Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
|
|
|
- Altan Denkel
- 5 yıl önce
- İzleme sayısı:
Transkript

.03.")
1 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 5: Değişkenler & Nitelikler İçin Kontrol Kartları & FMEA Analizi Yrd. Doç. Dr. Kemal SUBULAN (06-08)


2 MINITAB 14 ile İstatistiksel Proses Kontrol Uygulaması Bir otomotiv ve Makine Aksamı şirketi, aşağıda teknik resim detayı verilen fren diskini döküm ve talaşlı imalat teknikleri ile imal etmektedir. Porya çapı (C), fren disklerinin üretimindeki kritik kalite karakteristiklerinden biri olarak görülmektedir. Kalite planlama ve kontrol birimi, her saat başı imal edilen fren disklerinden rastgele 5 adet örnek alarak fren disklerinin porya çapını ölçmektedir. Alt kontrol gruplarına ilişkin gözlem değerleri tabloda verilmiştir.
3 X -R ve X -S kontrol grafiklerini MINITAB 14 yazılımını kullanarak oluşturup, yorumlayınız. Standartların belli olmadığı durum (Kalite karakteristiğinin normal dağılım gösterip/göstermediği ve dağılımın parametreleri, ortalaması & standart sapması bilinmiyor)

4 Tanımlayıcı İstatistiklerin Hesaplanması


5 Kalite Karakteristiği Gözlem Değerlerine Ait Histogramın Elde Edilmesi Elde edilen histogram neticesinde, porya çapı bireysel gözlem değerlerinin normal dağılım gösterdiği söylenemez. Bunu daha iyi test etmek için verilerin, normal dağılıma uyup uymadığını belirlemek amacıyla, Anderson-Darling Normallik testi uygulanabilir.


6 Tanımlayıcı İstatistiklerin Grafiksel Özeti Anderson-Darling Normallik testinde, A-squared test istatistiğinin düşük, hesaplanan p-değerinin ise önceden belirlenen önem derecesinden (%95 güven düzeyi için önem derecesi 0.05) yüksek olması durumunda, verilerin normal dağıldığı söylenebilir. Porya çapı için A-squared test istatistiği yüksek ve p-değeri 0.05 ten küçük olduğundan normal dağıldığı söylenemez.


7 Normallik Testi Porya çapı gözlem değerlerinin normal dağıldığının söylenebilmesi için, normallik testinden elde edilen normal olasılık grafiğinde, tüm noktaların belirlenen doğru üzerinde veya bu doğruya yakın olması beklenir.

8 X-R Kontrol grafikleri merkez çizgi ve kontrol limitlerinin elde edilmesi X-S Kontrol grafikleri merkez çizgi ve kontrol limitlerinin elde edilmesi
 sırasıyla tek bir sütun olacak şekilde çalışma sayfasına girilerek veri girişi")
9 MINITAB 14 Kullanılarak Kontrol Kartlarının Elde Edilmesi Her bir alt kontrol grubu, (5 gözlem değerinden oluşan) sırasıyla tek bir sütun olacak şekilde çalışma sayfasına girilerek veri girişi sağlanır.



10 Standartlar belli olsaydı, kalite karakteristiği değerlerinin alındığı popülasyona ait ortalama ve standart sapma değerleri bilinseydi, bu alanlar doldurulacaktı. Kontrol dışı durumların test edilmesi için hassaslaştırma (Duyarlılığı arttırma) kurallarının uygulanması

11 X-bar & R Aralık Kontrol Grafiklerinin Elde Edilmesi
12 Test Sonuçlarının İncelenmesi 19, 20 ve 21 örneklem ortalamalarının 3σ kontrol limitleri dışında olması, 5-13 örneklemler (Birbirini izleyen 9 ardışık nokta merkez çizginin üstünde, aynı tarafında, yer almakta) örneklemler (Birbirini izleyen 3 ardışık noktadan 2 si uyarı/ikaz limitlerini, 2σ aşmış). 9, 10 ve 12 örneklemler (Birbirini izleyen 5 noktadan 4 ü merkez çizginin 1σ ötesinde yer almakta.



13 X-bar & S Standart Sapma Kontrol Grafiklerinin Elde Edilmesi Standartlar belli olmadığı için kalite karakteristiğinin ortalaması ve standart sapması bilinmiyor; test edilecek hassaslaştırma kuralları belirlenir.

14 X-ort ve R grafikleri ile X-ort ve S grafikleri birbirlerini destekler nitelikte test sonuçları üretmiştir. Başka bir deyişle, X-ort grafiklerine göre fren diski porya çapı örneklem ortalamalarının proses ortalamasından sapma göstermesi nedeniyle süreç kontrol altında değildir. Süreç ortalamasından sapmalar söz konusudur (Örneklem ortalamalarının değişkenliği). Dolayısıyla, sürece müdahale edip, gerekli düzenleyici önlemler alınmalıdır. R ve S grafiklerine göre ise, aralık ve standart sapma değerleri kontrol limitleri dahilinde olduğundan süreç değişkenliğinin kontrol altında olduğu söylenebilir.
15 Değişken Örneklem Büyüklüğü ile X ve S Kontrol Kartları X-ort ve S standart sapma grafiklerinin merkez çizgi değerlerinin hesaplanmasında, ağırlıklı ortalama yaklaşımından faydalanılır. Kontrol limitlerinin hesaplanmasında kullanılan A 3, B 3 ve B 4 kontrol çarpanlarının (sabitler) değeri, her bir alt örneklem grubu için örneklem büyüklüğüne bağlı olarak ilgili tablodan belirlenir.

16 Örnek Otomobil motor piston halkalarının iç çap ölçümleri yandaki tabloda verilmiştir. Alt kontrol gruplarındaki örneklem büyüklüğü n = 3, 4 ve n = 5 olarak değişkenlik göstermektedir.

17 Alınan ilk örneklem için (n = 5) X-ort ve S grafiklerinin kontrol limitlerinin hesaplanması


18 Her bir alt kontrol grubu için, kontrol limitleri ayrı ayrı hesaplanmaktadır. X-ort grafiği
19 S standart sapma grafiği Alınan 17 örnekte n = 5 Değişen genişlikteki kontrol limitlerine alternatif olarak, bazı durumlarda ortalama örneklem büyüklüğü n veya en sık alınan (modu) örneklem büyüklüğünün de kullanımı söz konusu olabilir. Kontrol kartlarının üst yönetime sunulacağı zaman bu durum uygulanabilir. Ortalama örneklem büyüklüğü, tamsayı değer alamayabileceğinden, genellikle en sık tekrar eden örneklem büyüklüğünün alınması tercih edilir.
20 Proses Standart Sapmasının Tahmin Edilmesi Proses standart sapması σ tahmin edilirken, her bir örneklemin standart sapma değeri s i (i = 1,2, 25) kullanılır ve örneklemlerin ortalama standart sapması S hesaplanır. Ortalama standart sapma değeri, en çok tekrar eden örneklem büyüklüğü (n = 5) için, örneklem büyüklüklerinin modu kullanılarak hesaplanır. Alınan 17 örnekte n = 5 olduğu için, sürecin standart sapmasının tahmini, en sık alınan bu örneklem büyüklüğü için yapılmıştır.
21
, ki-kare dağılımı kullanılarak belirlenir.")
22 s 2 Örneklem Varyansı Kontrol Grafiği Bazı araştırmacılar, süreç değişkenliğinin tespit edilmesinde, örneklem varyansının s 2 kullanılabileceğini önermişlerdir. s 2 kontrol grafiğinin parametreleri (Merkez çizgi, AKL & ÜKL), ki-kare dağılımı kullanılarak belirlenir. Çünkü, varyanslar ile ilgili nokta tahminleri, güven aralığı tahminleri ve testler ki-kare dağılımı kullanılarak yapılır. Örneklem standart sapmasının ortalamasının karesi ki-kare dağılımının n-1 serbestlik derecesindeki alt ve üst α 2 yüzdelik noktaları Standartların belli olduğu durumda, s 2 yerine popülasyon varyansı σ 2 biliniyorsa kullanılabilir. Örneklem varyansı kontrol grafiği, olasılık limitleri kullanılarak tanımlanmıştır.
23 Örnek İmalatı devam eden bir mamulün kalite özelliğine ilişkin değişkenlik, örneklem varyansına göre kontrol edilmek isteniyor. Belirli aralıklarla imalattan çıkan birimlerden örnekler alınmış ve her biri 5 er birim içeren (n=5) 10 alt kontrol grubu oluşturulmuştur. Merkez çizgi = Örneklem standart sapmalarının ortalamasının karesi = = α = 0.95 (%95 güven düzeyi için), α 2 = 0.025

24 Ki-kare dağılımı olasılık tablosu ÜKL = = AKL = = Alt ve üst kontrol limitlerinin ki-kare dağılımı kullanılarak hesaplanması
25 Birimler Kontrol Grafikleri (Individual X and Moving Range-XmR) Üretimde, süreç izlemede kullanılan örneklem büyüklüğünün n = 1 olduğu durumlar vardır. Yani örneklem büyüklüğü, bireysel bir birimi içermektedir. Örnek büyüklüğünün (n) 1 e eşit olma nedenleri: Otomatik muayene ve ölçme teknolojilerinin kullanımı ve üretilen her bir birimin analiz edilmesi gerekliliği (Rasyonel alt grup oluşturmanın mümkün olmadığı tahribatlı muyanede olduğu gibi), Örneklem alma maliyetinin yüksek olması, Üretim oranının çok yavaş olması (Zamana bağlı olarak birden fazla örnek oluşturmanın çok zor olduğu durumlar), gözlem değerleri arasında geçen uzun zaman aralıkları rasyonel alt gruplamada problemlere yol açabilir, Proses üzerindeki tekrar ölçümler, birçok kimyasal proseslerde olduğu gibi laboratuvar veya analiz hatası nedeniyle farklılık göstermektedir.
26 Hareketli Aralık Kontrol Grafiği ve Birimler Kontrol Grafiği Kağıt üretimi gibi proses endüstrilerinde, rulo boyunca kaplama kalınlığı gibi bazı kalite (karakteristiği) parametrelerinin ölçümleri hassasiyet gösterir. Bir başka deyişle, standart sapmanın çok küçük olduğu durumlarda, rulo boyunca kaplama kalınlığı sürekli olarak çok az farklılıklar gösterecektir. Standart sapmadaki küçük değişimlerin sürekli kontrol altında tutabilmesi için sürekli (tekrar eden) bireysel gözlem değerlerine ihtiyaç vardır. Yarı iletken üretiminde, örneğin mikron boyutunda ölçülmüş silikon devre levhası üzerinde birkaç farklı yerde oksit kalınlığının ölçülmesi gibi aynı birim ürün üzerinde zorunlu olarak çoklu ölçümlerin yapılması. Böyle durumlarda, her bir alt kontrol grubunun büyüklüğü n = 1 olduğundan grup içi değişim olmaz. Bu nedenle birbirini takip eden alt gruplar arasındaki fark, değişimin bir ölçüsü olarak kullanılır. Bu fark hareketli aralık olarak adlandırılır. (Formüllerde n = 2 alınmıştır).
27 Özet Olarak Üretim hızı oldukça düşük, üretim sayısı az olduğu durumlarda, Otomatik ölçüm cihazları ile her bir birimin ölçümünün yapılabildiği durumda, Üretim sürecinde değişkenlik çok az olduğu durumlarda, Test metodu tahribatlı olduğunda, birimler kontrol grafikleri tercih edilmektedir. X birimler kontrol grafiği, Hareketli Değişim Aralığı (MR) Kontrol Grafiği ile birlikte kullanılır. Hareketli Değişim Aralığı, birbirini izleyen iki veri arasındaki değişkenliği gösterir.

28 Hareketli Aralık ve Birimler Kontrol Grafiklerinin Kontrol Limitlerinin Hesaplanması
29 Örnek Uygulama Yandaki tabloda, bir bankanın son 20 haftalık konut kredisi başvuruları için işlem maliyeti değerleri verilmiştir. Bu veriler ile Hareketli Aralık Kontrol Grafiği ve Bireysel Gözlem Değerleri Kontrol Grafiği tekniklerini kullanarak sürecin analizini gerçekleştiriniz. Hareketli Aralık Kontrol Grafiği Merkez çizgi
30 Bireysel Gözlem Değerleri Kontrol Grafiği
31 Gerek hareketli aralık, gerekse bireysel gözlem değerleri kontrol grafiklerinde kontrol limitleri dışında olan herhangi bir nokta olmadığından sürecin kontrol altında olduğu söylenebilir. Bireysel gözlem değerlerinin yüksek olması durumu, hareketli aralık değerlerinin de fazla olmasına yol açacaktır. Bu nedenle, hem hareketli aralık hem de bireysel gözlem değerleri kontrol limitleri dışına düşen noktalar oluşacaktır. Birimler kontrol grafiklerinde, hem proses ortalamasının kontrol dışında olması, hem de proses varyansının kontrol dışında olması çok sık rastlanan bir durumdur.

32 MINITAB 14 ile Birimler Kontrol Grafiklerinin Oluşturulması
33 Kontrol kartı uygulamasının ilk aşamasında elde edilen yukarıdaki deneme kontrol limitleri güvenilir olduğundan, 2.aşamada süreç izleme amacıyla kullanılabilir.
34 Birimler Kontrol Kartı Uygulamasının II. Aşaması Sürecin izlenmesi amacıyla haftaları arasında konut kredisi işlem maliyetleri için yeni gözlem değerleri yandaki tablodaki gibi elde edilmiştir. Bireysel gözlem değerleri kontrol grafiği ve hareketli aralık kontrol grafikleri yeniden oluşturulmuştur. Birimler kontrol grafiğine göre 39. ve 40. gözlem değerlerinde proses ortalamasının değişim gösterdiği (arttığı) görülmektedir.
35 Hareketli aralık kontrol grafiği de aynı gözlem değerlerinde kontrol dışı bir durumun varlığına işaret etmiştir. Bir başka deyişle, proses ortalamasındaki sapmalar, hareketli aralık değerlerindeki değişim ile de tespit edilebilir durumdadır. Bu değişkenliğe neden olan kaynağı belirlenebilen özel neden tespit edilip, sürece müdahale edilerek gerekli önlemler alınmalıdır. Hareketli aralık grafikleri yorumlanırken, bu grafikler üzerindeki örüntülere (pattern) dikkat edilmelidir. Hareketli aralık değerleri korelasyon içerir ve bu korelasyon bir döngü (cycle) veya trend gibi örüntüler oluşturabilir. Bireysel gözlem değerleri kontrol grafiğindeki bireysel gözlem değerlerinin korelasyon içermediği varsayılmaktadır.
. Birimler kontrol grafiklerinde de bu değere yakın ARL 0 değerleri elde edilir.")
36 Ortalama Koşum Uzunlukları (ARL) Shewhart kontrol grafiklerinde, 3-sigma kontrol limitlerinin kullanılması durumunda, sürecin kontrol altında olduğu durumda, ortalama koşum uzunluğu ARL tir. Sürecin kontrol altında olması durumunda bu değerin yüksek olması istenir (Yanlış alarm verme sıklığının az olması). Birimler kontrol grafiklerinde de bu değere yakın ARL 0 değerleri elde edilir. Prosesteki değişimleri yakalamanın en temel yolundan biri işletim karakteristik eğrisi veya ARL eğrilerine başvurmaktır. 3-sigma kontrol limitleri ile çalışıldığında, birimler kontrol grafikleri için sürecin kontrol altında olmadığı zaman elde edilen ARL 1 değerleri tablodaki gibidir. Sürecin kontrol altında olmadığı durumlarda, ARL 1 değerinin küçük olması istenir ki sürecin kontrol altında olmadığı hızlı bir şekilde fark edilebilsin. Bu değerlere göre, birimler kontrol grafiklerinin küçük değişimleri tespit edebilme yeteneği azdır. Proses ortalamasında 1-sigma lık değişimi tespit etmek için eğer her saat başı örneklem alınıyorsa, 44 saat gibi uzun bir zamanın geçmesi gereklidir.

37 X Kontrol Grafiği İçin İşletim Karakteristik Eğrileri β riski, 3-sigma kontrol limitlerinin kullanılması durumunda ve n örneklem büyüklüğü ile çalışıldığında, proses ortalamasından meydana gelebilecek k-sigma lık sapmanın tespit edilememe olasılığını ifade eder. n = 5 olduğu durumda, proses ortalamasında meydana gelebilecek 1 σ lık sapmanın alınan ilk örneklemde tespit edilebilme olasılığı; 1 β = = 0.25 dir. İkinci ve üçüncü örneklemlerde tespit edilebilme olasılıkları ise giderek azalır.
38 Birimler Kontrol Grafikleri ve Gözlem Değerlerinin Normallik Testi Birimler kontrol grafikleri, gözlem değerlerinin normal dağılım gösterip göstermediğinden önemli ölçüde etkilenir. Bunun temel sebebi, verilerin normal dağılım göstermemesi durumunda, kontrol altındaki sürecin ortalama koşum uzunluğundaki ARL 0 önemli değişimlerden kaynaklanmaktadır. Bu nedenle de, birimler kontrol kartı uygulamasının 2. aşamasında normal dağılım göstermeyen veriler ile elde edilen kontrol limitlerinin kullanılması uygun olmaz. Bu sorunu çözmenin en temel yöntemi, normal dağılmayan gözlem değerlerinin logaritmasının alınarak yaklaşık normal dağılan verilere dönüştürülmesidir. Birimler kontrol grafikleri oluşturulurken, normallik varsayımının mutlaka kontrol edilmesi gerekir. Bunun için de normal olasılık grafikleri kullanılabilir. Konut kredisi işlem maliyetleri verisine ait normal olasılık grafiğine göre, verilerin normal dağıldığı söylenebilir.
39 Örnek - Normal Dağılıma Dönüştürme Üretim hızının çok yavaş olduğu bir işletmede (Üretim oranı düşük), 25 adet silikon levhanın direnç değerleri ölçülmüş ve birimler kontrol grafikleri yardımıyla sürecin analiz edilmesi istenmiştir. Bireysel gözlem değerleri için kontrol grafikleri oluşturulmadan evvel, verilerin normal dağılıp dağılmadığı test edilmelidir.
40 Bireysel gözlem değerleri için elde edilen normal olasılık grafiğine göre, verilerin normal dağılım gösterdiği söylenemez (Doğru üzerinde sapmalar fazla). Tabanı e olan logaritma fonksiyonu (ln) dönüşümü uygulanan verilerin yaklaşık normal dağılım gösterdiği söylenebilir (Doğru üzerinde sapmalar nispeten daha az).
41 Bireysel Gözlem Değerleri Kontrol Grafiği Hareketli Aralık Kontrol Grafiği Sürecin kontrol dışında olduğuna dair herhangi bir noktaya rastlanmadığından (Kontrol dışında herhangi bir nokta bulunmamakta), sürecin kontrol altında olduğu söylenebilir.

42 Dönüşüm yapılmadan önce elde edilen birimler kontrol grafikleri Gözlem değerlerinin normal dağılım göstermediği durumda sürecin kontrol dışında olduğuna dair yanlış alarm oluşabilir.
 ile Elde Edilen Birimler Kontrol")
43 Yaklaşık Normal Dağılan Gözlem Değerleri (Dönüşüm Yapıldıktan Sonra) ile Elde Edilen Birimler Kontrol Grafikleri

44 Popülasyon Standart Sapmasının Tahmin Edilmesi Birimler kontrol grafikleri kullanıldığında, kalite karakteristiğinin incelendiği popülasyona ait standart sapma, ortalama hareketli aralık MR kullanılarak tahmin edilir. σ = MR d 2 sabitinin n=2 için eşleniği 1 d2
45 Değişkenler İçin Kontrol Grafiklerinin Hizmet Sektöründe Kullanımı Değişkenler için kontrol grafikleri sadece imalat/üretim ortamlarında değil, aynı zamanda hizmet sektöründe de geniş uygulama alanları vardır. Buna örnek olarak konut kredisi başvuru sürecinin kontrol edilmesinde ve izlenmesinde birimler kontrol grafiklerinin kullanımı örnek olarak verilebilir. Hizmet kalitesini ölçmek için müşterilerin maruz kaldığı işlem maliyetleri kullanılarak süreç analizi yapılıp, süreç iyileştirme faaliyetlerinde bulunulabilir. Hizmet sektörü ve imalat sektörü açısından kontrol kartı uygulamaları, 2 temel fark içermektedir. (i) Hizmet sektöründe spesifikasyon limitlerinin direkt ürün üzerinde uygulanması çok nadir görülebilen bir durumdur. Bu nedenle, proses yeterlilik kavramı hizmet sektöründe genelde tanımlanamaz. (ii) Hizmet sektöründe ölçülebilir kalite özelliklerinin belirlenmesi daha zordur ve hayal gücü gerektirir (Ortalama hizmet süresi, ödemelerin tam zamanında/geç yapılması, kuyrukta bekleme süreleri vs.).
46 Örnek: Rasyonel Alt Grup Oluşturmanın Önemi Havacılık ve uzay endüstrisinde, jet uçak motorlarının gaz türbini üretiminde döküm sürecinde, türbin yüksekliği kritik bir kalite karakteristiğidir. Üretilen her bir döküm parçası için rastgele 5 türbin seçilerek türbin yükseklikleri ölçülmüş ve 20 alt kontrol grubu oluşturulmuştur. Süreci kontrol altında tutmak ve iyileştirmek amacıyla, ilk olarak X ve S kontrol grafikleri oluşturulmuştur. Standart sapma kontrol grafiğinde çok nadir kontrol dışı sinyaller oluşmasına rağmen, X kontrol grafiği çok sayıda kontrol dışı durumun varlığına işaret etmiştir.
47 Kontrol kartı hazırlama prosedürü üzerine yapılan detaylı analizlere göre, çok sayıda kontrol dışı durumun oluşmasındaki temel problem, tek bir döküm parçası üzerinde rasyonel alt grup olarak rastgele 5 türbin yüksekliği ölçümünün alınmasıdır. Bu nedenle, X kontrol grafiği üzerindeki kontrol dışı noktalar, düzeltici önlemler/aksiyonlar için geçerli bir dayanak oluşturmamaktadır ve standart sapma grafiği, kontrol dışı durumların varlığını desteklememektedir. Ortaya çıkan bu duruma göre, rasyonel alt grup oluşturmanın mantığındaki, X kontrol grafiği örneklemler arasındaki değişkenliği izlediğinden, örneklemler arasındaki değişkenliğin, S grafiğinin izlediği örneklem içindeki değişkenlik ile tutarlı olmadığı görülmektedir.
48 Tek bir spesifik döküm parçası üzerindeki türbin yüksekliklerinin birbirlerine çok yakın olması (Standart sapma kontrol grafiğine göre), farklı döküm parçalarına ait türbin yüksekliklerinin ortalamaları arasında ise anlamlı varyasyonların olması sebebiyle (standart sapma değerlerinin çok küçük olması nedeniyle X kontrol grafiği için temel bir dayanak oluşturamaması), firmadaki kalite mühendisleri her bir döküm parçası üzerindeki türbin yüksekliklerinin ortalamasını bireysel gözlem değerleri olarak alıp, ortalama türbin yüksekliğini kontrol etmek amacıyla birimler ve hareketli aralık kontrol grafiklerini kullanmaya karar vermişlerdir. Bu çözümün pratikte çok iyi bir şekilde işe yaradığı oluşturulan 3 kontrol grafiğinde de görülmektedir. İlk kontrol grafiği, türbin ortalamalarını içeren bireysel gözlem değerleri kontrol grafiğidir.
49 Türbin yüksekliklerinin ortalamalarının kullanıldığı birimler kontrol grafiğine göre süreç kontrol altındadır. Esas itibariyle, ortalama türbin yüksekliklerinin hareketli aralık değerleri, parçalar arasındaki ortalama yükseklik değerlerindeki değişimin çok daha makul şekilde tahmin edilmesini sağlamaktadır. Standart sapma grafiği ise tek bir döküm parçası üzerindeki türbin yüksekliklerinin değişiminin ölçülmesine katkı sağlamaktadır. Bu değişkenliğin olabildiğince küçük olması, aynı parça üzerindeki yüksekliklerin yaklaşık olarak aynı, özdeş olduğunu gösterir.
50 Değerlendirme & Yorumlar Kontrol kartı uygulamalarında, sürecin kontrol edilmesi ve iyileştirilmesi amacıyla doğru kontrol grafiğinin seçilmesi ve bu doğrultuda rasyonel alt kontrol gruplarının oluşturulması kritik önem taşımaktadır. Ölçülen kalite karakteristiği değişkeninin davranışının analiz edilmesi ve kontrol kartı kullanmanın amacının iyi anlaşılmış olması gereklidir. Örneğin, ilgili örnekte eğer aynı spesifik döküm parçası üzerindeki türbin yükseklikleri arasındaki değişim tamamen birbirinden ayrı olsaydı (ilişkili olmasaydı veya standart sapma büyük olsaydı), ortalama türbin yüksekliklerinin bireysel ölçümler olarak kullanılması uygun olmayacaktı. Bu durumda, (i) örneklem içerisindeki her bir bireysel türbin kullanılarak kontrol kartı oluşturulması gerekecekti, (ii) Çoklu akış süreçleri (tek bir stabil sürecin çıktılarından ziyade, çok sayıda paralel süreçlerin çıktılarının bir araya getirilmesi) için kontrol kartları kullanımı araştırılması gerekecekti, (iii) veya çok değişkenli kontrol kartlarının (Multivariate control charts) kullanılması gerekecekti.
51 Niteliklere (Belirtiler & Özellikler) Göre Kontrol Grafikleri Kalite karakteristiklerinin ölçülemediği ama uygun-uygun değil, iyikötü, geçer-geçmez, kabul-ret gibi niteliklerin değerlendirilerek sayılabildiği durumlarda kullanılır. Bir veya birden fazla kalite karakteristiğine göre, uygun/uygun değil gibi sınıflandırmanın yapıldığı durumlarda kullanılır. İncelenen bir birim ürün üzerindeki hata/kusur sayıları ile ilgilenildiği durumlarda kullanılır. Değişkenler için kontrol grafikleri kadar fazla bilgi sunamamalarına rağmen, (Sadece uygunsuzlukların sınıflandırılması: kusurlu/kusursuz) nitelikler için kontrol grafikleri pratikte geniş uygulama alanına sahiptir. Kalite karakteristiği değerlerinin ölçümünün zor olduğu hizmet sektöründe de, niteliklere göre kontrol grafikleri kalite geliştirme/iyileştirme aracı olarak kullanılabilmektedir.
52 p (Kusurlu Oranı) Kontrol Grafiği Ürünlerin belli özelliklerinin standartlara uygunluğu yerine bu ürünlerin kusurlu olup olmadıklarının araştırılması durumunda, prosesten alınan örneklerin ortalamaları yerine kusurlu oranlarının kontrol edilmesi uygundur. Bu işlem p grafiği ile yapılır. Ürün üzerinde incelenen bir veya birden fazla kalite özeliğine göre, ürün standartları sağlamıyorsa, kusurlu olarak adlandırılır. Birden fazla kalite özelliği eş zamanlı olarak incelenebilir. Kusurlu oranı kontrol grafiğinin istatistiksel açıdan temeli Binom dağılımına dayanmaktadır. Ardışık olarak üretilen her bir birim ürün birbirinden bağımsız olmakla birlikte, p parametresine sahip Bernoulli rastgele değişkeninin realizasyonudur. X R ve X S grafiklerine nazaran p grafiklerinde oran söz konusu olduğu için daha büyük hacimli örnekler alınmalıdır. Örnek büyüklüğü (n) tespitinde n. p > 1 durumu sağlanmalıdır (p = 0.05 ise n > 20 olmaktadır).
53 n, örneklem büyüklüğü D, kusurlu ürün sayısı Binom dağılımının beklenen değeri, n. p Varyansı ise, n. p(1 p) Binom dağılımının olasılık yoğunluk fonksiyonu (Parametreleri p ve n) Örneklem içerisindeki kusurlu oranı p rastgele değişkeninin dağılımı binom dağılımından elde edilir. Ortalaması ve varyansı aşağıdaki gibi hesaplanabilmektedir.
 kusurlu oranı bilinmemektedir. Bu durumda, p kontrol grafiğinin merkez çizgisi ve alt/üst kontrol limitleri aşağıdaki gibi hesaplanmaktadır.")
54 Standartların Belli Olması Durumu Standartların belli olması durumu, üretim sürecine ait gerçek kusurlu oranı p standart değerinin bilinmesi anlamına gelmektedir. Bir başka deyişle, popülasyonunun (ana kütle) kusurlu oranı bilinmemektedir. Bu durumda, p kontrol grafiğinin merkez çizgisi ve alt/üst kontrol limitleri aşağıdaki gibi hesaplanmaktadır. Bazı durumlarda, n ve p nin değerine bağlı olarak LCL (alt kontrol limiti) negatif olarak hesaplanır. Bu durumda, alt kontrol limiti %0 dan küçük olamayacağından, 0 olarak alınır. Birbirini izleyen n ardışık örnek alınarak, p kusurlu oranları hesaplanıp, kontrol grafiği üzerine işlenir. p değerleri kontrol limitleri içerisinde kaldığı ve herhangi bir sistematik rassal olmayan örüntü (pattern) oluşturmadığı sürece, p seviyesinde proses kontrol altındadır denir.

55 Standartların Belli Olmaması Durumu Genelde, sürece ait p kusurlu oranı kesin ve net bir şekilde bilinmez bu durumda, n adet örnek içeren m adet örneklem alınarak, kusurlu oranı tahmin edilmeye çalışılır. Daha evvel de belirtildiği üzere, örneklem sayısı en az civarında olmalıdır. Her bir örneklem için kusurlu oranları hesaplanır. Daha sonra, tüm örneklemleri içeren ortalama kusurlu oranı hesaplanarak, sürecin p ortalama kusurlu oranı tahmin edilir ve bu değer merkez çizgi olarak belirlenir. Standartların belli olmadığı durumda alt ve üst kontrol limitlerinin hesaplanması
56 Dondurulmuş portakal suyu konsantrasyonunu 6-oz luk mukavva kutularda paketleyen bir makineden alınan örneklemler alınarak kutulardan herhangi bir sızma durumunun (Çatlak & delik olması) olup olmadığı değerlendirilerek, kusurlu & kusursuz olarak ayrılıyor. Paketleme makinesinden çıkan kutulardaki kusurlu oranlarının iyileştirilmesi amacıyla, p-kontrol grafiğini oluşturunuz. Örnek 3 vardiya çalışan makineden yarım saat arayla 50 gözlem değeri içeren toplam 30 örneklem alınarak kusurlu ürün sayıları belirlenmiştir.
57 Ortalama kusurlu oranının hesaplanması (Merkez çizgi) Alt ve üst kontrol limitlerinin hesaplanması
58 Aşama-I, deneme kontrol limitlerinin elde edilmesi. 15. ve 23. örneklemlerdeki kusurlu oranları üst kontrol limitini aşmış, proses kontrol dışındadır. Özel nedenler bulunup, düzeltici önlemler uygulanarak giderilmelidir. 15. örneklemdeki kontrol dışı durumun sebebi, yeni bir hammadde/malzeme kullanımı olarak belirlenmiştir. Kullanılan bu yeni hammadde, bazen üretimin performansını olumsuz yönde etkilemektedir. 23. örneklemdeki kontrol dışı durumun sebebi olarak ise, örneklemin alındığı zamanda, makineye deneyimsiz yeni bir operatörün atanması olarak belirlenmiştir.
59 Merkez Çizgi ve Kontrol Limitlerinin Revize Edilmesi 15. ve 23. örneklemler elimine edilerek, kontrol limitleri ve merkez çizgi yeniden hesaplanmıştır. p = seviyesinde süreç kontrol altındadır. Bu durumda kontrol limitlerinin daralması sebebiyle, 21. örneklemdeki kusurlu oranı, üst kontrol limitini aşmaktadır. Ancak, veriler analiz edildiğinde, kontrol dışı gibi gözüken bu durumun herhangi bir özel nedeni belirlenememiştir. Bu nedenle, bu noktanın göz ardı edilebileceğine karar verilmiş ve yeni kontrol limitlerinin gelecek üretimin izlenmesinde kullanılabileceği belirtilmiştir (Aşama-I tamamlandı).
60 Süreç İyileştirme Çalışması Süreç kontrol altında olmasına rağmen (stabil bir şekilde devam ediyor), üst yönetim p = oranını yüksek bulmuş ve sürecin iyileştirilmesi amacıyla, kontrol kartları uygulamasına ek olarak, sürecin bir kalite mühendisi tarafından analiz edilmesini uygun bulmuştur. Kalite mühendisi, makine üzerinde bazı ayarlamaların yapılabileceğini tespit etmiş ve bu ayarlardan sonraki üç vardiya boyunca 50 gözlem değerinden oluşan 24 ek örneklem alınıp, kusurlu oranı incelenmiştir.
61 Süreç, p = seviyesinden çok daha iyi bir seviyede (Daha düşük kusurlu oranı) devam etmektedir. 41. örneklemde kusurlu oranı alt kontrol limitinin altına düşmüştür, ancak bu kontrol dışı durumun herhangi bir özel nedeninin olmadığı anlaşılmıştır. Bu nedenle, bu durum göz ardı edilebilecektir. Kalite mühendisleri tarafından gerçekleştirilen süreç analizleri doğrultusunda yapılan makine ayarları, sürecin iyileşmesine katkı sağlamıştır. İstatistiksel proses kontrol uygulamalarının varlığı, operatörlerde de süreç kalitesi konusunda daha fazla farkındalık uyandıracak, bu da süreç performansının sürekli olarak izlenip iyileştirilmesine katkıda bulunacaktır.



62 MINITAB 14 ile p-kusurlu Oranı Kontrol Grafiğinin Oluşturulması
63 Hata Türü ve Etkileri Analizi (FMEA) FMEA tekniği; sistem, tasarım, süreç ve servis konularında hataları ortaya çıkmadan tanımlamayı ve gidermeyi veya en azından kullanıcıdaki etkisini ortadan kaldırmayı hedefleyen bir mühendislik tekniğidir. FMEA, hataların sistematik analizini ve hataların giderilmesini sağlaması nedeni ile, hataların oluşturabileceği risklerin minimize edilmesine, hata maliyetlerinin düşürülmesine, güvenilirliğin arttırılmasına ve kalitenin sistematik olarak geliştirilmesine yardımcı olmaktadır. FMEA nın amacı; sistem, süreç ve ürünlere ait potansiyel hataların, oluşmadan önce, planlama ve geliştirme safhasında tespiti, önem derecelerinin belirlenmesi, değerlendirilmesi ve önlenmesi için uygun önlemlerin alınmasını sağlamaktır. FMEA, bir güvenilirlik analiz metodu ve önleyici kalite güvence yaklaşımıdır. Güvenilirlik, bir ürün, hizmet veya sistemin belirli koşullar altında ve belirli zaman aralığında (kullanım ömrü boyunca) kendisinden beklenen fonksiyonları yerine getirebilme yeteneğidir.
64 FMEA Analizi FMEA, en yaygın kullanılan risk analizi ve değerlendirme metotlarından biridir. Hataların önlenmesine dönük klasik ve yeni yaklaşımlar: Hata, girdi, süreç ve çıktıda (ürün/hizmet) kaliteyi etkileyen makine, metot, işgücü, malzeme unsurlarından bir veya birkaçında beliren şartların, spesifikasyonların, standartların dışına çıkma durumudur. Hata Türü ve Etkileri Analizi, yüzlerce hata türü için iyileştirme yapılmasının planlanması yerine, sistemin bütünü üzerinde en büyük katkıyı sağlayacak hata türlerini önceliklendiren bir yöntemdir. FMEA nın amacı, ürün veya proseste oluşabilecek hata türlerini, etkilerini ve kritiklik derecelerini saptayıp; bunları ortadan kaldırmak için düzeltici önlemler almak veya sürekli bir şekilde bu hataların oluşma potansiyellerini azaltmak ve böylece ürünün geliştirilmesini sağlamaktır.
65 FMEA Türleri Sistem FMEA: Sistem ve alt sistemleri analiz ederek, sistemin eksikliklerinden doğan sistem fonksiyonları arasındaki potansiyel hata türlerini belirlemeye odaklanır. Amacı, sistemin kalitesini, güvenilirliğini ve korunabilirliğini arttırmaktır. Kısaca, bir sistem FMEA çalışması, sistem yetersizliklerinden kaynaklanan sistemin fonksiyonları arasındaki potansiyel hata türlerine odaklanır. Aynı zamanda sistemler arası ilişkileri ve sistemin elemanlarını da kapsar. Servis FMEA: Organizasyon faaliyetleri arasında çıkan aksaklıkların analiz edilmesine odaklanır. Servis FMEA, servisin müşteriye ulaşmadan analiz edilmesidir. Amacı, organizasyondaki aksaklıkların analiz edilmesi ve organizasyon kalitesini, güvenilirliğini ve korunabilirliğini arttırmaktır. Bir diğer deyişle, servis hatalarının tüm organizasyon üzerindeki etkileri minimize edilerek; kalite, güvenilirlik ve hizmet yoluyla müşteri memnuniyeti maksimize edilmeye çalışılır.
66 FMEA Türleri Tasarım FMEA: Tasarım hatalarından doğan hata türlerine yönelik olarak üretime başlamadan önce ürünlerin analiz edilmesinde kullanılır. Bir diğer deyişle, ürünün tasarlanması aşamasından önce kullanılan bir analitik teknik olup, tasarım yetersizliklerinin neden olduğu ürün olası hata türlerine odaklanır. Tasarımdaki potansiyel zayıflıkların üstesinden gelmek için kullanılır, sürece bağlı değildir. Proses (Süreç) FMEA: Üretim veya montaj proseslerindeki eksikliklerden doğabilecek hata türlerini ortadan kaldırmak ve üretim ile montaj prosesini analiz etmek için kullanılır. Proses FMEA nın amacı, müşteri beklenti ve ihtiyaçlarını karşılamak için tasarlanmış ürün özelliklerinin imalatı ve süreçleri sırasında tasarım amacına uygun olarak gerçekleştirilmesini güvence altına almaktır. Donanım hataları, çalışanların hataları, uygun olmayan malzeme ve yöntemlerin kullanımı sonucu oluşan hatalar, proses FMEA ile ürün üretime girmeden önce belirleneceğinden kusurları düzeltmek kolay olacaktır.
67 FMEA Ekibinin Oluşturulması FMEA, beyin fırtınası temelli bir yöntem olup, ekip işidir ve bireysel olarak yapılamaz; takım çalışması gerektirir. İşletme içerisinde, farklı departmanlarda çalışan kilit çalışanlar ekibe dahil edilmelidir. Çünkü problemlerin tanımlanması ve RÖS (Risk Öncelik Sayısı) belirlenebilmesi bilgi ve tecrübe gerektirir. FMEA ekibin başında, ilgilenilen tasarım parçası ve süreçten sorumlu kişi yer alabilir. Ekip lideri, toplantıları düzenler, ekibin sekreterlik görevini yapar, ekibi yönetir ve yönlendirir, zaman kaybını önlemeye çalışarak ekibi sürekli kontrol altında tutar. Firma içi risklerin tanımlanması ve önceliklendirilmesi söz konusu ise, iş güvenliği uzmanı ekibe liderlik edebilir. Ekip çok kalabalık olmamalıdır ve tek bir bölümden katılan kişilerce oluşturulmamalıdır. Çalışılan konuya ilgisiz kişiler ekibe dahil edilmemelidir.
68 Risk Öncelik Katsayısının Hesaplanması FMEA tekniği diğer risk analizi teknikleri gibi, girdi olarak sayısal verilere (olasılık, şiddet, keşfedilebilirlik) ihtiyaç duyar. Bir başka deyişle, Olasılık, şiddet ve saptanabilirliğe bağlı olarak hataların önceliği belirlenir. Pek çok durumda, hazır veri mevcut değildir veya mevcut veriler yeterli ve güvenilir değildir. Bu durumda, çoğu kez sayısal veriler uzman yargısına başvurularak tahmin edilmektedir. Bir FMEA nın çıktısı, risk öncelik göstergesidir (RÖS). En yüksek RÖS değerine sahip hatalardan başlanarak iyileştirme planları (önleyici faaliyetler/kontrol önlemleri) belirlenir.
69 Hatanın Oluşma Olasılığı Potansiyel hata türlerinin gerçekleşme olasılıkları ve sıklığıdır. Hatanın frekansıdır. Hata Olasılığı Hatanın İhtimali Derece Çok Yüksek: Kaçınılmaz Hata >1 in in 3 9 Yüksek: Tekrar Tekrar Hata 1 in in 20 7 Orta: Ara Sıra Olan Hata 1 in in in 2,000 4 Düşük: Nispeten Az Olan Hata 1 in 15, in 150,000 2 Pek Az:Olası Olmayan Hata <3.4 in 1,000,000 1
70 Hatanın Şiddeti (Ciddiyeti) Potansiyel hata türünün müşteri üzerindeki etkisinin, ciddiyetinin derecelendirilmesidir. Hatanın etki derecesidir. Sistem OHTEA Şiddet Etki Sınıflaması Etki Şiddetin Etkisi Derece Uyarısız Gelen Tehlike Felakete yol açabilecek etkiye sahip ve uyarısız gelen potansiyel hata 10 Uyarısız Gelen Tehlike Yüksek hasara ve toplu ölümlere yol açabilecek etkiye sahip ve uyarısız gelen potansiyel hata 9 Çok Yüksek Sistemin tamamen hasar görmesini sağlayan yıkıcı etkiye sahip ağır yaralanmalara, 3. derece yanık, akut ölüm vb. etkiye sahip hata türü 8 Yüksek Orta Ekipmanın tamamen hasar görmesine sebeb olan ve ölüme, zehirlenme, 3. derece yanık, akut ölümcül hastalık vb. etkiye sahip hata Sistemin performansını etkileyen, uzuv ve organ kaybı, ağır yaralanma, kanser vb. yol açan hata 7 6 Düşük Kırık, kalıcı küçük iş göremezlik, 2. derece yanık, beyin sarsıntısı vb. etkiye sahip hata 5 Çok Düşük İncinme, küçük kesik ve sıyrıklar, ezilmeler vb. hafif yaralanmalar ile kısa süreli rahatsızlıklara neden olan hata 4 Küçük Sistemin çalışmasında yavaşlatan hata 3 Çok Küçük Sistemin çalışmasında kargaşaya yol açan hata 2 Yok Etki Yok 1
71 Keşfedilebilirlik (Fark Edilebilirlik) Farkedilebilirlik Farkedilebilirlik Olasılığı Derece Fark Edilemez Çok Az Az Çok Düşük Düşük Orta Yüksek Ortalama Yüksek Çok Yüksek Hemen hemen Kesin Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği mümkün değil Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği çok uzak Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği uzak Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği düşük Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği çok düşük Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği orta Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği yüksek ortalama Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği yüksek Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği çok yüksek Potansiyel hatanın nedeninin ve takip eden hatanın keşfedebilirliği hemen hemen kesin Ürün veya parçanın üretim veya montaj hattını terk etmeden önce hataların tespit edilebilme olasılığıdır. Hatanın müşteriye gitmeden önce yakalanabilme yeteneğidir.
72 Sonuçların Değerlendirilmesi Genel kabul görmüş değerlendirme olarak, RÖS değerlerine göre düzeltici önlem alma kararları şu şekilde verilir; RÖS < 60 ise önlem almaya gerek yoktur. 60 RÖS 100 ise önlem alınması gerekir. RÖS > 100 ise acil önlem alınması gerekir. RÖS değerinin almış olduğu değere göre, olası hata şekillerini veya nedenlerini ortadan kaldırmak veya olumsuz etkilerinin en aza indirilmesi için tasarım, üretim süreci, malzeme veya üretim yöntemi gibi çeşitli unsurlarda değişiklik önerilir. Bunun için olasılık, şiddet ve keşfedilebilirlik değerlerini azaltmak gereklidir. Hata meydana geldikten sonra ıskartaların gözlenmesi, güvenirliğin ortaya konulması ve problemlere çözüm üretilmesinin yeterli sonuç getirmediği görülmüş ve bu reaktif uygulamalardan vazgeçilerek proaktif uygulamalara geçilmiştir. FMEA gibi proaktif bir yaklaşım ile ıskartaların önüne geçilir, ürün kalitesini etkileyen güvenilirlik ve kullanılabilirlik arttırılır.
73 FMEA Sonrası Alınacak Önlemler Operasyon sırası değişikliği, Tasarım değişikliği, parametre değer değişikliği, İlave yeni operasyon veya operasyonlar, Makine değişikliği veya yeni tezgah ilavesi, Yeni/ilave ölçme veya kontrol metotları, Yeni/ilave ölçme veya kontrol aletleri, Aparat/takım ilavesi veya değişikliği/tadilatı, Talimatların veya prosedürlerin gözden geçirilmesi, İşçilerin eğitimi, test yöntemlerinin iyileştirilmesi, Yeni/ilave kalite kontrol noktaları oluşturulması, toleransların değiştirilmesi. Alınacak önlemler ile genellikle hataların şiddet değeri azaltılamaz. İyileştirme faaliyetleri ile, hata türünün ortaya çıkma sıklığı (olasılığı) azaltılabilir veya keşfedilebilirlik derecesi (hatanın belirlenmesi şansı) arttırılabilir. İyileştirme faaliyetleri gerçekleştirildikten sonra (Gerekli düzeltici önlemler alındığında), RÖS değeri tekrar hesaplanır ve bu değerin azalması beklenir.
74 FMEA Sonuçların Değerlendirilmesi RÖS, iyileştirme çalışmalarını yönlendirir. Aynı RÖS değerine sahip iki hata türü var ise, ilk olarak daha yüksek şiddete (etkiye) ve daha sonra da en yüksek keşfedilebilirliğe sahip olan hata türü ilk olarak ele alınmalıdır. RÖS değeri ile en fazla ortaya çıkan (ortaya çıkma olasılığı yüksek), şiddeti yüksek olan ve zor keşfedilebilen hatalar üzerinde öncelikle durulup, ortadan kaldırılmaya çalışılmalıdır. Hatanın şiddetinin azaltılması konusunda iyileştirme sağlanmalı, yeterli ve uygun kontrol yöntemleri ile de hatanın müşteriye gitmeden evvel kolay ve hızlı şekilde yakalanabilmesi sağlanmalıdır. Keşfedilebilirlik yeterince sağlanabiliyor olsa bile, fazla miktarda kontrol etmenin maliyet ve zaman açısından getirdiği yük düşünülerek, hatanın ortaya çıkma olasılığını azaltıcı çalışmalar yaparak, kontrol edilen parametre sayısı azaltılmaya çalışılmalıdır. RÖS değeri ne olursa olsun, eğer hatanın şiddeti 9 ve üzerinde ise insan sağlığı ve güvenliği (emniyeti) açısından tehlikeli olması nedeniyle bu hatalar mutlaka ele alınıp giderilmelidir.

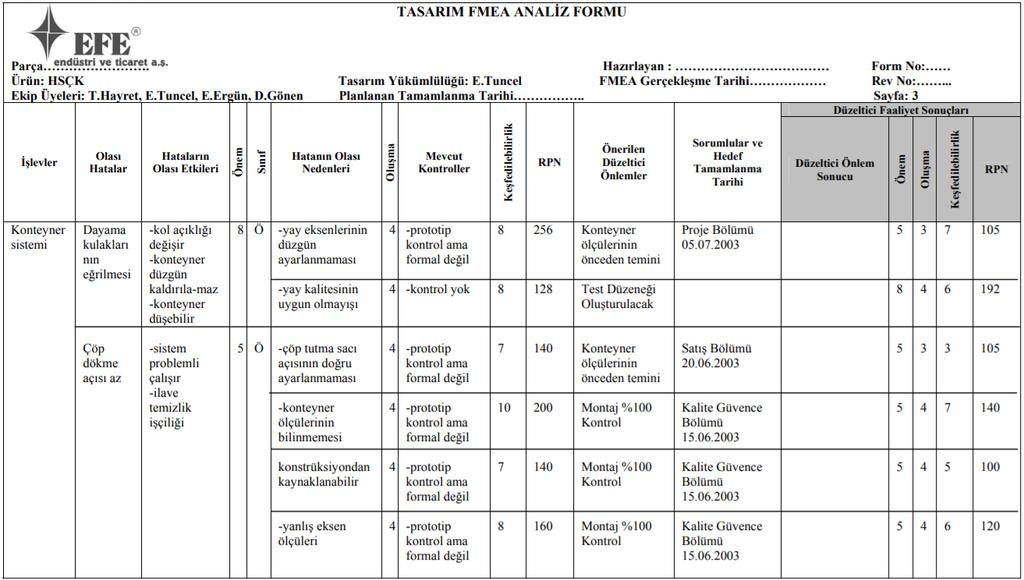
75 Konteyner Sistemi için Tasarım FMEA Örneği Tasarım FMEA çalışması Kadıoğlu vd. (2009) tarafından, İzmir Kemalpaşa da bulunan araç üstü ekipman üretimi yapan bir firmada gerçekleştirilmiştir. Firma, tasarımını analiz ederek, tasarım hatalarını ve neden olacağı maliyetleri azaltmayı ve müşteri memnuniyetini arttırmayı amaçlamaktadır. FMEA çalışması, firmanın ana üretimi olan hidrolik sıkıştırmalı çöp kasaları bileşenlerinden konteyner sistemi üzerinde yapılmıştır. Konteyneri kaldırıp çöplerin çöp toplama haznesine boşaltılmasını sağlayan konteyner sistemi incelenmiş ve hatalar, bunların nedenleri ve etkileri verilmiştir. Konteyner sisteminde mevcut veya olası hatalar incelenmiş ve hatalara ait RPN (Risk Priority Number) veya RÖS değerleri için Pareto diyagramı oluşturulmuştur.

76 Belirlenen olası hatalar, bunların nedenleri ve etkileri dikkate alınarak RPN değerleri hesaplanmıştır. RPN değerlerine göre çizilen Pareto diyagramında %80 sınırını oluşturan hatalar belirlenmiş ve öncelikle bu hatalar için düzeltici faaliyetler önerilmiştir.
77
78
79
80
81
82 İyileştirmeden Önceki ve Sonraki RPN Değerleri Konteyner sistemi için yapılan çalışma sonucunda elde edilen RPN değerleri ile alınan önlemlerden sonra yeniden hesaplanan RPN değerlerine göre, önerilen düzeltici faaliyetler ile hataların oluşma olasılıkları, önem değerleri azaltılmış yada hataların keşfedilebilirlikleri arttırılmıştır. Sonuçta, önemli ve kritik hataların risk değerlerinde iyileştirmeler sağlanmıştır.
83 Proses FMEA Formu Hazırlama
, operasyonları ayrı ayrı listelemek daha uygundur.")
84 Proses basamağı/faaliyet: Analiz edilecek proses ya da operasyonu kısaca tanımlayınız. (Kıvırma, delme, kaynak, montaj gibi..). Prosesin, çeşitli hata türlerini barındırabileceği birden çok operasyonu içerdiği durumlarda (montaj gibi), operasyonları ayrı ayrı listelemek daha uygundur. Potansiyel Hata Türü: Potansiyel Hata Türü, prosesin, Proses basamağı/faaliyet kolonunda tanımlanan proses gereklerini yerine getirmeyi engelleyecek potansiyel başarısızlık olarak tanımlanabilir. Söz konusu operasyondaki bir uygunsuzluğun tanımıdır. Kendisinden sonra gelen ilişkili operasyondaki bir hata türünün nedenini oluşturabileceği gibi; bir önceki ilişkili operasyondaki bir uygunsuzluğun sonucu da olabilir. Potansiyel hata türlerine örnek olarak:


85 Hatanın Potansiyel Etkileri Hata türünün müşteri üzerindeki etkileri olarak tanımlanır. Müşterinin bir iç müşteri ya da son kullanıcı da olabileceğini gözeterek, müşterinin neyi farkedebileceğini ya da yaşayabileceğini ifade ederek etkiler tanımlanmalıdır. Hata türünün güvenliği mi etkilediğini; yoksa kurallara uygunsuzluk mu oluşturduğu net bir biçimde ortaya konulmalıdır. Son kullanıcı için etkiler her zaman ürün ya da sistemin performansı olarak ifade edilmelidir. Örnek olarak: Eğer müşteri bir sonraki operasyon ya da daha sonra gelen operasyon(lar) ise, etkiler proses/operasyon performansı olarak ifade edilmelidir.
 FMEA")
86 Proses (Süreç) FMEA Örneği

87 İş Sağlığı & Güvenliğinde FMEA ile Risk Analizi ve Değerlendirme
88 Kaynakça Douglas C. Montgomery (2009). Introduction to Statistical Quality Control, John Wiley & Sons, Inc. Şanslı Şenol (2012). İstatistiksel Kalite Kontrol, Nobel Akademik Yayıncılık. Demir Aslan (2003). Proses Kontrol ve Toplam Kalite, DEU Mühendislik Fakültesi Basım Ünitesi. Tayfun Özdemir (2000). İstatistiksel Kalite Kontrol, A.Ü.F.F. Döner Sermaye İşletmesi Yayınları, 62. Sermin Elevli. Kalite Kontrol Ders Notları. Nihal Erginel, İstatistiksel Süreç Kontrol Ders Notları, Anadolu Üniversitesi. Nihal Erginel, Hata Türü ve Etkileri Analizi, ( Mehmet Çakmakçı, Kalite Planlama ve Kontrol, Ders notları ( Çevik, O., & Aran, G. Kalite iyileştirme sürecinde hata türü etkileri analizi (FMEA)* ve piston üretiminde bir uygulama. SÜ İİBF Sosyal ve Ekonomik Araştırmalar Dergisi. pp Kadıoğlu, M., Uçmuş, E., & Gönen, D. (2009). Makine imalatı yapan bir işletmede tasarım hata türü ve etkileri analizi ile hata kaynaklarının belirlenmesi ve kalitenin iyileştirilmesi. BAÜ FBE Dergisi, Cilt:11, Sayı:1, pp
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
FMEA. Hata Türleri ve Etkileri Analizi
 FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END Kalite Planlama ve Kontrol
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 6: Nitelikler (Belirtiler) İçin Kontrol Kartları Yrd. Doç. Dr. Kemal SUBULAN (13-15).03.2018
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 6: Nitelikler (Belirtiler) İçin Kontrol Kartları Yrd. Doç. Dr. Kemal SUBULAN (13-15).03.2018
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
NİCELİKSEL KONTROL GRAFİKLERİ
 NİCELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Anadolu Üniversitesi X BİRİMLER VE HAREKETLİ DEĞİŞİM ARALIĞI KONTROL GRAFİĞİ X- Birimler Kontrol Grafiği n= birimlik örnekler alınır. Üretim hızı oldukça
NİCELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Anadolu Üniversitesi X BİRİMLER VE HAREKETLİ DEĞİŞİM ARALIĞI KONTROL GRAFİĞİ X- Birimler Kontrol Grafiği n= birimlik örnekler alınır. Üretim hızı oldukça
İSTATİSTİKSEL PROSES KONTROLÜ
 İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
4. HİSTOGRAM. Tolerans Aralığı. Değişim Aralığı HEDEF. Üst Spesifikasyon Limiti. Alt Spesifikasyon Limiti
 4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
ANADOLU ÜNİVERSİTESİ. ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
İstatistiksel Süreç Kontrol KAZIM KARABOĞA
 İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Süreç Kontrolu. Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
RİSKİ HESAPLANACAK ÖRNEK
 yol kenarına istiflenmiş kargoların taşınmasını istiyor. RİSKİ HESAPLANACAK ÖRNEK 1. Depoda forklift ve yaya yolu mevcut 2. Köşelerde ayna konulmamış 3. Forklift bakımlarında formlar doldurulmuyor 4. Çalışma
yol kenarına istiflenmiş kargoların taşınmasını istiyor. RİSKİ HESAPLANACAK ÖRNEK 1. Depoda forklift ve yaya yolu mevcut 2. Köşelerde ayna konulmamış 3. Forklift bakımlarında formlar doldurulmuyor 4. Çalışma
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
İÇİNDEKİLER ÖN SÖZ...
 İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ. Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN. Endüstri Mühendisliği Bölümü
 1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
OLASI HATA TÜRÜ VE ETKİLERİ ANALİZİ (FMEA) Mehmet Enes İnce
 Mehmet Enes İnce") 1.GİRİŞ Her sektörde arzın arttığı ve iletişim teknolojilerinin çok geliştiği günümüz ekonomisinde işletmeler, varlıklarını devam ettirebilmek için sadece ucuz mal ya da hizmet üretimini değil, hem ucuz
1.GİRİŞ Her sektörde arzın arttığı ve iletişim teknolojilerinin çok geliştiği günümüz ekonomisinde işletmeler, varlıklarını devam ettirebilmek için sadece ucuz mal ya da hizmet üretimini değil, hem ucuz
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin
 Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
İçindekiler. Ön Söz... xiii
 İçindekiler Ön Söz.................................................... xiii Bölüm 1 İstatistiğe Giriş....................................... 1 1.1 Giriş......................................................1
İçindekiler Ön Söz.................................................... xiii Bölüm 1 İstatistiğe Giriş....................................... 1 1.1 Giriş......................................................1
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
ANADOLU ÜNİVERSİTESİ. ENM 317 Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM 317 Prof. Dr. Nihal ERGİNEL 2 ÖRNEKLEME Anakütleden n birimlik örnek alınması ve anakütle parametrelerinin örnekten tahmin edilmesidir. 3 ÖRNEKLEME ALMANIN NEDENLERİ Anakütleye
ANADOLU ÜNİVERSİTESİ ENM 317 Prof. Dr. Nihal ERGİNEL 2 ÖRNEKLEME Anakütleden n birimlik örnek alınması ve anakütle parametrelerinin örnekten tahmin edilmesidir. 3 ÖRNEKLEME ALMANIN NEDENLERİ Anakütleye
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI. Yrd. Doç. Dr. Emre ATILGAN
 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
İSTATİSTİKSEL TAHMİNLEME. Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir.
 İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN 20-22.02.2018
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN 20-22.02.2018
ULUSLARARASI İŞ SAĞLIĞI VE GÜVENLİĞİ Aralık 6-7, 2017, İstanbul/ Türkiye
 ULUSLARARASI İŞ SAĞLIĞI VE GÜVENLİĞİ Aralık 6-7, 2017, İstanbul/ Türkiye Risk Değerlendirme Çalışmalarında Yöntem Seçiminin Önemi ve Örnek Uygulama Öğr. Gör. Begüm ERTEN İÇİNDEKİLER 1. GİRİŞ VE AÇIKLAMALAR
ULUSLARARASI İŞ SAĞLIĞI VE GÜVENLİĞİ Aralık 6-7, 2017, İstanbul/ Türkiye Risk Değerlendirme Çalışmalarında Yöntem Seçiminin Önemi ve Örnek Uygulama Öğr. Gör. Begüm ERTEN İÇİNDEKİLER 1. GİRİŞ VE AÇIKLAMALAR
Doküman No Revizyon No Yayın Tarihi Sayfa No PROSES FMEA TALİMATI
 1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
HİPOTEZ TESTLERİ ANADOLU ÜNİVERSİTESİ. Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
Örnek 4.1: Tablo 2 de verilen ham verilerin aritmetik ortalamasını hesaplayınız.
 .4. Merkezi Eğilim ve Dağılım Ölçüleri Merkezi eğilim ölçüleri kitleye ilişkin bir değişkenin bütün farklı değerlerinin çevresinde toplandığı merkezi bir değeri gösterirler. Dağılım ölçüleri ise değişkenin
.4. Merkezi Eğilim ve Dağılım Ölçüleri Merkezi eğilim ölçüleri kitleye ilişkin bir değişkenin bütün farklı değerlerinin çevresinde toplandığı merkezi bir değeri gösterirler. Dağılım ölçüleri ise değişkenin
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK
 KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
İSTATİSTİK MHN3120 Malzeme Mühendisliği
 İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
Temel İstatistik. Y.Doç.Dr. İbrahim Turan Mart Tanımlayıcı İstatistik. Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri
 Temel İstatistik Tanımlayıcı İstatistik Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri Y.Doç.Dr. İbrahim Turan Mart 2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ Verilerin değişkenlik durumu ve dağılışın şeklini
Temel İstatistik Tanımlayıcı İstatistik Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri Y.Doç.Dr. İbrahim Turan Mart 2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ Verilerin değişkenlik durumu ve dağılışın şeklini
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 BİR PROSES FMEA GELİŞTİRMEK Proses sorumlusu mühendis, Proses FMEA hazırlıklarında kendisine yardımcı olabilecek tüm dokümanlara sahip olmalıdır. Proses FMEA, bir prosesin ne olması ve ne olmaması konusundaki
BİR PROSES FMEA GELİŞTİRMEK Proses sorumlusu mühendis, Proses FMEA hazırlıklarında kendisine yardımcı olabilecek tüm dokümanlara sahip olmalıdır. Proses FMEA, bir prosesin ne olması ve ne olmaması konusundaki
BİYOİSTATİSTİK. Uygulama 4. Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Güven Aralıkları 2 Güven Aralıkları
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Güven Aralıkları 2 Güven Aralıkları
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Otomotiv Sertifika Programı
 Otomotiv Sertifika Programı Otomotiv ana sanayi ve yan sanayinde kabul gören, geleneksel iş modelleri artık günümüzde uluslararası standartlar olarak zorunluluklar haline gelmiştir. Bu eğitimde birçok
Otomotiv Sertifika Programı Otomotiv ana sanayi ve yan sanayinde kabul gören, geleneksel iş modelleri artık günümüzde uluslararası standartlar olarak zorunluluklar haline gelmiştir. Bu eğitimde birçok
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
İstatistik ve Olasılık
 İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: END 4822
 Dersi Veren Birim: Endüstri Mühendisliği Dersin Türkçe Adı: KALİTE KONTROL Dersin Orjinal Adı: KALİTE KONTROL Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: END 8 Dersin
Dersi Veren Birim: Endüstri Mühendisliği Dersin Türkçe Adı: KALİTE KONTROL Dersin Orjinal Adı: KALİTE KONTROL Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: END 8 Dersin
BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ
 1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
İstatistik ve Olasılık
 İstatistik ve Olasılık - I Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kes1rim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmak7r. ü Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık - I Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kes1rim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmak7r. ü Bu anlamda, anakütleden çekilen
HATAY SAĞLIK MÜDÜRLÜĞÜ HATAY SAĞLIK MÜDÜRLÜĞÜ RİSK DEĞERLENDİRME PROSEDÜRÜ
 RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
RİSK ANALİZ PROSEDÜRÜ
 1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
ANADOLU ÜNİVERSİTESİ. Hipotez Testleri. ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar vermek
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar vermek
İstatistiksel Yorumlama
 İstatistiksel Yorumlama Amaç, popülasyon hakkında yorumlamalar yapmaktadır. Populasyon Parametre Karar Vermek Örnek İstatistik Tahmin 1 Tahmin Olaylar hakkında tahminlerde bulunmak ve karar vermek zorundayız
İstatistiksel Yorumlama Amaç, popülasyon hakkında yorumlamalar yapmaktadır. Populasyon Parametre Karar Vermek Örnek İstatistik Tahmin 1 Tahmin Olaylar hakkında tahminlerde bulunmak ve karar vermek zorundayız
Hipotez Testlerine Giriş. Hipotez Testlerine Giriş
 Hipotez Testlerine Giriş Hipotez Testlerine Giriş Hipotez Testlerine Giriş Gözlem ya da deneme sonucu elde edilmiş sonuçların, raslantıya bağlı olup olmadığının incelenmesinde kullanılan istatistiksel
Hipotez Testlerine Giriş Hipotez Testlerine Giriş Hipotez Testlerine Giriş Gözlem ya da deneme sonucu elde edilmiş sonuçların, raslantıya bağlı olup olmadığının incelenmesinde kullanılan istatistiksel
BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ
 1 BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel sayma
1 BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel sayma
İstatistik ve Olasılık
 İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü
 Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
İÇİNDEKİLER. BÖLÜM 1 Değişkenler ve Grafikler 1. BÖLÜM 2 Frekans Dağılımları 37
 İÇİNDEKİLER BÖLÜM 1 Değişkenler ve Grafikler 1 İstatistik 1 Yığın ve Örnek; Tümevarımcı ve Betimleyici İstatistik 1 Değişkenler: Kesikli ve Sürekli 1 Verilerin Yuvarlanması Bilimsel Gösterim Anlamlı Rakamlar
İÇİNDEKİLER BÖLÜM 1 Değişkenler ve Grafikler 1 İstatistik 1 Yığın ve Örnek; Tümevarımcı ve Betimleyici İstatistik 1 Değişkenler: Kesikli ve Sürekli 1 Verilerin Yuvarlanması Bilimsel Gösterim Anlamlı Rakamlar
BÖLÜM 12 STUDENT T DAĞILIMI
 1 BÖLÜM 12 STUDENT T DAĞILIMI 'Student t dağılımı' ya da kısaca 't dağılımı'; normal dağılım ve Z dağılımının da içerisinde bulunduğu 'sürekli olasılık dağılımları' ailesinde yer alan dağılımlardan bir
1 BÖLÜM 12 STUDENT T DAĞILIMI 'Student t dağılımı' ya da kısaca 't dağılımı'; normal dağılım ve Z dağılımının da içerisinde bulunduğu 'sürekli olasılık dağılımları' ailesinde yer alan dağılımlardan bir
 0.04.03 Standart Hata İstatistikte hesaplanan her istatistik değerin mutlaka hatası da hesaplanmalıdır. Çünkü hesaplanan istatistikler, tahmini bir değer olduğu için mutlaka hataları da vardır. Standart
0.04.03 Standart Hata İstatistikte hesaplanan her istatistik değerin mutlaka hatası da hesaplanmalıdır. Çünkü hesaplanan istatistikler, tahmini bir değer olduğu için mutlaka hataları da vardır. Standart
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
İstatistik, genel olarak, rassal bir olayı (ya da deneyi) matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik
 matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik") 6.SUNUM İstatistik, genel olarak, rassal bir olayı (ya da deneyi) matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik özellikleri (ortalama, varyans v.b. gibi) hakkında
6.SUNUM İstatistik, genel olarak, rassal bir olayı (ya da deneyi) matematiksel olarak modellemek ve bu model yardımıyla, anakütlenin bilinmeyen karakteristik özellikleri (ortalama, varyans v.b. gibi) hakkında
SÜREKLİ ŞANS DEĞİŞKENLERİ. Üstel Dağılım Normal Dağılım
 SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
İŞLETME RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30
 İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi I (Process
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi I (Process
Mühendislikte İstatistik Yöntemler
 .0.0 Mühendislikte İstatistik Yöntemler İstatistik Parametreler Tarih Qma.3.98 4..98 0.3.983 45 7..984 37.3.985 48 0.4.986 67.4.987 5 0.3.988 45.5.989 34.3.990 59.4.99 3 4 34 5 37 6 45 7 45 8 48 9 5 0
.0.0 Mühendislikte İstatistik Yöntemler İstatistik Parametreler Tarih Qma.3.98 4..98 0.3.983 45 7..984 37.3.985 48 0.4.986 67.4.987 5 0.3.988 45.5.989 34.3.990 59.4.99 3 4 34 5 37 6 45 7 45 8 48 9 5 0
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ
 ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
TEHLİKE VE RİSK DEĞERLENDİRME PROSEDÜRÜ
 TEHLİKE VE RİSK DEĞERLENDİRME PROSEDÜRÜ. AMAÇ Bu prosedürün amacı;... İlk/okulu faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen
TEHLİKE VE RİSK DEĞERLENDİRME PROSEDÜRÜ. AMAÇ Bu prosedürün amacı;... İlk/okulu faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen
Lean Excellence. 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri
 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: END 4822
 Dersi Veren Birim: Endüstri Mühendisliği Dersin Türkçe Adı: KALİTE KONTROL Dersin Orjinal Adı: KALİTE KONTROL Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: END 8 Dersin
Dersi Veren Birim: Endüstri Mühendisliği Dersin Türkçe Adı: KALİTE KONTROL Dersin Orjinal Adı: KALİTE KONTROL Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: END 8 Dersin
DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati (T+U+L) Kredi AKTS OLASILIK VE İSTATİSTİK FEB-222 2/ 2.YY 3+0+0 3 3 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati (T+U+L) Kredi AKTS OLASILIK VE İSTATİSTİK FEB-222 2/ 2.YY 3+0+0 3 3 Dersin Dili Dersin Seviyesi
İstatistik ve Olasılık
 İstatistik ve Olasılık KORELASYON ve REGRESYON ANALİZİ Doç. Dr. İrfan KAYMAZ Tanım Bir değişkenin değerinin diğer değişkendeki veya değişkenlerdeki değişimlere bağlı olarak nasıl etkilendiğinin istatistiksel
İstatistik ve Olasılık KORELASYON ve REGRESYON ANALİZİ Doç. Dr. İrfan KAYMAZ Tanım Bir değişkenin değerinin diğer değişkendeki veya değişkenlerdeki değişimlere bağlı olarak nasıl etkilendiğinin istatistiksel
OLASILIK ve KURAMSAL DAĞILIMLAR
 OLASILIK ve KURAMSAL DAĞILIMLAR Kuramsal Dağılımlar İstatistiksel çözümlemelerde; değişkenlerimizin dağılma özellikleri, çözümleme yönteminin seçimi ve sonuçlarının yorumlanmasında önemlidir. Dağılma özelliklerine
OLASILIK ve KURAMSAL DAĞILIMLAR Kuramsal Dağılımlar İstatistiksel çözümlemelerde; değişkenlerimizin dağılma özellikleri, çözümleme yönteminin seçimi ve sonuçlarının yorumlanmasında önemlidir. Dağılma özelliklerine
TANIMLAYICI İSTATİSTİKLER
 TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
SÜREKLİ RASSAL DEĞİŞKENLER
 SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
3 KESİKLİ RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI
 ÖNSÖZ İÇİNDEKİLER III Bölüm 1 İSTATİSTİK ve SAYISAL BİLGİ 11 1.1 İstatistik ve Önemi 12 1.2 İstatistikte Temel Kavramlar 14 1.3 İstatistiğin Amacı 15 1.4 Veri Türleri 15 1.5 Veri Ölçüm Düzeyleri 16 1.6
ÖNSÖZ İÇİNDEKİLER III Bölüm 1 İSTATİSTİK ve SAYISAL BİLGİ 11 1.1 İstatistik ve Önemi 12 1.2 İstatistikte Temel Kavramlar 14 1.3 İstatistiğin Amacı 15 1.4 Veri Türleri 15 1.5 Veri Ölçüm Düzeyleri 16 1.6
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
Gerçek uygulamalarda, standart normal olmayan sürekli bir rassal. değişken, sıfırdan farklı bir ortalama ve birden farklı standart sapma
 2 13.1 Normal Dağılımın Standartlaştırılması Gerçek uygulamalarda, standart normal olmayan sürekli bir rassal değişken, sıfırdan farklı bir ortalama ve birden farklı standart sapma değerleriyle normal
2 13.1 Normal Dağılımın Standartlaştırılması Gerçek uygulamalarda, standart normal olmayan sürekli bir rassal değişken, sıfırdan farklı bir ortalama ve birden farklı standart sapma değerleriyle normal
Kalite Yönetimi. Kabul Örneklemesi 11. Hafta
 Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory
 ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
BÖLÜM 1 GİRİŞ: İSTATİSTİĞİN MÜHENDİSLİKTEKİ ÖNEMİ
 BÖLÜM..AMAÇ GİRİŞ: İSTATİSTİĞİ MÜHEDİSLİKTEKİ ÖEMİ Doğa bilimlerinde karşılaştığımız problemlerin birçoğunda olaydaki değişkenlerin değerleri bilindiğinde probleme kesin ve tek bir çözüm bulunabilir. Örneğin
BÖLÜM..AMAÇ GİRİŞ: İSTATİSTİĞİ MÜHEDİSLİKTEKİ ÖEMİ Doğa bilimlerinde karşılaştığımız problemlerin birçoğunda olaydaki değişkenlerin değerleri bilindiğinde probleme kesin ve tek bir çözüm bulunabilir. Örneğin
ISO 9001:2009 KALİTE YÖNETİM SİSTEMİ STANDARDININ AÇIKLAMASI
 0. GİRİŞ ISO 9001:2009 KALİTE YÖNETİM SİSTEMİ STANDARDININ AÇIKLAMASI Dr. Mürsel ERDAL Sayfa 1 Kalite yönetim sisteminin benimsenmesi, kuruluşun stratejik bir kararı olmalıdır. Bir kuruluşun kalite yönetim
0. GİRİŞ ISO 9001:2009 KALİTE YÖNETİM SİSTEMİ STANDARDININ AÇIKLAMASI Dr. Mürsel ERDAL Sayfa 1 Kalite yönetim sisteminin benimsenmesi, kuruluşun stratejik bir kararı olmalıdır. Bir kuruluşun kalite yönetim
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ
 TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
GGYS TEHLİKE ANALİZİ VE RİSK DEĞERLENDİRME PROSEDÜRÜ
 1. AMAÇ V KAPSAM: Gıda Güvenliği Yönetim Sisteminin uygulama alanı içinde oluşması muhtemel bütün olası tehlikelerin, Gıda Güvenliği ile ilgili sonuçlarına ve oluşma olasılıklarına göre tanımlanması ve
1. AMAÇ V KAPSAM: Gıda Güvenliği Yönetim Sisteminin uygulama alanı içinde oluşması muhtemel bütün olası tehlikelerin, Gıda Güvenliği ile ilgili sonuçlarına ve oluşma olasılıklarına göre tanımlanması ve
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.10.2017 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-01) Risk
Sayfa No: 1-5 Doküman Tarihi: 12.10.2017 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-01) Risk
RİSK DEĞERLENDİRMESİ. Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı
 RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
MAK 210 SAYISAL ANALİZ
 MAK 210 SAYISAL ANALİZ BÖLÜM 6- İSTATİSTİK VE REGRESYON ANALİZİ Doç. Dr. Ali Rıza YILDIZ 1 İSTATİSTİK VE REGRESYON ANALİZİ Bütün noktalardan geçen bir denklem bulmak yerine noktaları temsil eden, yani
MAK 210 SAYISAL ANALİZ BÖLÜM 6- İSTATİSTİK VE REGRESYON ANALİZİ Doç. Dr. Ali Rıza YILDIZ 1 İSTATİSTİK VE REGRESYON ANALİZİ Bütün noktalardan geçen bir denklem bulmak yerine noktaları temsil eden, yani
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 1. AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 1. AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
NAZİLLİ DEVLET HASTANESİ RİSK ANALİZİ PROSEDÜRÜ
 Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
Failure Mode and Effect Analysis (Hata Türü ve Etkileri Analizi) Doç. Dr. Nihal Erginel
 Doç. Dr. Nihal Erginel") Failure Mode and Effect Analysis (Hata Türü ve Etkileri Analizi) Doç. Dr. Nihal Erginel FMEA Nedir? FMEA nın temel amacı, geçmiş verilere dayanarak bilinen veya olası problemleri tanımlamak ve önlemektir.
Failure Mode and Effect Analysis (Hata Türü ve Etkileri Analizi) Doç. Dr. Nihal Erginel FMEA Nedir? FMEA nın temel amacı, geçmiş verilere dayanarak bilinen veya olası problemleri tanımlamak ve önlemektir.
NİTELİKSEL KONTROL GRAFİKLERİ
 NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
İşveren veya işveren vekili (temsilcisi)
") RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C Sınıfı) İşyerindeki işçi temsilcileri 4 2 3 6 7 İşyeri hekimi 5 İşyerindeki destek elemanları İşyerindeki bütün
RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C Sınıfı) İşyerindeki işçi temsilcileri 4 2 3 6 7 İşyeri hekimi 5 İşyerindeki destek elemanları İşyerindeki bütün
Not: Diğer sağlık personeli, hemşire, mühendis, risk değerlendirmesi uzmanı, bakanlık temsilcisi vb. yer almaz
 Not: Diğer sağlık personeli, hemşire, mühendis, risk değerlendirmesi uzmanı, bakanlık temsilcisi vb. yer almaz RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C
Not: Diğer sağlık personeli, hemşire, mühendis, risk değerlendirmesi uzmanı, bakanlık temsilcisi vb. yer almaz RİSK DEĞERLENDİRME İşveren veya işveren vekili (temsilcisi) 1 İş güvenliği uzmanı (A, B, C
WEIBULL DAĞILIMI WEIBULL DAĞILIMI ANADOLU ÜNİVERSİTESİ
 ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ SÜREKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 WEIBULL DAĞILIMI Weibull dağılımı, pek çok farklı sistemlerin bozulana kadar geçen süreleri ile ilgilenir. Dağılımın
ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ SÜREKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 WEIBULL DAĞILIMI Weibull dağılımı, pek çok farklı sistemlerin bozulana kadar geçen süreleri ile ilgilenir. Dağılımın
PAYDAŞ ANALİZİ VE RİSK ANALİZİ KILAVUZU
 Sayfa 1/8 1. AMAÇ Bu kılavuzun amacı Meslek Yüksekokulu bünyesinde birimler bazında gerçekleştirilen paydaş analizi ve risk analizi yöntem ve değerlendirmelerini tanımlamaktır. 2. KAPSAM Bu kılavuz, Toros
Sayfa 1/8 1. AMAÇ Bu kılavuzun amacı Meslek Yüksekokulu bünyesinde birimler bazında gerçekleştirilen paydaş analizi ve risk analizi yöntem ve değerlendirmelerini tanımlamaktır. 2. KAPSAM Bu kılavuz, Toros
ÖRNEKLEME TEORİSİ 1/30
 ÖRNEKLEME TEORİSİ 1/30 NİÇİN ÖRNEKLEME Zaman Kısıdı Maliyeti Azaltma YAPILIR? Hata Oranını Azaltma Sonuca Ulaşma Hızı /30 Örnekleme Teorisi konusunun içinde, populasyondan örnek alınma şekli, örneklerin
ÖRNEKLEME TEORİSİ 1/30 NİÇİN ÖRNEKLEME Zaman Kısıdı Maliyeti Azaltma YAPILIR? Hata Oranını Azaltma Sonuca Ulaşma Hızı /30 Örnekleme Teorisi konusunun içinde, populasyondan örnek alınma şekli, örneklerin