Araştırma Yöntemleri Güleda Doğan
 Konum ve Dağılım Ölçüleri BBY606 Araştırma Yöntemleri Güleda Doğan Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl? Yakın, uzak? Sıklık dağılımlarının karşılaştırılması
Konum ve Dağılım Ölçüleri BBY606 Araştırma Yöntemleri Güleda Doğan Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl? Yakın, uzak? Sıklık dağılımlarının karşılaştırılması
SÜREKLİ OLASILIK DAĞILIMI
 SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten elde edilen
İstatistik ve Olasılık Ders 8: Prof. Dr. Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten elde edilen
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi I (Process
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi I (Process
Örneklemden elde edilen parametreler üzerinden kitle parametreleri tahmin edilmek istenmektedir.
 ÇIKARSAMALI İSTATİSTİKLER Çıkarsamalı istatistikler, örneklemden elde edilen değerler üzerinde kitleyi tanımlamak için uygulanan istatistiksel yöntemlerdir. Çıkarsamalı istatistikler; Tahmin Hipotez Testleri
ÇIKARSAMALI İSTATİSTİKLER Çıkarsamalı istatistikler, örneklemden elde edilen değerler üzerinde kitleyi tanımlamak için uygulanan istatistiksel yöntemlerdir. Çıkarsamalı istatistikler; Tahmin Hipotez Testleri
BİYOİSTATİSTİK. Uygulama 4. Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Güven Aralıkları 2 Güven Aralıkları
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Güven Aralıkları 2 Güven Aralıkları
OLASILIK ve İSTATİSTİK Hipotez Testleri
 OLASILIK ve İSTATİSTİK Hipotez Testleri Yrd.Doç.Dr. Pınar YILDIRIM Okan Üniversitesi Mühendislik ve Mimarlık Fakültesi Bilgisayar Mühendisliği Bölümü Hipotezler ve Testler Hipotez, kitleye(yığına) ait
OLASILIK ve İSTATİSTİK Hipotez Testleri Yrd.Doç.Dr. Pınar YILDIRIM Okan Üniversitesi Mühendislik ve Mimarlık Fakültesi Bilgisayar Mühendisliği Bölümü Hipotezler ve Testler Hipotez, kitleye(yığına) ait
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 2 AÇIKLAYICI (BETİMLEYİCİ) İSTATİSTİK Yrd. Doç. Dr. Fatih TOSUNOĞLU 1-Açıklayıcı (Betimleyici) İstatistik İnceleme sonucu elde edilen ham verilerin istatistiksel
Mühendislikte İstatistiksel Yöntemler BÖLÜM 2 AÇIKLAYICI (BETİMLEYİCİ) İSTATİSTİK Yrd. Doç. Dr. Fatih TOSUNOĞLU 1-Açıklayıcı (Betimleyici) İstatistik İnceleme sonucu elde edilen ham verilerin istatistiksel
İstatistiksel Yorumlama
 İstatistiksel Yorumlama Amaç, popülasyon hakkında yorumlamalar yapmaktadır. Populasyon Parametre Karar Vermek Örnek İstatistik Tahmin 1 Tahmin Olaylar hakkında tahminlerde bulunmak ve karar vermek zorundayız
İstatistiksel Yorumlama Amaç, popülasyon hakkında yorumlamalar yapmaktadır. Populasyon Parametre Karar Vermek Örnek İstatistik Tahmin 1 Tahmin Olaylar hakkında tahminlerde bulunmak ve karar vermek zorundayız
BÖLÜM 12 STUDENT T DAĞILIMI
 1 BÖLÜM 12 STUDENT T DAĞILIMI 'Student t dağılımı' ya da kısaca 't dağılımı'; normal dağılım ve Z dağılımının da içerisinde bulunduğu 'sürekli olasılık dağılımları' ailesinde yer alan dağılımlardan bir
1 BÖLÜM 12 STUDENT T DAĞILIMI 'Student t dağılımı' ya da kısaca 't dağılımı'; normal dağılım ve Z dağılımının da içerisinde bulunduğu 'sürekli olasılık dağılımları' ailesinde yer alan dağılımlardan bir
Merkezi Eğilim ve Dağılım Ölçüleri
 Merkezi Eğilim ve Dağılım Ölçüleri Soru Öğrencilerin derse katılım düzeylerini ölçmek amacıyla geliştirilen 16 soruluk bir test için öğrencilerin ilk 8 ve son 8 soruluk yarılardan aldıkları puanlar arasındaki
Merkezi Eğilim ve Dağılım Ölçüleri Soru Öğrencilerin derse katılım düzeylerini ölçmek amacıyla geliştirilen 16 soruluk bir test için öğrencilerin ilk 8 ve son 8 soruluk yarılardan aldıkları puanlar arasındaki
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Sürekli Rastsal Değişkenler
 Sürekli Rastsal Değişkenler Normal Dağılım: Giriş Normal Dağılım: Tamamen ortalaması ve standart sapması ile tanımlanan bir rastsal değişken, X, için oluşturulan sürekli olasılık dağılımına normal dağılım
Sürekli Rastsal Değişkenler Normal Dağılım: Giriş Normal Dağılım: Tamamen ortalaması ve standart sapması ile tanımlanan bir rastsal değişken, X, için oluşturulan sürekli olasılık dağılımına normal dağılım
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 9: Prof. Dr. İrfan KAYMAZ Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten
İstatistik ve Olasılık Ders 9: Prof. Dr. İrfan KAYMAZ Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten
WEIBULL DAĞILIMI WEIBULL DAĞILIMI ANADOLU ÜNİVERSİTESİ
 ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ SÜREKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 WEIBULL DAĞILIMI Weibull dağılımı, pek çok farklı sistemlerin bozulana kadar geçen süreleri ile ilgilenir. Dağılımın
ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ SÜREKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 WEIBULL DAĞILIMI Weibull dağılımı, pek çok farklı sistemlerin bozulana kadar geçen süreleri ile ilgilenir. Dağılımın
Hatalar Bilgisi ve İstatistik Ders Kodu: Kredi: 3 / ECTS: 5
 Ders Kodu: 0010070021 Kredi: 3 / ECTS: 5 Yrd. Doç. Dr. Serkan DOĞANALP Necmettin Erbakan Üniversitesi Harita Mühendisliği Bölümü Konya 07.01.2015 1 Giriş 2 Giriş Matematiksel istatistiğin konusu yığın
Ders Kodu: 0010070021 Kredi: 3 / ECTS: 5 Yrd. Doç. Dr. Serkan DOĞANALP Necmettin Erbakan Üniversitesi Harita Mühendisliği Bölümü Konya 07.01.2015 1 Giriş 2 Giriş Matematiksel istatistiğin konusu yığın
Copyright 2004 Pearson Education, Inc. Slide 1
 Slide 1 Bölüm 2 Verileri Betimleme, Keşfetme, ve Karşılaştırma 2-1 Genel Bakış 2-2 Sıklık Dağılımları 2-3 Verilerin Görselleştirilmesi 2-4 Merkezi Eğilim Ölçüleri 2-5 Değişimin Ölçülmesi 2-6 Nispi Sabitlerin
Slide 1 Bölüm 2 Verileri Betimleme, Keşfetme, ve Karşılaştırma 2-1 Genel Bakış 2-2 Sıklık Dağılımları 2-3 Verilerin Görselleştirilmesi 2-4 Merkezi Eğilim Ölçüleri 2-5 Değişimin Ölçülmesi 2-6 Nispi Sabitlerin
ÖRNEKLEME TEORİSİ. Prof.Dr.A.KARACABEY Doç.Dr.F.GÖKGÖZ
 ÖRNEKLEME TEORİSİ 1 Bir popülasyonu istatistiksel açıdan incelemek ve işlemler yapabilmek için popülasyon içerisinden seçilen örneklemlerden yararlandığımızı söylemiştik. Peki popülasyonun istatistiksel
ÖRNEKLEME TEORİSİ 1 Bir popülasyonu istatistiksel açıdan incelemek ve işlemler yapabilmek için popülasyon içerisinden seçilen örneklemlerden yararlandığımızı söylemiştik. Peki popülasyonun istatistiksel
İstatistiksel Süreç Kontrolu. Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
BİYOİSTATİSTİK Merkezi Eğilim ve Değişim Ölçüleri Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Merkezi Eğilim ve Değişim Ölçüleri Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 İstatistik
BİYOİSTATİSTİK Merkezi Eğilim ve Değişim Ölçüleri Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 İstatistik
İstatistik ve Olasılık
 İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
Kalite Yönetimi. Kabul Örneklemesi 11. Hafta
 Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
BİYOİSTATİSTİK Bazı Olasılık Dağılışları Dr. Öğr. Üyesi Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Bazı Olasılık Dağılışları Dr. Öğr. Üyesi Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Uygulamalı bilim
BİYOİSTATİSTİK Bazı Olasılık Dağılışları Dr. Öğr. Üyesi Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Uygulamalı bilim
LAÜ FEN EDEBĐYAT FAKÜLTESĐ PSĐKOLOJĐ BÖLÜMÜ PSK 106 ĐSTATĐSTĐK YÖNTEMLER I BAHAR DÖNEMĐ BÜTÜNLEME SINAVI SORULARI
 LAÜ FEN EDEBĐYAT FAKÜLTESĐ PSĐKOLOJĐ BÖLÜMÜ PSK 106 ĐSTATĐSTĐK YÖNTEMLER I 2015-2016 BAHAR DÖNEMĐ BÜTÜNLEME SINAVI SORULARI Tarih/Saat/Yer: 24.06.16/11:00-12:30/AS010 Instructor: Prof. Dr. Hüseyin Oğuz
LAÜ FEN EDEBĐYAT FAKÜLTESĐ PSĐKOLOJĐ BÖLÜMÜ PSK 106 ĐSTATĐSTĐK YÖNTEMLER I 2015-2016 BAHAR DÖNEMĐ BÜTÜNLEME SINAVI SORULARI Tarih/Saat/Yer: 24.06.16/11:00-12:30/AS010 Instructor: Prof. Dr. Hüseyin Oğuz
Olasılık ve Normal Dağılım
 Olasılık ve Normal Dağılım P = 0 İmkansız P =.5 Yarı yarıya P = 1 Kesin Yazı-Tura 1.5 2 1.5 2.5.5.25 Para atışı 10 kere tekrarlandığında Yazı Sayısı f % 0 3 30 1 6 60 2 1 10 Toplam 10 100 Atış 1000 kere
Olasılık ve Normal Dağılım P = 0 İmkansız P =.5 Yarı yarıya P = 1 Kesin Yazı-Tura 1.5 2 1.5 2.5.5.25 Para atışı 10 kere tekrarlandığında Yazı Sayısı f % 0 3 30 1 6 60 2 1 10 Toplam 10 100 Atış 1000 kere
KARŞILAŞTIRMA İSTATİSTİĞİ, ANALİTİK YÖNTEMLERİN KARŞILAŞTIRILMASI, BİYOLOJİK DEĞİŞKENLİK. Doç.Dr. Mustafa ALTINIŞIK ADÜTF Biyokimya AD 2005
 KARŞILAŞTIRMA İSTATİSTİĞİ, ANALİTİK YÖNTEMLERİN KARŞILAŞTIRILMASI, BİYOLOJİK DEĞİŞKENLİK Doç.Dr. Mustafa ALTINIŞIK ADÜTF Biyokimya AD 2005 1 Karşılaştırma istatistiği Temel kavramlar: Örneklem ve evren:
KARŞILAŞTIRMA İSTATİSTİĞİ, ANALİTİK YÖNTEMLERİN KARŞILAŞTIRILMASI, BİYOLOJİK DEĞİŞKENLİK Doç.Dr. Mustafa ALTINIŞIK ADÜTF Biyokimya AD 2005 1 Karşılaştırma istatistiği Temel kavramlar: Örneklem ve evren:
Mühendislikte İstatistik Yöntemler
 .0.0 Mühendislikte İstatistik Yöntemler İstatistik Parametreler Tarih Qma.3.98 4..98 0.3.983 45 7..984 37.3.985 48 0.4.986 67.4.987 5 0.3.988 45.5.989 34.3.990 59.4.99 3 4 34 5 37 6 45 7 45 8 48 9 5 0
.0.0 Mühendislikte İstatistik Yöntemler İstatistik Parametreler Tarih Qma.3.98 4..98 0.3.983 45 7..984 37.3.985 48 0.4.986 67.4.987 5 0.3.988 45.5.989 34.3.990 59.4.99 3 4 34 5 37 6 45 7 45 8 48 9 5 0
ANADOLU ÜNİVERSİTESİ ÖRNEK: GEOMETRİK DAĞILIM
 ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ KESİKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 GEOMETRİK DAĞILIM Bir Bernoulli deneyi ilk olumlu sonuç elde edilmesine kadar tekrarlansın. X: ilk olumlu sonucun
ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ KESİKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 GEOMETRİK DAĞILIM Bir Bernoulli deneyi ilk olumlu sonuç elde edilmesine kadar tekrarlansın. X: ilk olumlu sonucun
ANADOLU ÜNİVERSİTESİ. ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
İstatistik Nedir? İstatistiğin Önemi Nedir? Tanımlayıcı ve Çıkarımcı İstatistik ttitik Tanımlayıcı İstatistik Türleri Çıkarımcı İstatistiğin i iği
 İSTATİSTİK E GİRİŞ TEMEL KAVRAMLAR İstatistik Nedir? İstatistiğin Önemi Nedir? Tanımlayıcı ve Çıkarımcı İstatistik ttitik Tanımlayıcı İstatistik Türleri Çıkarımcı İstatistiğin i iği Elemanlarıl AMAÇ İstatistiğe
İSTATİSTİK E GİRİŞ TEMEL KAVRAMLAR İstatistik Nedir? İstatistiğin Önemi Nedir? Tanımlayıcı ve Çıkarımcı İstatistik ttitik Tanımlayıcı İstatistik Türleri Çıkarımcı İstatistiğin i iği Elemanlarıl AMAÇ İstatistiğe
BİYOİSTATİSTİK. Ödev Çözümleri. Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Ödev Çözümleri Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr Ödev 1 Çözümleri 2 1. Bir sonucun
BİYOİSTATİSTİK Ödev Çözümleri Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr Ödev 1 Çözümleri 2 1. Bir sonucun
İstatistiksel Proses Kontrol
 İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
Hipotez Testi ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. Ders 4 Minitab da İstatiksel Çıkarım-I. Hipotez Testi. Hipotez Testi
 ENM 52 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 4 Minitab da İstatiksel Çıkarım-I (Ortalamalar ve Oranlar İçin ) İstatistiksel Hipotezler İstatistiksel hipotez testi ve parametrelerin güven aralığı tahmini,
ENM 52 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 4 Minitab da İstatiksel Çıkarım-I (Ortalamalar ve Oranlar İçin ) İstatistiksel Hipotezler İstatistiksel hipotez testi ve parametrelerin güven aralığı tahmini,
HİPOTEZ TESTLERİ ANADOLU ÜNİVERSİTESİ. Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
İSTATİSTİK I KISA ÖZET KOLAYAOF
 DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2 Kolayaof.com
DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2 Kolayaof.com
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
4. HİSTOGRAM. Tolerans Aralığı. Değişim Aralığı HEDEF. Üst Spesifikasyon Limiti. Alt Spesifikasyon Limiti
 4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
Ders 8: Verilerin Düzenlenmesi ve Analizi
 Ders 8: Verilerin Düzenlenmesi ve Analizi Betimsel İstatistik Merkezsel Eğilim Ölçüleri Dağılım Ölçüleri Grafiksel Gösterimler Bir kitlenin tamamını, ya da kitleden alınan bir örneklemi özetlemekle (betimlemekle)
Ders 8: Verilerin Düzenlenmesi ve Analizi Betimsel İstatistik Merkezsel Eğilim Ölçüleri Dağılım Ölçüleri Grafiksel Gösterimler Bir kitlenin tamamını, ya da kitleden alınan bir örneklemi özetlemekle (betimlemekle)
BÖLÜM 1 GİRİŞ: İSTATİSTİĞİN MÜHENDİSLİKTEKİ ÖNEMİ
 BÖLÜM..AMAÇ GİRİŞ: İSTATİSTİĞİ MÜHEDİSLİKTEKİ ÖEMİ Doğa bilimlerinde karşılaştığımız problemlerin birçoğunda olaydaki değişkenlerin değerleri bilindiğinde probleme kesin ve tek bir çözüm bulunabilir. Örneğin
BÖLÜM..AMAÇ GİRİŞ: İSTATİSTİĞİ MÜHEDİSLİKTEKİ ÖEMİ Doğa bilimlerinde karşılaştığımız problemlerin birçoğunda olaydaki değişkenlerin değerleri bilindiğinde probleme kesin ve tek bir çözüm bulunabilir. Örneğin
MIT OpenCourseWare Ekonomide İstatistiksel Yöntemlere Giriş Bahar 2009
 MIT OpenCourseWare http://ocw.mit.edu 14.30 Ekonomide İstatistiksel Yöntemlere Giriş Bahar 2009 Bu materyale atıfta bulunmak ve kullanım koşulları için http://ocw.mit.edu/terms sayfasını ziyaret ediniz.
MIT OpenCourseWare http://ocw.mit.edu 14.30 Ekonomide İstatistiksel Yöntemlere Giriş Bahar 2009 Bu materyale atıfta bulunmak ve kullanım koşulları için http://ocw.mit.edu/terms sayfasını ziyaret ediniz.
Bölüm 3. Tanımlayıcı İstatistikler
 Bölüm 3 Tanımlayıcı İstatistikler 1 Tanımlayıcı İstatistikler Bir veri setini tanımak veya birden fazla veri setini karşılaştırmak için kullanılan ve ayrıca örnek verilerinden hareket ile frekans dağılışlarını
Bölüm 3 Tanımlayıcı İstatistikler 1 Tanımlayıcı İstatistikler Bir veri setini tanımak veya birden fazla veri setini karşılaştırmak için kullanılan ve ayrıca örnek verilerinden hareket ile frekans dağılışlarını
10. Bir ana kütle oranının tahmininde α = 0,05 ise kullanılan Z değeri nedir? A) 1,64 B) 1,84 C) 1,96 D) 2,28 E) 3,08
 1,64 B) 1,84 C) 1,96 D) 2,28 E) 3,08") 1. Tanımlanan ana kütleden rassal seçilen örneklemlerden hesaplanan istatistikler yardımı ile ilgili ana kütle parametrelerinin değerini araştırma sürecine ne ad verilir? A) İstatistiksel hata B) İstatistiksel
1. Tanımlanan ana kütleden rassal seçilen örneklemlerden hesaplanan istatistikler yardımı ile ilgili ana kütle parametrelerinin değerini araştırma sürecine ne ad verilir? A) İstatistiksel hata B) İstatistiksel
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. Örnek Olay 1 (Sayfa 61) Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar. Örnek Olay 1 (Sayfa 61)
 Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar. Örnek Olay 1 (Sayfa 61)") ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar Örnek Olay 1 (Sayfa 61) Bir zeytinyağı üretim işletmesi şişe etiketleme süreci boyunca açığa çıkan hata
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar Örnek Olay 1 (Sayfa 61) Bir zeytinyağı üretim işletmesi şişe etiketleme süreci boyunca açığa çıkan hata
Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı
 Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı Ortalama veya korelasyon gibi istatistiklerin dağılımıdır Çıkarımsal istatistikte örneklem dağılımı temel fikirlerden biridir. Çıkarımsal istatistik
Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı Ortalama veya korelasyon gibi istatistiklerin dağılımıdır Çıkarımsal istatistikte örneklem dağılımı temel fikirlerden biridir. Çıkarımsal istatistik
Aktüerlik Sınavları I. Seviye / Olasılık-İstatistik Örnek Sorular I
 Aktüerlik Sınavları I. Seviye / Olasılık-İstatistik Örnek Sorular I S1. Cep telefonu üreten bir fabrikada toplam üretimin % 30 u A, % 30 u B ve % 40 ı C makineleri tarafından yapılmaktadır. Bu makinelerin
Aktüerlik Sınavları I. Seviye / Olasılık-İstatistik Örnek Sorular I S1. Cep telefonu üreten bir fabrikada toplam üretimin % 30 u A, % 30 u B ve % 40 ı C makineleri tarafından yapılmaktadır. Bu makinelerin
İstatistik, genel olarak, rassal bir olayı (ya da deneyi) matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik
 matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik") 6.SUNUM İstatistik, genel olarak, rassal bir olayı (ya da deneyi) matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik özellikleri (ortalama, varyans v.b. gibi) hakkında
6.SUNUM İstatistik, genel olarak, rassal bir olayı (ya da deneyi) matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik özellikleri (ortalama, varyans v.b. gibi) hakkında
SÜREKLİ RASSAL DEĞİŞKENLER
 SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ
 1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
Rastgele Değişkenlerin Dağılımları. Mühendislikte İstatistik Yöntemler
 Rastgele Değişkenlerin Dağılımları Mühendislikte İstatistik Yöntemler Ayrık Rastgele Değişkenler ve Olasılık Dağılımları Yapılan çalışmalarda elde edilen verilerin dağılışı ve dağılış fonksiyonu her seferinde
Rastgele Değişkenlerin Dağılımları Mühendislikte İstatistik Yöntemler Ayrık Rastgele Değişkenler ve Olasılık Dağılımları Yapılan çalışmalarda elde edilen verilerin dağılışı ve dağılış fonksiyonu her seferinde