Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMHANE-
|
|
|
- Turgay Togan
- 5 yıl önce
- İzleme sayısı:
Transkript
1 Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE-
2 KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2 OEE Kaybı Kalıp Ön Isıtma Süre(dk)/ün 962,4 ün/ 28 Tezgah %2,4 OEE Kaybı 2016 yılında Alçak Basınç Döküm tezgahlarında( eçmişe dönük 1 senelik veri alınmıştır) * Kalıp Bekleme için her gün 498 dk/28tezgah toplam * Kalıp Ön ısıtma için 962 dk/28tezgah toplam kaybedildiği ortaya konmuştur. *2016 yılı Bütçe OEE hedefi %79,0 gerçekleşen %77,2 *2016 Setup hedefi %5,1 gerçekleşen %6,1 edeflerde sapma olunca bu konu ele alınması için yönetimimiz çağrı yapmıştır. *Kalıp Ön Isıtma ve Kalıp Bekleme hedefinde gerçekleşmediği için toplamda OEE değerinde %3,6 kayıp yaşanmıştır.
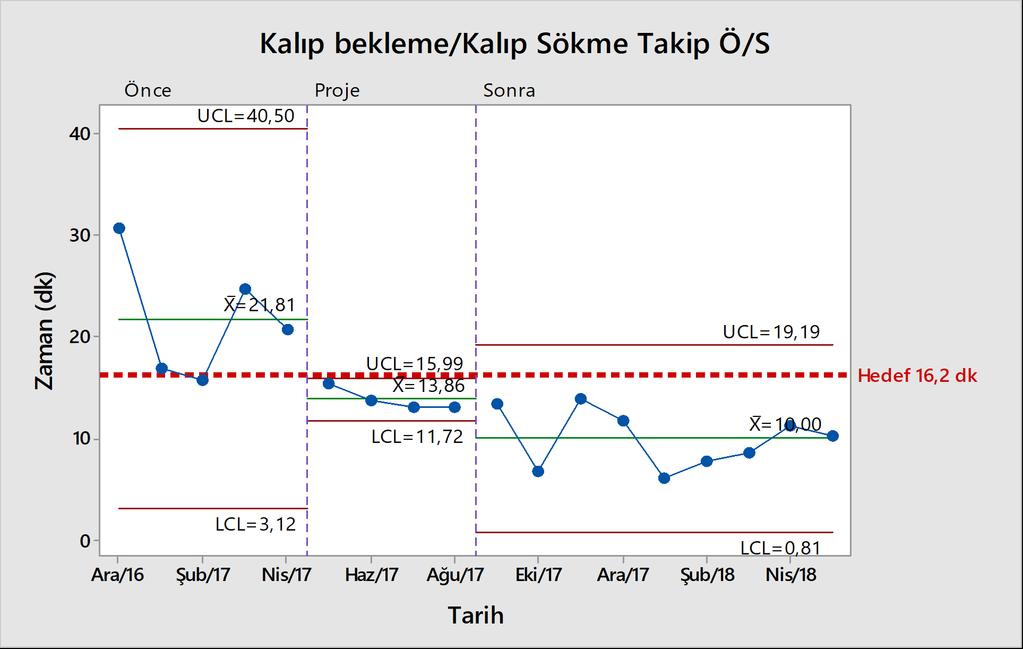
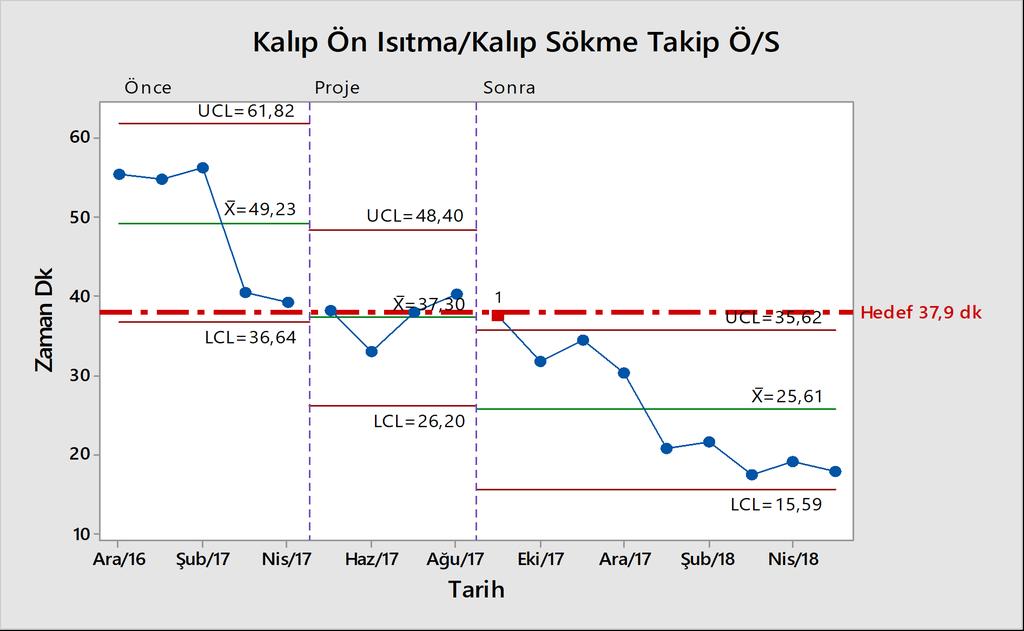
3 EDEF BELİRLEME Kalıp ön ısıtma /Kalıp Sökme Kalıp Bekleme /Kalıp Sökme 44,6 dk 2016 Yıl Ortalaması 23,1 dk 2016 Yıl Ortalaması %15 edefimiz %15 azaltmak %30 edefimiz %30 azaltmak 37,9 dk Kasim 2017 edefi 16,2 dk Kasım 2017 edefi %İyileşme hedefleri 2016 yılı içerisindeki en iyi gerçekleşen durumlar baz alınarak verilmiştir. Kazanç dk dk/yıl Kazanç Jant Jant/Yıl Finansal Kazanç /Yıl

4 Sponsor: Oğuz Özmen (COO) Ekip Üyesi:ökhan Car-Dökümhane rup Sözcüsü Ekip Üyesi:Onur Beyter- Dökümhane Mühendisi Ekip Üyesi:uriye üler- Üretim Planlama Mühendisi Ekip Üyesi:İsmail İçli- Dökümhane Kıdemli Uzmanı Ekip Üyesi:Aslan Ertan- Dökümhane Ekip Sözcüsü Ekip Üyesi:Ozan Özoğlu- Dökümhane Ekip Sözcüsü EKİP BELİRLEME Ekip Üyesi:ökhan Aydoğan- Dökümhane Ekip Sözcüsü Sponsor:arun Erürün- Üretim Planlama Ve Method Müdürü Proje Lideri:Deniz Kozan-Üretim Planlama Kıdemli Mühendisi Proje ekibi çalışma zamanı : 3-5 saat /hafta


 sağlanır. Mavi ve Beyaz yaka dengesine dikkat edilir. er dönem yaklaşık 10 Yeşil Kuşak, 10 Sarı Kuşak ve bunun yanında bölümlerin hedeflerinde de olan bir çok kaizen gerçekleştirilir.")
5 YÖNETİM DESTEĞİ ve EKİP BELİRLEME Cevher Olarak Sürekli İyileştirme ve Yönetim Desteği Politikamız Cevher Sürekli İyileştirme faaliyetleri; Kaizen, Yalın6Sigma, 5S, TPM, Poka-Yoke, örsel Fabrika, QA, Obeya vd. konuları aktif olarak kapsamaktadır. Bu çalışmalar Kalite ve Sürekli İyileştirme Müdürlüğü altında organize edilmektedir. Cevher her bütçe döneminde kurumsal hedeflerine yönelik olarak hedeflerini belirler. KPI hedefleri bölümlere yıl başında aktarılır. Aylık olarak hedefler yönetimimiz tarafından takip edilir. Projelerimiz de, dönem başında verilen hedeflere uygun olarak proje havuzundan seçilir. KPI kapsamında ayrıca CI kazançları da gözden geçirilir. Ekip lideri ataması gerçekleştirilir. Ekipler, proje liderlerimizin belirlemesi ve iletişimi ile gönüllülerden oluşur. Ayrıca her projemizin firma içi rehber ataması yapılır. erekli destek (danışmanlık, eğitim, kaynak ihtiyaçları vd.) sağlanır. Mavi ve Beyaz yaka dengesine dikkat edilir. er dönem yaklaşık 10 Yeşil Kuşak, 10 Sarı Kuşak ve bunun yanında bölümlerin hedeflerinde de olan bir çok kaizen gerçekleştirilir. er dönem ihtiyaca göre sarı ve yeşil kuşak eğitimleri gerçekleştirilmektedir. Firmamızda 20 Yeşil Kuşak ve 2 Kara Kuşak bunun yanında bir çok Sarı Kuşak sahibi çalışanımız bulunmaktadır. Sürmekte olan ve tamamlanan projelerin Sürekli İyileştirme tarafından göstergeleri takip edilmekte ve sürekliliğin sağlanamadığı aylar ile ilgili geri dönüşler ilgililere sağlanarak aksiyon beklenmektedir. Ayrıca Cevher Öneri Sistemi ve Ödüllendirme sistemi, Sürekli İyileştirme kültürümüzü destekleyen faaliyetlerdir. Bütçe dönemimizde Sürekli İyileştirme için ayrı bir bütçe belirlenerek yönetimimiz kaynak ihtiyacını garantiye almaktadır.
6 PROJE PLANI TÖAİK ADIMI TANIMLAMA ÖLÇME-ANALİZ İYİLEŞTİRME KONTROL STANDARTLAŞTIRMA Plan Ekip oluşturulması Mevcut Durum Analizi Muhtemel Kök Sebeplerin Belirlenmesi Veri toplama ve rafiksel Analizler edef ve Kapsamın Belirlenmesi,, Ara Sunum yapılması ve Yönetim Onayı Alınması Kök Neden Analizlerinin Yapılarak Doğrulanması Ara Sunum erçekleştirilmesi Aksiyonların Devreye Alınması ve Tamamlanması Proje İzleme ve İstatistiksel Yöntemler İle Aksiyon Etkinliklerinin Kontrolü,Sonuç İzleme Standartlaştırma/Yaygınaştırma Faaliyetleri Çevreye Katkı Raporlaması FİNAL SUNUŞ Şirket Pozisyonu Planlama Müdürü Planlama Müdürü Planlama Müh. DKM Operatörler Planlama Müh. DKM Operatörler Planlama Müdürü Planlama Müh. DKM Operatörler Planlama Müdürü Planlama Müh. DKM Operatörler Planlama Müh. DKM Operatörler Planlama Müh. DKM Operatörler Planlama Müh. DKM Operatörler Sistem Sorumlusu Lider, Süreç Sahibi Ekip, Süreç Sahibi Ekip Ekip Ekip, Süreç Sahibi Ekip Ekip, Süreç Sahibi Ekip Ekip Ekip Ekip / / :hedef veya gerçekleşen hafta 22.haft a 23.haft a aftalar 24.haft a az 2017 Tem 2017 Ağusto s 2017 Eylül 2017 Kasım 2017 Yönetim Onayı Kasım 2017 Proje planı yönetim ile paylaşılmış ve onay alınmıştır.

7 MEVCUT DURUM ANALİZİ Proje öncesi gerçekleşen ortalama duruşlar incelediğinde; *Kalıp bekleme duruş ortalaması 22,25 dk *Kalıp Ön ısıtma ortalaması 43,94 dk.
8 KALIP AZIRLIK MEVCUT DURUM ANALİZİ AB TEZAI KALIP ISITMA azır Kalıp Varmı? AYIR EVET Kalıp Sökme Kalıbın Yedeği Varmı? AY AYIR Forklift ile Kalıbı Isıtma Alanından Al Kalıp azır mı? EVE az Beki Sökülür EVET Kalıp Isıtma Kalıp Toplanır Kalıp Aparatına Kalıp Bağlanır Kalıp Takma Kalıp Ön Isıtma %2,4 OEE Kaybı Kalıp Sıcaklığı Yeterli mi? AYIR Kalıp Ön Isıtma EVET Üretime Başla
 olduğu görülmüştür.")

9 Kalıp Değişim Neden/Alt Neden Pareto Analizi ANALİZ *Kalıp Değişim sebepleri analiz edilmiş, poteyaj bitmesi %75,9 ana sebep olarak görülmüştür. Poteyajın alt nedeni ise Plansız Poteyajın (NP) olduğu görülmüştür. Plansız poteyaj duruşlarının azaltılması gerekliliği ortaya konulmuştur. Bilgi : Poteyaj : Döküm işlemlerinde katılaşmaya yön vermek,kalıbı korumak ve kaliteyi artırmak amacıyla döküm kalıplarını kullanım öncesi refrakter malzeme ile kaplayarak döküm işlemlerine hazırlamaktır.
10 61S/67S Alaşım Bazında Poteyaj Box Plot ANALİZ 61S Poteyaj edefi; 330 adet jant/poteyaj 67S Poteyaj edefi; 650 adet jant/poteyaj Poteyaj başına dökülmesi gereken jantlar hedef alınmıştır. Böylece setup sıklığı azaltılabilecektir.
11 Kalıp Ön Isıtma Süreleri ANALİZ Interval Plot of Ön Isıtma Süresi(dk) 95% CI for the Mean Ebat 1 4 Isıtma dışarda Evet ayır Evet ayır Evet ayır 1 7 Evet ayır 1 8 Evet ayır Ön Isıtma Süresi(dk) Individual standard deviations are used to calculate the intervals. *2 aylık veri toplanması sonrası dışarıda ısıtılmış ama yinede tezgahta ısıtılan (Evet) kalıpların ısıtma sürelerinde ebatın etkili olmadığı ve ısıtma süresinin tezgah üzerinde standart olmadığı görülmüştür. (kırmızı) *Dışarıda ısıtılmamış (ayır) direk tezgah üzerinde kalıp ısıtmanın da inc değeri ile + korelasyonun olmadığı farklı inclerin aynı sürede ısıtılarak devreye alındığı,aynı modelin farklı kalıplarınında da aynı ısıtma süresi ile standart olmayan bir şekilde zaman kaybedildiği analiz edilmiştir.
 Video Avix")

12 Tek forklift + azır Kalıp (Isıtılmış) Video Avix Çalışması ANALİZ Analizler AVIX setup modülü kullanılarak gerçekleştirilmiştir.
13 Problemler; UYULAMA Planlı model değişimlerinin vardiya sonuna bırakılması/yığılma yaşanması Kalıp imalat bölümü ile düzenli bir haberleşme sağlanaması enellikle tek forklift kullanılması Kalıp Ön ısıtma fırını devreye alınmamış olması Aksiyon Önceliklendirme Matrisi; Derecelendirme Puanı Aksiyon edefe Etki Uygulama Maliyeti Uygulama Kolaylığı Uygulama ızı Ağırlık Puanı Sorumlu Tarih Durum Poteyaj planı devreye alma Onur Beyter Eyl.17 Tamamlandı Kalıp değişimi sırasında 2 forklift kullanılması İsmail İçli 24.afta Tamamlandı Kalıp hazırlık ve döküm operatörleri arasında iletişimin kolaylaştırılması için ekip ökhan Car Tamamlandı sözcülerine telsiz telefon tahsis edilmesi 23.afta Kalıp ısıtma cihazının (Promeos) alınması Aslı Karadoğan(Satınalma) Ağu.17 Tamamlandı Tezgah üzerinde kalıbın ısıtılması esnasında kalıbın sıcaklığının ölçülerek sinyal vermesi için kalıplar üzerine termocouple takılması ve uyarı sinyali için tezgaha entegre edilmesi erek örülmedi Kalıp ısıtma istasyonu kurulması Muammer Orhan(Bakım Onarım) Tem.17 Tamamlandı
 Video Avix")

14 İYİLEŞTİRME 1 Çift forklift + azır Kalıp (Isıtılmış) Video Avix Çalışması UYULAMA Analizler AVIX setup modülü kullanılarak gerçekleştirilmiştir.

15 UYULAMA 1 / POTEYAJ PLANI UYULAMA Veri izliliği Sebebi ile izlemiştir Eylül 2017 başında planlı poteyaj uygulamasına geçildi. Ekim 2017 başında afinaj programları ve bekletme ocağına hangi tip havanın gireceği poteyaj planında belirtildi. Kalıp bakımları üretim planına göre günlük olarak planlanıyor
 İş güvenliği Isıtma Fırını")


16 UYULAMA2 / PROMEOS KALIP ISITMA CİAZI Kapasite/İşlem Süresi 6 Isıtma/Vardiya ( 50 dk Alt Maça+ 40 dk Üst Maça) Isıtma Fırını Kazanımları Kalıp Ön Isıtma Süre/Sıklık azalması omejen Kalıp Isıtma Yapılabilmesi Poteyaja zarar vermemesi Ergonomik kullanım (Vinç yapılacak) İş güvenliği Isıtma Fırını Maliyeti UYULAMA ÖNCE UYULAMA3 / KALIP ISITMA İSTASYONU Kalıp ısıtma eskiden dağınık bir alanda ve iş güvenliği açısından uygun olmayan bir şekilde gerçekleştiriliyordu. Isıtma bekleri dağınık bir şekildeydi. Tek bir ısıtma beki ile gerçekleştiriliyordu. Kalıp Isıtma İstasyonu Maliyeti 1200 Yapılan iyileştirme sonrası ısıtma bekleri sabitlendi,aynı anda 4 kalıp ısıtılabilir bir istasyon yapıldı ve iş güveliği açısından daha uygun bir alan oluşturuldu ve Ekim 2017 den itibaren kullanımına geçildi.bu işlem standart haline gelmiştir. Beklenen ROI yaklaşık: 12 Ay erçekleşen ROI yaklaşık: 9 Ay SONRA
17 SONUÇ VE KAZANIMLAR
18 SONUÇ VE KAZANIMLAR
19 Kalıp ön ısıtma /Kalıp Sökme SONUÇ VE KAZANIMLAR Kalıp Bekleme /Kalıp Sökme 44,6 dk 2016 Ortalaması 23,1 dk 2016 Ortalaması %15 edef %30 edef 37,9 dk 2017 edef 16,2 dk 2017 edef 29,1 dk Proje sonu gerçekleşen 11,1 dk Proje sonu gerçekleşen Sonuçlarımızı böylece 2018 bütçesine dahil edebildik. Kazanç dk dk/yıl Kazanç Jant Jant/Yıl Finansal Kazanç ,5 /Yıl
20 STANDARTLAŞTIRMA/YAYINLAŞTIRMA Ekim 2017 itibari ile Poteyaj Planı periyodik olarak her hafta hazırlanmaktadır.(dökümhane) Kalıp bakımları, üretim planlama ve kontrol talimatında belirtildiği üzere her hafta Cuma günü bir sonraki haftanın aftalık Döküm Planı baz alınarak planlanmaya başlamıştır.(kalıphane) aftalık Döküm Planı güncel aktif/pasif kalıp bilgisi dikkate alınarak hazırlanmaktadır.(planlama/kalıphane) er ay SAP den alınan kalıp durum bilgisi ile mevcut sipariş bilgisi karşılaştırılmakta ve bu bilgi ilgili kişiler(dökümhane,kalıphane) ile paylaşılmaktadır. (Aktif Kalıp Durum Bilgisi Tablosu) Döküm tezgahı operatörlerine ve kalıp hazırlık operatörlerine TNE (Tek nokta eğitimi) verilmiştir.
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Yardımcı Tesislerde Elektrik Tüketimlerinin Azaltılması
 Yardımcı Tesislerde Elektrik Tüketimlerinin Azaltılması kwh / ambarjant KONU SEÇİMİ I Chart of Spesifik Tüketim 26 24 UCL=23,79 22 20 18 _ X=18,40 16 14 12 LCL=13,00 Ocak 17 Şubat 17 Mart 17 Nisan 17 Mayıs
Yardımcı Tesislerde Elektrik Tüketimlerinin Azaltılması kwh / ambarjant KONU SEÇİMİ I Chart of Spesifik Tüketim 26 24 UCL=23,79 22 20 18 _ X=18,40 16 14 12 LCL=13,00 Ocak 17 Şubat 17 Mart 17 Nisan 17 Mayıs
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI
 Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
Boyahane Doğalgaz Tüketiminin Azaltılması
 Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
REXAM KAĐZEN ÇALIŞMASI
 REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
trex DCAS trex DCAS Software & Automation ( Data Collection & Automation Systems )
") Software & Automation trex DCAS ( Data Collection & Automation Systems ) trex DCAS Üretimden Veri Toplama ve Verimlilik Takip Sistemi Volkan BİLMİŞ MERT YAZILIM LTD. ŞTİ. [16.03.2012] TREX DCAS ( Data
Software & Automation trex DCAS ( Data Collection & Automation Systems ) trex DCAS Üretimden Veri Toplama ve Verimlilik Takip Sistemi Volkan BİLMİŞ MERT YAZILIM LTD. ŞTİ. [16.03.2012] TREX DCAS ( Data
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
SEÇİL KAUÇUK YILDIZ ENTEGRE. O-Ring Kaizen. Zaman Avcıları
 SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
TREX OEE EL KİTABI OEE EL KİTABI. Eğitim Danışmanlık. www.trex.com.tr OTONOM BAKIM POKA YOKE KAIZEN SMED ÖNLEYİCİ OEE BAKIM PROAKTİF BAKIM
 KAIZEN OTONOM BAKIM POKA YOKE 5S SMED OEE PROAKTİF BAKIM ÖNLEYİCİ BAKIM Eğitim Danışmanlık Eğitim Danışmanlık 1 2 3 4 5 Makinelerimizde her gün karşılaştığımız örnek olayların kayıplar ile olan ilişkileri;
KAIZEN OTONOM BAKIM POKA YOKE 5S SMED OEE PROAKTİF BAKIM ÖNLEYİCİ BAKIM Eğitim Danışmanlık Eğitim Danışmanlık 1 2 3 4 5 Makinelerimizde her gün karşılaştığımız örnek olayların kayıplar ile olan ilişkileri;
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.10.2017 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-01) Risk
Sayfa No: 1-5 Doküman Tarihi: 12.10.2017 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-01) Risk
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
AHİ EVRAN ÜNİVERSİTESİ KALİTE YÖNETİM SİSTEMİ 2018 YILI UYGULAMA REHBERİ
 AHİ EVRAN ÜNİVERSİTESİ KALİTE YÖNETİM SİSTEMİ YILI UYGULAMA REHBERİ KALİTE YÖNETİM KOORDİNATÖRLÜĞÜ SUNUŞ Üniversitemizin Kalite Yönetim Sistemi, 2017 yılı içerisinde Yüksek Öğretim Kurulu tarafından, Kurumsal
AHİ EVRAN ÜNİVERSİTESİ KALİTE YÖNETİM SİSTEMİ YILI UYGULAMA REHBERİ KALİTE YÖNETİM KOORDİNATÖRLÜĞÜ SUNUŞ Üniversitemizin Kalite Yönetim Sistemi, 2017 yılı içerisinde Yüksek Öğretim Kurulu tarafından, Kurumsal
OFİS SÜREÇLERİNDE YALINLAŞMA
 OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
T. C. KAMU İHALE KURUMU
 T. C. KAMU İHALE KURUMU Elektronik İhale Dairesi KALİTE YÖNETİM SİSTEMİ BT Strateji Yönetimi BT Hizmet Yönetim Politikası Sürüm No: 6.0 Yayın Tarihi: 26.02.2015 444 0 545 2012 Kamu İhale Kurumu Tüm hakları
T. C. KAMU İHALE KURUMU Elektronik İhale Dairesi KALİTE YÖNETİM SİSTEMİ BT Strateji Yönetimi BT Hizmet Yönetim Politikası Sürüm No: 6.0 Yayın Tarihi: 26.02.2015 444 0 545 2012 Kamu İhale Kurumu Tüm hakları
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Rakiplerimizle rekabet için daha az enerji tüketimi Gelecek kuşaklara yaşanabilir bir Dünya
 NEDEN ENERJİYE ODAKLANDIK? Rakiplerimizle rekabet için daha az enerji tüketimi Gelecek kuşaklara yaşanabilir bir Dünya Ölçemediğimiz hiç bir şeyi iyileştiremeyiz Felsefesi ile yola çıkarak kullandığımız
NEDEN ENERJİYE ODAKLANDIK? Rakiplerimizle rekabet için daha az enerji tüketimi Gelecek kuşaklara yaşanabilir bir Dünya Ölçemediğimiz hiç bir şeyi iyileştiremeyiz Felsefesi ile yola çıkarak kullandığımız
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
OYAK RENAULT ERGONOMİ UYGULAMALARI. DRH / 1740 Département Conditions et Santé de Travail 1
 OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
SÜREKLİ İYİLEŞTİRME. Kalite güvence için uygunsuzluk yönetimi. Görev
 SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Coca-Cola İçecek Ankara Fabrikası ABC Yüksek Basınç Kompresörü Yarım Yük Otomasyon Kaizen Projesi
 Coca-Cola İçecek Ankara Fabrikası ABC Yüksek Basınç Kompresörü Yarım Yük Otomasyon Kaizen Projesi 8 Ekim 2015 1 1.PROJENİN BELİRLENMESİ 2.EKİP ÜYELERİNİN BELİRLENMESİ 3.HEDEFİN BELİRLENMESİ 4.AKSİYON PLANI
Coca-Cola İçecek Ankara Fabrikası ABC Yüksek Basınç Kompresörü Yarım Yük Otomasyon Kaizen Projesi 8 Ekim 2015 1 1.PROJENİN BELİRLENMESİ 2.EKİP ÜYELERİNİN BELİRLENMESİ 3.HEDEFİN BELİRLENMESİ 4.AKSİYON PLANI
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul SICAK
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul SICAK
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
Aslı Ceyhan. Endüstri Yüksek Mühendisi 01 Osmangazi Üniversitesi İdeal Kurumsal Hizmetler Danışman, Eğitmen
 Aslı Ceyhan Endüstri Yüksek Mühendisi 01 Osmangazi Üniversitesi 2014- İdeal Kurumsal Hizmetler Danışman, Eğitmen 2005-2014 Coşkunöz Metal Form Lojistik Operasyon Kısım Müdürü Lojistik Mühendislik Kısım
Aslı Ceyhan Endüstri Yüksek Mühendisi 01 Osmangazi Üniversitesi 2014- İdeal Kurumsal Hizmetler Danışman, Eğitmen 2005-2014 Coşkunöz Metal Form Lojistik Operasyon Kısım Müdürü Lojistik Mühendislik Kısım
T.C. ANKARA SOSYAL BİLİMLER ÜNİVERSİTESİ İÇ DENETİM BİRİMİ KALİTE GÜVENCE VE GELİŞTİRME PROGRAMI
 T.C. ANKARA SOSYAL BİLİMLER ÜNİVERSİTESİ İÇ DENETİM BİRİMİ KALİTE GÜVENCE VE GELİŞTİRME PROGRAMI ANKARA-2017 İÇİNDEKİLER 1. GENEL HÜKÜMLER... 3 2. İÇ DEĞERLENDİRMELER... 3 2.1. SÜREKLİ İZLEME... 3 2.2.
T.C. ANKARA SOSYAL BİLİMLER ÜNİVERSİTESİ İÇ DENETİM BİRİMİ KALİTE GÜVENCE VE GELİŞTİRME PROGRAMI ANKARA-2017 İÇİNDEKİLER 1. GENEL HÜKÜMLER... 3 2. İÇ DEĞERLENDİRMELER... 3 2.1. SÜREKLİ İZLEME... 3 2.2.
SEÇİL KAUÇUK BETA ZİRAAT. O-Ring Kaizen. Ekibi. Mavi Takım Kaizen Ekibi
 SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
CVR 381/421 Model Jant Fire İyileştirmesi
 CVR 381/421 Model Jant Fire İyileştirmesi PROJE İSMİ CVR 381 fire iyileştirme PROJE NO 2017_LT_03 SPONSOR PROJE LİDERİ ŞAMPİYON Oğuz Özmen (COO) Günay TEZER (Proses Kalite Uz.), Alper KAYA (Met.Lab.Kıd.Müh.)
CVR 381/421 Model Jant Fire İyileştirmesi PROJE İSMİ CVR 381 fire iyileştirme PROJE NO 2017_LT_03 SPONSOR PROJE LİDERİ ŞAMPİYON Oğuz Özmen (COO) Günay TEZER (Proses Kalite Uz.), Alper KAYA (Met.Lab.Kıd.Müh.)
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
Önemli KPI Örnekleri
 Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni
 Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni KONU SEÇİMİ Fabrika içerisinde iyileştirme çalışmaları başladığından itibaren en büyük kir kaynağı olan tozun önüne geçmek için çalışmalar
Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni KONU SEÇİMİ Fabrika içerisinde iyileştirme çalışmaları başladığından itibaren en büyük kir kaynağı olan tozun önüne geçmek için çalışmalar
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ
 KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
de i im Kaizen Kamil BOLAT
 Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması. 14 Temmuz 2018
 Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
İZMİR BÜYÜKŞEHİR BELEDİYESİ İÇ KONTROL SİSTEMİ ÇALIŞMALARI SUNUCU AYDIN GÜZHAN MALİ HİZMETLER DAİRE BAŞKANI
 İZMİR BÜYÜKŞEHİR BELEDİYESİ İÇ KONTROL SİSTEMİ ÇALIŞMALARI SUNUCU AYDIN GÜZHAN MALİ HİZMETLER DAİRE BAŞKANI * 5018 Sayılı Kanun Md.55 İç Kontrol Nedir? İç kontrol;idarenin amaçlarına, belirlenmiş politikalara
İZMİR BÜYÜKŞEHİR BELEDİYESİ İÇ KONTROL SİSTEMİ ÇALIŞMALARI SUNUCU AYDIN GÜZHAN MALİ HİZMETLER DAİRE BAŞKANI * 5018 Sayılı Kanun Md.55 İç Kontrol Nedir? İç kontrol;idarenin amaçlarına, belirlenmiş politikalara
Click with the right mouse button on the graphic and choose change picture. Fındık Zar Soyma Operasyonunun İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Fındık Zar Soyma Operasyonunun İyileştirilmesi 1-Konu Seçimi (Theme Selection) Önce Vurgunlu Fındık ZAR ALICI Sonra Zar alıcı
Click with the right mouse button on the graphic and choose change picture Fındık Zar Soyma Operasyonunun İyileştirilmesi 1-Konu Seçimi (Theme Selection) Önce Vurgunlu Fındık ZAR ALICI Sonra Zar alıcı
Verimli İş Ortağınız... BAKIM PLANI SKOR YAZILIM VE BİLİŞİM POLEN YAZILIM
 BAKIM PLANI İÇİNDEKİLER AMAÇ KAPSAM KULLANIM EKRANI SONUÇ AMAÇ Açıklama Üretim Tezgahları, Ölçüm Aletleri gibi bakım yapılan cihazların Periyodik bakımları ile Arıza larını takip eden bir yazılımdır. Demirbaş
BAKIM PLANI İÇİNDEKİLER AMAÇ KAPSAM KULLANIM EKRANI SONUÇ AMAÇ Açıklama Üretim Tezgahları, Ölçüm Aletleri gibi bakım yapılan cihazların Periyodik bakımları ile Arıza larını takip eden bir yazılımdır. Demirbaş
TÜPRAG EFEMÇUKURU ALTIN MADENİ Mustafa TÜLÜ Kaizen No: 109 Tarih : 15/06/2018 YERALTI ENERJİ TÜKETİMİNİN %10 AZALTILMASI
 TÜPRA EFEMÇUKURU ALTIN MADENİ Mustafa TÜLÜ Kaizen No: 109 Tarih : 15/06/2018 YERALTI ENERJİ TÜKETİMİNİN %10 AZALTILMASI MADEN ÇALIŞMA DÖNÜSÜ Yeraltında delme, patlatma, nakliye ve tahkimat işleri ile üretim
TÜPRA EFEMÇUKURU ALTIN MADENİ Mustafa TÜLÜ Kaizen No: 109 Tarih : 15/06/2018 YERALTI ENERJİ TÜKETİMİNİN %10 AZALTILMASI MADEN ÇALIŞMA DÖNÜSÜ Yeraltında delme, patlatma, nakliye ve tahkimat işleri ile üretim
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Tik Tak Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
KASTAMONU ENTEGRE A.Ş. 5S UYGULAMALARI
 KASTAMONU ENTEGRE A.Ş. 5S UYGULAMALARI 5S NEDİR? / NEDEN 5S? 5S NEDİR? Beş aşamadan oluşan, adını Japonca beş kelimenin baş harflerinden alan bir işyeri organizasyonu yöntemidir. NEDEN 5S? SEIRI (AYIKLA)
KASTAMONU ENTEGRE A.Ş. 5S UYGULAMALARI 5S NEDİR? / NEDEN 5S? 5S NEDİR? Beş aşamadan oluşan, adını Japonca beş kelimenin baş harflerinden alan bir işyeri organizasyonu yöntemidir. NEDEN 5S? SEIRI (AYIKLA)
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
WCM - Dünya Klasında Üretim. 7 Haziran 2014
 WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
DEMİSAŞ DÖKÜM. Maçahane Ekibi
 DEMİSAŞ DÖKÜM Maçahane Ekibi MAÇA MAKİNELERİNDE KALIP DEĞİŞİM SÜRELERİNİN KISALTILMASI 11 Ekim 2012, Bilecik 2 Kırklareli Edirne Tekirdağ Çanakkale Balıkesir Manisa İzmir İstanbul Sakarya Kocaeli Düzce
DEMİSAŞ DÖKÜM Maçahane Ekibi MAÇA MAKİNELERİNDE KALIP DEĞİŞİM SÜRELERİNİN KISALTILMASI 11 Ekim 2012, Bilecik 2 Kırklareli Edirne Tekirdağ Çanakkale Balıkesir Manisa İzmir İstanbul Sakarya Kocaeli Düzce
MerSis. Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri
 MerSis Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri Bilgi Teknolojileri risklerinize karşı aldığınız önlemler yeterli mi? Bilgi Teknolojileri Yönetimi danışmanlık hizmetlerimiz, Kuruluşunuzun Bilgi
MerSis Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri Bilgi Teknolojileri risklerinize karşı aldığınız önlemler yeterli mi? Bilgi Teknolojileri Yönetimi danışmanlık hizmetlerimiz, Kuruluşunuzun Bilgi
1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması
 1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması 2. Takım : BOZKURTLAR EKİBİ (22.9.216) Sponsor Behçet GÜVEN Lider Üye Üye Üye Üye Üye Erden EKKAZAN Fehim HACIPEHLİVAN Yüksel
1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması 2. Takım : BOZKURTLAR EKİBİ (22.9.216) Sponsor Behçet GÜVEN Lider Üye Üye Üye Üye Üye Erden EKKAZAN Fehim HACIPEHLİVAN Yüksel
Hedef Uygunsuz olarak alınan ve laboratuvara uygunsuz olarak gelen örneklerin oranını 4 ay içerisinde % 85 azaltmak ve devamlılığını sağlamak.
 Çalışmanın Adı: ACB de Uygun Olmayan Örneklerin Azaltılması Kalite İyileştirme Çalışması Çalışmanın Yürütücüleri: Saliha Koç, Kayıhan Çalışkan, Zuhal Erdil, Nihal Arslan, Elif Karakaş, Şeila Ayaz Sorunun
Çalışmanın Adı: ACB de Uygun Olmayan Örneklerin Azaltılması Kalite İyileştirme Çalışması Çalışmanın Yürütücüleri: Saliha Koç, Kayıhan Çalışkan, Zuhal Erdil, Nihal Arslan, Elif Karakaş, Şeila Ayaz Sorunun
Hasar Claimlerini Azaltma GM Depo Operasyonu
 Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
TARİH :06/08/2007 REVİZYON NO: 3. www.marelektrik.com KALİTE EL KİTABI : YÖNETİM TEMSİLCİSİ. Sayfa 1 / 6
 TARİH :06/08/2007 REVİZYON NO: 3 KALİTE EL KİTABI HAZIRLAYAN ONAYLAYAN : YÖNETİM TEMSİLCİSİ : YÖN. KURUL BŞK. Sayfa 1 / 6 TARİH :06/08/2007 REVİZYON NO:3 İÇİNDEKİLER : 1. TANITIM, 2. KALİTE POLİTİKASI
TARİH :06/08/2007 REVİZYON NO: 3 KALİTE EL KİTABI HAZIRLAYAN ONAYLAYAN : YÖNETİM TEMSİLCİSİ : YÖN. KURUL BŞK. Sayfa 1 / 6 TARİH :06/08/2007 REVİZYON NO:3 İÇİNDEKİLER : 1. TANITIM, 2. KALİTE POLİTİKASI
Daha çok değil, daha akıllı çalışmak
 Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
MAYIS 2014 İÇ KONTROL SİSTEMİ ÇALIŞMALARI
 MAYIS 2014 İÇ KONTROL SİSTEMİ ÇALIŞMALARI Genel Müdürlüğümüzün iç kontrol sistemi Dışarıdan danışmanlık hizmeti satın alınmadan %97 oranında tamamlanmıştır. Diğer kalan kısmı için, Devlet Personel Başkanlığı
MAYIS 2014 İÇ KONTROL SİSTEMİ ÇALIŞMALARI Genel Müdürlüğümüzün iç kontrol sistemi Dışarıdan danışmanlık hizmeti satın alınmadan %97 oranında tamamlanmıştır. Diğer kalan kısmı için, Devlet Personel Başkanlığı
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
ORTAK SAĞLIK GÜVENLİK BİRİMLERİ İÇİN İŞ SAĞLIĞI GÜVENLİĞİ YAZILIMI
 ORTAK SAĞLIK GÜVENLİK BİRİMLERİ İÇİN İŞ SAĞLIĞI GÜVENLİĞİ YAZILIMI OSGB ler için oluşturulmuş bu yazılım sadece iş sağlığı güvenliği uygulamalarını değil Bir OSGB de gerekli olan bütün faaliyetleri kapsamaktadır.
ORTAK SAĞLIK GÜVENLİK BİRİMLERİ İÇİN İŞ SAĞLIĞI GÜVENLİĞİ YAZILIMI OSGB ler için oluşturulmuş bu yazılım sadece iş sağlığı güvenliği uygulamalarını değil Bir OSGB de gerekli olan bütün faaliyetleri kapsamaktadır.
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
Veri Madenciliği Yöntemleriyle İGDAŞ Çağrı Merkezi Veri Analizi VE Kalite Fonksiyon Yayılımı Yöntemiyle Süreç İyileştirme Çalışması
 Veri Madenciliği Yöntemleriyle İGDAŞ Çağrı Merkezi Veri Analizi VE Kalite Fonksiyon Yayılımı Yöntemiyle Süreç İyileştirme Çalışması Nilay Kurşunoğlu, PwC Yönetim Danışmanlığı Biz Kimiz? Orhan Cem Sorumlu
Veri Madenciliği Yöntemleriyle İGDAŞ Çağrı Merkezi Veri Analizi VE Kalite Fonksiyon Yayılımı Yöntemiyle Süreç İyileştirme Çalışması Nilay Kurşunoğlu, PwC Yönetim Danışmanlığı Biz Kimiz? Orhan Cem Sorumlu
Atlas Copco Orjinal Servis Kullanım Avantajları
 Atlas Copco Orjinal Servis Kullanım Avantajları %100 güvenilir Atlas Copco orjinal yedek parçaları; kompresörünüzle aynı kalite standartlarına göre üretildiğinden, kompresörünüz bakıma girdikten sonra
Atlas Copco Orjinal Servis Kullanım Avantajları %100 güvenilir Atlas Copco orjinal yedek parçaları; kompresörünüzle aynı kalite standartlarına göre üretildiğinden, kompresörünüz bakıma girdikten sonra
Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları
 30.05.2013 Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları Taşkın KOÇAK Endüstri mühendisi İş güvenliği uzmanı 1/30 AJANDA İş güvenliğinde 7 adım yaklaşımı Rutin olmayan faaliyetlerde
30.05.2013 Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları Taşkın KOÇAK Endüstri mühendisi İş güvenliği uzmanı 1/30 AJANDA İş güvenliğinde 7 adım yaklaşımı Rutin olmayan faaliyetlerde
TOPLAM VERİMLİ BAKIMIN EKONOMİK ANALİZİ
 TOPLAM VERİMLİ BAKIMIN EKONOMİK ANALİZİ Ekerim A., Evcimen N., Sezer R. Yıldız Teknik Üniversitesi Metalurji ve Malzeme Mühendisliği Bölümü Esenler /İSTANBUL 1 SUNUM İÇERİĞİ GİRİŞ YÖNTEM ve PROBLEM SEÇİMİ
TOPLAM VERİMLİ BAKIMIN EKONOMİK ANALİZİ Ekerim A., Evcimen N., Sezer R. Yıldız Teknik Üniversitesi Metalurji ve Malzeme Mühendisliği Bölümü Esenler /İSTANBUL 1 SUNUM İÇERİĞİ GİRİŞ YÖNTEM ve PROBLEM SEÇİMİ
A3N 10 adım kaizen çalışması. A3N Verimlilik iyileştirme çalışması Senem Kunter
 A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
RADYOLOJİDE YALIN İYİLEŞME. Yük. End Müh: Reşan ARLIER Adana Kamu Hastaneler Birliği Genel Sekreterliği Ar-ge Ve Proje Birim Sorumlusu
 RADYOLOJİDE YALIN İYİLEŞME Yük. End Müh: Reşan ARLIER Adana Kamu Hastaneler Birliği Genel Sekreterliği Ar-ge Ve Proje Birim Sorumlusu SUNUM PLANI Yalın Hastane yolculuğu Radyoloji mevcut durum analizi
RADYOLOJİDE YALIN İYİLEŞME Yük. End Müh: Reşan ARLIER Adana Kamu Hastaneler Birliği Genel Sekreterliği Ar-ge Ve Proje Birim Sorumlusu SUNUM PLANI Yalın Hastane yolculuğu Radyoloji mevcut durum analizi
Doğal Gaz Dağıtım Sektöründe Kurumsal Risk Yönetimi. Mehmet Akif DEMİRTAŞ Stratejik Planlama ve Yönetim Sistemleri Müdürü İGDAŞ 29.05.
 Doğal Gaz Dağıtım Sektöründe Kurumsal Risk Yönetimi Mehmet Akif DEMİRTAŞ Stratejik Planlama ve Yönetim Sistemleri Müdürü İGDAŞ 29.05.2013 İÇERİK Risk, Risk Yönetimi Kavramları Kurumsal Risk Yönetimi (KRY)
Doğal Gaz Dağıtım Sektöründe Kurumsal Risk Yönetimi Mehmet Akif DEMİRTAŞ Stratejik Planlama ve Yönetim Sistemleri Müdürü İGDAŞ 29.05.2013 İÇERİK Risk, Risk Yönetimi Kavramları Kurumsal Risk Yönetimi (KRY)
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ
 COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
Jeotermal Projelerinde Sosyal Risk ve Etkiler Türkiye Jeotermal Geliştirme Projesi
 BURCU ERGIN SOSYAL KORUMA POLITIKALARI UZMANI DÜNYA BANKASI RSM TANITIM ÇALIŞTAYI IZMIR, 5 TEMMUZ 2018 Jeotermal Projelerinde Sosyal Risk ve Etkiler Türkiye Jeotermal Geliştirme Projesi Çevresel ve sosyal
BURCU ERGIN SOSYAL KORUMA POLITIKALARI UZMANI DÜNYA BANKASI RSM TANITIM ÇALIŞTAYI IZMIR, 5 TEMMUZ 2018 Jeotermal Projelerinde Sosyal Risk ve Etkiler Türkiye Jeotermal Geliştirme Projesi Çevresel ve sosyal
BAŞLAMA TARİHİ. 2. 90 Gün çalışmasının duyurulması 11.11.2013 15.11.2013 HASTANE
 90 GÜN ÇALIŞMASI REVİZYON-1 TALİMATLAR BAŞLAMA TARİHİ BİTİŞ TARİHİ GÖREV DAĞILIMI 1. 90 Gün katılım yoklaması 11.11.2013 11.11.2013 GENEL SEKRETERLİK 2. 90 Gün çalışmasının duyurulması 11.11.2013 15.11.2013
90 GÜN ÇALIŞMASI REVİZYON-1 TALİMATLAR BAŞLAMA TARİHİ BİTİŞ TARİHİ GÖREV DAĞILIMI 1. 90 Gün katılım yoklaması 11.11.2013 11.11.2013 GENEL SEKRETERLİK 2. 90 Gün çalışmasının duyurulması 11.11.2013 15.11.2013
İç Tetkik Prosedürü Dok.No: KYS PR 02
 AMAÇ Üniversitemizde uygulanan ve KYS kapsamına alınan faaliyetlerin, Kalite Yönetim Sistemi şartlarımıza, yasal şartlara ve ISO 9001:2015 standardı şartlarına uygunluğunun ve etkinliğinin planlı ve sistematik
AMAÇ Üniversitemizde uygulanan ve KYS kapsamına alınan faaliyetlerin, Kalite Yönetim Sistemi şartlarımıza, yasal şartlara ve ISO 9001:2015 standardı şartlarına uygunluğunun ve etkinliğinin planlı ve sistematik
Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları. Goodyear İzmit İş Güvenliği ve Çevre Bölümü
 Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları Gönül YÜZBEY İş Güvenliği i ve Çevre MüdürüM ŞİRKET HAKKINDA 1898 de A.B.D nin Ohio eyaletinin Akron kentinde kuruldu. İsmini, vulkanizasyon işlemini
Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları Gönül YÜZBEY İş Güvenliği i ve Çevre MüdürüM ŞİRKET HAKKINDA 1898 de A.B.D nin Ohio eyaletinin Akron kentinde kuruldu. İsmini, vulkanizasyon işlemini
* Kuruluşunuzun Adı. 1) STK ya İLİŞKİN BİLGİLER 2) 1. BAĞLANTI KİŞİSİNE İLİŞKİN BİLGİLER. Page 1
 STK ya İLİŞKİN BİLGİLER 2) 1. BAĞLANTI KİŞİSİNE İLİŞKİN BİLGİLER. Page 1") 1. Hayata Destek Derneği (HDD), Mahalle Afet Gönüllüleri Vakfı (MAG), Mavi Kalem Sosyal Yardımlaşma ve Dayanışma Derneği (MK) bir araya gelerek Sivil Toplum Afet Platformunu (SİTAP) kurmak üzere çalışmalara
1. Hayata Destek Derneği (HDD), Mahalle Afet Gönüllüleri Vakfı (MAG), Mavi Kalem Sosyal Yardımlaşma ve Dayanışma Derneği (MK) bir araya gelerek Sivil Toplum Afet Platformunu (SİTAP) kurmak üzere çalışmalara