Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
|
|
|
- Ahmet Demirci
- 5 yıl önce
- İzleme sayısı:
Transkript


1 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 6: Nitelikler (Belirtiler) İçin Kontrol Kartları Yrd. Doç. Dr. Kemal SUBULAN (13-15)
2 Niteliklere (Belirtiler & Özellikler) Göre Kontrol Grafikleri Kalite karakteristiklerinin ölçülemediği ama uygun-uygun değil, iyi-kötü, geçer-geçmez, kabul-ret gibi niteliklerin değerlendirilerek sayılabildiği durumlarda kullanılır. Bir veya birden fazla kalite karakteristiğine göre, uygun/uygun değil gibi sınıflandırmanın yapıldığı durumlarda kullanılır. Çok fazla sayıda kalite özelliği ile ilgilenildiğinde, her bir kalite karakteristiği ölçülerek için ayrı ayrı X-R veya S grafiği oluşturmanın zorluğu ve neden olacağı maliyet artışı, kalite kontrolün niteliklere göre yapılmasını gerektirebilir. İncelenen bir birim ürün üzerindeki hata/kusur sayıları ile ilgilenildiği durumlarda kullanılır. Değişkenler için kontrol grafikleri kadar fazla bilgi sunamamalarına rağmen, (Sadece uygunsuzlukların sınıflandırılması: kusurlu/kusursuz) nitelikler için kontrol grafikleri pratikte geniş uygulama alanına sahiptir. Kalite karakteristiği değerlerinin ölçümünün zor olduğu hizmet sektöründe de, niteliklere göre kontrol grafikleri kalite geliştirme/iyileştirme aracı olarak kullanılabilmektedir.
3 p (Kusurlu Oranı) Kontrol Grafiği Ürünlerin belli özelliklerinin standartlara uygunluğu yerine bu ürünlerin kusurlu olup olmadıklarının araştırılması durumunda, prosesten alınan örneklerin ortalamaları yerine kusurlu oranlarının kontrol edilmesi uygundur. Bu işlem p grafiği ile yapılır. Ürün üzerinde incelenen bir veya birden fazla kalite özeliğine göre, ürün standartları sağlamıyorsa (Spesifikasyonlara uymuyorsa), kusurlu olarak adlandırılır. Birden fazla kalite özelliği eş zamanlı olarak incelenebilir. Kusurlu oranı kontrol grafiğinin istatistiksel açıdan temeli Binom dağılımına dayanmaktadır. Ardışık olarak üretilen her bir birim ürün birbirinden bağımsız olmakla birlikte, p parametresine sahip Bernoulli rastgele değişkeni ile ifade edilir. X R ve X S grafiklerine nazaran p grafiklerinde oran söz konusu olduğu için daha büyük hacimli örnekler alınmalıdır. Örnek büyüklüğü (n) tespitinde n. p > 1 durumu sağlanmalıdır (p = 0.05 ise n > 20 olmaktadır). Örneklem büyüklüğü 50 den küçükse Binom dağılımı; kusurlu oranı %10 dan küçükse Binom dağılımının Poisson dağılımına yaklaşması; örneklem büyüklüğünün çok fazla, kusurlu oranının da çok küçük olması durumunda ise normal dağılıma yaklaşımı kullanılır.
 Binom dağılımının olasılık yoğunluk fonksiyonu (Parametreleri p ve n) Örneklem içerisindeki kusurlu oranı p rastgele değişkeninin dağılımı binom dağılımından elde")
4 n, örneklem büyüklüğü D, kusurlu ürün sayısı Binom dağılımının beklenen değeri, n. p Varyansı ise, n. p(1 p) Binom dağılımının olasılık yoğunluk fonksiyonu (Parametreleri p ve n) Örneklem içerisindeki kusurlu oranı p rastgele değişkeninin dağılımı binom dağılımından elde edilir. Ortalaması ve varyansı aşağıdaki gibi hesaplanabilmektedir.
 kusurlu oranı bilinmektedir. Bu durumda, p kontrol grafiğinin merkez çizgisi ve alt/üst kontrol limitleri aşağıdaki gibi hesaplanmaktadır.")
5 Standartların Belli Olması Durumu Standartların belli olması durumu, üretim sürecine ait gerçek kusurlu oranı p standart değerinin bilinmesi anlamına gelmektedir. Bir başka deyişle, popülasyonunun (ana kütle) kusurlu oranı bilinmektedir. Bu durumda, p kontrol grafiğinin merkez çizgisi ve alt/üst kontrol limitleri aşağıdaki gibi hesaplanmaktadır. Bazı durumlarda, n ve p nin değerine bağlı olarak LCL (alt kontrol limiti) negatif olarak hesaplanır. Bu durumda, alt kontrol limiti %0 dan küçük olamayacağından, 0 olarak alınır. Birbirini izleyen n ardışık örnek alınarak, p kusurlu oranları hesaplanıp, kontrol grafiği üzerine işlenir. p değerleri kontrol limitleri içerisinde kaldığı ve herhangi bir sistematik rassal olmayan örüntü (pattern) oluşturmadığı sürece, p seviyesinde proses kontrol altındadır denir.

6 Standartların Belli Olmaması Durumu Genelde, sürece ait p kusurlu oranı kesin ve net bir şekilde bilinmez bu durumda, n adet gözlem içeren m adet örneklem alınarak, kusurlu oranı tahmin edilmeye çalışılır. Daha evvel de belirtildiği üzere, örneklem sayısı en az civarında olmalıdır. Her bir örneklem için kusurlu oranları hesaplanır. Daha sonra, tüm örneklemleri içeren ortalama kusurlu oranı hesaplanarak, sürecin p ortalama kusurlu oranı tahmin edilir ve bu değer merkez çizgi olarak belirlenir. Standartların belli olmadığı durumda alt ve üst kontrol limitlerinin hesaplanması
7 Dondurulmuş portakal suyu konsantrasyonunu 6-oz luk mukavva kutularda paketleyen bir makineden alınan örneklemler alınarak kutulardan herhangi bir sızma durumunun (Çatlak & delik olması) olup olmadığı değerlendirilerek, kusurlu & kusursuz olarak ayrılıyor. Paketleme makinesinden çıkan kutulardaki kusurlu oranlarının iyileştirilmesi amacıyla, p-kontrol grafiğini oluşturunuz. Örnek 3 vardiya çalışan makineden yarım saat arayla 50 gözlem değeri içeren toplam 30 örneklem alınarak kusurlu ürün sayıları belirlenmiştir.
8 Ortalama kusurlu oranının hesaplanması (Merkez çizgi) Alt ve üst kontrol limitlerinin hesaplanması
9 Aşama-I, deneme kontrol limitlerinin elde edilmesi. 15. ve 23. örneklemlerdeki kusurlu oranları üst kontrol limitini aşmış, proses kontrol dışındadır. Özel nedenler bulunup, düzeltici önlemler uygulanarak giderilmelidir. 15. örneklemdeki kontrol dışı durumun sebebi, yeni bir hammadde/malzeme kullanımı olarak belirlenmiştir. Kullanılan bu yeni hammadde, bazı durumlarda üretimin performansını olumsuz yönde etkilemektedir. 23. örneklemdeki kontrol dışı durumun sebebi olarak ise, örneklemin alındığı zamanda, makineye deneyimsiz yeni bir operatörün atanması olarak belirlenmiştir.
10 Merkez Çizgi ve Kontrol Limitlerinin Revize Edilmesi 15. ve 23. örneklemler elimine edilerek, kontrol limitleri ve merkez çizgi yeniden hesaplanmıştır. p = seviyesinde süreç kontrol altındadır. Bu durumda kontrol limitlerinin daralması sebebiyle, 21. örneklemdeki kusurlu oranı, üst kontrol limitini aşmaktadır. Ancak, veriler analiz edildiğinde, kontrol dışı gibi gözüken bu durumun herhangi bir özel nedeni belirlenememiştir. Bu nedenle, bu noktanın göz ardı edilebileceğine karar verilmiş ve yeni kontrol limitlerinin gelecek üretimin izlenmesinde kullanılabileceği belirtilmiştir (Aşama-I tamamlandı). Kontrol limitleri revize edildikten sonra, kontrol dışı noktanın özel sebebi belirlenebiliyorsa, sürecin kontrol altında olduğu söylenemez.
11 Süreç İyileştirme Çalışması Süreç kontrol altında olmasına rağmen (stabil bir şekilde devam ediyor), üst yönetim p = oranını yüksek bulmuş ve sürecin iyileştirilmesi amacıyla, kontrol kartları uygulamasına ek olarak, sürecin bir kalite mühendisi tarafından analiz edilmesini uygun bulmuştur. Kalite mühendisi, makine üzerinde bazı ayarlamaların yapılabileceğini tespit etmiş ve bu ayarlardan sonraki üç vardiya boyunca 50 gözlem değerinden oluşan 24 ek örneklem alınıp, kusurlu oranı incelenmiştir.
12 Süreç, p = seviyesinden çok daha iyi bir seviyede (Daha düşük kusurlu oranı) devam etmektedir. 41. örneklemde kusurlu oranı alt kontrol limitinin altına düşmüştür, ancak bu kontrol dışı durumun herhangi bir özel nedeninin olmadığı anlaşılmıştır. Bu nedenle, bu durum göz ardı edilebilir. Kalite mühendisleri tarafından gerçekleştirilen süreç analizleri doğrultusunda yapılan makine ayarları, sürecin iyileşmesine katkı sağlamıştır. İstatistiksel proses kontrol uygulamalarının varlığı, operatörlerde de süreç kalitesi konusunda daha fazla farkındalık uyandıracak, bu da süreç performansının sürekli olarak izlenip iyileştirilmesine katkıda bulunacaktır.

13 MINITAB 14 ile p-kusurlu Oranı Kontrol Grafiğinin Oluşturulması
14 Prosesin Kusurlu Oranı için Hipotez Testi Geçmiş verinin alındığı önceki periyottaki prosesin kusurlu oranı ile iyileştirme sonrası kusurlu oranının değişip değişmediğine dair hipotez testi Kusurlu oranı farkları hipotezi için test istatistiği (İki oranın farkı için hipotez testi) (50)(28) (50)(24) Geçmiş üretim ve mevcut üretim prosesinin kusurlu oranlarının ağırlıklı ortalaması

15 %95 güven düzeyinde H 0 hipotezi reddedilir Prosesin kusurlu oranı geçmişteki proses kusurlu oranı ile aynı değildir. Kusurlu oranında önemli ölçüde iyileşme/azalma meydana gelmiştir. Yapılan makine ayarlarının, kusurlu oranını azaltmada başarılı olduğu söylenebilir. Bu nedenle, kontrol limitleri sadece en son veriler kullanılarak (31-54 örneklemler) tekrar revize edilmelidir.
16 Kusurlu oranı kontrol grafiğinde, alt kontrol limiti negatif olamaz. Tüm noktalar yeni kontrol limitleri içerisinde olduğundan, süreç kontrol altındadır. Sürecin izlenmesi amacıyla, önümüzdeki 5 vardiyadan alınan ekstra 40 örneklem ile elde edilen kontrol grafiğine göre, kontrol dışı herhangi bir durum söz konusu değildir, ancak %11.08 kusurlu oranı hala yüksektir. Bunun için deney tasarımı yaklaşımları ile süreç iyileştirmesinde etkili olan kritik makine ayarları belirlenebilir.
17
18 Kusurlu Oranı Kontrol Grafiklerinin Tasarımı Örneklem büyüklüğü, örnek alma sıklığı ve kontrol limitlerinin genişliğinin belirlenmesi, Sürecin tüm çıktıları üzerinde uygun bir zaman periyodunda %100 muayenenin yapıldığı durumlarda, örneklem büyüklüğü örnek alma sıklığı ile ilişki içerisindedir. Bu durumda, örnek alma sıklığı üretim oranına göre belirlenerek, sabit örneklem büyüklüğü ile çalışılır. Rasyonel alt grup oluşturma da örnek alma sıklığını belirlemede rol oynar. Örneğin, 3 vardiya çalışılan bir işletmede, kalite düzeyinin vardiyalar arasında değişkenlik gösterdiğinden şüphelenerek, günlük kusurlu oranını elde etmek için tüm vardiya çıktılarının bir araya getirilmesi yerine, her bir vardiya sonucunda üretilen ürünlerden bir rasyonel alt grup oluşturulabilir. Örneklem büyüklüğünü belirlemek için çeşitli yöntemler mevcuttur. Eğer, prosesin kusurlu oranı çok küçükse, örneklem içerisinde en az bir kusurlu ürün olması bulunması olasılığını arttırmak için örneklem büyüklüğü fazla seçilir. Aksi halde, sadece bir kusurlu ile elde edilen kontrol limitleri, sürecin kontrol dışında olduğu sinyalini verecektir.
19 Eğer kusurlu oranı p = 0.01 ve n = 8 ise üst kontrol limiti: Eğer örneklem içerinde sadece bir kusurlu varsa, kusurlu oranı üst kontrol limitini aştığından süreç kontrol altında değildir. Tek bir kusurlu ürünün olduğu örneklemlerde sürecin kontrol altında olmadığını söylemek pek mantıklı olmayacaktır. Bu durumu engellemek için örneklem büyüklüğü yeterince fazla seçilmelidir. Prosesin kusurlu oranından sapma (Proses yer değiştirmesinin büyüklüğü) Yer değiştirmenin %50 olasılıkla tespit edilmesi için alınması gereken örneklem büyüklüğü Kusurlu oranının p = 0.01 olduğu bir süreçte, kusurlu oranının p = 0.05 seviyelerine çıkması (yer değiştirmeyi) durumunun %50 olasılıkla tespit edilebilmesi için, örneklem büyüklüğü en az 56 olmalıdır (3-sigma kontrol limitleri kullanılması halinde)
20 Örneklem Büyüklüğü Belirleme Yöntemi Kontrol altındaki bir süreçte, kusurlu oranı seviyesinin küçük olması durumunda, örneklem büyüklüğü belirlemenin bir diğer yolu ise alt kontrol limitinin pozitif değer almasını sağlayacak kadar yeterince fazla örneklem almaktır. Kusurlu oranının %5 olduğu ve 3-sigma kontrol limitlerinin kullanılması durumunda, örneklem büyüklüğü en az 172 olduğunda alt kontrol limiti pozitif bir değer alır. Kontrol limitlerinin daralması durumunda, kontrol kartı küçük değişimleri tespit edebilme konusunda daha hassas hale gelecektir. Ancak, yanlış alarm verme sıklığı artacaktır.
21 Kusurlu Oranı Kontrol Kartları Üzerindeki Noktaların Yorumlanması Kusurlu oranı kontrol kartları, Binom olasılık modelini kullanır. Bu olasılık modeline göre, birbirini izleyen ardışık üretimler birbirinden bağımsızdır ve kusurlu ürün üretilme olasılığı sabittir. Kusurlu ürünlerin bir araya toplandığı üretim süreçlerinde veya kusurlu ürün üretme olasılığının bir önceki üretilen ürünlerin kusurlu olmasına dayandığı durumlarda, Binom olasılık modeli, dolayısıyla da kusurlu oranı kontrol grafiklerinin kullanımı uygun değildir. Alt kontrol limiti altındaki noktaların yorumuna dikkat edilmelidir. Bu noktalar genelde, süreç kalitesindeki gerçek bir iyileşmeyi göstermezler. Bu noktalar genellikle, test sürecindeki hatalardan (Deneyimsiz kalite kontrol elemanı, kalibrasyonu iyi yapılmamış test cihazı) kaynaklanmaktadır. İlk bakışta, alt kontrol limitinin altına düşen noktalar arzu edilmesine rağmen, alt kontrol limiti altındaki her nokta, kalitenin iyileştiği anlamına gelmemektedir. Zayıf bir p tahmini veya merkez çizginin yanlış belirlenmesi sebebiyle de böyle durumlar oluşabilir.
, ortalama kusurlu oranı p kullanılarak tahmin edilebilir.")
22 Kusurlu sayısı (np) Kontrol Grafiği Nitelikler için kontrol grafiği oluştururken, kusurlu oranı yerine kusurlu sayıları da kullanılabilir. Standartların belli olmadığı durumda (p kusurlu oranı bilinmiyorsa), ortalama kusurlu oranı p kullanılarak tahmin edilebilir. Örnek: Dondurulmuş portakal suyu konsantrasyonunu verilerini kullanarak, kusurlu sayısı (np) kontrol grafiğine ait alt ve üst kontrol limitlerini hesaplayınız. Örneklem büyüklüğünün sabit olduğu durumlarda, kusurlu oranı kontrol grafiğinin yerine kullanılabilir. Her bir örnekteki kusurlu sayıları, kontrol grafiği üzerine işlenir. Örneklemler içerinde 21 kusurlu ürün olması durumunda süreç kontrol dışında olacaktır. Kusurlu sayısı kontrol grafiği uygulamalarında, kontrol limitlerinin tamsayı olması tercih edilmektedir. Dolayısıyla, kontrol limitleri 2 ve 21 olarak belirlenebilir.



23 MINITAB 14 ile np-kusurlu Sayısı Kontrol Grafiğinin Oluşturulması
24 Değişken Örneklem Büyüklüğü Belirli bir zaman periyodunda üretilen ürünler, süreç çıktıları (alınan örneklemler) %100 muayeneye tabi tutuluyorsa, her bir periyotta farklı sayıda ürün üretilmesinin mümkün olmasıyla, örneklem büyüklükleri farklı olabilir. Bu durumda, 3 farklı yaklaşım kullanılabilmektedir. Üretim hızı daima aynı değildir buna bağlı olarak örneklem büyüklüğü farklılık gösterecektir. 1. Değişen genişlikteki kontrol limitleri: Her bir örneklem için ayrı ayrı spesifik kontrol limitlerinin belirlenmesi. n i, i. Örneklemin örneklem büyüklüğü olmak üzere; kontrol limitleri, örneklem büyüklüğünün karekökü ile ters orantılıdır. Alınan 25 örneklem için kusurlu oranının tahmin edilmesi (Merkez çizgi değeri): En büyük olan örneklem, en küçük olan örneklemi %20 den fazla aştığında, her bir örneklem için alt ve üst kontrol limitleri ayrı ayrı hesaplanır.
25 Örneklem kusurlu oranının standart sapmasının tahmini


26 MINITAB 14 ile p-kusurlu Oranı Kontrol Grafiğinin Oluşturulması (Değişken Örneklem Büyüklüğü)

27 Örnek



28 Üst kontrol limiti dışına düşen değerler için sapma gösteren verilerin özel nedenleri belirlenebilirse, sürecin kontrol dışında olduğu sonucuna varılır.
29 2. Ortalama Örneklem Büyüklüğüne Dayanarak Kontrol Limitlerinin Hesaplanması Ortalama örneklem büyüklüğü kullanılarak, kontrol limitleri yaklaşık olarak hesaplanabilmektedir. Gelecekteki örneklem büyüklüklerinin mevcut örneklem büyüklüğünden önemli ölçüde sapmayacağı varsayılır. Alt grupların örneklem büyüklüklerinin çok değişken olmadığı durumlarda ortak kontrol limitleri hesaplanır. Bu yaklaşımda, sabit kontrol limitleri elde edilir. Ancak, belli bir örneklem içerisindeki varyasyon yüksek ise ya da kontrol kartı üzerindeki bir nokta yaklaşık kontrol limitlerine çok yakınsa, bu durumda bu nokta için kesin kontrol limitlerinin hesaplanıp, bu noktanın hesaplanan gerçek kontrol limitine göre değerlendirilmesi gerekmektedir. Alt gruplarda ölçümü en büyük olan örneklem, ölçümü en küçük olan örneklemi %20 den fazla aşmadığında kullanılması tercih edilir.
30 Süreç kontrol altında olmasına rağmen, 11. örneklem yaklaşık olarak hesaplanan üst kontrol limitine çok yakındır. Bu durumda gerçek veya kesin kontrol limiti 0.18 olarak hesaplanır ve 11. örneklemin (0.182) kontrol dışında olduğu görülür. Benzer şekilde, yaklaşık kontrol limitlerinin dışında olan bir nokta, kesin kontrol limiti hesaplandığında kontrol altında olduğu anlaşılabilir. Örneklem kusurlu oranındaki değişim, örneklem büyüklüğüne göre yorumlanmalıdır. Örneğin, kusurlu oranının %20 olduğu bir imalat sürecinde birbiri ardına alınan örneklemlerin kusurlu oranları %28 ve %24 olsun. Örneklem büyüklükleri, ilk örneklemde 50, ikincide 250 ise, bu durumda, kusurlu oranı daha az olmasına rağmen ikinci örneklem ortalamadan daha fazla sapma göstermiş durumdadır. İlk örneklemin ortalamadan sapması 1.41 birimken, ikinci örneklem ortalamanın (p = 0.20) 1.58 birim üzerinde olacaktır.
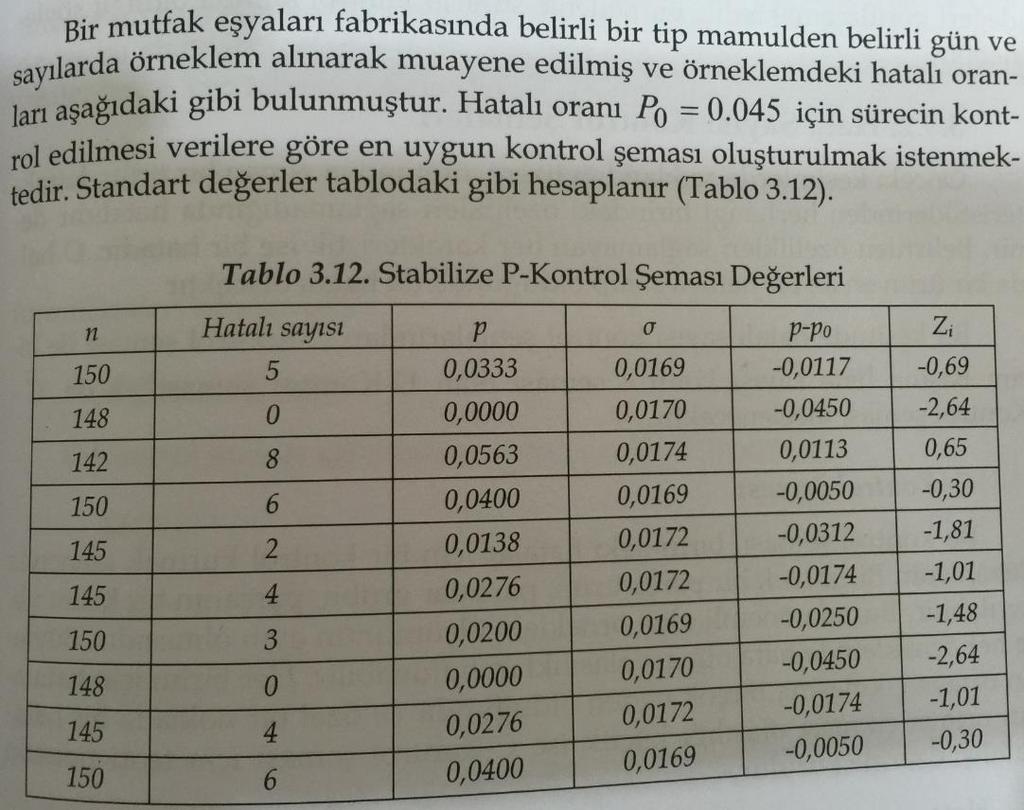
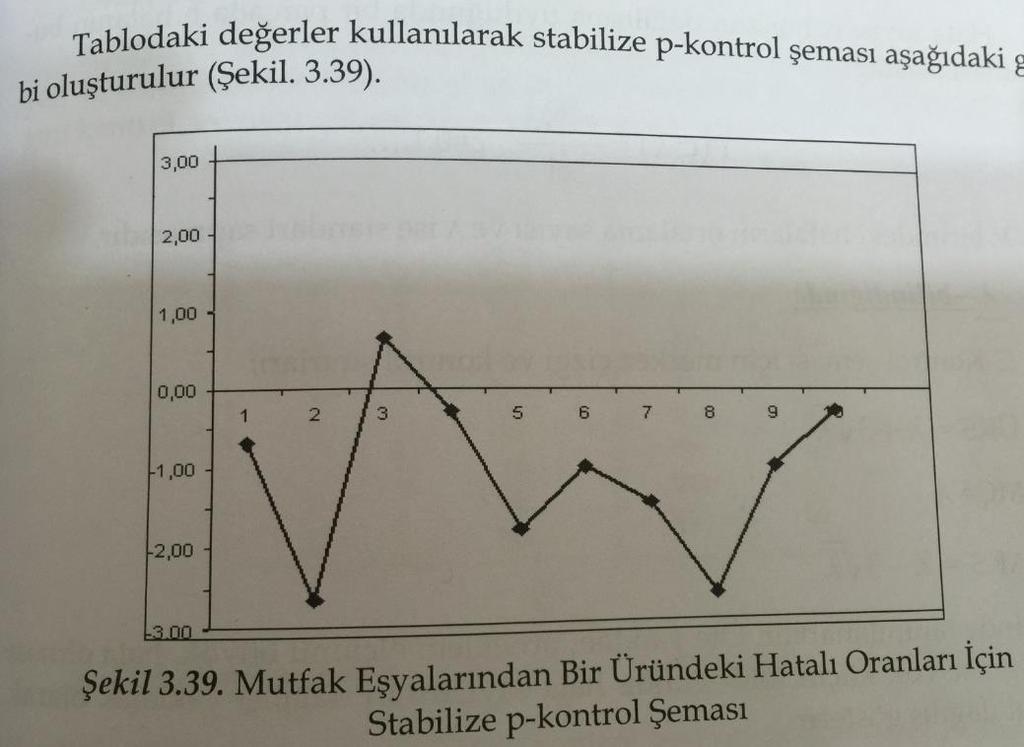
31 3. Stabilize - p Kontrol Kartları Değişken örneklem büyüklüğünün olması durumunda, kullanılan üçüncü yaklaşım, kontrol kartı üzerindeki noktaların standart sapma birimlerinin işaretlenmesidir. Standartlaştırılmış kontrol grafiklerinde merkez çizgi değeri sıfırdır (Hiç sapmanın olmadığı durum). Alt ve üst kontrol limitleri ise +3 ve -3 olarak belirlenir. Kontrol kartı üzerine işaretlenecek değişken (Örneklem kusurlu oranının standartlaştırılmış değeri) p veya ( p standartlar belli değilse) sürecin kontrol altında olduğu durumdaki kusurlu oranı. Örneklem büyüklükleri çok farklı olan test verileri üzerinde standartlaştırılmış kontrol kartlarının kullanımı önerilir. Çünkü, operatör tarafından anlaşılması ve yorumlanması zor olmasına rağmen, örüntü tanımlama (Pattern recognition) metotlarının bu kartlar üzerinden uygulanması daha kolay ve güvenilir olacaktır. Ayrıca, birçok atölye tipi üretim ortamında olduğu gibi, imalat süresinin (üretim uzunluğu) kısa olduğu durumlarda bu kartların kullanılması önerilmektedir. Standartlaştırılmış kontrol kartları üzerindeki bir noktadan diğerine, göreceli değişimler aynı ölçü birimi ile ifade edildiği için örüntü tanımlama metotları bu kartlar üzerinde güvenilir bir şekilde uygulanabilir.
32 Örnek
33 Örnek
34
35 Hizmet Sektöründe Uygulamalar İstatistiksel proses kontrol uygulamaları kapsamında, kusurlu oranı kontrol kartları hizmet sektöründe çok yaygın uygulama alanları bulmaktadır. Hizmet sektöründe, birçok kalite karakteristiği değişken (ölçülebilir) olmaktan ziyade, kusurlu/kusursuz olarak sınıflandırılabilir durumdadır. Çalışanların maaşlarının hatalı veya geç yatırılması sürecinin analizi buna örnek olarak verilebilir. Standart muhasebe dönemlerinde yatırılmayan maaşların kontrol edilmesi, satın alınan hammaddelerin tedarikçiler tarafından teslimat süreci (Zamanında teslim edilip edilmediği) buna örnek olarak verilebilir. Hizmet sektöründeki uygulamaların çoğu, değişken örneklem büyüklüklerini içermektedir. Haftadan haftaya incelenen zamanında teslimat oranları için sipariş miktarları veya teslim edilmesi gereken hammadde miktarları (örneklem büyüklükleri) zaman içerisinde değişkenlik gösterebilmektedir.
36 Hata Sayısı Kontrol Grafikleri Hata, önceden belirlenen spesifikasyonlara uymama/aykırılık durumudur. Ürünün bir veya daha fazla kontrol özelliği için belirlenmiş standartları sağlamaması durumunda, kusurlu veya uygun olmayan ürün olarak adlandırılır. Ürün üzerinde birçok hata bulundurmasına rağmen, kusurlu olarak adlandırılmayabilir. Hatalar eğer ürün fonksiyonlarını önemli ölçüde etkilemiyorsa, ürün müşterinin kendisinden beklediği fonksiyonları yerine getirebiliyorsa, müşteri tarafından fark edilemiyorsa ve hatalar ürün satışını etkilemiyorsa, ürün kusurlu olarak sınıflandırılmayabilir. Bu tip durumlarda, kusurlu oranından ziyade, ürün üzerindeki hata sayıları ile ilgilenilir. Toplam hata sayıları ile ilgilenilebileceği gibi, bir birim ürün üzerindeki ortalama hata sayısı kullanılarak ta kontrol kartları oluşturulabilir. Sabit örneklem büyüklüğünde hataların ortaya çıkma olasılığı Poisson dağılımı ile modellenir. Poisson dağılımının kullanılabilmesi için örneklem büyüklüğünün fazla, hatanın ortaya çıkma olasılığının ise küçük ve sabit olması beklenir. Test edilen her üründe hata ortaya çıkma olasılığının aynı (eşit) olması gerekmektedir.
37 C-Kontrol Grafiği Tek bir parça ürün üzerindeki hata sayıları ile ilgilenilebileceği gibi 5-10 birim üründen oluşan parçalar ile de c-kontrol grafiği oluşturulabilir. Önemli olan, örneklem büyüklüğünün aynı veya sabit olmasıdır. Her birim için hatanın ortaya çıkma olasılığı küçük ise, c-kontrol şeması için teori Poisson dağılımı üzerine kurulur. Test edilen ürün üzerinde x adet hata bulunma olasılığı: c, Poisson dağılımının ortalaması ve aynı zamanda varyansı Standartlar belli olduğu durumda (c değerinin bilinmesi halinde) ve 3-sigma kontrol limitleri ile çalışıldığında: Alt kontrol limiti negatif olamaz, bu durumda 0 olarak alınır.

38 Standartların Belli Olmaması: c-kontrol Kartı Standartlar verilmediği durumda, geçmiş veriler üzerinden örneklemlere ait ortalama hata sayıları c kullanılarak c değeri tahmin edilmeye çalışılır ve deneme kontrol limitleri hesaplanır. İlk örneklemler, kontrol dışı durumların tespit edilmesi amacıyla Aşama-I de analiz amaçlı kullanılır. Örnek 100 elektronik devre kartından oluşan birbirini izleyen 26 örneklemdeki hata sayıları verilmiş olsun. Bu verilere ilişkin uygun kontrol şemasını oluşturup yorumlayınız.
39 26 örneklem toplamda 516 hata içermektedir. Ortalama hata sayısı hesaplanmalıdır. Deneme kontrol limitleri hesaplanır.
40 6. ve 20. örneklemlerdeki hata sayıları kontrol limitleri dışındadır. 6. örneklemin kontrol dışında olmasının özel nedeni yeni bir deneyimsiz kontrol elemanının mevcut hataları fark edememesinden kaynaklanmaktadır. 20. örneklemde ise makine üzerinde sıcaklık ayarının doğru yapılmamasından ötürü çok sayıda hatanın oluştuğuna karar verilmiştir. Bu iki nokta veri setinden atılarak kalan 24 örneklem üzerinden yeniden kontrol limitleri hesaplanır. Daha sonra, sürecin izlenmesi amacıyla peş peşe 20 ilave örneklem alınmıştır (Her biri 100 devre içermektedir).


41 MINITAB 14 ile c-hata Sayısı Kontrol Grafiğinin Oluşturulması
42 Yeni alınan ilave örneklemlere göre süreç kontrol altında olmasına rağmen, hata sayısı hala kabul edilemeyecek kadar yüksektir. Bu nedenle, sürecin iyileştirilmesi amacıyla ek önlemler alınmalı veya iyileştirme planları hazırlanmalıdır.
43 Bu amaçla, hangi hata tipleri üzerinde iyileştirme planları (Kontrol dışı aksiyon planları) yapılacağına karar vermek için 500 adet elektronik devre üzerinde oluşan 16 farklı hata tipi için Pareto analizi gerçekleştirilmiştir. Hataların %60 ından fazlasının sadece 2 tip hatadan kaynaklandığı görülmüştür. Bu hatalar üzerine odaklanmak, devreler üzerindeki hata sayısını önemli ölçüde azaltacaktır.
44 Farklı Hata Tiplerinin Oluşmasının Devre Tipi (Parça Numarası) ve Hata Koduna Göre Sınıflandırılması Tüm hataların %61 ini oluşturan kritik iki hatanın (Cold joint & Solder inefficiencies) ikisinin de aynı devre tipinin ( ) üretilmesi esnasında, 40 adet ilk hatadan, 20 hata diğerinden meydana geldiği tablolarda görülmektedir.
45 Farklı Hata Tiplerinin Oluşmasının Devre Tipi (Parça Numarası) ve Hata Koduna Göre Sınıflandırılması Bu nedenle, devre tipi üretiminde, ortaya çıkan iki tip hatanın oluştuğu imalat sürecindeki ilgili operasyonda ek önlemler ve iyileştirme faaliyetleri gerçekleştirilmelidir.

46 Hata Analizinde Neden-Sonuç Diyagramı Hata kaynaklarının analiz edilmesinde ve çeşitli hata tiplerine neden olan sebeplerin ve bu sebepler arasındaki ilişkilerin belirlenmesinde, tüm olası hataların sebeplerine ait büyük resmin görülmesine olanak sağlayan balık kılçığı diyagramı kullanılabilir. İki temel hataya neden olan solder prosesinin optimize edilmesi için deney tasarımı teknikleri kullanılabilir.
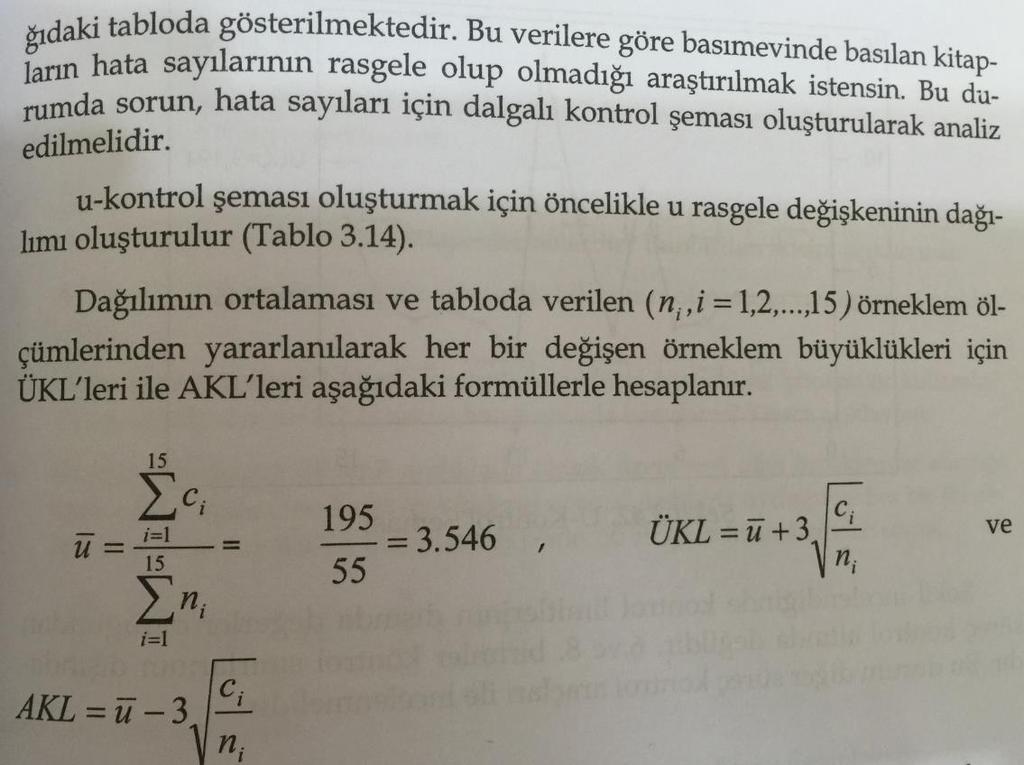
47 Örneklem Büyüklüğü Seçimi: u-kontrol Kartı Her alt grubun tek birimden oluşması gereken c-kontrol kartlarının aksine, alt grupların birden fazla ve farklı sayıda gözlemlerden oluşması durumunda u-kontrol grafikleri kullanılmaktadır. u-kontrol kartlarında birim başına ortalama hata sayısı ile ilgilenilmektedir. Bir başka deyişle, muayene edilen birim başına ortalama kusur sayısı esasına dayanır. n birimden oluşan bir örnekte toplam kusur sayısı c olmak üzere, birim başına ortalama kusur sayısı: c, Poisson rastgele değişkeni. Örneklem büyüklüğü n in tam sayı olma zorunluluğu yoktur. Birim başına gerçek hata sayıları bilindiğinde, merkez çizgi olarak bu değer (u) kullanılır. Bilinmediği durumda ise, tüm alt gruplarda gözlenen hata sayısı, alt grupları oluşturan gözlem sayıları toplamına bölünerek birim başına ortalama hata sayısı u hesaplanarak merkez çizgi değeri elde edilir. u = c n

48 Deneme kontrol limitlerinin hesaplanması Örnek Bir firmanın tedarik zinciri mühendisleri, firmanın dağıtım ağını inceleyerek, yapılan sevkiyat hatalarını haftalara göre kayıt altına almışlardır. Her hafta için rastgele 50 örneklem seçilmiştir. U-kontrol kartını kullanarak süreç kontrolünü analiz ediniz.
49 Alt kontrol limiti negatif çıktığı için 0 olarak alınır. Süreç kontrol altındadır. Elde edilen deneme kontrol limitleri güvenilir olduğundan Aşama-II de sürecin izlenmesi amacıyla kullanılabilir. Süreç kontrol altında olmasına rağmen, ortalama sevkiyat hatası fazla olabilir. Bu durumda, dağıtım sürecinin iyileştirilmesi için gerekli önlemler alınmalıdır.
50 Örneklem büyüklüğünün değişken olması durumunda, c-kontrol grafiklerinin kullanımı uygun olmaz. Bun temel nedeni, hem merkez çizgi hem de kontrol limitlerinin örneklem büyüklüğüne bağlı olarak değişkenlik göstermesidir. Bu nedenle, c-kontrol grafiğini yorumlamak zorlaşacaktır. u-kontrol grafiklerinin kullanılması durumunda ise merkez çizgi sabit olacak; kontrol limitleri ise örneklem büyüklüğünün karekökü ile ters orantılı olarak değişkenlik gösterecektir. Örnek Bir tekstil fabrikasında, kumaşlar üzerindeki boya lekesi hatalarının kontrolü amacıyla, farklı büyüklüklerdeki (m 2 ) 10 top kumaştan 50 m 2 kumaş örneklem alınarak toplam hata sayıları belirlenmiştir. Uygun kontrol grafiğini kullanarak süreç kontrolünü gerçekleştiriniz.
51 Birim başına ortalama hata sayısı, merkez çizgi olarak belirlenir (Her 50 m 2 kumaş için ortalama hata sayısı). Kontrol limitleri, örneklem büyüklükleri ile ters orantılı olarak değişkenlik gösterir. Örneklem büyüklüğü arttıkça, kontrol limitleri daralmaktadır. Süreç kontrol altındadır.


52 MINITAB 14 ile u-birim Başına Hata Sayısı Kontrol Grafiğinin Oluşturulması

53 Örnek Bir basım evi, 15 hafta boyunca basımdan çıkan kitapları incelemiş ve bu kitaplardaki basım veya heceleme hatalarını saymıştır. Bu değerler tabloda sunulmuştur.
54

55
56 Değişken Örneklem Büyüklüğünde Alternatif Yaklaşımlar 1. Kontrol limitlerinin ortalama örneklem büyüklüğüne göre oluşturulması 2. Stabilize u-kontrol grafiğinin oluşturulması Merkez çizgi = 0 Kumaş örneği için standartlaştırılmış test istatistikleri kullanılarak stabilize-u kontrol grafiği elde edilmiştir.
57 Kusur/Hata Sistemleri Otomobil, bilgisayar, elektronik cihazlar gibi karmaşık yapıdaki ürünlerde, çok sayıda farklı tipte hatalar oluşabilmektedir. Oluşan bu hataların hepsi de aynı önem derecesine sahip değildir. Bir ürün üzerindeki şiddeti (müşteri üzerindeki etkisi) yüksek olan bir hata ürünün kusurlu olarak ayrılmasına neden olabileceği gibi; etkisi, şiddeti önemsiz sayılabilecek çok sayıda hata içeren bir ürün, kendisinden beklenen fonksiyonları yerine getirebildiği takdirde kusurlu olarak sayılmayabilir. Bu nedenle, nitelik türündeki veriler (özellikler) için kusur/hata sistemleri hataların şiddetine göre sınıflandırılması ve ağırlığının belirlenmesi amacıyla kullanılabilmektedir. Hata sınıflandırma şemasına örnek olarak: A-sınıfı hatalar çok ciddi ve şiddeti yüksek. Kendisinden beklenen fonksiyonların yerine getirememesi, hatanın düzeltilemez oluşu ve kullanıcıda yaralanmalara ve zarara neden olan hatalar. B-sınıfı hatalar - A sınıfı hatalara göre etkisi daha hafif olan, ürünün kullanım ömrünü azaltan ya da yüksek bakım maliyetlerine neden olan hatalardır.
58 C-sınıfı hatalar orta seviyede şiddete sahip, ürünün görünümünde veya işin kalitesinde olası fonksiyon kayıplarına yol açan, işin kalitesini azaltan hatalardır. D-sınıfı hatalar şiddeti/etkisi az, ürün kalitesinde gözlemlenen küçük hatalardır. i. Alt kontrol grubundaki A, B, C ve D sınıfına ait hataların sayısı Tüm hata sınıflarının birbirinden bağımsız olduğu varsayılır ve her sınıf hatanın oluşma olasılığı Poisson dağılımı kullanılarak modellenir. i. Kontrol birimi üzerinde ağırlıklandırılmış hata sayısı n birimlik örneklem ile çalışıldığı durumdaki, birim başına ortalama hata sayısı u i birbirinden bağımsız Poisson rastgele değişkenlerinin linear kombinasyonudur. Her bir u i istatistiği, kontrol kartı üzerinde işlenir.
59 Kusur/Hata Sistemlerinde Kontrol Limitleri Farklı sınıflardaki ortalama hata sayıları Bazı durumlarda, ürün üzerindeki hatalar; A, B, C & D sınıfı hatalar olarak ayrılmak yerine; fonksiyonel hatalar ve görünüm hataları olmak üzere iki gruba ayrılabilir. Bu durumda, bu iki farklı hata grubunu kombine etmek yerine, her bir hata grubu için ayrı ayrı kontrol kartları oluşturulabilmektedir.
60 Hata Seviyesinin Çok Düşük Olması Durumu Hata oranı veya kusurlu ürün seviyesinin çok düşük olduğu durumlarda (Her 1 milyonda 1000 hatadan az olması), imalat sürecinde üretilen kusurlu ürünler arasında geçen zaman çok uzun olacaktır. Bu tip durumlarda, alınan çok sayıda örneklem sıfır hata/kusurlu ürün içerecektir. Bu nedenle, klasik c ve u-kontrol grafiklerinin kullanımı etkili bir yaklaşım olmayacaktır. Bu nedenle, kusurlu ürün seviyesinin çok düşük olması durumunda, üretim sürecinden kusurlu ürünlerin ortaya çıkması arasında geçen zaman kullanılarak, kontrol grafiklerine işlenir. Kusurlu ürünlerin ortaya çıkması arasında geçen zamanların uzun olması istenen bir durumdur. Kusurlu ürünlerin ortaya çıkması Poisson dağılımı gösterdiğinden ötürü, kusurlu ürünler arasında geçen zamanın Üstel dağıldığı söylenebilir. Ancak, Üstel dağılımın fazlasıyla çarpık olması nedeniyle, Üstel dağılan verilerin kullanımı sonucu, asimetrik kontrol kartları oluşmaktadır. Bunu önlemek amacıyla, Üstel rastgele değişkenlerin, Weibull dağılımına dönüşümü gerçekleştirilmektedir. Weibull dağılımı da simetrik olduğundan, rahatlıkla normal dağılıma yaklaştırılabilmektedir.
61 Üstel Dağılan Verilerin Normal Dağılıma Dönüştürülmesi Üstel dağılım olasılık yoğunluk fonksiyonu Weibull dağılımı olasılık yoğunluk fonksiyonu Dönüşümü yapılarak, x rastgele değişkeninin normal dağılım gösterdiği varsayılarak kontrol kartı oluşturulabilir.
62 Örnek Hata oranı ve kusurlu ürün seviyesinin çok düşük olduğu bir kimyasal imalat sürecinde, bir kimya mühendisi süreci iyileştirmek ve izlemek amacıyla süreç hataları arasında geçen zamanı rastgele değişken olarak tanımlayıp, ardışık 20 hata arasında geçen süreyi tablodaki gibi elde etmiştir. Elde ettiği verileri kullanarak normal olasılık grafiğini oluşturmuş; verilerin normal dağılmadığı sonucuna varmıştır.
63 Poisson proses özelliği uyarınca, hatalar arası geçen süre üstel dağıldığından, verilerin normal dağılıma benzeyen Weibull dağılımına dönüşümü yapılarak, tekrar normal olasılık grafiği elde edilmiştir. Dönüşüm sonrası, tüm noktalar doğru üzerinde veya doğrudan önemli sapmalar göstermediği için artık dönüştürülmüş veriler kullanılarak birimler kontrol grafiği (I) ve hareketli aralık (MR) kontrol grafiği oluşturulabilir. Birimler (Bireysel gözlem değerleri için) kontrol grafiği
64 Her iki kontrol grafiğine göre de süreç kontrol altındadır. Bir başka deyişle, incelenen kimyasal ürünlerin imalat süreci için hata oranları stabil düzeydedir (Sabittir). Hata oranlarını iyileştirmek amacıyla, imalat süreci üzerinde herhangi bir değişimin/ayarın yapılması durumunda (Örneğin, farklı bakım faaliyetleri gerçekleştirilebilir) hatalar arası geçen ortalama süre uzayacaktır. Bu durumda da birimler kontrol grafiği üzerine işaretlenen noktalar üst kontrol limitine doğru yaklaşacak veya üzerine çıkacaktır. Proses üzerindeki küçük değişimleri tespit etmek için CUSUM ve EWMA kontrol grafikleri, birimler kontrol grafiklerine göre daha etkilidir ve bu grafiklerin tercih edilmesi önerilmektedir. Hareketli aralık kontrol grafiği
65 Nitelik & Değişkenler için Kontrol Kartları Arasındaki Seçim Bazı durumlarda, kalite mühendisleri, değişkenler veya nitelikler için kontrol kartlarından hangisini kullanması gerektiği konusunda seçim yapmak durumunda kalırlar. (Eğer kalite karakteristiği, halı veya kumaştaki renk gibi kesinlikle ölçülemeyen bir kalite karakteristiği değilse). Çok sayıda kalite karakteristiğinin eş zamanlı olarak değerlendirilmesi hususunda, nitelikler için kontrol grafiklerinin kullanımı avantajlıdır. Aksi halde, her bir kalite karakteristiği için ölçümler yapılarak ayrı ayrı kontrol grafiği oluşturulur ya da bazı çok değişkenli (multivariate) kontrol grafikleri kullanılır. Bu da zaman ve maliyet açısından dezavantaj oluşturmaktadır. Değişkenler için kontrol grafikleri kullanıcıya proses performansı (Süreç ortalaması ve değişkenliği) hakkında çok daha fazla bilgi sunmaktadır. Ayrıca, kontrol dışı bir durumun varlığında, bunun potansiyel sebepleri hakkında da bilgi sunabilmektedir. Süreç yeterlilik analizlerinde, değişkenler için kontrol grafiklerinin kullanımı tercih edilmektedir.
66 Nitelik & Değişkenler için Kontrol Kartları Arasındaki Seçim X - R kontrol grafiklerinin en önemli avantajı, süreçte problemler meydana gelmeden evvel (kontrol dışı bir durumun oluşmadan önce) sinyal verip, düzeltici önlemler alınmasını sağlayarak kusurlu ürünlerin oluşmasını engellemektir. p-kusurlu oranı veya c ve u-kontrol kartlarında ise kusurlu oranı veya hata sayısı arttığında ancak sürece müdahale edilmektedir. Bir başka deyişle, sürecin kusurlu oranı veya sayısı değiştikten sonra düzeltici önlem alınabilmektedir. Proses ortalaması μ 1 den μ 2 ye arttığında X kontrol grafiğinde bir çok kontrol dışı nokta oluşup, reaksiyon gösterecektir. p-kusurlu oranı kontrol grafiği ise süreç ortalaması μ 3 e gelmeden herhangi bir kontrol dışı durumun sinyalini vermeyecektir. Bu nedenle, değişkenler için kontrol grafikleri daha güçlü istatistiksel proses kontrol araçlarıdır. Ayrıca, daha az sayıda gözlem alınmasını (Daha küçük örneklem büyüklüğü) gerektirmektedir.
67 Örnek Ölçülebilen (Değişken türünde) bir kalite karakteristiğinin ortalamasına ve standart sapmasına ait hedef değeler sırasıyla 50 ve 2 olarak belirlenmiştir. Süreç X -kontrol grafiği ile izlenmektedir. 3-sigma kontrol limitlerinin ötesinde sürece ait alt ve üst spesifikasyon limitleri sırasıyla 44 ve 56 olarak belirlenmiştir. Süreç ortalamasının 50 olduğu durumda süreç kontrol altındayken, kusurlu oranının %0.27 olduğu bilinmektedir (Kalite karakteristiğinin normal dağılım göstermesi halinde). Süreç ortalamasının 52 ye yükselmesi durumunda, kusurlu oranı %2.28 e çıkmaktadır. Proses ortalamasındaki bu değişimi alınan ilk örneklemde tespit etmek için (Yer değiştirmenin %50 olasılıkla tespit edilmesi için), X-kontrol grafiği ve p- kusurlu oranı grafiklerinin kullanılması durumunda (Yer değiştirmenin her iki kontrol grafiğiyle de aynı olasılıkla tespit edilmesi durumunda) alınması gereken örneklem büyüklüklerini hesaplayıp, karşılaştırınız. X-kontrol grafiğinin 3-sigma üst kontrol limiti 52 yi geçerse, ürün kusurlu olacaktır. X-kontrol grafiğinde alınması gereken örneklem büyüklüğü
68 p-kusurlu Oranı Kontrol Grafiğinde Örneklem Sayısının Hesaplanması L, kontrol limitlerinin ortalama değerden uzaklığı (Standart sapma cinsinden) δ, kusurlu oranı cinsinden yer değiştirmenin büyüklüğü p, kusurlu oranı p-kontrol grafiğinde alınması gereken örneklem büyüklüğü yaklaşık 60 tır. Ölçülerek elde edilen gözlem değerleri için örneklem alma maliyeti, kusurlu/kusursuz olarak ayırmanın maliyetinden 7 kat daha fazla olmadıkça, X-kontrol grafiğinin çok daha ekonomik olduğu söylenebilir.
69 Örnek: X- R kontrol grafikleri yanlış uygulama Elektronik endüstrisinde faaliyet gösteren bir işletmenin vardiyalar boyunca ürünlerinden alınan örneklemler için p-kusurlu oranı kontrol grafikleri oluşturulmuştur. İşletme personeli, kusurlu oranının sürekli artış göstermesi nedeniyle, nitelikler için kontrol grafiklerinden ziyade daha fazla bilgi sağlayabilecek X - R kontrol grafiklerinin kullanımını savunmuşlardır.
70 Bu amaçla, bir kalite danışmanı firmaya kusurlu oranı verisini, X - R kontrol grafiği verisine dönüştürmelerini önermiştir. Bunun üzerine firma, p-kusurlu oranı kontrol grafiklerinden elde ettikleri kusurlu oranlarından birbirini takip eden 5 adet kusurlu oranından bir alt kontrol grubu oluşturarak, ilk 20 örneklem kullanılıp; merkez çizgi ve kontrol limitleri elde edilmiştir. Her bir örneklemin ortalaması ve açıklığı (aralık) hesaplanmıştır. X -kontrol grafiğinde ilk sinyal (proses kusurlu oranının üst kontrol limitini aşması), yaklaşık 40. örneklemde oluşmuştur. Bu da orijinal örneklemlerdeki arasına karşılık gelmektedir (40*5).
71 Yorum & Değerlendirme p-kusurlu oranı grafiğini oluştururken ise, her biri 200 adet gözlem değerini içeren 100 adet örneklem alınarak, p = 0.05 olan süreç için kontrol limitleri oluşturulmuş; daha sonra yeni örneklemler alınarak, 150. örnekleme kadar sürecin aynı kusurlu oranı %5 ile devam ettiği gözlenmiştir ( arası %6). Alınan her 50 örneklemde, kusurlu oranı yaklaşık %1 artmıştır. Kontrol dışı durumla ilgili ilk sinyal ise 196. örneklemde verilmiştir. Bu durumda, X kontrol grafiği ile p-kusurlu oranı kontrol grafiği yaklaşık aynı zamanlarda kontrol dışı durumun sinyalini verdiğinden, değişkenler için kontrol grafiği kullanmanın faydası olmamıştır. R-açıklık kontrol grafiği ise ilk örneklemlerde kontrol dışı bir sinyal vererek, firma personelini yanıltmıştır (İlk 100 örneklemde sürecin kusurlu oranı %5 olduğundan yanlış alarm vermiştir). 40.örneklemdeki kontrol dışı sinyal ise firmaya ekstra bir bilgi sunmamaktadır. Çünkü, kusurlu oranının %5 ten %6 ya artışı zaten otomatik olarak kusurlu oranının standart sapmasını arttıracaktır. Tüm bu nedenlerden dolayı, X - R kontrol grafiklerinin kullanımının faydası olmamıştır. p-kusurlu oranı grafiği binom dağılımı kullanılarak modellenmişti. Ancak, her kusurlu oranı için binom olasılık modeli uygun olmayabilir. Burada önemli olan, eğer kusurlu oranı, örneklemden örnekleme Binom dağılımında beklenenden fazla değişkenlik gösteriyorsa, bu durumda yapılması gereken doğru/uygun olasılık modeline karar verip, kontrol kartını bu olasılık dağılımına göre oluşturmaktır.
72 Kontrol Kartı Uygulama İlkeleri 1. Hangi süreç/kalite karakteristiğinin kontrol edileceğine karar verilir. 2. Kontrol kartının sürecin neresinde (hangi operasyonunda) uygulanılacağına karar verilir. 3. Uygun olan kontrol kartı seçilir. 4. İstatistiksel proses kontrol kartı analizleri sonucunda, süreci iyileştirmek için düzeltici önlemler, kontrol dışı aksiyon planları oluşturulur. 5. Süreçten veri toplamak ve kontrol grafiklerini oluşturmak için sistem ve bilgisayar yazılımlarına karar verilir. Kontrol kartları çevrimiçi (online) süreç izleme araçlarıdır. Kontrol kartları, müşteri için önem arz eden kalite karakteristiğiyle ilgili kritik süreç değişkenlerinin yer aldığı operasyonlarda uygulanmalıdır. Endüstride genellikle, süreç stabil olana kadar, olması gerekenden daha fazla sayıda kontrol kartı ile çalışılmaktadır. Gereksiz olan kontrol kartlarına karar verilip, uygulamadan çıkarılmalıdır.
73 Firmada, eğer kontrol kartları etkin bir şekilde uygulanıyorsa ve kritik proses değişkenleri hakkında yeni bilgiler elde edilebiliyorsa, uygulanan X - R kontrol grafiklerinin sayısının artacağı, nitelikler için kontrol kartları uygulamalarının ise azalması beklenir. Süreç hakkında daha fazla bilgi edindikçe, nitelikler için kontrol kartı uygulamalarının yerini değişkenler için kontrol kartı uygulamaları alır. Kompleks montaj süreçlerinde, süreç kontrol uygulamaları daha tedarikçi düzeyinde başlamalıdır. X - R veya X - S Kontrol Kartları Ne Zaman Kullanılmalı? 1. Firmaya yeni bir üretim süreci entegre edildiğinde veya mevcut üretim süreciyle yeni bir ürünün üretimi başladığında, 2. Süreç kronik olarak kontrol dışında ise veya belirlenen toleransları bazı zamanlarda karşılayıp, genelde sağlayamıyorsa, 3. Test etme sürecinin pahalı olduğu tahribatlı muayene işlemlerinde, 4. Süreç kontrol altında devam ediyorsa, örneklem büyüklüğü azaltılmak istenebilir, 5. Nitelikler için kontrol kartı uygulaması sonucu süreç kontrol altında veya dışında ancak kusurlu oranı/hata sayısı kabul edilemez düzeydeyse,
74 6. İmalat sürecinin spesifikasyonları ve standartları çok sıkı ise ve montaj toleransları ile çakışıyorsa, 7. Operatörün süreci ayarlayıp/ayarlamayacağına karar vermesi ve set-up (Hazırlık aktivitelerini) değerlendirmesi gerektiğinde, 8. Ürün spesifikasyonlarında değişim talep edildiğinde, 9. Süreç yeterliliği ve sürecin stabil olup/olmadığının sürekli kontrol edilmesi gereken durumlarda, 10. Problemli bir süreçte tanı/teşhis koymak (arıza tespiti) amacıyla kullanılabilir. Nitelikler için Kontrol Kartları Ne Zaman Kullanılmalı? 1. Operatör kaynağı belirlenebilen değişkenliğin nedeni (özel neden) belirleyip, ıskartaya ayrılan süreç çıktılarının miktarının azaltılması gerektiğinde, 2. Bilgisayar, ofis otomasyon ekipmanı, otomobil gibi kompleks montaj operasyonu içeren üretim süreçlerinde, ürün kalitesi hataların ortaya çıkma sıklığı ile ölçüldüğü durumda, 3. Proses kontrolü gerekiyor ancak ölçüm verisi elde edilemiyorsa,
75 4. Süreç performansı ile ilgili geçmiş verilerin kullanımının gerektiği durumlarda, nitelikler için kontrol kartları süreç hakkında özet bilgilerin yönetime sunulması açısından oldukça etkindir. Birimler & Hareketli Aralık Kontrol Kartları Ne Zaman Kullanılmalı? 1. Birden fazla örnek alıp ölçmenin mümkün olmadığı veya laboratuvar veya analiz hataları nedeniyle ölçümlerin tekrarlandığı kimyasal süreçlerde, 2. Üretilen her birimin otomatik test ve muayene teknolojileriyle kontrol edilebildiği durumlarda. Bu tip durumlarda, ayrıca CUSUM ve EWMA kontrol grafikleri de kullanılabilmektedir. 3. Veri toplamanın çok zor veya üretim hızının/oranının düşük olması halinde, 4. Kontrol kartı uygulamalarının II. Aşamasında, birimler kontrol grafiklerinin genellikle prosesteki değişimi tespit etme konusunda performansı zayıftır ve normallik varsayımına karşı çok duyarlıdır. Bu nedenle, CUSUM ve EWMA kontrol grafiklerinin kullanımı önerilmektedir.
76 Süreç İyileştirme Amacıyla Aksiyon Planlama İstatistiksel proses kontrolün temel amacı, süreç iyileştirmedir. Kontrol kartları, sürecin istatistiksel olarak kontrol altında olması ve süreç yeterliliği hakkında kullanıcılara bilgi sağlamaktadır. Süreç yeterliliği, sürecin çıktılarının uygunsuzluk düzeyinin (Kusurlu oranı/kusur sayısı) yeterince düşük olup olmadığının kalitatif olarak değerlendirilmesidir. Sürecin kontrol altında ve yeterli olduğu durum, ideal durumdur. Bu tür durumlarda SPC metotları, süreç izleme ve yeni bir özel neden oluşması halinde uyarı vermesi bakımdan önem arz etmektedir.
77 Süreç İyileştirme Amacıyla Aksiyon Planlama Süreç kontrol altında ancak yeterli değilse, bunun sebebi süreç yeterlilik indix değerlerinin müşteri tarafından ihtiyaç duyulandan düşük olması veya aşırı hurda ve yeniden işlemeye yol açan proses değişkenliğinin olmasıdır. Bu durumda SPC metotları, sürecin tanınması veya teşhis konulması ve iyileştirilmesi için önem taşıyan kontrol kartları üzerindeki örüntülerin tanımlanması açısından avantaj sağlamaktadır (Kontrol kartları üzerinde kontrol dışı sinyal bulunmamasına rağmen). Bu tür durumlarda, süreci iyileştirmek için, deney tasarımı yaklaşımları kullanılabilir, spesifikasyonlar gözden geçirilebilir veya yeni gelişen teknolojiler doğrultusunda, süreç değiştirilebilir/yenilenebilir. Süreç hem kontrol dışında hem de yeterli değilse, aynı aksiyonlar kullanılmalıdır. Tek fark, SPC metotları, kaynağı belirlenebilen nedenler için artık daha hızlı sinyal oluşturacaktır. Süreç kontrol dışında ancak spesifikasyonların oldukça geniş olmasından ötürü yeterli ise, SPC metotları kullanılarak değişkenlik azaltılabilmektedir. Çünkü, (i) spesifikasyonlar farkında olmadan değişebilir; (ii) müşteri hem kontrol hem yeterlilik ihtiyacı duyabilir, (iii) Süreç deneyimleri doğrultusunda kaynağı belirlenebilen nedenler, süreçte bilinmeyen bir baskıya/güce işaret edip, bu nedenle gelecek üretim için sürecin yetersiz olmasına neden olabilmektedir.
78 Kaynakça Douglas C. Montgomery (2009). Introduction to Statistical Quality Control, John Wiley & Sons, Inc. Şanslı Şenol (2012). İstatistiksel Kalite Kontrol, Nobel Akademik Yayıncılık. Sermin Elevli. Kalite Kontrol Ders Notları.
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END Kalite Planlama ve Kontrol
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
İSTATİSTİKSEL PROSES KONTROLÜ
 İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İstatistiksel Süreç Kontrolu. Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
İstatistiksel Süreç Kontrol KAZIM KARABOĞA
 İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI. Yrd. Doç. Dr. Emre ATILGAN
 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN 20-22.02.2018
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 3: İstatistiksel Proses Kontrol Metotları & Felsefesi Yrd. Doç. Dr. Kemal SUBULAN 20-22.02.2018
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 5: Değişkenler & Nitelikler İçin Kontrol Kartları & FMEA Analizi Yrd. Doç. Dr. Kemal
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 5: Değişkenler & Nitelikler İçin Kontrol Kartları & FMEA Analizi Yrd. Doç. Dr. Kemal
Kesikli Şans Değişkenleri İçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları
 Kesikli Şans Değişkenleri İçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları 1 Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir.
Kesikli Şans Değişkenleri İçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları 1 Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir.
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İÇİNDEKİLER ÖN SÖZ...
 İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık
 İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin
 Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
İstatistik ve Olasılık
 İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Örnek Senaryo İmplant üreten İMPLANTDENT
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ
 ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
Kesikli ġans DeğiĢkenleri Ġçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları
 Kesikli ġans DeğiĢkenleri Ġçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları Kesikli ġans DeğiĢkenlerinin Olasılık Fonksiyonları X, şans değişkeni ve, 2,.., n ise bu tesadüfi değişkenin
Kesikli ġans DeğiĢkenleri Ġçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları Kesikli ġans DeğiĢkenlerinin Olasılık Fonksiyonları X, şans değişkeni ve, 2,.., n ise bu tesadüfi değişkenin
OLASILIK ve İSTATİSTİK Hipotez Testleri
 OLASILIK ve İSTATİSTİK Hipotez Testleri Yrd.Doç.Dr. Pınar YILDIRIM Okan Üniversitesi Mühendislik ve Mimarlık Fakültesi Bilgisayar Mühendisliği Bölümü Hipotezler ve Testler Hipotez, kitleye(yığına) ait
OLASILIK ve İSTATİSTİK Hipotez Testleri Yrd.Doç.Dr. Pınar YILDIRIM Okan Üniversitesi Mühendislik ve Mimarlık Fakültesi Bilgisayar Mühendisliği Bölümü Hipotezler ve Testler Hipotez, kitleye(yığına) ait
BİYOİSTATİSTİK. Uygulama 4. Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH
 BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Güven Aralıkları 2 Güven Aralıkları
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr. Aslı SUNER KARAKÜLAH Ege Üniversitesi, Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim AD. Web: www.biyoistatistik.med.ege.edu.tr 1 Güven Aralıkları 2 Güven Aralıkları
HİPOTEZ TESTLERİ ANADOLU ÜNİVERSİTESİ. Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Doç. Dr. Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar
İçindekiler. Ön Söz... xiii
 İçindekiler Ön Söz.................................................... xiii Bölüm 1 İstatistiğe Giriş....................................... 1 1.1 Giriş......................................................1
İçindekiler Ön Söz.................................................... xiii Bölüm 1 İstatistiğe Giriş....................................... 1 1.1 Giriş......................................................1
BÖLÜM 12 STUDENT T DAĞILIMI
 1 BÖLÜM 12 STUDENT T DAĞILIMI 'Student t dağılımı' ya da kısaca 't dağılımı'; normal dağılım ve Z dağılımının da içerisinde bulunduğu 'sürekli olasılık dağılımları' ailesinde yer alan dağılımlardan bir
1 BÖLÜM 12 STUDENT T DAĞILIMI 'Student t dağılımı' ya da kısaca 't dağılımı'; normal dağılım ve Z dağılımının da içerisinde bulunduğu 'sürekli olasılık dağılımları' ailesinde yer alan dağılımlardan bir
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 Kalite Planlama & Kontrol Bölüm 14: Değişkenlere Göre Örnekleme Planları ve Diğer Örnekleme Yöntemleri Yrd. Doç. Dr.
Örnek 4.1: Tablo 2 de verilen ham verilerin aritmetik ortalamasını hesaplayınız.
 .4. Merkezi Eğilim ve Dağılım Ölçüleri Merkezi eğilim ölçüleri kitleye ilişkin bir değişkenin bütün farklı değerlerinin çevresinde toplandığı merkezi bir değeri gösterirler. Dağılım ölçüleri ise değişkenin
.4. Merkezi Eğilim ve Dağılım Ölçüleri Merkezi eğilim ölçüleri kitleye ilişkin bir değişkenin bütün farklı değerlerinin çevresinde toplandığı merkezi bir değeri gösterirler. Dağılım ölçüleri ise değişkenin
 0.04.03 Standart Hata İstatistikte hesaplanan her istatistik değerin mutlaka hatası da hesaplanmalıdır. Çünkü hesaplanan istatistikler, tahmini bir değer olduğu için mutlaka hataları da vardır. Standart
0.04.03 Standart Hata İstatistikte hesaplanan her istatistik değerin mutlaka hatası da hesaplanmalıdır. Çünkü hesaplanan istatistikler, tahmini bir değer olduğu için mutlaka hataları da vardır. Standart
İstatistik ve Olasılık
 İstatistik ve Olasılık KORELASYON ve REGRESYON ANALİZİ Doç. Dr. İrfan KAYMAZ Tanım Bir değişkenin değerinin diğer değişkendeki veya değişkenlerdeki değişimlere bağlı olarak nasıl etkilendiğinin istatistiksel
İstatistik ve Olasılık KORELASYON ve REGRESYON ANALİZİ Doç. Dr. İrfan KAYMAZ Tanım Bir değişkenin değerinin diğer değişkendeki veya değişkenlerdeki değişimlere bağlı olarak nasıl etkilendiğinin istatistiksel
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA. Hata Türleri ve Etkileri Analizi
 FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
NİTELİKSEL KONTROL GRAFİKLERİ
 NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
KESİKLİ ŞANS DEĞİŞKENLERİNİN OLASILIK DAĞILIMLARI. Bernoulli Dağılımı Binom Dağılımı Poisson Dağılımı
 KESİKLİ ŞANS DEĞİŞKENLERİNİN OLASILIK DAĞILIMLARI Bernoulli Dağılımı Binom Dağılımı Poisson Dağılımı 1 Bernoulli Dağılımı Bir şans değişkeninin bernoulli dağılımı göstermesi için ilgilenilen süreçte bernoulli
KESİKLİ ŞANS DEĞİŞKENLERİNİN OLASILIK DAĞILIMLARI Bernoulli Dağılımı Binom Dağılımı Poisson Dağılımı 1 Bernoulli Dağılımı Bir şans değişkeninin bernoulli dağılımı göstermesi için ilgilenilen süreçte bernoulli
Gerçek uygulamalarda, standart normal olmayan sürekli bir rassal. değişken, sıfırdan farklı bir ortalama ve birden farklı standart sapma
 2 13.1 Normal Dağılımın Standartlaştırılması Gerçek uygulamalarda, standart normal olmayan sürekli bir rassal değişken, sıfırdan farklı bir ortalama ve birden farklı standart sapma değerleriyle normal
2 13.1 Normal Dağılımın Standartlaştırılması Gerçek uygulamalarda, standart normal olmayan sürekli bir rassal değişken, sıfırdan farklı bir ortalama ve birden farklı standart sapma değerleriyle normal
İSTATİSTİK II. Hipotez Testleri 1
 İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
4. HİSTOGRAM. Tolerans Aralığı. Değişim Aralığı HEDEF. Üst Spesifikasyon Limiti. Alt Spesifikasyon Limiti
 4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
ANADOLU ÜNİVERSİTESİ. ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
FREKANS VERİLERİ. Prof.Dr. Levent ŞENYAY III - 1
 3 FREKANS VERİLERİ 3.1. Frekans Tablolarının Düzenlenmesi 3.2. Frekans poligonu 3.3. Frekans tablosu hazırlama 3.4. Frekans Histogramı 3.5. Frekans eğrisi tipleri 3.6. Diğer İstatistiksel Grafik Gösterimler
3 FREKANS VERİLERİ 3.1. Frekans Tablolarının Düzenlenmesi 3.2. Frekans poligonu 3.3. Frekans tablosu hazırlama 3.4. Frekans Histogramı 3.5. Frekans eğrisi tipleri 3.6. Diğer İstatistiksel Grafik Gösterimler
T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ. Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN. Endüstri Mühendisliği Bölümü
 1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory
 ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
SÜREKLĠ OLASILIK DAĞILIMLARI
 SÜREKLĠ OLASILIK DAĞILIMLARI Sayı ekseni üzerindeki tüm noktalarda değer alabilen değişkenler, sürekli değişkenler olarak tanımlanmaktadır. Bu bölümde, sürekli değişkenlere uygun olasılık dağılımları üzerinde
SÜREKLĠ OLASILIK DAĞILIMLARI Sayı ekseni üzerindeki tüm noktalarda değer alabilen değişkenler, sürekli değişkenler olarak tanımlanmaktadır. Bu bölümde, sürekli değişkenlere uygun olasılık dağılımları üzerinde
ANADOLU ÜNİVERSİTESİ. Hipotez Testleri. ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar vermek
ANADOLU ÜNİVERSİTESİ Hipotez Testleri ENM317 Mühendislik İstatistiği Prof. Dr. Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok problemde bazı parametrelere bağlı bir ifadeyi kabul yada red etmek için karar vermek
Dr. Mehmet AKSARAYLI
 Dr. Mehmet AKSARAYLI Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir. Şans Değişkenleri KESİKLİ RASSAL DEĞİŞKENLER ve OLASILIK DAĞILIMLARI Kesikli
Dr. Mehmet AKSARAYLI Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir. Şans Değişkenleri KESİKLİ RASSAL DEĞİŞKENLER ve OLASILIK DAĞILIMLARI Kesikli
İSTATİSTİK DERS NOTLARI
 Balıkesir Üniversitesi İnşaat Mühendisliği Bölümü umutokkan@balikesir.edu.tr İSTATİSTİK DERS NOTLARI Yrd. Doç. Dr. Umut OKKAN Hidrolik Anabilim Dalı Balıkesir Üniversitesi İnşaat Mühendisliği Bölümü Bölüm
Balıkesir Üniversitesi İnşaat Mühendisliği Bölümü umutokkan@balikesir.edu.tr İSTATİSTİK DERS NOTLARI Yrd. Doç. Dr. Umut OKKAN Hidrolik Anabilim Dalı Balıkesir Üniversitesi İnşaat Mühendisliği Bölümü Bölüm
Temel İstatistik. Y.Doç.Dr. İbrahim Turan Mart Tanımlayıcı İstatistik. Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri
 Temel İstatistik Tanımlayıcı İstatistik Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri Y.Doç.Dr. İbrahim Turan Mart 2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ Verilerin değişkenlik durumu ve dağılışın şeklini
Temel İstatistik Tanımlayıcı İstatistik Dağılımları Tanımlayıcı Ölçüler Dağılış Ölçüleri Y.Doç.Dr. İbrahim Turan Mart 2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ Verilerin değişkenlik durumu ve dağılışın şeklini
İSTATİSTİK MHN3120 Malzeme Mühendisliği
 İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
ANADOLU ÜNİVERSİTESİ ÖRNEK: GEOMETRİK DAĞILIM
 ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ KESİKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 GEOMETRİK DAĞILIM Bir Bernoulli deneyi ilk olumlu sonuç elde edilmesine kadar tekrarlansın. X: ilk olumlu sonucun
ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ KESİKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 GEOMETRİK DAĞILIM Bir Bernoulli deneyi ilk olumlu sonuç elde edilmesine kadar tekrarlansın. X: ilk olumlu sonucun
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten elde edilen
İstatistik ve Olasılık Ders 8: Prof. Dr. Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten elde edilen
İstatistiksel Proses Kontrol
 İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ
 1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 9: Prof. Dr. İrfan KAYMAZ Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten
İstatistik ve Olasılık Ders 9: Prof. Dr. İrfan KAYMAZ Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten
MAK 210 SAYISAL ANALİZ
 MAK 210 SAYISAL ANALİZ BÖLÜM 5- SONLU FARKLAR VE İNTERPOLASYON TEKNİKLERİ Doç. Dr. Ali Rıza YILDIZ MAK 210 - Sayısal Analiz 1 İNTERPOLASYON Tablo halinde verilen hassas sayısal değerler veya ayrık noktalardan
MAK 210 SAYISAL ANALİZ BÖLÜM 5- SONLU FARKLAR VE İNTERPOLASYON TEKNİKLERİ Doç. Dr. Ali Rıza YILDIZ MAK 210 - Sayısal Analiz 1 İNTERPOLASYON Tablo halinde verilen hassas sayısal değerler veya ayrık noktalardan
Başarılar Dilerim. SORULAR
 ZONGULDAK BÜLENT ECEVİT ÜNİVERSİTESİ Adı Soyadı : Numarası : İmzası : Bölümü : Biyomedikal Mühendisliği Ders Kodu : BMM 401 Ders İsmi : Proje Plan ve Organizasyon Ders Sorumlusu : Dr. Öğretim Üyesi Nihat
ZONGULDAK BÜLENT ECEVİT ÜNİVERSİTESİ Adı Soyadı : Numarası : İmzası : Bölümü : Biyomedikal Mühendisliği Ders Kodu : BMM 401 Ders İsmi : Proje Plan ve Organizasyon Ders Sorumlusu : Dr. Öğretim Üyesi Nihat
Genel olarak test istatistikleri. Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.
 Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.") 4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
BÖLÜM 9 NORMAL DAĞILIM
 1 BÖLÜM 9 NORMAL DAĞILIM Normal dağılım; 'normal dağılım eğrisi (normaly distribution curve)' ile kavramlaştırılan hipotetik bir evren dağılımıdır. 'Gauss dağılımı' ya da 'Gauss eğrisi' olarak da bilinen
1 BÖLÜM 9 NORMAL DAĞILIM Normal dağılım; 'normal dağılım eğrisi (normaly distribution curve)' ile kavramlaştırılan hipotetik bir evren dağılımıdır. 'Gauss dağılımı' ya da 'Gauss eğrisi' olarak da bilinen
SÜREKLİ RASSAL DEĞİŞKENLER
 SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü
 Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati (T+U+L) Kredi AKTS OLASILIK VE İSTATİSTİK FEB-222 2/ 2.YY 3+0+0 3 3 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU TEMEL BİLİMLER BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati (T+U+L) Kredi AKTS OLASILIK VE İSTATİSTİK FEB-222 2/ 2.YY 3+0+0 3 3 Dersin Dili Dersin Seviyesi
Tanımlayıcı İstatistikler. Yrd. Doç. Dr. Emre ATILGAN
 Tanımlayıcı İstatistikler Yrd. Doç. Dr. Emre ATILGAN 1 Tanımlayıcı İstatistikler Yer Gösteren Ölçüler Yaygınlık Ölçüleri Merkezi Eğilim Ölçüleri Konum Ölçüleri 2 3 Aritmetik Ortalama Aritmetik ortalama,
Tanımlayıcı İstatistikler Yrd. Doç. Dr. Emre ATILGAN 1 Tanımlayıcı İstatistikler Yer Gösteren Ölçüler Yaygınlık Ölçüleri Merkezi Eğilim Ölçüleri Konum Ölçüleri 2 3 Aritmetik Ortalama Aritmetik ortalama,
Ders 1 Minitab da Grafiksel Analiz-I
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
BÖLÜM 10 PUAN DÖNÜŞÜMLERİ
 1 BÖLÜM 10 PUAN DÖNÜŞÜMLERİ Bir gözlem sonucunda elde edilen ve üzerinde herhangi bir düzenleme yapılmamış ölçme sonuçları 'ham veri' ya da 'ham puan' olarak isimlendirilir. Genellikle ham verilerin anlaşılması
1 BÖLÜM 10 PUAN DÖNÜŞÜMLERİ Bir gözlem sonucunda elde edilen ve üzerinde herhangi bir düzenleme yapılmamış ölçme sonuçları 'ham veri' ya da 'ham puan' olarak isimlendirilir. Genellikle ham verilerin anlaşılması
Konum ve Dağılım Ölçüleri. BBY606 Araştırma Yöntemleri Güleda Doğan
 Konum ve Dağılım Ölçüleri BBY606 Araştırma Yöntemleri Güleda Doğan Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl? Yakın, uzak? Sıklık dağılımlarının karşılaştırılması
Konum ve Dağılım Ölçüleri BBY606 Araştırma Yöntemleri Güleda Doğan Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl? Yakın, uzak? Sıklık dağılımlarının karşılaştırılması
Temel ve Uygulamalı Araştırmalar için Araştırma Süreci
 BÖLÜM 8 ÖRNEKLEME Temel ve Uygulamalı Araştırmalar için Araştırma Süreci 1.Gözlem Genel araştırma alanı 3.Sorunun Belirlenmesi Sorun taslağının hazırlanması 4.Kuramsal Çatı Değişkenlerin açıkça saptanması
BÖLÜM 8 ÖRNEKLEME Temel ve Uygulamalı Araştırmalar için Araştırma Süreci 1.Gözlem Genel araştırma alanı 3.Sorunun Belirlenmesi Sorun taslağının hazırlanması 4.Kuramsal Çatı Değişkenlerin açıkça saptanması
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
İSTATİSTİK EXCEL UYGULAMA
 İSTATİSTİK EXCEL UYGULAMA EXCEL UYGULAMA Bu bölümde Excel ile ilgili temel bilgiler sunulacak ve daha sonra İstatistiksel Uygulamalar hakkında bilgi verilecektir. İşlenecek Konular: Merkezi eğilim Ölçüleri
İSTATİSTİK EXCEL UYGULAMA EXCEL UYGULAMA Bu bölümde Excel ile ilgili temel bilgiler sunulacak ve daha sonra İstatistiksel Uygulamalar hakkında bilgi verilecektir. İşlenecek Konular: Merkezi eğilim Ölçüleri
Hipotez Testlerine Giriş. Hipotez Testlerine Giriş
 Hipotez Testlerine Giriş Hipotez Testlerine Giriş Hipotez Testlerine Giriş Gözlem ya da deneme sonucu elde edilmiş sonuçların, raslantıya bağlı olup olmadığının incelenmesinde kullanılan istatistiksel
Hipotez Testlerine Giriş Hipotez Testlerine Giriş Hipotez Testlerine Giriş Gözlem ya da deneme sonucu elde edilmiş sonuçların, raslantıya bağlı olup olmadığının incelenmesinde kullanılan istatistiksel
rasgele değişkeninin olasılık yoğunluk fonksiyonu,
 3.6. Bazı Sürekli Dağılımlar 3.6.1 Normal Dağılım Normal dağılım hem uygulamalı hem de teorik istatistikte kullanılan oldukça önemli bir dağılımdır. Normal dağılımın istatistikte önemli bir yerinin olmasının
3.6. Bazı Sürekli Dağılımlar 3.6.1 Normal Dağılım Normal dağılım hem uygulamalı hem de teorik istatistikte kullanılan oldukça önemli bir dağılımdır. Normal dağılımın istatistikte önemli bir yerinin olmasının
Gösterge Yönetimi. Dr. Öğretim Üyesi Arda BORLU Kalite Yönetim Birimi
 Gösterge Yönetimi Dr. Öğretim Üyesi Arda BORLU Kalite Yönetim Birimi İçerik Gösterge nedir, amacı, faydaları Gösterge sorumlusunun görevleri Gösterge yönetimi Gösterge / İndikatör Bir konunun sayısallaştırılması
Gösterge Yönetimi Dr. Öğretim Üyesi Arda BORLU Kalite Yönetim Birimi İçerik Gösterge nedir, amacı, faydaları Gösterge sorumlusunun görevleri Gösterge yönetimi Gösterge / İndikatör Bir konunun sayısallaştırılması
SÜREKLİ ŞANS DEĞİŞKENLERİ. Üstel Dağılım Normal Dağılım
 SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
Kalite Yönetimi. Kabul Örneklemesi 11. Hafta
 Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
3 KESİKLİ RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI
 ÖNSÖZ İÇİNDEKİLER III Bölüm 1 İSTATİSTİK ve SAYISAL BİLGİ 11 1.1 İstatistik ve Önemi 12 1.2 İstatistikte Temel Kavramlar 14 1.3 İstatistiğin Amacı 15 1.4 Veri Türleri 15 1.5 Veri Ölçüm Düzeyleri 16 1.6
ÖNSÖZ İÇİNDEKİLER III Bölüm 1 İSTATİSTİK ve SAYISAL BİLGİ 11 1.1 İstatistik ve Önemi 12 1.2 İstatistikte Temel Kavramlar 14 1.3 İstatistiğin Amacı 15 1.4 Veri Türleri 15 1.5 Veri Ölçüm Düzeyleri 16 1.6
İstatistik Nedir? Ders 1 Minitab da Grafiksel Analiz-I ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. İstatistiğin Konusu Olan Olaylar
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya başlanmıştır. Ders 1 Minitab da
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya başlanmıştır. Ders 1 Minitab da
Faktöriyel: 1'den n'ye kadar olan tüm pozitif tamsayıların çarpımına, biçiminde gösterilir. Aynca; 0! = 1 ve 1!=1 1 dir. [Bunlar kabul değildir,
 14. Binom ve Poisson olasılık dağılımları Faktöriyeller ve kombinasyonlar Faktöriyel: 1'den n'ye kadar olan tüm pozitif tamsayıların çarpımına, n! denir ve n! = 1.2.3...(n-2).(n-l).n biçiminde gösterilir.
14. Binom ve Poisson olasılık dağılımları Faktöriyeller ve kombinasyonlar Faktöriyel: 1'den n'ye kadar olan tüm pozitif tamsayıların çarpımına, n! denir ve n! = 1.2.3...(n-2).(n-l).n biçiminde gösterilir.
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: END 4822
 Dersi Veren Birim: Endüstri Mühendisliği Dersin Türkçe Adı: KALİTE KONTROL Dersin Orjinal Adı: KALİTE KONTROL Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: END 8 Dersin
Dersi Veren Birim: Endüstri Mühendisliği Dersin Türkçe Adı: KALİTE KONTROL Dersin Orjinal Adı: KALİTE KONTROL Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: END 8 Dersin
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 2 AÇIKLAYICI (BETİMLEYİCİ) İSTATİSTİK Yrd. Doç. Dr. Fatih TOSUNOĞLU 1-Açıklayıcı (Betimleyici) İstatistik İnceleme sonucu elde edilen ham verilerin istatistiksel
Mühendislikte İstatistiksel Yöntemler BÖLÜM 2 AÇIKLAYICI (BETİMLEYİCİ) İSTATİSTİK Yrd. Doç. Dr. Fatih TOSUNOĞLU 1-Açıklayıcı (Betimleyici) İstatistik İnceleme sonucu elde edilen ham verilerin istatistiksel
İSTATİSTİKSEL TAHMİNLEME. Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir.
 İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
ISO 15189 Akreditasyonunun Klinik Laboratuvarlara Etkisi
 ISO 15189 Akreditasyonunun Klinik Laboratuvarlara Etkisi Dr.Ömer Güzel Biruni&Centro Laboratuvarları 18 EKİM 2014 MALATYA 21. Yüzyılda Laboratuvarların Geleceği Otomasyon, Konsolidasyon, Moleküler tanı,
ISO 15189 Akreditasyonunun Klinik Laboratuvarlara Etkisi Dr.Ömer Güzel Biruni&Centro Laboratuvarları 18 EKİM 2014 MALATYA 21. Yüzyılda Laboratuvarların Geleceği Otomasyon, Konsolidasyon, Moleküler tanı,
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. Nokta Grafikleri. Ders 2 Minitab da Grafiksel Analiz-II Tanımlayıcı İstatistikler
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Nokta Grafikleri Nokta grafikleri örnek veri dağılımlarını değerlendirmek ve karşılaştırmak için kullanılır. Bir nokta grafiği örneklem verilerini gruplandırır
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Nokta Grafikleri Nokta grafikleri örnek veri dağılımlarını değerlendirmek ve karşılaştırmak için kullanılır. Bir nokta grafiği örneklem verilerini gruplandırır
BÖLÜM 13 HİPOTEZ TESTİ
 1 BÖLÜM 13 HİPOTEZ TESTİ Bilimsel yöntem aşamalarıyla tanımlanmış sistematik bir bilgi üretme biçimidir. Bilimsel yöntemin aşamaları aşağıdaki gibi sıralanabilmektedir (Karasar, 2012): 1. Bir problemin
1 BÖLÜM 13 HİPOTEZ TESTİ Bilimsel yöntem aşamalarıyla tanımlanmış sistematik bir bilgi üretme biçimidir. Bilimsel yöntemin aşamaları aşağıdaki gibi sıralanabilmektedir (Karasar, 2012): 1. Bir problemin
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. Örnek Olay 1 (Sayfa 61) Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar. Örnek Olay 1 (Sayfa 61)
 Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar. Örnek Olay 1 (Sayfa 61)") ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar Örnek Olay 1 (Sayfa 61) Bir zeytinyağı üretim işletmesi şişe etiketleme süreci boyunca açığa çıkan hata
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 3 Minitab da Grafiksel Analiz-III Örnek Olaylar Örnek Olay 1 (Sayfa 61) Bir zeytinyağı üretim işletmesi şişe etiketleme süreci boyunca açığa çıkan hata
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Hatalar Bilgisi ve İstatistik Ders Kodu: Kredi: 3 / ECTS: 5
 Ders Kodu: 0010070021 Kredi: 3 / ECTS: 5 Yrd. Doç. Dr. Serkan DOĞANALP Necmettin Erbakan Üniversitesi Harita Mühendisliği Bölümü Konya 07.01.2015 1 Giriş 2 Giriş Matematiksel istatistiğin konusu yığın
Ders Kodu: 0010070021 Kredi: 3 / ECTS: 5 Yrd. Doç. Dr. Serkan DOĞANALP Necmettin Erbakan Üniversitesi Harita Mühendisliği Bölümü Konya 07.01.2015 1 Giriş 2 Giriş Matematiksel istatistiğin konusu yığın
Deney Dizaynı ve Veri Analizi Ders Notları
 Deney Dizaynı ve Veri Analizi Ders Notları Binom dağılım fonksiyonu: Süreksiz olaylarda, sonuçların az sayıda seçenekten oluştuğu durumlarda kullanılır. Bir para atıldığında yazı veya tura gelme olasılığı
Deney Dizaynı ve Veri Analizi Ders Notları Binom dağılım fonksiyonu: Süreksiz olaylarda, sonuçların az sayıda seçenekten oluştuğu durumlarda kullanılır. Bir para atıldığında yazı veya tura gelme olasılığı
Tablo (2): Atıştırma Sayısı ve Günlük Sınav Sayısı Atıştırma Sınav Sayısı (X) 0 0.07 0.09 0.06 0.01
: Atıştırma Sayısı ve Günlük Sınav Sayısı Atıştırma Sınav Sayısı (X) 0 0.07 0.09 0.06 0.01") Ortak Varyans ve İstatistiksel Bağımsızlık Bir rassal değişken çifti istatistiksel olarak bağımsız ise aralarındaki ortak varyansın değeri 0 dır. Ancak ortak varyans değerinin 0 olması, iki rassal değişkenin
Ortak Varyans ve İstatistiksel Bağımsızlık Bir rassal değişken çifti istatistiksel olarak bağımsız ise aralarındaki ortak varyansın değeri 0 dır. Ancak ortak varyans değerinin 0 olması, iki rassal değişkenin
WEIBULL DAĞILIMI WEIBULL DAĞILIMI ANADOLU ÜNİVERSİTESİ
 ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ SÜREKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 WEIBULL DAĞILIMI Weibull dağılımı, pek çok farklı sistemlerin bozulana kadar geçen süreleri ile ilgilenir. Dağılımın
ANADOLU ÜNİVERSİTESİ İST 213 OLASILIK DERSİ SÜREKLİ DAĞILIMLAR-2 DOÇ. DR. NİHAL ERGİNEL 2015 WEIBULL DAĞILIMI Weibull dağılımı, pek çok farklı sistemlerin bozulana kadar geçen süreleri ile ilgilenir. Dağılımın
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ. Prof. Dr. Mualla YALÇINKAYA
 JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ Prof. Dr. Mualla YALÇINKAYA Karadeniz Teknik Üniversitesi, Harita Mühendisliği Bölümü Trabzon, 2018 VERİLERİN İRDELENMESİ Örnek: İki nokta arasındaki uzunluk 80 kere
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ Prof. Dr. Mualla YALÇINKAYA Karadeniz Teknik Üniversitesi, Harita Mühendisliği Bölümü Trabzon, 2018 VERİLERİN İRDELENMESİ Örnek: İki nokta arasındaki uzunluk 80 kere
SİMÜLASYON ÇEŞİTLERİ HAZIRLAYAN: ÖZLEM AYDIN
 SİMÜLASYON ÇEŞİTLERİ HAZIRLAYAN: ÖZLEM AYDIN SİMÜLASYON ÇEŞİTLERİ Günümüz simülasyonları gerçek sistem davranışlarını, zamanın bir fonksiyonu olduğu düşüncesine dayanan Monte Carlo yöntemine dayanır. 1.
SİMÜLASYON ÇEŞİTLERİ HAZIRLAYAN: ÖZLEM AYDIN SİMÜLASYON ÇEŞİTLERİ Günümüz simülasyonları gerçek sistem davranışlarını, zamanın bir fonksiyonu olduğu düşüncesine dayanan Monte Carlo yöntemine dayanır. 1.
Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı
 Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı Ortalama veya korelasyon gibi istatistiklerin dağılımıdır Çıkarımsal istatistikte örneklem dağılımı temel fikirlerden biridir. Çıkarımsal istatistik
Örneklem Dağılımları & Hipotez Testleri Örneklem Dağılımı Ortalama veya korelasyon gibi istatistiklerin dağılımıdır Çıkarımsal istatistikte örneklem dağılımı temel fikirlerden biridir. Çıkarımsal istatistik
Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri. BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014
 Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014 1 Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl?
Nicel / Nitel Verilerde Konum ve Değişim Ölçüleri BBY606 Araştırma Yöntemleri 2013-2014 Bahar Dönemi 13 Mart 2014 1 Konum ölçüleri Merkezi eğilim ölçüleri Verilerin ortalamaya göre olan gruplanması nasıl?
KESİKLİ DÜZGÜN DAĞILIM
 KESİKLİ DÜZGÜN DAĞILIM Eğer X kesikli rassal değişkeninin alabileceği değerler (,,..., ) eşit olasılığa sahip ise, kesikli düzgün dağılım söz konusudur. p(x) =, X=,,..., şeklinde gösterilir. Bir kutuda
KESİKLİ DÜZGÜN DAĞILIM Eğer X kesikli rassal değişkeninin alabileceği değerler (,,..., ) eşit olasılığa sahip ise, kesikli düzgün dağılım söz konusudur. p(x) =, X=,,..., şeklinde gösterilir. Bir kutuda
MAK 210 SAYISAL ANALİZ
 MAK 210 SAYISAL ANALİZ BÖLÜM 6- İSTATİSTİK VE REGRESYON ANALİZİ Doç. Dr. Ali Rıza YILDIZ 1 İSTATİSTİK VE REGRESYON ANALİZİ Bütün noktalardan geçen bir denklem bulmak yerine noktaları temsil eden, yani
MAK 210 SAYISAL ANALİZ BÖLÜM 6- İSTATİSTİK VE REGRESYON ANALİZİ Doç. Dr. Ali Rıza YILDIZ 1 İSTATİSTİK VE REGRESYON ANALİZİ Bütün noktalardan geçen bir denklem bulmak yerine noktaları temsil eden, yani
OLASILIK ve KURAMSAL DAĞILIMLAR
 OLASILIK ve KURAMSAL DAĞILIMLAR Kuramsal Dağılımlar İstatistiksel çözümlemelerde; değişkenlerimizin dağılma özellikleri, çözümleme yönteminin seçimi ve sonuçlarının yorumlanmasında önemlidir. Dağılma özelliklerine
OLASILIK ve KURAMSAL DAĞILIMLAR Kuramsal Dağılımlar İstatistiksel çözümlemelerde; değişkenlerimizin dağılma özellikleri, çözümleme yönteminin seçimi ve sonuçlarının yorumlanmasında önemlidir. Dağılma özelliklerine
Zaman Serileri-1. If you have to forecast, forecast often. EDGAR R. FIEDLER, American economist. IENG 481 Tahmin Yöntemleri Dr.
 Zaman Serileri-1 If you have to forecast, forecast often. EDGAR R. FIEDLER, American economist IENG 481 Tahmin Yöntemleri Dr. Hacer Güner Gören Zaman Serisi nedir? Kronolojik sırayla elde edilen verilere
Zaman Serileri-1 If you have to forecast, forecast often. EDGAR R. FIEDLER, American economist IENG 481 Tahmin Yöntemleri Dr. Hacer Güner Gören Zaman Serisi nedir? Kronolojik sırayla elde edilen verilere