PASLANMAZ TEL KAYNAKLI EKSTRÜZYON ÜRETİM HATLARI VERİM KAYIPLARININ ÖNÜNE GEÇİLMESİ
|
|
|
- Eser Aygün
- 6 yıl önce
- İzleme sayısı:
Transkript

1 PASLANMAZ TEL KAYNAKLI EKSTRÜZYON ÜRETİM HATLARI VERİM KAYIPLARININ ÖNÜNE GEÇİLMESİ
2 KONU SEÇİMİ Neden bu proje? Elektrod üretiminde, ekstrüzyon hatlarında elektrod teli ve elektrod örtüsü birleştirilmektedir. Ürün çeşitlerimizden biri olan ve paslanmaz metallerin kaynağında kullanılan paslanmaz elektrodumuz mevcuttur. Bu elektrod Gri hat adını verdiğimiz hatta üretilmektedir. Bu elektrodun üretimine baktığımızda OEE % miz, diğer hatların OEE % si ile karşılaştırdığımızda oldukça düşük kalmaktadır. Yandaki bar grafiğinde de görüleceği üzere Gri hat en düşük OEE% ye sahiptir. Hangi ürün tipi en çok üretiliyor diye yine o hatta baktığımızda, 2. grafikte görüleceği üzere Paslanmaz elektrod %39 ile o hattın en çok üretilen ürünüdür. Proje bu değerler göz önüne alınarak belirlenmiştir. Aynı zamanda paslanmaz üretimi hem zor hem de uzmanlık gerektirmektedir. Paslanmaz üretiminde ürünü baz alarak OEE yi değerlendirdiğimizde diğer tip ürünler arasında %40 OEE seviyesi ile en düşük verimliliğe sahiptir. Projemiz paslanmaz üretiminde kalitesizliği azaltarak OEE yi artırmaktır. Paslanmaz üretiminde kullandığımız tellerin kalite problemleri makinalarda takılmaya ve ardından duruşlara sebep olmaktadır. Konumuz bu kalitesizliği odak almaktadır. Ürün Odaklı OEE% Paslanmaz 40; 24,0% Category Paslanmaz Bazik Rutil OEE% Gri Paslanmaz 39; 39,0% Chart of OEE% Mavi Gri Hat İçinde % Ürün Dağılımı Döküm 4; 4,0% Hatlar Kırmızı Selülozik 7; 7,0% Rutil 13; 13,0% Turuncu Category Döküm Selülozik Rutil Bazik Paslanmaz Rutil 67; 40,1% Bazik 37; 37,0% Bazik 60; 35,9%


3 HEDEF BELİRLEME HEDEF Projede hedefimiz Paslanmaz tipi üretimi yaptığımız zamanlar için OEE % si baz alınarak belirlenmiştir. Başlangıç ortalama değerimiz 2015 yılı için OEE %40 olarak belirlenmiştir. Burada verilen hedef tüm ekstrüzyon hatlarında hedef olarak belirlenen %10 OEE artırmanın %1 lik payına tekabül etmektedir. Gri hat haftalık OEE% grafiği yan tarafta görülebilir.
 bulunmaktadır.")
4 MiS (Magmaweld İyileştirme Sistemi) MiS Faaliyet Özeti, Eğitim ve Proje Akış Sistematiği Oerlikon Kaynak Elektrodları A.Ş. Olarak Sürekli İyileştirme faaliyetlerini tek çatı altında topladığımız MiS ofis (Magmaweld İyileştirme Sistemi) bulunmaktadır. MiS evi olarak oluşturduğumuz tüm iyileştirme sistemleri ve kültürünü oluşturan sütunların tanımları ve prosedürleri yapı kurulmadan önce detaylı bir şekilde oluşturulmuştur. MiS ofiste şu an 3 mühendisimiz ile çalışmalarımızı sürdürmekteyiz. Faaliyet dönemi olarak 5. faz dönemine girmekteyiz. Kobetsu Kaizen, Kuşak projeleri, Yalın, 6 sigma, QW projeleri, TPM, MTM, 5S vd. araçları aktif olarak kullanmakta ayrıca iyileştirme araçlarında bu ekibimiz fabrikamızın her birimi ile koordine olarak çalışmaktadır. Her faz (6 ay) da minimum 9 adet kuşak projesi gerçekleştirilmektedir. Bununda yanında 12 adet odaklanılmış kaizen planlanmaktadır. 4 bölgemizde TPM, tüm fabrikamızda 5S uygulanmaktadır. Yalın 6 sigma metodolojisinin kendimize uyarladığımız sistemiyle MiS hedefimiz, firmada çalışan herkesin en az bir projede yer alarak, MiS beyaz kuşak eğitimini ve kuşağını öncelikle almasını sağlamaktır. Böylece yalın ve iyileştirme araçlarına hakim, kültürel olarak yetişmiş, problem çözme ve proje yönetme becerileri artırılmış kişiler yetiştirmektir. Şu an firmamızda 1 Uzman Kara Kuşak, 1 Yeşil Kuşak, 19 Sarı Kuşak ve 165 Beyaz Kuşak yetiştirilmiştir. ISO 9000 gereği olarak tüm iyileştirme faaliyetlerimizin prosedürleri oluşturulmuştur. Proje seçimlerimiz; çalışanlarımızdan gelen önerilerden, yönetimimizin yıllık olarak belirlediği hedeflere yönelik faaliyetlerden ve MiS ofis in analizini yaparak problem tespiti yapması ile proje havuzunda toplanır. Her faz dönemi başında Proje Seçim Komitesi bir araya gelir ve yeni dönem projeleri belirlenir. Belirlenen projelerin ekip lideri ataması yapıldıktan sonra ekip lideri kendi takımını oluşturmak üzere gönüllü kişiler ile ve ardından yöneticileri ile yüz yüze görüşerek desteklerini alır ve takımını MiS ofis e bildirir. MiS ofis burada rehberlik ve gerekliyse danışman ataması yapar eğitim ihtiyaçlarını belirler. Bu projemiz bir MiS sarı kuşak projesi olup, ekip liderimiz sarı kuşak ve ekip üyelerimiz beyaz kuşak olarak yetiştirilmiştir. Firmamızda kuşak sistematiği ile iyileştirme araçları detaylı olarak öğretilmekte, proje faaliyetleri bir yandan yürürken safha safha DMAIC döngüsü eğitimi verilmektedir. Konunun netleştirme/ düzenleme Süreç sahibi belirle Proje tipi seçilmesi Proje Kuşak projesi olsun mu? MiS ofis MiS ofis MiS ofis Süreç Sahibi E H Proje tipi Süreç Sahibi seçilmesi Proje ödül Ödül Kurulu Sıralı Onayı sınıfı seçilmesi Proje havuzuna Sistem aktarım Ekip Lideri ata Süreç Sahibi MiS ofis İlgili faz proje seçim Proje Seçim Komitesi döneminden önce proje devreye almaya karar verme Ekip Üyesi ata Lider Süreç Sahibi Üyeler projede yer alsın mı? E Proje Rehberi veya destek MiS ofis üye ata, proje sistem beyanı oluşturulmas Ekip Proje tamamlanması Proje ekranı güncellemesi Ekip Lideri

5 EKİP OLUŞTURMA Proje Ekibi: Sezcan UMUT (Lider) Osman ÖZÇİFTÇİ (Üye) Hüsnü VURAL (Üye) Yusuf GÖRGÜLÜ(Üye) Aykut GÜVENÇOĞLU(Üye) Yusuf EKŞİ(Üye) Proje Şampiyonu Murat DÖNMEZ Ekstrüzyon Üretim Birim Lid. Kalite Kontrol Birim Lid. Tel Çekme Ünite Lid. Ekstrüzyon Üretim Ünite Lid. Çıkış Kalite Kontrol Müh. Hammadde ve Ambalaj Satın Alma Uzmanı Elektrod Üretim ve Sİ Müdürü Ekip hat çalışanları, kalite yöneticisi, kalite mühendisi ve satınalma uzmanı ve üretim yöneticileri gibi proje ile ilgili kişiler ile gönüllü olarak oluşturulmuştur. Bu noktada yönetim tarafından belirlenen lider, gönüllü ve ilgili olacağını düşündüğü kişiler ile görüşüp aynı zamanda yöneticilerinin de onaylarını almaktadır.
 Analize geçmeden konudan etkilenebilecek kişilerin görüşlerini, endişelerini ve önerilerini aldık.")

6 MEVCUT DURUM ANALİZİ Paslanmaz Üretim Süreç Adımımız Öncelikle süreç adımlarımızı çıkardıktan sonra 5Neden analizi ile beyin fırtınası yapıldı ve balık kılçığı analizi ile muhtemel problem kaynakları ekip üyelerince belirlendi. V.O.C (Müşterinin Sesi) Analize geçmeden konudan etkilenebilecek kişilerin görüşlerini, endişelerini ve önerilerini aldık. Buradan çıkan problemleri kök-sebep analizi yaparken ayrıca değerlendirdik. Teknik açıklamalar: Tırtıl: Tellerin kasadan boşaltılırken makinada ilerlemesini sağlayan ilk hareketi veren parça Makara: Telin makinada ilerlerken temas ederek hızlanmasını sağlayan makaralar Tel haddesi: Telin üzerine örtü sıvaması yapılmadan düzgün bir şekilde klavuzlayan parça Pasta haddesi: Tel haddesinden çıkan telin üstüne istenen ölçüde örtü sıvayab klavuz

7 MEVCUT DURUM ANALİZİ Balık Kılçığı Methodu ile Belirlediklerimiz 15 adet muhtemel kök sebep bulunmuştur ve bu sebeplerin doğruluğunu incelemek üzere yandaki form oluşturularak, paslanmaz tellerin kalitesizliğinde doğan durumda nerede takılmanın en sık yaşandığı ve takıldığında neden olduğu toplanmaya başlamıştır. Veri Toplama Planı Muhtemel sebeplerin doğruluğunu ölçmek için telin makinada ilerlediği esnada takılarak makinayı durdurması, en çok makinanın hangi noktasından gerçekleşiyor sorusuna cevap verebilmek için veri toplama formu oluşturduk. Veri toplamaya başladık. TARİH ÜRÜN ADI EBAT TEL TAKILMASININ NEDEN OLDUĞU YER TIRTIL MAKARA KILAVUZ TEL HADDESİ ÇÖZÜM/AÇIKLAMA
8 PROJE PLANI Problemin belirlenmesi PLANLAMA UYGULAMA KONTROL ÖNLEM Çalışma planının hazırlanması Mevcut dururmun analizi Problem faktörlerinin araştırılması Çözüm yollarının belirlenmesi En iyi çözüm tespiti Alınan kararların uygulanması Sonuçların kontrolü Kalite çemberi raporunun hazırlanması Yönetime sunulması Standartlaştırma çalışması



9 ANALİZ Paslanmaz Tellerin Makinada Duruş Yaşattığı Noktalar TIRTIL 2; 3,8% MAKARA 10; 18,9% Category TIRTIL MAKARA KLAVUZ TEL HADDESİ Yaptığımız analizlerde tellerin; kalitesizlik oluşması veya mevcut kalitesizliğinden dolayı makinanın tel haddesi, makara, tırtıl ve klavuz aksamlarından hangisinde en çok takıldığını tespit ettik. Tel haddesi görüldüğü üzere en çok takılmayı yaşadığımız nokta olarak önümüze geldi. Bu noktadan hareketle yaptığımız gözlemlerde tırtıl aksamına kadar çapaksız gelen tel, tırtıldan geçerken yüzeyinde çapak oluşmakta ve haddeden geçerken birikmelerden dolayı takılma yapmaktadır. Böylece makinayı durdurmaktadır. O yüzden hem tel haddesi çapını gözden geçirmeye hem de tırtılın telin yüzeyini bozmaması için uygun yapıda olmasını gözden geçirmeye karar verdik. Çünkü tırtıl telin yüzeyini bozabilmekte idi. TEL HADDESİ 25; 47,2% KLAVUZ 16; 30,2% Tırtıl Makara Klavuz

10 ANALİZ Tel Sıkışması duruşu 4.en büyük duruşumuzdur. Duruş Analizi Farklı Tedarikçi ve Tel Tiplerinde Üretim Hızı Çeşitli firmalardan gelen ve rework tellerin aynı çaplar için üretime etkisi incelendiğinde, Analizde de görüleceği gibi B firması A firmasına göre daha verimlidir. Bu yüzden B firmasının kaliteli gelen tellerinin bize faydası görülmektedir. Ancak B firmasının gelen bazı partilerinde yine takılma sıkıntıları yaşanmaktaydı. Biz de iyi bir partileri belirleyerek bu özellikte tel isteğimizi şartnameleri de değiştirerek firmaya bildirdik. Çap toleransları, yüzeydeki kirlilik ve çapaklı gelmesi problemleri şartname ile bildirilmeye karar verildi. Kafa sarma 19,47; 3,2% Tel sıkışması 62,68; 10,2% Ekstrüzyon Hat Duruş Sebepleri Eksantrik 14,30; 2,3% Tel bitti (bekleme) Bant Arızası 9,00; 1,5% 11,60; 1,9% Category Briket yükleme Zımpara arızası Biriket bekleme (Senkron Kaybı) Tel sıkışması Kafa sarma Eksantrik Tel bitti (bekleme) Bant Arızası Biriket bekleme (Senkron Kaybı) 65,33; 10,7% Briket yükleme 296,32; 48,4% Zımpara arızası 134,15; 21,9% A FİRMASI B FİRMASI
11 UYGULAMA Tel Haddesi / Tel Uyumu Telde Çapak Problem Kaynaklarımıza Yönelik Adımlarımız Tel Çapı Hadde Çapı Hadde Mastarları Alınması Hadde Kullanım Sistemi Tırtıl Malzemesi Yüzey revizyonu yapılması Farklı tasarım denenecek Tırtıl/Makara Hız Uyumu Tırtıl ve makara hangi çapta hangi hızlarda olması gerekiyor standart hale getiriliyor Tel çaplarının istediğimiz şekilde yeni şartnameye uygun getirilmesi kararlaştırıldı Elimizde bulunan tellerin çap toleransları normal üretimde kullanılan tellerin çap toleranslarından daha yüksek olduğu için sıkıntı yaşanıyordu. Daha yüksek çaplı haddeler alınarak tellerin bu şekilde kullanılması kararlaştırıldı. Hadde mastarları siparişi verildi. Çapı bozulan haddeleri tespit edebileceğiz. Tele uygun hadde kullanabilmek içim mastar ile ölçümlere başlayacağız. Tırtıl yüzeyi revizyon edildi. Telden çapak kaldırmasının önüne geçildi. Makinada tele hareket veren akşamların hangi çapta hangi hızlara sahip olarak çalıştırılmalı tespitleri yapılmaya başladı.

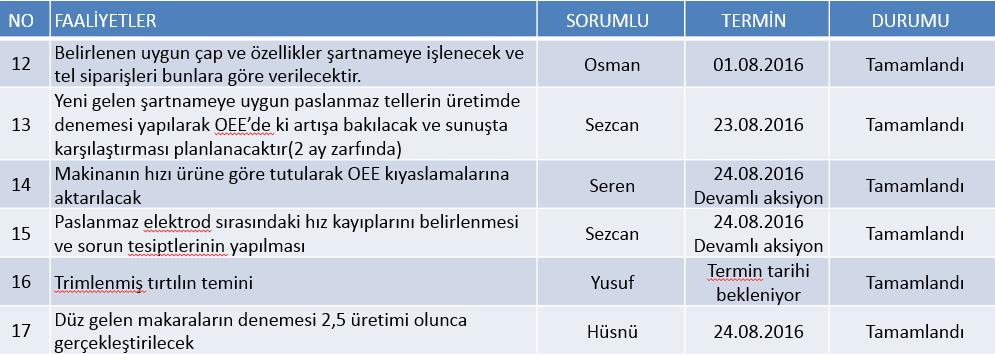
12 UYGULAMA Faaliyet Planı
13 UYGULAMA Tel ve Hadde Çapı Uyumu Elimizdeki tellerin tolerans aralıkları daha net belirlendikten sonra, elimizdeki bu telllere uygun tel haddesi çap toleransları belirlendi. Böylece artırdığımız tel hadde çapı, birikmelerden dolayı olan takılmaları azalttı. ÜRÜN Tel Çapı Hadde Çapı Max. Hadde Çapı Gözlemler sonucu belirlenecek.

14 UYGULAMA Şartname Değişikliği Tedarik edilen tellerin üretimde kullanılan standart ölçülerinde tedarik edilmesi sağlandı. Örnek olarak 3,25 mm çap için daha önceden 3,20-3,25 mm toleransı mevcuttu. Yeni çalışmada bu tolerans 3,18-3,21 mm olarak güncellendi. Uygun Hadde Çaplarının Getirtilmesi Haddeler için; problemi en az yaşadığımız çap aralıkları veri toplayarak tespit edildi ve şartname değişiklikleri ile bize uygun çapta temin edilmeye başlandı. Böylece buradaki takılma problemlerini azalttık Tırtıl Yapısı Değişimi Tırtılın tele zarar vermesini engelleme için tele temas yüzeyinde 4 farklı deneme yapılarak en uygunu belirlendi ve revizyon yapıldı.
15 SONUÇ VE KAZANIMLAR Kontrol Grafiği Yapılan iyileştirmelerden sonra hedef değerimizi yakalayarak %52 OEE seviyesine çıkardık. Yapılan Harcamalar Projede sadece elimizdeki yedek malzemeler dışarıda işletilmiştir. Bunun maliyeti 500tl. Onun dışında kalan çalışmalar için bir maliyete katlanılmamıştır.
16 STANDARTLAŞTIRMA/YAYGINLAŞTIRMA Tüm yapılan değişiklikler şartnamelere işlenmiştir. Bu değişiklikler ile ilgili malzeme teminimiz projede istediğimiz iyileştirmelere göre temin edilmektedir.
Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni
 Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni KONU SEÇİMİ Fabrika içerisinde iyileştirme çalışmaları başladığından itibaren en büyük kir kaynağı olan tozun önüne geçmek için çalışmalar
Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni KONU SEÇİMİ Fabrika içerisinde iyileştirme çalışmaları başladığından itibaren en büyük kir kaynağı olan tozun önüne geçmek için çalışmalar
KAPAK SIKIŞMA PROBLEMİNİ AZALTARAK KAPASİTE ARTIRMA
 KAPAK SIKIŞMA PROBLEMİNİ AZALTARAK KAPASİTE ARTIRMA KONU SEÇİMİ Neden bu proje? Elektrod üretiminde, tel ile elektrod örtüsünü bir araya getiren makinalarımız mevcuttur. Makine tel ve harman adını verdiğimiz
KAPAK SIKIŞMA PROBLEMİNİ AZALTARAK KAPASİTE ARTIRMA KONU SEÇİMİ Neden bu proje? Elektrod üretiminde, tel ile elektrod örtüsünü bir araya getiren makinalarımız mevcuttur. Makine tel ve harman adını verdiğimiz
ÇINAR HATTI KAPASİTE ARTIRMA KAİZENİ
 ÇINAR HATTI KAPASİTE ARTIRMA KAİZENİ KONU SEÇİMİ Çınar Hattı Ambalaj Alanı Fabrikamızda elektrod, tel ve toz üretimi yapılmaktadır. Elektrod üretiminde harman, tel çekme kesme, ekstrüzyon, fırınlar ve
ÇINAR HATTI KAPASİTE ARTIRMA KAİZENİ KONU SEÇİMİ Çınar Hattı Ambalaj Alanı Fabrikamızda elektrod, tel ve toz üretimi yapılmaktadır. Elektrod üretiminde harman, tel çekme kesme, ekstrüzyon, fırınlar ve
TOZ ALTI KAYNAK TOZU FIRINLARI ENERJİ VERİMLİLİĞİ
 TOZ ALTI KAYNAK TOZU FIRINLARI ENERJİ VERİMLİLİĞİ KONU SEÇİMİ Neden bu proje? Fabrikamızda ürettiğimiz kaynak tüketim malzemelerinden olan toz altı kaynak tozu(tkt) üretiminde, proses gereği bu ürünler
TOZ ALTI KAYNAK TOZU FIRINLARI ENERJİ VERİMLİLİĞİ KONU SEÇİMİ Neden bu proje? Fabrikamızda ürettiğimiz kaynak tüketim malzemelerinden olan toz altı kaynak tozu(tkt) üretiminde, proses gereği bu ürünler
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
 mayzen@mayzen.com.tr KURUMSAL Firmamız 1996 yılında Sn. ATAMAY ELLERGEZEN tarafından kurulmuştur. ATAMAY ELLERGEZEN Oyak Renault fabrikasının kuruluşunda bulunmuş, daha sonra otomotiv yan sanayinde birçok
mayzen@mayzen.com.tr KURUMSAL Firmamız 1996 yılında Sn. ATAMAY ELLERGEZEN tarafından kurulmuştur. ATAMAY ELLERGEZEN Oyak Renault fabrikasının kuruluşunda bulunmuş, daha sonra otomotiv yan sanayinde birçok
Yönetim Sistemleri Eğitimleri
 Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
KAIZEN SUNUMU. Hazırlayan: Hatice Đsak 03.01.2009
 KAIZEN SUNUMU Hazırlayan: Hatice Đsak 03.01.2009 Sunumun Amacı: Bu sunumun sonunda sizler kaizen tekniği hakkında bilgi sahibi olacaksınız. Đlk çağlarda güçlü olan, Endüstri çağında zengin olan kazanırdı,
KAIZEN SUNUMU Hazırlayan: Hatice Đsak 03.01.2009 Sunumun Amacı: Bu sunumun sonunda sizler kaizen tekniği hakkında bilgi sahibi olacaksınız. Đlk çağlarda güçlü olan, Endüstri çağında zengin olan kazanırdı,
Altı Sigma Nedir? Uygulayan şirketlere çok belirgin finansal kazançlar sağlamıştır.
 ALTI SİGMA NEDİR? Altı Sigma Nedir? 1980 lerin ortasında Motorola tarafından, Japon kalite fikirleri ve kontrol sistemlerinin süreçlerde uygulanması için geliştirilmiştir. Mevcut problemleri çözmek, altı
ALTI SİGMA NEDİR? Altı Sigma Nedir? 1980 lerin ortasında Motorola tarafından, Japon kalite fikirleri ve kontrol sistemlerinin süreçlerde uygulanması için geliştirilmiştir. Mevcut problemleri çözmek, altı
Homer ve OEE. Hazırlayan : Cengiz Pak www.cengizpak.com.tr. Bu sunum sadece cengizpak.com.tr site üyeleri içindir. www.cengizpak.com.
 Homer ve OEE Hazırlayan : Cengiz Pak www.cengizpak.com.tr Bu sunum sadece cengizpak.com.tr site üyeleri içindir cengizpak.com.tr Avcının Silahı Kullanılabilir Bilgi Homer İşe Giriyor Ve OEE nin Ne Olduğunu
Homer ve OEE Hazırlayan : Cengiz Pak www.cengizpak.com.tr Bu sunum sadece cengizpak.com.tr site üyeleri içindir cengizpak.com.tr Avcının Silahı Kullanılabilir Bilgi Homer İşe Giriyor Ve OEE nin Ne Olduğunu
Daha çok değil, daha akıllı çalışmak
 Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS)
") TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS) İsmail DÜNDAR TEMSA A.Ş. Ersin GÖKÇEN TEMSA A.Ş. Özet Otobüs/Midibüs/Kamyonet üretimi yapılan TEMSA üretim tesislerinde, üretim sürecinin
TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS) İsmail DÜNDAR TEMSA A.Ş. Ersin GÖKÇEN TEMSA A.Ş. Özet Otobüs/Midibüs/Kamyonet üretimi yapılan TEMSA üretim tesislerinde, üretim sürecinin
4. ÜRÜN GELİSTİRME İŞLEMİ
 4. ÜRÜN GELİSTİRME İŞLEMİ Genel Problem Çözme İşlemi Adım adım analiz / sentezi içerir Önerilen işlemsel adımlar: - Fonksiyon yapıları geliştirilir - Çözümler geliştirilir - Sıralı / esnek olarak uygulanır
4. ÜRÜN GELİSTİRME İŞLEMİ Genel Problem Çözme İşlemi Adım adım analiz / sentezi içerir Önerilen işlemsel adımlar: - Fonksiyon yapıları geliştirilir - Çözümler geliştirilir - Sıralı / esnek olarak uygulanır
Sedona. Eğitim Kataloğu
 Eğitim Kataloğu 1. Organizasyonel yapılanma Organizasyonel yapılanma kapsamında yer alan takım yapıları, yönetim anlayışı, yazılım süreçleri gibi kavramlar, yazılım projelerini başarıya taşıyan yapıtaşları
Eğitim Kataloğu 1. Organizasyonel yapılanma Organizasyonel yapılanma kapsamında yer alan takım yapıları, yönetim anlayışı, yazılım süreçleri gibi kavramlar, yazılım projelerini başarıya taşıyan yapıtaşları
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
Sedona. Nisan 2013 Eğitim Kataloğu
 Nisan 2013 Eğitim Kataloğu 8 Nisan 2013 Sedona, yazılım firmalarına ve büyük çaplı organizasyonların bilişim departmanlarına organizasyonel yapılanma, yöneticilik, takım çalışması ve kalite süreçleri alanlarında
Nisan 2013 Eğitim Kataloğu 8 Nisan 2013 Sedona, yazılım firmalarına ve büyük çaplı organizasyonların bilişim departmanlarına organizasyonel yapılanma, yöneticilik, takım çalışması ve kalite süreçleri alanlarında
DEBRİYAJ SAN. VE TİC. A.Ş. İlerlemenin Yolu...
 DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
InoTec Akademi Eğitim Listesi
 InoTec Akademi Eğitim Listesi "Yatırımların en etkilisi insana yapılandır" Geleceğe Hazırlar www.inotecakademi.com.tr Sertifika Programlarımız Sertifika Programlarımız "Geleceği şekillendiren uzmanlar"
InoTec Akademi Eğitim Listesi "Yatırımların en etkilisi insana yapılandır" Geleceğe Hazırlar www.inotecakademi.com.tr Sertifika Programlarımız Sertifika Programlarımız "Geleceği şekillendiren uzmanlar"
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
w w w. t e g e p. o r g. t r
 w w w. t e g e p. o r g. t r TEGEP ÇALIŞMA KOMİTELERİ REHBERİ SÜREÇ A. Komiteler her faaliyet döneminde yönetim kurulu kararı ile (yeniden) oluşturulur. Faaliyetlerin derneğe katma değer sağlayan somut
w w w. t e g e p. o r g. t r TEGEP ÇALIŞMA KOMİTELERİ REHBERİ SÜREÇ A. Komiteler her faaliyet döneminde yönetim kurulu kararı ile (yeniden) oluşturulur. Faaliyetlerin derneğe katma değer sağlayan somut
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
BİRLİKTE TOPLANTILARI- ÇİMSA
 BİRLİKTE TOPLANTILARI- ÇİMSA 4/20/2017 White Paper / PERYÖN Yayınlar 2017.19 2015-2016 PERYÖN İnsan Yönetimi Ödülleri, Fark Yaratan İK Projeleri kategorisinde başarı ödülü alan Çimsa nın, 2017 yılında
BİRLİKTE TOPLANTILARI- ÇİMSA 4/20/2017 White Paper / PERYÖN Yayınlar 2017.19 2015-2016 PERYÖN İnsan Yönetimi Ödülleri, Fark Yaratan İK Projeleri kategorisinde başarı ödülü alan Çimsa nın, 2017 yılında
TÜPRAG EFEMÇUKURU ALTIN MADENİ Mustafa TÜLÜ Kaizen No: 109 Tarih : 15/06/2018 YERALTI ENERJİ TÜKETİMİNİN %10 AZALTILMASI
 TÜPRA EFEMÇUKURU ALTIN MADENİ Mustafa TÜLÜ Kaizen No: 109 Tarih : 15/06/2018 YERALTI ENERJİ TÜKETİMİNİN %10 AZALTILMASI MADEN ÇALIŞMA DÖNÜSÜ Yeraltında delme, patlatma, nakliye ve tahkimat işleri ile üretim
TÜPRA EFEMÇUKURU ALTIN MADENİ Mustafa TÜLÜ Kaizen No: 109 Tarih : 15/06/2018 YERALTI ENERJİ TÜKETİMİNİN %10 AZALTILMASI MADEN ÇALIŞMA DÖNÜSÜ Yeraltında delme, patlatma, nakliye ve tahkimat işleri ile üretim
Kalite Yönetim Sistemi El Kitabı Dok.No: AU KYS EK Bölüm 9 Performans değerlendirme
 İzleme, ölçme, analiz ve değerlendirme Kalite Yönetim Sistemi El Kitabı Performans değerlendirme Altınbaş Üniversitesinde idari ve destek hizmetler kapsamında uygulanan ISO 9001:2015 Kalite Yönetim Sisteminin
İzleme, ölçme, analiz ve değerlendirme Kalite Yönetim Sistemi El Kitabı Performans değerlendirme Altınbaş Üniversitesinde idari ve destek hizmetler kapsamında uygulanan ISO 9001:2015 Kalite Yönetim Sisteminin
SATIN ALMA VE TEDARİKÇİ DEĞERLENDİRME TALİMATI
 SAYFA NO 1 / 5 1. AMAÇ Bu talimatta; satın alma faaliyetlerinin belirlenmesi, tedarikçilerin tanımlanması, seçilmesi, değerlendirilmesi, yasal kriterlere ve firma; ISO 22000 Satın Alma Şartnamelerine uygun
SAYFA NO 1 / 5 1. AMAÇ Bu talimatta; satın alma faaliyetlerinin belirlenmesi, tedarikçilerin tanımlanması, seçilmesi, değerlendirilmesi, yasal kriterlere ve firma; ISO 22000 Satın Alma Şartnamelerine uygun
de i im Kaizen Kamil BOLAT
 Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI
 Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Click to edit Master title style Türkiye de Ekip Çalışmaları ve Ödül Süreci PROBLEM ÇÖZME TEKNİKLERİ.
 Click to edit Master title style Türkiye de Ekip Çalışmaları ve Ödül Süreci PROBLEM ÇÖZME TEKNİKLERİ Click İÇERİKto edit Master title style Türkiye Kalite Derneği KalDer Kaizen, TPM ve Kalite Çemberi Nedir?
Click to edit Master title style Türkiye de Ekip Çalışmaları ve Ödül Süreci PROBLEM ÇÖZME TEKNİKLERİ Click İÇERİKto edit Master title style Türkiye Kalite Derneği KalDer Kaizen, TPM ve Kalite Çemberi Nedir?
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
Main-Cert Kompetenzprofil für Fach- und Führungskompetenzen in der Instandhaltung (Supervisor)
") 1 Bakım ihtiyacı analizi 1.1 Temel bakım işlemleri bakım, teknik servis, inceleme, onarım 1.2 Bakım yöntemleri (stratejiler) önleyici, düzeltici, arıza temelli, döngüsel önleyici, duruma dayalı bakım 1.3
1 Bakım ihtiyacı analizi 1.1 Temel bakım işlemleri bakım, teknik servis, inceleme, onarım 1.2 Bakım yöntemleri (stratejiler) önleyici, düzeltici, arıza temelli, döngüsel önleyici, duruma dayalı bakım 1.3
SEÇİL KAUÇUK DOĞADAN. O-Ring Kaizen. Yeşil Fırtına
 SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
HAKKIMIZDA yılında Ankara da kurulmuştur. 15 kişi çalışmaktadır.
 HAKKIMIZDA 2004 yılında Ankara da kurulmuştur. 15 kişi çalışmaktadır. Çevre danışmanlık hizmeti konusunda uzmanlaşmış ve Bakanlıkça yetkilendirilmiştir. Çevre izin ve lisans başvuruları işlemleri, çevre
HAKKIMIZDA 2004 yılında Ankara da kurulmuştur. 15 kişi çalışmaktadır. Çevre danışmanlık hizmeti konusunda uzmanlaşmış ve Bakanlıkça yetkilendirilmiştir. Çevre izin ve lisans başvuruları işlemleri, çevre
AHİ EVRAN ÜNİVERSİTESİ KALİTE YÖNETİM SİSTEMİ 2018 YILI UYGULAMA REHBERİ
 AHİ EVRAN ÜNİVERSİTESİ KALİTE YÖNETİM SİSTEMİ YILI UYGULAMA REHBERİ KALİTE YÖNETİM KOORDİNATÖRLÜĞÜ SUNUŞ Üniversitemizin Kalite Yönetim Sistemi, 2017 yılı içerisinde Yüksek Öğretim Kurulu tarafından, Kurumsal
AHİ EVRAN ÜNİVERSİTESİ KALİTE YÖNETİM SİSTEMİ YILI UYGULAMA REHBERİ KALİTE YÖNETİM KOORDİNATÖRLÜĞÜ SUNUŞ Üniversitemizin Kalite Yönetim Sistemi, 2017 yılı içerisinde Yüksek Öğretim Kurulu tarafından, Kurumsal
Kurumsal Eğitimlerimiz
 2017 Kurumsal Eğitimlerimiz İçindekiler YÖNETİCİLİK ve YÖNETİM BECERİLERİ EĞİTİMLERİ... 11 Yöneticilik ve Liderlik Eğitimi... 11 Finansçı Olmayanlar için Finans Yönetimi Eğitimi... 12 Yönetimde Temel Yaklaşımlar
2017 Kurumsal Eğitimlerimiz İçindekiler YÖNETİCİLİK ve YÖNETİM BECERİLERİ EĞİTİMLERİ... 11 Yöneticilik ve Liderlik Eğitimi... 11 Finansçı Olmayanlar için Finans Yönetimi Eğitimi... 12 Yönetimde Temel Yaklaşımlar
OFİS SÜREÇLERİNDE YALINLAŞMA
 OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
28.10.2009. 1. Rakamlarla İş Bankası. 2. İş Bankası Müşteri Odaklı Dönüşüm Programı. 4. Misyon, Vizyon ve Çalışma İlkelerimiz
 Yetenek Yönetimi Bölümü 27 Ekim 2009 1. Rakamlarla İş Bankası 2. İş Bankası Müşteri Odaklı Dönüşüm Programı 3. Yeni İK İş Modeli 4. Misyon, Vizyon ve Çalışma İlkelerimiz 5. Yetenek Yönetimi Yaklaşımımız
Yetenek Yönetimi Bölümü 27 Ekim 2009 1. Rakamlarla İş Bankası 2. İş Bankası Müşteri Odaklı Dönüşüm Programı 3. Yeni İK İş Modeli 4. Misyon, Vizyon ve Çalışma İlkelerimiz 5. Yetenek Yönetimi Yaklaşımımız
RİSKLERİ DEĞERLENDİRME REHBERİ
 T.C DÖŞEMEALTI KAYMAKAMLIĞI Döşemealtı İlçe Milli Eğitim Müdürlüğü RİSKLERİ DEĞERLENDİRME REHBERİ İÇİNDEKİLER 1. RİSK DEĞERLENDİRME VE İÇ KONTROL SİSTEMİ ORGANİZASYON ŞEMASI.. 3 ORGANİZASYON ŞEMASI...
T.C DÖŞEMEALTI KAYMAKAMLIĞI Döşemealtı İlçe Milli Eğitim Müdürlüğü RİSKLERİ DEĞERLENDİRME REHBERİ İÇİNDEKİLER 1. RİSK DEĞERLENDİRME VE İÇ KONTROL SİSTEMİ ORGANİZASYON ŞEMASI.. 3 ORGANİZASYON ŞEMASI...
Ali TERCAN Damla Su Sapanca Fabrikası Kalite Güvence Müdürü
 COCA-COLA İÇECEK DAMLA SU Ali TERCAN Damla Su Sapanca Fabrikası Kalite Güvence Müdürü 26.02.2015 Önde gelen Coca-Cola Şişeleyicisi 2. en büyük nüfusa sahip şişeleyici 6. en büyük hacme sahip şişeleyici
COCA-COLA İÇECEK DAMLA SU Ali TERCAN Damla Su Sapanca Fabrikası Kalite Güvence Müdürü 26.02.2015 Önde gelen Coca-Cola Şişeleyicisi 2. en büyük nüfusa sahip şişeleyici 6. en büyük hacme sahip şişeleyici
SÜREKLİ İYİLEŞTİRME. Kalite güvence için uygunsuzluk yönetimi. Görev
 SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
%72 Orhan Holding %28 Magneti Marelli (1993)
") MATAY Bursa Görükle Fabrikası 1987 Kuruluş %72 Orhan Holding %28 Magneti Marelli (1993) 2008 Karacabey Fabrikası kuruldu. MİSYON,VİZYON VE DEĞERLERİMİZ MİSYONUMUZ Paydaşlarımızın memnuniyetini sağlamak.
MATAY Bursa Görükle Fabrikası 1987 Kuruluş %72 Orhan Holding %28 Magneti Marelli (1993) 2008 Karacabey Fabrikası kuruldu. MİSYON,VİZYON VE DEĞERLERİMİZ MİSYONUMUZ Paydaşlarımızın memnuniyetini sağlamak.
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
ÖNCE-SONRA KAIZEN FORMU
 ÖNCE-SONRA KAIZEN FORMU Kaizen Konusu: Bitmiş ürünün ambalajlama revizyonu Tarih: 01.02.2015 Takım Üyeleri ve Görevleri: Oğuz Başeğmez ( Kalite Kontrol Yöneticisi)- Ali Gelir ( Sevkiyat Uzmanı) Kaizen
ÖNCE-SONRA KAIZEN FORMU Kaizen Konusu: Bitmiş ürünün ambalajlama revizyonu Tarih: 01.02.2015 Takım Üyeleri ve Görevleri: Oğuz Başeğmez ( Kalite Kontrol Yöneticisi)- Ali Gelir ( Sevkiyat Uzmanı) Kaizen
Satınalma Yönetiminde 14 adımlık Tasarruf Listesi
 / Satınalma Tasarruf Listesi 1 Satınalma Yönetiminde 14 adımlık Tasarruf Listesi Bu sunum sadece cengizpak.com.tr site üyeleri içindir Hazırlayan : Cengiz Pak cengizpak.com.tr Avcının Silahı Kullanılabilir
/ Satınalma Tasarruf Listesi 1 Satınalma Yönetiminde 14 adımlık Tasarruf Listesi Bu sunum sadece cengizpak.com.tr site üyeleri içindir Hazırlayan : Cengiz Pak cengizpak.com.tr Avcının Silahı Kullanılabilir
YAŞAR HOLDİNG. GIDA ve İÇECEK GRUBU YALIN 6 SİGMA YAYILIMI
 YAŞAR HOLDİNG GIDA ve İÇECEK GRUBU YALIN 6 SİGMA YAYILIMI 2014 Yolculuğumuz Nasıl Başladı? 2008 En az 3 yıl tecrübeli 10 kişi, tam zamanlı çalışmak üzere, mevcut görevlerini bırakıp yeni görevine başlamaya
YAŞAR HOLDİNG GIDA ve İÇECEK GRUBU YALIN 6 SİGMA YAYILIMI 2014 Yolculuğumuz Nasıl Başladı? 2008 En az 3 yıl tecrübeli 10 kişi, tam zamanlı çalışmak üzere, mevcut görevlerini bırakıp yeni görevine başlamaya
*Oerlikon Kaynak Elektrodları. *Yağlı Elektrod Firesini Azaltarak Üretim Verimliliğini Artırma
 *Oerlikon Kaynak Elektrodları *Yağlı Elektrod Firesini Azaltarak Üretim Verimliliğini Artırma 1 PROJE NEDİR? Yağlı Elektrod Firesini Azaltarak Üretim Verimliliğini Artırma MW_2015_WB02_10 Continue Fırın
*Oerlikon Kaynak Elektrodları *Yağlı Elektrod Firesini Azaltarak Üretim Verimliliğini Artırma 1 PROJE NEDİR? Yağlı Elektrod Firesini Azaltarak Üretim Verimliliğini Artırma MW_2015_WB02_10 Continue Fırın
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
WCM - Dünya Klasında Üretim. 7 Haziran 2014
 WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
DEVLET MALZEME OFİSİ TOPLAM KALİTE YÖNETİMİ UYGULAMA VE ÖDÜL YÖNERGESİ BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar
 DEVLET MALZEME OFİSİ TOPLAM KALİTE YÖNETİMİ UYGULAMA VE ÖDÜL YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç Madde l - Bu Yönergenin amacı, Devlet Malzeme Ofisi Merkez, Taşra Teşkilâtı ve
DEVLET MALZEME OFİSİ TOPLAM KALİTE YÖNETİMİ UYGULAMA VE ÖDÜL YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç Madde l - Bu Yönergenin amacı, Devlet Malzeme Ofisi Merkez, Taşra Teşkilâtı ve
ÖN TETKİK PROSEDÜRÜ. İlk Yayın Tarihi: Doküman Kodu: PR 09. Revizyon No-Tarihi: Sayfa No: 1 / 6 REVİZYON BİLGİSİ. Hazırlayan : Onaylayan :
 PR 9 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 9 16.4.27 2 / 6 Bu prosedür,
PR 9 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 9 16.4.27 2 / 6 Bu prosedür,
Zemin ve gövde bölümlerinin 11 Farklı süblimasyon metali renginde imalatı yapılmaktadır.
 MYK01 Metal Yaka İsimliği Süblimasyon baskıya uygundur. Bu ürüne ait kalıpların tamamı firmamıza ait olduğu için mevcut olan her renk süblimasyon metaline tam profesyonel kesim yapılmaktadır. Süblimasyon
MYK01 Metal Yaka İsimliği Süblimasyon baskıya uygundur. Bu ürüne ait kalıpların tamamı firmamıza ait olduğu için mevcut olan her renk süblimasyon metaline tam profesyonel kesim yapılmaktadır. Süblimasyon
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ
 DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ Depo nedir? Depo Hizmeti alan iç ve dış müşteriler için, depo tam zamanlı ve müşteri odaklı çalışan stratejik destek bir birimdir. Depo, katma değer üretilen
DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ Depo nedir? Depo Hizmeti alan iç ve dış müşteriler için, depo tam zamanlı ve müşteri odaklı çalışan stratejik destek bir birimdir. Depo, katma değer üretilen
Hasar Claimlerini Azaltma GM Depo Operasyonu
 Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İÇ TETKİKÇİ DEĞERLENDİRME SINAVI
 13.07.2018 ISO 9001:2015 İÇ TETKİKÇİ DEĞERLENDİRME SINAVI Soru Sayısı: 33 Süre: 40 Dakika Ad SOYAD: Bölüm: ADL Danışmanlık ve Eğitim Hizmetleri OĞUZ ÖZTÜRK Soru-1) Aşağıdakilerden hangisi ISO 9001:2015
13.07.2018 ISO 9001:2015 İÇ TETKİKÇİ DEĞERLENDİRME SINAVI Soru Sayısı: 33 Süre: 40 Dakika Ad SOYAD: Bölüm: ADL Danışmanlık ve Eğitim Hizmetleri OĞUZ ÖZTÜRK Soru-1) Aşağıdakilerden hangisi ISO 9001:2015
teknolojinin yeni adresi
 teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
DAMLA SU LİDERLİK MODELİ
 DAMLA SU LİDERLİK MODELİ Şahin Keykan Operasyon Müdürü 2016 Damla Su Sapanca Fabrikası 22,000 m 2 alanda Aralık 2006 da kurulmuştur. Coca-Cola İçecek A.Ş. nin ilk ve en yüksek kapasiteli su fabrikasıdır.
DAMLA SU LİDERLİK MODELİ Şahin Keykan Operasyon Müdürü 2016 Damla Su Sapanca Fabrikası 22,000 m 2 alanda Aralık 2006 da kurulmuştur. Coca-Cola İçecek A.Ş. nin ilk ve en yüksek kapasiteli su fabrikasıdır.
İŞ SAĞLIĞI VE YÖNETİM SİSTEMLERİ
 İŞ SAĞLIĞI VE YÖNETİM SİSTEMLERİ YÖNETİM, en genel anlamıyla, başkaları vasıtasıyla iş yapmak olarak tanımlanır. İktisatçılara göre YÖNETİM, emek, sermaye ve doğal kaynaklar ile beraber üretim faktörlerinden
İŞ SAĞLIĞI VE YÖNETİM SİSTEMLERİ YÖNETİM, en genel anlamıyla, başkaları vasıtasıyla iş yapmak olarak tanımlanır. İktisatçılara göre YÖNETİM, emek, sermaye ve doğal kaynaklar ile beraber üretim faktörlerinden
İŞLETMELERDE İŞ SÜREÇ YÖNETİMİ (BPM) UYGULAMASI. Hazırlayanlar Fatma Didem GÜRKAN Endüstri Mühendisi Ahmet Alper ÇALIŞKAN Endüstri Mühendisi
 UYGULAMASI. Hazırlayanlar Fatma Didem GÜRKAN Endüstri Mühendisi Ahmet Alper ÇALIŞKAN Endüstri Mühendisi") İŞLETMELERDE İŞ SÜREÇ YÖNETİMİ (BPM) UYGULAMASI Hazırlayanlar Fatma Didem GÜRKAN Endüstri Mühendisi Ahmet Alper ÇALIŞKAN Endüstri Mühendisi Ajanda 1) İş Süreç Yönetimi (BPM) 2) BPM Yazılımları 3) Farklı
İŞLETMELERDE İŞ SÜREÇ YÖNETİMİ (BPM) UYGULAMASI Hazırlayanlar Fatma Didem GÜRKAN Endüstri Mühendisi Ahmet Alper ÇALIŞKAN Endüstri Mühendisi Ajanda 1) İş Süreç Yönetimi (BPM) 2) BPM Yazılımları 3) Farklı
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
2014-2015 KAIZEN AKADEMİ EĞİTİM KATALOĞU
 2014-2015 KAIZEN AKADEMİ EĞİTİM KATALOĞU KAIZEN EĞİTİM KATALOĞU İÇİNDEKİLER TABLOSU KALİTE YÖNETİM EĞİTİMLERİ... 2 A. Kalite Yönetim Sistemi Programı... 2 A1. ISO 9001 Kalite Yönetim Sistemleri Bilgilendirme
2014-2015 KAIZEN AKADEMİ EĞİTİM KATALOĞU KAIZEN EĞİTİM KATALOĞU İÇİNDEKİLER TABLOSU KALİTE YÖNETİM EĞİTİMLERİ... 2 A. Kalite Yönetim Sistemi Programı... 2 A1. ISO 9001 Kalite Yönetim Sistemleri Bilgilendirme
Kalite Yönetim Sistemi (KYS) kapsamında belirlenen prosesler için risk ve fırsatların değerlendirilmesi faaliyetlerini kapsar.
 kapsamında belirlenen prosesler için risk ve fırsatların değerlendirilmesi faaliyetlerini kapsar.") 1. AMAÇ Bu prosedürün amacı; risk ve fırsatları değerlendirmeye yönelik faaliyetlerin belirlenen şartlara uygunluğunu sağlayacak bir yöntem oluşturmaktır. 2. KAPSAM Kalite Yönetim Sistemi (KYS) kapsamında
1. AMAÇ Bu prosedürün amacı; risk ve fırsatları değerlendirmeye yönelik faaliyetlerin belirlenen şartlara uygunluğunu sağlayacak bir yöntem oluşturmaktır. 2. KAPSAM Kalite Yönetim Sistemi (KYS) kapsamında
KALİTE BİRİM SORUMLULARI EĞİTİMİ
 KALİTE BİRİM SORUMLULARI EĞİTİMİ 2018/I (05.09.18) Ülkü SU BİLGİN CICP-MHU Stratejik Yönetim ve Planlama Birimi Yöneticisi TANIŞMA.. EĞİTİM PLANI Eğitimin amacı Kalite Yönetim Sistemi o Nedir? o Sistem:
KALİTE BİRİM SORUMLULARI EĞİTİMİ 2018/I (05.09.18) Ülkü SU BİLGİN CICP-MHU Stratejik Yönetim ve Planlama Birimi Yöneticisi TANIŞMA.. EĞİTİM PLANI Eğitimin amacı Kalite Yönetim Sistemi o Nedir? o Sistem:
 Eti de TPM ve Kazandrdklar ET RKETLER GRUBU ET RKETLER GRUBU Bisküvi, Kek ve Çikolata alannda 315 çeit ürün 5 ayr üretim tesisi 200.000 ton/yl üretim Toplam 580 milyon USD yllk sat cirosu 190.000 sat noktas
Eti de TPM ve Kazandrdklar ET RKETLER GRUBU ET RKETLER GRUBU Bisküvi, Kek ve Çikolata alannda 315 çeit ürün 5 ayr üretim tesisi 200.000 ton/yl üretim Toplam 580 milyon USD yllk sat cirosu 190.000 sat noktas
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
Yassı Damla Sulama Borusu. Fayda & Özellikleri. Her Damlada Daha Fazla Bereket
 Jain Turbo Excel Kıyaslamanın Ötesindeki Mükemmellik Fayda & Özellikleri Yenilikçi Kademeli Labirent Hidrodinamik bir şekilde tasarlanmış kademeli diş yapısı çift akış rejimi oluşturmasına yardım eder.
Jain Turbo Excel Kıyaslamanın Ötesindeki Mükemmellik Fayda & Özellikleri Yenilikçi Kademeli Labirent Hidrodinamik bir şekilde tasarlanmış kademeli diş yapısı çift akış rejimi oluşturmasına yardım eder.
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
İTÜ SEM KALİTE YÖNETİCİLİĞİ SÜREÇ ve DOKÜMANTASYON YÖNETİMİ PROJESİ
 İTÜ SEM KALİTE YÖNETİCİLİĞİ SÜREÇ ve DOKÜMANTASYON YÖNETİMİ PROJESİ ÜLKER GIDA BİSKÜVİ SANAYİ A.Ş BİSKÜVİ FABRİKASININ ÇEVRE BOYUTLARI VE GERİ DÖNÜŞÜM PROJESİ Muhammed Fatih SERTKAYA mfatih.sertkaya@gmail.com
İTÜ SEM KALİTE YÖNETİCİLİĞİ SÜREÇ ve DOKÜMANTASYON YÖNETİMİ PROJESİ ÜLKER GIDA BİSKÜVİ SANAYİ A.Ş BİSKÜVİ FABRİKASININ ÇEVRE BOYUTLARI VE GERİ DÖNÜŞÜM PROJESİ Muhammed Fatih SERTKAYA mfatih.sertkaya@gmail.com
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
YÖNETİMİN SAĞLIK SEKTÖRÜNDE UYGULANABİLİRLİĞİ. Neslihan ŞİMŞEK İNÖNÜ ÜNİVERSİTESİ
 YALIN YÖNETİMİN SAĞLIK SEKTÖRÜNDE UYGULANABİLİRLİĞİ Neslihan ŞİMŞEK İNÖNÜ ÜNİVERSİTESİ GİRİŞ Sağlıkta artan maliyetleri ve israfı azaltmak, kaliteyi artırmak, hasta ve çalışan memnuniyetini artırmak Yalın
YALIN YÖNETİMİN SAĞLIK SEKTÖRÜNDE UYGULANABİLİRLİĞİ Neslihan ŞİMŞEK İNÖNÜ ÜNİVERSİTESİ GİRİŞ Sağlıkta artan maliyetleri ve israfı azaltmak, kaliteyi artırmak, hasta ve çalışan memnuniyetini artırmak Yalın
1. AŞAMA TETKİK PROSEDÜRÜ
 PR 1 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 1 16.4.27 2 / 6 Bu prosedür,
PR 1 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 1 16.4.27 2 / 6 Bu prosedür,
7. Mükemmellik İçin Sürekli İyileştirme Konferansı
 7. Mükemmellik İçin Sürekli İyileştirme Konferansı EFQM ile Hayatımıza Girenler Farklı Görevlerde Liderlerimiz olmasına karşın, bu liderlerden beklentilerimizi belirleme ve liderlerimizi gruplandırma çalışmalarında
7. Mükemmellik İçin Sürekli İyileştirme Konferansı EFQM ile Hayatımıza Girenler Farklı Görevlerde Liderlerimiz olmasına karşın, bu liderlerden beklentilerimizi belirleme ve liderlerimizi gruplandırma çalışmalarında
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
Pamukta Muhafaza Islahı
 Güven BORZAN DOĞU AKDENİZ GEÇİT KUŞAĞI TARIMSAL ARAŞTIRMA ENSTİTÜSÜ MÜDÜRLÜĞÜ Bitkisel üretim; toprak, su,iklim gibi doğal kaynaklar ile kimyasal ve organik gübreler, pestisit, tarım makineleri, tohum
Güven BORZAN DOĞU AKDENİZ GEÇİT KUŞAĞI TARIMSAL ARAŞTIRMA ENSTİTÜSÜ MÜDÜRLÜĞÜ Bitkisel üretim; toprak, su,iklim gibi doğal kaynaklar ile kimyasal ve organik gübreler, pestisit, tarım makineleri, tohum
Headcount Planlama Formu HR Self Servis /Headcount Planlama sistemi üzerinden kullanılmaktadır. Seçme ve Yerleştirme Prosedürü
 1.AMAÇ Bu prosedürün amacı, Şirket bünyesinde yer alan fonksiyonların kadro ihtiyaçlarının analiz edilmesi, headcount (insangücü) bütçesinin takibi ve işe alım süreçlerinin planlanması amacıyla her yıl
1.AMAÇ Bu prosedürün amacı, Şirket bünyesinde yer alan fonksiyonların kadro ihtiyaçlarının analiz edilmesi, headcount (insangücü) bütçesinin takibi ve işe alım süreçlerinin planlanması amacıyla her yıl