GÜNDOĞARKEN AĞAÇ BAZLI PANEL SEKTÖRÜNÜN GLOBAL OYUNCUSU GLOBAL PLAYER OF THE WOOD BASED PANEL INDUSTRY
|
|
|
- Hakan Ersoy
- 5 yıl önce
- İzleme sayısı:
Transkript

1



2 GÜNDOĞARKEN

3 SMED Ekip Tanıtımı 1. EKİP FOTOĞRAFI Grup Üyeleri SMED Görevi İsim Soyisim Ünvan Sponsor Mustafa KARAMANLI Mdf. İşlt. Müh. Lider Serhan ERKAYIRAN Yongalama ustabaşısı Yazıcı Duran POLAT Yongalama operatörü Üye Ali ÖZDEMİR Mekanik ustabaşısı Üye Veysel KARANİ AHİ Mekanik Müh. Üye Alper SATIK Elk. Oto. Müh. Üye Alper ÖZTÜRK Pres Operatörü Üye Ercan AKARSU Kalite operatörü
 Mustafa")

 Ali ÖZÇELİK")
 Duran POLAT")
4 GRUP ÜYELERİ Alper SATIK (Üye) Mustafa KARAMANLI (Sponsor) Veysel Ahi KARANİ (Üye) Serhan ERKAYIRAN (Lider) Ali ÖZÇELİK (Üye) Ercan AKARSU (Üye) Duran POLAT (Yazıcı Alper ÖZTÜRK (Üye)
5 SMED Çalışması Tanıtımı Konu Çalışma Aralığı Toplantı Süresi :Chipper Çaplı Tomrukların Hattan Çıkarılmasının Zorluğu : (Ağustos-Aralık) : 1-2 Saat. Toplantı Frekansı : 2 toplantı/ay Toplantı Sayısı : 10 Çalışma Sahası : Adana Mdf İşletmesi, Chipper
6 SMED Zaman Planı Planla No SMED Adımları Aylar AĞUSTOS EYLÜL EKİM KASIM ARALIK 1 Ekip Belirleme Plan Gerçek 2 Problemin Mevcut Durum Analizi (veriler ve görseller ile etki, şiddet ve sonuçlar analizi) Plan Gerçek 3 Problem Tanımlama 4 Hedef Belirleme 5 Setup Gözlem Formunun Oluşturulması 6 SMED Aksiyon Planının Oluşturulması 7 Smed Aksiyonlarının Uygulanması 8 SMED Aksiyonlarının Etkinlik Kontrolü 9 Standartlaştırma 10 Yaygınlaştırma Plan Gerçek Plan Gerçek Plan Gerçek Plan Gerçek Plan Gerçek Plan Gerçek Plan Gerçek Plan Gerçek Planlanan Gerçekleşen




7 Saha Analizi (Muda) İsraf Analizi Planla Taşıma Gereksiz insan hareketi Çaplı odunun sahadan alınması sırasında odunun tutulması ve bırakma noktasında yaşanan sıkıntılar Gereksiz İnsan Hareketi Fazla Üretim Gereksiz işlem Çaplı odunun hattan çıkarılması güçlüklerine karşı gereksiz işlem uygulanmaktadır.. Gereksiz İşlem MUDA Gereksiz Stok Bekleme Çaplı odunun hattan çıkarılma süresinin uzaması ile makinanın boşta çalışma süresi uzamaktadır. Kusurlu Üretim Bekleme











8 Saha Analizi - Süreç Analizi Planla Hammadde Yongalama Depolama Liflendirme Tutkallama Ebatlama Sıcak Pres Serme Kurutma Soğutma Depolama Zımpara Yarı Mamul
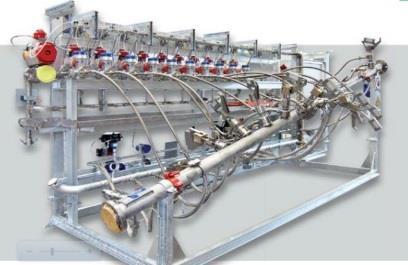
9 Saha Analizi - Süreç Analizi Planla SMED çalışmamız Yongalama (chipper) hattında gerçekleşmektedir Ve iş akışını kısaca; Çaplı tomruğun hatta gelmesi Makine ağzında ve hatta tomruğun durdurulması Vinç yardımı ile ve kurtağzı yardımı ile tomruğu kavrama Kurtağzı ile tutulan tomruğun vinç yardımı ile hattın dışına çıkarılması Hattın dışına çıkarılan tomruğun kurt ağzından serbest bırakılarak vinci eski konumuna alınması. şeklinde özetleyebiliriz. Yongalama
10 Mevcut Durum Tespiti Planla 2018 AĞUSTOS ARALIK AYI AYLIK OLARAK CHİPPER YONGALAMA VE BOŞTA ÇALIŞMA SÜRELERİ Tarih Chipper çalışma süresi/dk Chipper yongalama süresi/dk Ağustos Eylül Ekim Kasım Chipper boşta çalışma süresi/dk İncelemeye alınan 2018 Ağustos 2018 Aralık arasını kapsayan 5 aylık dönemde toplamda dk çalışan chipper, 5 ayda toplam dk boşta çalışma süresi gerçekleşmiştir. Aralık Toplam Ortalama : 3621 dk olarak gerçekleşmiştir
11 Mevcut Durum Tespiti Planla Toplam çalışma Yongalama süresi Boşta çalışma Ağustos Eylül Ekim Kasım Aralık
12 Mevcut Durum Tespiti Planla Boşta çalışma 27,00% 26,00% 25,00% 24,00% 23,00% 25,74% 24,52% 26,11% 26,15% 22,84% Boşta çalışma Chipper makinanın toplam çalışma sürelerine oranla boşta çalışma yüzdeleri grafikteki şekilde gerçekleşmiştir. 22,00% 21,00% Ağustos Eylül Ekim Kasım Aralık

13 Mevcut Durum Tespiti Planla Chipper Operatörüne çaplı tomrukların hattan alınması için maruziyet değerlendirme formu düzenlendi.
14 Mevcut Durum Tespiti Planla DEĞERLENDİRME SONUCU Yapılan Görevin Tanımları: Çaplı Tomrukların Hattan Çıkarılması MARUZİYET SEVİYESİ Bel (statik) Skor 22 Düşük Orta Yüksek Çok Yüksek Bel 30 (hareketli) Omuz/kol Bilek/el Boyun Araba 1 Kullanma Titreşim İş temposu Stres Ortalama 17 Çıkan sonuca göre Chipper operatörü, çaplı tomrukların hattan çıkarılması esnasında 17 puanla orta düzeyde ergonomik zorluklara maruz kalmaktadır.
15 Mevcut Durum Tespiti Planla Yapılan risk analizi sonucu chipper makine ağzında sıkışan odunun çıkarılması 240 risk puanı ile Esaslı Risk olmuştur. Önerilen önleyici faaliyet olarak ataşman yapılması önerilmiştir.

16 Mevcut Durum Tespiti Planla İyileştirme yapılmadan önce Çaplı odunun hattan alınması işlemi 7,5 dk olarak gerçekleşmiştir.

17 Mevcut Durum Tespiti Spagetti Diyagramı Planla İşi yapan operatörün spagetti diyagramı oluşturuldu. Toplam 7 noktada işlemi gerçekleştirdiği görüldü.
18 Problem Tanımlama Planla Kastamonu Entegre Adana Fabrika MDF İşletmesinde 2018 Ağustos 2018 Aralık aralığını kapsayan 5 aylık dönemde Chipper hattında çaplı tomruk geldiği zaman yaşanan makinanın boşta çalışma süresi 5 aylık Chipper ın toplam çalışma süresinin %25,1 lik kısmını oluşturmakta ve Chipper hattından çaplı odun alım setup süresinin ortalama 7,5 dakika sürede gerçekleşmiş olması ve bu olayın vardiyada kaç sefer geleceğinin belli olmaması Chipper hattında verimlilik kaybına neden olmaktadır.

19 Hedef Planla Adana Mdf İşletmesinde 2018 Ağustos 2018 Aralık Aralık aralığını kapsayan 5 aylık dönemde Chipper hattından çaplı odun alım süresi ortalama 7,5 dakika sürede gerçekleşmiştir. Hedeflenen seviye, bu oranı 2019 Ocak ayından itibaren Chipper hattından çaplı odun alım süresini %70 oranında azaltarak 2,25 dakika ve altına indirmek.

20 SMED Aksiyonlarının Belirlenmesi Planla Chipper Çaplı Odunların Hattan Alınmasının Zorluğu çalışması için video kaydı izlenerek, setup gözlem formu dolduruldu. iyileştirme için gerekli aksiyonların ne kadar zaman aldığı, yapılacak olan iyileştirmeler ve hedef kazanç süreler belirlendi.
21 SIRA SMED Aksiyonlarının Planlanması 160-FR-183 / Rev. No.:0 / Uygula SMED KONUSU:Çaplı Tomrukların Hattan Alınması İYİLEŞTİRME YAPILACAK SET UP PROSES ADIMLARI Gerekli el aletlerini alıp, operasyon noktasına yürüme Ataçmanın halat yardımı ile sıkışma bölgesine çekilmesi Ataçmanı manuel kullanarak sıkışan odunu tutmak Tutulan odurur yukarı kaldırılarak hat üzerine alınması Hat üzerindeki odunu tekrar ataçman ile manuel olarak tutmak MEVCUT SÜRE (sn) 10,00 60,00 20,00 90,00 60,00 YAPILACAK FAALİYET BEKLENEN KAZANÇ SÜRE (sn) SETUP AKSİYON PLANI SORUMLU KİŞİ/BİRİM İŞ EMRİ NO BİLDİRİM TARİHİ Operasyon esnasında kullanılacak takım seti için operasyon noktasında yer ayarlanması. 0 sn Serhan ERKAYIRAN Serhan ERKAYIRAN Havalı ataçmana geçerek halat yardımına gerek kalmadan sıkışma bölgesine rahat çekilmesi 30 sn Mustafa KARAMANLI Mustafa KARAMANLI Halat yardımı ile tutulmaya çalışılan odunun havalı ataçman ile rahatlıkla tutulabilmesi 15 sn Duran POLAT Duran POLAT Odunu ataçman ile tuttuktan sonra kontrolü ikinci kumandaya aktararak işin devredilmesi gereksiz bekleyişin önüne geçilmesi Ataçman kontrolünü ikinci kumandaya aktarark gereksiz duruşun önüne geçilmesi BİTİŞ TARİHİ 70 sn Mustafa KARAMANLI Mustafa KARAMANLI sn Mustafa KARAMANLI Mustafa KARAMANLI AÇIKLAMA Setup Gözlem Formunda Tespit Edilen Adımlar İçin Yapılacak İyileştirmeler, Sorumlular ve Termin Süreleri Belirlendi. 6 Tutulan odunun hat üzerinden alınıp uygun yere indirmek 120,00 Ataçman kontrolünü ikinci kumandaya aktarark gereksiz duruşun önüne geçilmesi 120 sn Mustafa KARAMANLI Mustafa KARAMANLI Ataçmanı boşalttıktan sonra yukarı kaldırıp eski pozisyonuna getirmek 65,00 Ataçman kontrolünü ikinci kumandaya aktarark gereksiz duruşun önüne geçilmesi 65 sn Mustafa KARAMANLI Mustafa KARAMANLI

22 SMED Aksiyonlarının Uygulanması Uygula

23 SMED Aksiyonlarının Uygulanması Uygula

24 SMED Aksiyonlarının Uygulanması Uygula

25 SMED Aksiyonlarının Uygulanması Uygula


26 Aksiyonların Etkinlik Kontrolü Kontrol Et

27 Aksiyonların Etkinlik Kontrolü Kontrol Et İşi yapan operatörün yapılan iyileştirmeler sonrasında spagetti diyagramı oluşturuldu. Toplam 7 noktada işlemi gerçekleşirken bu sayının iyileştirilmeler sonrasında 4 noktaya düştüğü görüldü.

28 Aksiyonların Etkinlik Kontrolü Kontrol Et
29 Mevcut Durum Analizi Kontrol Et DEĞERLENDİRME SONUCU Yapılan Görevin Tanımları: Çaplı Tomrukların Hattan Çıkarılması MARUZİYET SEVİYESİ Skor Çok Düşük Orta Yüksek Yüksek Bel (statik) Bel (hareketli) Omuz/kol Bilek/el Boyun Araba Kullanma Titreşim Yapılan iyileştirmeler sonrasında Hidrolik ataşman kullanılmaya başlanmış ve ergonomi Maruziyet ölçümüne göre çaplı tomrukların hattan alınması işi 6 puan ile Düşük Risk grubunda yer almaktadır. İş temposu Stres Ortalama 6


30 Mevcut Durum Analizi Kontrol Et Yapılan risk analizi sonucu chipper makine ağzında sıkışan odunun çıkarılması 240 risk puanı ile Esaslı Risk olmuştur. Yapılan iyileştirmeler sonrası önerilen faaliyet gerçekleşmiş ve risk puanı 16 ile Önemsiz Risk olarak güncellenmiştir.
31 Aksiyonların Etkinlik Kontrolü Kontrol Et Boşta Çalışma (dk) Setup Öncesi Ortalama Duruş Süresi (Dk) Setup Sonrası Ortalama Duruş Süresi (Dk) Smed Öncesi Makine Boşta Çalışma Süresi (Dk) Smed Sonrası Makine Boşta Çalışma Süresi (Dk) Ağustos Eylül Ekim Kasım Aralık
32 Verilerle Aksiyonların Etkinlik Kontrolü 7,50 Kontrol Et 8,00 7,00 6,00 5,00 4,00 3,00 2,00 1,00 2,25 % 73 2,00 0,00 ÖNCE HEDEF SONRA
33 Standartlaştırma Önlem Al Standartlaştırma aşamasında Qdms de MDF işletme talimatlar listesine HİDROLİK ATAŞMAN KULLANIM TALİMATI 160-TL-063 kod ile tanıtılmış ve sisteme yüklenmiştir.

34 Standartlaştırma Önlem Al Standartlaştırma aşamasında Bütün yongalama operatörü arkadaşlarımıza Hidrolik Ataşman kullanım eğitimi verilmiştir.




35 Standartlaştırma Önlem Al Standartlaştırma aşamasında Kontrol odası ve operatör kabini 5s çalışması uygulanarak kullanılan kumanda yerinin belirlenmesi sağlanmıştır.

36 Yaygınlaştırma Chipper Çaplı Tomrukların Hattan Çıkarılmasının Zorluğu sorununu incelediğimiz bu çalışma fabrika ağındaki \\aadnfs\adn_ortak\fabrika ORTAK\001-KALİTE ZİRVESİ-KÇ-SMED SUNUMLARI klasöründe yayınlanmıştır. Ayrıca SMED ortak platforma eklenmesi için ve KEAS fabrikalar ile özellikle yatırım grubumuza yaygınlaştırma aşamasında bilgilendirme maili atılmıştır.


37 Maddi Kazanımlar 2018 yılı 5 aylık süreçte chipper makinesinin boşta çalışma süresi dk. olarak gerçekleşmiştir. Yapılan iyileştirmeler sonucu yeni hidrolik ataşman ile bir odunun hattan alınması 7,5 dk dan yaklaşık olarak 2 dk ya düşmüştür. Chipper makinanın boşta çalışırken yaklaşık olarak 40 kwh enerji tüketmektedir. Son 5 aylık boşta çalışma süresi hesaplandığında 18105/60*40=12070 kwh enerji harcandığı hesaplanmıştır. Kazanılan %73 iyileştirme ile bu oran 3260 kwh e düşürülmüştür.

38 Maddi olmayan kazanımlar Maddi Olmayan Kazanımlar İSG: Yapılan iyileştirmeler sonucunda avare çalışan ataşman yerine hidrolik ataşman kullanılarak hattan alınan odunun düşme riski tamamen ortadan kaldırılarak isg açısından yaşanan riskler minimize edilmiştir. Çalışan: Yapılan iyileştirmeler sonucu avera ataşman ile odunu hattan çıkarma ve havada iken yönlendirme zorluğu ortadan kalkmıştır. Bu sayede çalışan operatör açısından hem iş kolaylığı hem de isg açısından risk olmaması motive edici bir durumdur. Verimlilik: Hidrolik ataşman sayesinde hem zamandan tasarruf sağlanmış, hem de işin kolaylığı açısından operatör verimliliği artmıştır.

39 TEŞEKKÜRLER
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
WCM - Dünya Klasında Üretim. 7 Haziran 2014
 WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ
 ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ NUROL MAKİNA & SANAYİ A.Ş. SETUP AVCILARI Uğur Mutlu TOPTAŞ Süleyman BEKTAŞ Ayhan VURAL Şafak SÖNMEZİÇ Salim YILDIZBAYRAK Ercan HAKALMAZ İÇERİK PROBLEM
ABKANT PRES TEZGAHI AYAR SÜRELERİNİN İYİLEŞTİRİLMESİ NUROL MAKİNA & SANAYİ A.Ş. SETUP AVCILARI Uğur Mutlu TOPTAŞ Süleyman BEKTAŞ Ayhan VURAL Şafak SÖNMEZİÇ Salim YILDIZBAYRAK Ercan HAKALMAZ İÇERİK PROBLEM
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
5S UYGULAMASI. Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA
 5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
GÜNDEM. Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi
 1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KASTAMONU ENTEGRE A.Ş. 5S UYGULAMALARI
 KASTAMONU ENTEGRE A.Ş. 5S UYGULAMALARI 5S NEDİR? / NEDEN 5S? 5S NEDİR? Beş aşamadan oluşan, adını Japonca beş kelimenin baş harflerinden alan bir işyeri organizasyonu yöntemidir. NEDEN 5S? SEIRI (AYIKLA)
KASTAMONU ENTEGRE A.Ş. 5S UYGULAMALARI 5S NEDİR? / NEDEN 5S? 5S NEDİR? Beş aşamadan oluşan, adını Japonca beş kelimenin baş harflerinden alan bir işyeri organizasyonu yöntemidir. NEDEN 5S? SEIRI (AYIKLA)
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
ERGORİSK Dr. Hürcan GİRGİN
 ERGORİSK Dr. Hürcan GİRGİN HUGOBOSS 2009 YTD Mavi yaka: 2673 Beyaz yaka: 456 ToplamOperasyon Sayısı: 86(Gömlek) GATES 2012 Mavi Yaka:394 Beyaz Yaka:117 ToplamOperasyon Sayısı:194 Gates & Stackpole Worldwide
ERGORİSK Dr. Hürcan GİRGİN HUGOBOSS 2009 YTD Mavi yaka: 2673 Beyaz yaka: 456 ToplamOperasyon Sayısı: 86(Gömlek) GATES 2012 Mavi Yaka:394 Beyaz Yaka:117 ToplamOperasyon Sayısı:194 Gates & Stackpole Worldwide
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
Daha çok değil, daha akıllı çalışmak
 Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
SEÇİL KAUÇUK ISISAN. O-Ring Kaizen. Isımat
 SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
SEÇİL KAUÇUK YILDIZ ENTEGRE. O-Ring Kaizen. Zaman Avcıları
 SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
ORTAK SAĞLIK GÜVENLİK BİRİMLERİ İÇİN İŞ SAĞLIĞI GÜVENLİĞİ YAZILIMI
 ORTAK SAĞLIK GÜVENLİK BİRİMLERİ İÇİN İŞ SAĞLIĞI GÜVENLİĞİ YAZILIMI OSGB ler için oluşturulmuş bu yazılım sadece iş sağlığı güvenliği uygulamalarını değil Bir OSGB de gerekli olan bütün faaliyetleri kapsamaktadır.
ORTAK SAĞLIK GÜVENLİK BİRİMLERİ İÇİN İŞ SAĞLIĞI GÜVENLİĞİ YAZILIMI OSGB ler için oluşturulmuş bu yazılım sadece iş sağlığı güvenliği uygulamalarını değil Bir OSGB de gerekli olan bütün faaliyetleri kapsamaktadır.
AĞAÇ İŞLERİ ENDÜSTRİ MÜHENDİSİ
 TANIM Ahşap veya ahşap kökenli malzemelerin, istenilen kalite standardında, belirlenen sürede, en düşük maliyetle üretilebilmesi için üretim sistemini tasarlayan, projelendiren, üretim sürecini denetleyen
TANIM Ahşap veya ahşap kökenli malzemelerin, istenilen kalite standardında, belirlenen sürede, en düşük maliyetle üretilebilmesi için üretim sistemini tasarlayan, projelendiren, üretim sürecini denetleyen
ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI
 Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Kimya Tartım Sistemi
 Kimya Tartım Sistemi Kimyasal Hammadde Tartım ve Paketleme Sistemi İÇİNDEKİLER İşin Tanımı Prosesin Tanımı (Tesiste İş Akışı) Prosesin Paketleme Kapasitesi Proses Ekipmanlarının Tanıtımı Otomasyon ve Raporlama
Kimya Tartım Sistemi Kimyasal Hammadde Tartım ve Paketleme Sistemi İÇİNDEKİLER İşin Tanımı Prosesin Tanımı (Tesiste İş Akışı) Prosesin Paketleme Kapasitesi Proses Ekipmanlarının Tanıtımı Otomasyon ve Raporlama
DEBRİYAJ SAN. VE TİC. A.Ş. İlerlemenin Yolu...
 DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
Modüler Fabrika Makine Hattında Bel Ağrıları Probleminin «Sıfıra» İndirilmesi
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Modüler Fabrika
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Modüler Fabrika
İLKER KIYAK Makine Müh. A Sınıfı İSG UZMANI
 İŞ SAĞLIĞI ve İŞ GÜVENLİĞİ RİSK DEĞERLENDİRME ve DERECELENDİRME İLKER KIYAK Makine Müh. A Sınıfı İSG UZMANI İŞ SAĞLIĞI ve GÜVENLİĞİ YÖNETİM SİSTEMİ İş Sağlığı ve Güvenliği Yönetim Sistemi : İşletmemizdeki
İŞ SAĞLIĞI ve İŞ GÜVENLİĞİ RİSK DEĞERLENDİRME ve DERECELENDİRME İLKER KIYAK Makine Müh. A Sınıfı İSG UZMANI İŞ SAĞLIĞI ve GÜVENLİĞİ YÖNETİM SİSTEMİ İş Sağlığı ve Güvenliği Yönetim Sistemi : İşletmemizdeki
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
İSG RİSK DEĞERLENDİRME PROSEDÜRÜ
 .0 AMAÇ : BAŞAKŞEHİR 'nin kanundan doğan, yapmakla mükellef olduğu "İş Sağlığı ve Güvenliği" risklerinin nasıl değerlendirileceğini belirlemek,.0 KAPSAM : BAŞAKŞEHİR N'de uygulanan "İş Sağlığı ve Güvenliği
.0 AMAÇ : BAŞAKŞEHİR 'nin kanundan doğan, yapmakla mükellef olduğu "İş Sağlığı ve Güvenliği" risklerinin nasıl değerlendirileceğini belirlemek,.0 KAPSAM : BAŞAKŞEHİR N'de uygulanan "İş Sağlığı ve Güvenliği
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
Tecrübeye Dayanan Risklerde Aksiyon Planına Dahil Edilir
 Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
Sayfa No: 1-5 Doküman Tarihi: 12.1.217 SUREC-1 Önceki Prosesler (Girdilerin Kaynakları): Diğer tüm prosesler "ne" kaynak girdi sağlamaktadırlar. Proses (BİLGİ) Girdileri: Risk Aksiyon Planları (PLAN-1)
TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS)
") TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS) İsmail DÜNDAR TEMSA A.Ş. Ersin GÖKÇEN TEMSA A.Ş. Özet Otobüs/Midibüs/Kamyonet üretimi yapılan TEMSA üretim tesislerinde, üretim sürecinin
TEMSA FABRİKALARINDA İŞ ETÜDÜ UYGULAMASI: MONTAJ AKIŞ KARTI (AOS) İsmail DÜNDAR TEMSA A.Ş. Ersin GÖKÇEN TEMSA A.Ş. Özet Otobüs/Midibüs/Kamyonet üretimi yapılan TEMSA üretim tesislerinde, üretim sürecinin
REXAM KAĐZEN ÇALIŞMASI
 REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
Operasyonel Mükemmellik Sistemi PAKETLEME HATTINDA ÜRETİM VERİMLİLİĞİ ARTTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi PAKETLEME
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi PAKETLEME
TAV ENTEGRE İŞ MODELİNE İSG ve ÇEVRE KONULARINDA KARİKATÜRİSK YAKLAŞIMLAR
 TAV ENTEGRE İŞ MODELİNE İSG ve ÇEVRE KONULARINDA KARİKATÜRİSK YAKLAŞIMLAR İBB ULUSLARARASI İŞ SAĞLIĞI ve GÜVENLİĞİ KONGRESİ Emrah GÜRER İSG ve Çevre Müdürü / TAV TAV GRUBU 1 2 3 4 5 6 7 Kurum Kültürü Geliştirme
TAV ENTEGRE İŞ MODELİNE İSG ve ÇEVRE KONULARINDA KARİKATÜRİSK YAKLAŞIMLAR İBB ULUSLARARASI İŞ SAĞLIĞI ve GÜVENLİĞİ KONGRESİ Emrah GÜRER İSG ve Çevre Müdürü / TAV TAV GRUBU 1 2 3 4 5 6 7 Kurum Kültürü Geliştirme
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ
 COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
OFİS SÜREÇLERİNDE YALINLAŞMA
 OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
Problemlere bakış. İyileştirme yol haritamız Yaşanan sıkıntılar, irili ufaklı problemler İSTENEN DURUM HEDEF AMAÇ
 www.lean.org.tr Problemlere bakış İyileştirme yol haritamız Yaşanan sıkıntılar, irili ufaklı problemler İSTENEN DURUM HEDEF AMAÇ MEVCUT DURUM Henüz göremediğimiz, varlığından haberdar olmadığımız problemler
www.lean.org.tr Problemlere bakış İyileştirme yol haritamız Yaşanan sıkıntılar, irili ufaklı problemler İSTENEN DURUM HEDEF AMAÇ MEVCUT DURUM Henüz göremediğimiz, varlığından haberdar olmadığımız problemler
Risk Analiz Prosedürü
 Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
Risk Analiz Prosedürü Doküman Tarihi: 9.11.217 AdlBelge-ORN-82 Yeni Yayın 1-Kontrolsüz Kopya Önceki Prosesler (Girdilerin Kaynakları): Proses (BİLGİ) Girdileri: Diğer tüm prosesler "Risk Analiz Sürecine"
KONTEYNER DORSE VİNCİ OPERATÖRÜ YETİŞTİRME KURS PROGRAMI
 KONTEYNER DORSE VİNCİ OPERATÖRÜ YETİŞTİRME KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN DAYANAĞI : 5580 sayılı Özel Öğretim Kurumları Kanunu, Özel Öğretim Kurumları
KONTEYNER DORSE VİNCİ OPERATÖRÜ YETİŞTİRME KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN DAYANAĞI : 5580 sayılı Özel Öğretim Kurumları Kanunu, Özel Öğretim Kurumları
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ
 KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
Metesan A.Ş. Yalın Üretim Uygulaması. İsmail GÖKCE ismail.gokce@metesan.com
 Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
Üretim Otomasyon Sistemi. Nesnelerin İnterneti Çözüm Ailesi. 444 0 262 www.kocsistem.com.tr
 Üretim Otomasyon Sistemi Nesnelerin İnterneti Çözüm Ailesi 444 0 262 www.kocsistem.com.tr KoçSistem Üretim Otomasyon Sistemi Üretim sistemlerini anlık izlemenizi, Operasyonel verimliliği artırmanızı, Üretim
Üretim Otomasyon Sistemi Nesnelerin İnterneti Çözüm Ailesi 444 0 262 www.kocsistem.com.tr KoçSistem Üretim Otomasyon Sistemi Üretim sistemlerini anlık izlemenizi, Operasyonel verimliliği artırmanızı, Üretim
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
23-24 Şubat 2018 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR
 4. PAYLAŞIMLARI ETKİNLİK SERGİ 23-24 Şubat 2018 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR http://kaizen.mmoizmir.orgsu N U M Kaizen Nedir, Neler Kaizen Olur? Batı dünyasında, Kaizen, sürekli iyileşme
4. PAYLAŞIMLARI ETKİNLİK SERGİ 23-24 Şubat 2018 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR http://kaizen.mmoizmir.orgsu N U M Kaizen Nedir, Neler Kaizen Olur? Batı dünyasında, Kaizen, sürekli iyileşme
ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI. Gizem DENİZ
 ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI Gizem DENİZ ARÇELİK DEMEK 1955 den bugüne yarım asırdan fazla tecrübe Ev yaşamına yönelik dayanıklı tüketim malları,
ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI Gizem DENİZ ARÇELİK DEMEK 1955 den bugüne yarım asırdan fazla tecrübe Ev yaşamına yönelik dayanıklı tüketim malları,
F.S.S. FREN SİSTEMLERİ SANAYİ
 F.S.S. FREN SİSTEMLERİ SANAYİ TİC. LTD. ŞTİ. İŞ SAĞLIĞI VE GÜVENLİĞİNDE İYİ UYGULAMALAR Özlem AVLAN F.S.S. FREN SİSTEMLERİ SANAYİ ve TİC. LTD. ŞTİ. İSG & Çevre Yönetim Sistemleri Uzmanı İŞLETME BİLGİLERİ
F.S.S. FREN SİSTEMLERİ SANAYİ TİC. LTD. ŞTİ. İŞ SAĞLIĞI VE GÜVENLİĞİNDE İYİ UYGULAMALAR Özlem AVLAN F.S.S. FREN SİSTEMLERİ SANAYİ ve TİC. LTD. ŞTİ. İSG & Çevre Yönetim Sistemleri Uzmanı İŞLETME BİLGİLERİ
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
ELLE KALDIRMAve TAŞIMAİŞLERİNDE İ S G.
 ELLE KALDIRMAve TAŞIMAİŞLERİNDE İ S G http://www2.worksafebc.com/publications/multimedia/videos.asp?reportid=36871 ELLE KALDIRMA VE TAŞIMA İŞLERİNDE İŞ SAĞLIĞI VE GÜVENLİĞİ ELLE TAŞIMA İŞLERİ YÖNETMELİĞİ
ELLE KALDIRMAve TAŞIMAİŞLERİNDE İ S G http://www2.worksafebc.com/publications/multimedia/videos.asp?reportid=36871 ELLE KALDIRMA VE TAŞIMA İŞLERİNDE İŞ SAĞLIĞI VE GÜVENLİĞİ ELLE TAŞIMA İŞLERİ YÖNETMELİĞİ
PAÜ Kurum İç Değerlendirme Raporu Hazırlıkları-2018
 PAÜ Kurum İç Değerlendirme Raporu Hazırlıkları-2018 Diler ASLAN PAÜ Kalite Komisyonu Üyesi Kalite Yönetimi ve Veri Değerlendirme Araştırma ve Uygulama Merkezi (KAVDEM) Müdürü Kurum Kalite Koordinatörü
PAÜ Kurum İç Değerlendirme Raporu Hazırlıkları-2018 Diler ASLAN PAÜ Kalite Komisyonu Üyesi Kalite Yönetimi ve Veri Değerlendirme Araştırma ve Uygulama Merkezi (KAVDEM) Müdürü Kurum Kalite Koordinatörü
SÜREKLİ İYİLEŞTİRME. Kalite güvence için uygunsuzluk yönetimi. Görev
 SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
A3N 10 adım kaizen çalışması. A3N Verimlilik iyileştirme çalışması Senem Kunter
 A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması
 1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması 2. Takım : BOZKURTLAR EKİBİ (22.9.216) Sponsor Behçet GÜVEN Lider Üye Üye Üye Üye Üye Erden EKKAZAN Fehim HACIPEHLİVAN Yüksel
1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması 2. Takım : BOZKURTLAR EKİBİ (22.9.216) Sponsor Behçet GÜVEN Lider Üye Üye Üye Üye Üye Erden EKKAZAN Fehim HACIPEHLİVAN Yüksel
RİSK DEĞERLENDİRMESİ. Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı
 RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
trex DCAS trex DCAS Software & Automation ( Data Collection & Automation Systems )
") Software & Automation trex DCAS ( Data Collection & Automation Systems ) trex DCAS Üretimden Veri Toplama ve Verimlilik Takip Sistemi Volkan BİLMİŞ MERT YAZILIM LTD. ŞTİ. [16.03.2012] TREX DCAS ( Data
Software & Automation trex DCAS ( Data Collection & Automation Systems ) trex DCAS Üretimden Veri Toplama ve Verimlilik Takip Sistemi Volkan BİLMİŞ MERT YAZILIM LTD. ŞTİ. [16.03.2012] TREX DCAS ( Data
Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları. Goodyear İzmit İş Güvenliği ve Çevre Bölümü
 Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları Gönül YÜZBEY İş Güvenliği i ve Çevre MüdürüM ŞİRKET HAKKINDA 1898 de A.B.D nin Ohio eyaletinin Akron kentinde kuruldu. İsmini, vulkanizasyon işlemini
Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları Gönül YÜZBEY İş Güvenliği i ve Çevre MüdürüM ŞİRKET HAKKINDA 1898 de A.B.D nin Ohio eyaletinin Akron kentinde kuruldu. İsmini, vulkanizasyon işlemini
RİSK YÖNETİMİ ve DEĞERLENDİRMESİ
 0 YÖNETİM SİSTEMLERİ I İLGİLİ MEVZUAT 35 20 ÖN BİLGİLENDİRME II RİSKİN MANTIĞI III TEHLİKELER VE TESPİTİ IV RİSK ANALİZ YÖNTEMLERİ 59 65 45 28.01.2016 Pe.-18.00-21.00 31.01.2016 Pa.-09.00-15.00 01.02.2016
0 YÖNETİM SİSTEMLERİ I İLGİLİ MEVZUAT 35 20 ÖN BİLGİLENDİRME II RİSKİN MANTIĞI III TEHLİKELER VE TESPİTİ IV RİSK ANALİZ YÖNTEMLERİ 59 65 45 28.01.2016 Pe.-18.00-21.00 31.01.2016 Pa.-09.00-15.00 01.02.2016
T.C. ÇALIŞMA VE SOSYAL GÜVENLİK BAKANLIĞI İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ. Burhanettin KURT, İSG Uzmanı
 T.C. ÇALIŞMA VE SOSYAL GÜVENLİK BAKANLIĞI İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ Burhanettin KURT, İSG Uzmanı Mayıs, 2013 Büyük zarar veya yok olmaya yol açabilecek durum; gerçekleşme ihtimali bulunan
T.C. ÇALIŞMA VE SOSYAL GÜVENLİK BAKANLIĞI İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ Burhanettin KURT, İSG Uzmanı Mayıs, 2013 Büyük zarar veya yok olmaya yol açabilecek durum; gerçekleşme ihtimali bulunan
ÜRETİM VE OPERASYON TAKİP SİSTEMLERİ
 ÜRETİM VE OPERASYON TAKİP SİSTEMLERİ Sinan Hoşgül Çorlu Fabrikası Üretim Müdürü Ajanda Üretim ve Operasyon Takip Sistemleri Manuel ve Yarı Otomasyon Takip Sistemlerinin Dezavantajları Otomatik Veri Akış
ÜRETİM VE OPERASYON TAKİP SİSTEMLERİ Sinan Hoşgül Çorlu Fabrikası Üretim Müdürü Ajanda Üretim ve Operasyon Takip Sistemleri Manuel ve Yarı Otomasyon Takip Sistemlerinin Dezavantajları Otomatik Veri Akış
BÖLÜMÜ KAIZEN MALİYETLEME
 A.Ü. Siyasal Bilgiler Fakültesi İŞLETME BÖLÜMÜ KAIZEN MALİYETLEME Ergün Meriç Güz 2014 Kaizen Kavramı Kaizen: Sürekli İyileştirme (Kai: Değişim, Zen: Daha iyi) Kaizen, sürece yönelik, küçük adımlı, insana
A.Ü. Siyasal Bilgiler Fakültesi İŞLETME BÖLÜMÜ KAIZEN MALİYETLEME Ergün Meriç Güz 2014 Kaizen Kavramı Kaizen: Sürekli İyileştirme (Kai: Değişim, Zen: Daha iyi) Kaizen, sürece yönelik, küçük adımlı, insana
KAMU HASTANELERİNDE YALIN YAKLAŞIM VE ÖRNEK UYGULAMALAR. Uz. Dr. Elif GÜLER KAZANCI Tıbbi Hizmetler Başkanı
 KAMU HASTANELERİNDE YALIN YAKLAŞIM VE ÖRNEK UYGULAMALAR Uz. Dr. Elif GÜLER KAZANCI Tıbbi Hizmetler Başkanı KAMU HASTANELERİNDE SAĞLIK HİZMETİ SUNUMU 2003 yılından itibaren Sağlık Bakanlığı tarafından «Sağlıkta
KAMU HASTANELERİNDE YALIN YAKLAŞIM VE ÖRNEK UYGULAMALAR Uz. Dr. Elif GÜLER KAZANCI Tıbbi Hizmetler Başkanı KAMU HASTANELERİNDE SAĞLIK HİZMETİ SUNUMU 2003 yılından itibaren Sağlık Bakanlığı tarafından «Sağlıkta
Boyahane Doğalgaz Tüketiminin Azaltılması
 Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN
 ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
GENEL RİSK DEĞERLENDİRMESİ ÖRNEK FORMU
 GENEL RİSK DEĞERLENDİRMESİ ÖRNEK FORMU Risk Değerlendirme No: Tarih: İşveren: İşyeri Adresi: Yapılan İş Nedir? (Kısaca açıklayınız) İşçi sayısı: Erkek Kadın Çocuk Çırak Öğrenci RİSK DEĞERLENDİRMESİ YAPILMASININ
GENEL RİSK DEĞERLENDİRMESİ ÖRNEK FORMU Risk Değerlendirme No: Tarih: İşveren: İşyeri Adresi: Yapılan İş Nedir? (Kısaca açıklayınız) İşçi sayısı: Erkek Kadın Çocuk Çırak Öğrenci RİSK DEĞERLENDİRMESİ YAPILMASININ
MOBİL RIHTIM VİNCİ OPERATÖRÜ YETİŞTİRME KURS PROGRAMI
 MOBİL RIHTIM VİNCİ OPERATÖRÜ YETİŞTİRME 1. KURUMUN ADI : KURS PROGRAMI 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN DAYANAĞI : 5580 Sayılı Özel Öğretim Kurumları Kanunu, Özel Öğretim Kurumları Yönetmeliği,
MOBİL RIHTIM VİNCİ OPERATÖRÜ YETİŞTİRME 1. KURUMUN ADI : KURS PROGRAMI 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN DAYANAĞI : 5580 Sayılı Özel Öğretim Kurumları Kanunu, Özel Öğretim Kurumları Yönetmeliği,
4 10 MAYIS 2011 İŞ SAĞLIĞI VE GÜVENLİĞİ HAFTASI SEMİNERLERİ. Mesleki Risklerin Yönetimi. Altan ÇETİNKAL MESS İSG Müdürü
 4 10 MAYIS 2011 İŞ SAĞLIĞI VE GÜVENLİĞİ HAFTASI SEMİNERLERİ Mesleki Risklerin Yönetimi Altan ÇETİNKAL MESS İSG Müdürü 4857 Sayılı İş Kanunu Madde 77: «İşverenler işyerinde alınan iş sağlığı ve güvenliği
4 10 MAYIS 2011 İŞ SAĞLIĞI VE GÜVENLİĞİ HAFTASI SEMİNERLERİ Mesleki Risklerin Yönetimi Altan ÇETİNKAL MESS İSG Müdürü 4857 Sayılı İş Kanunu Madde 77: «İşverenler işyerinde alınan iş sağlığı ve güvenliği
MALATYA TRAMBÜS HATTI
 TROLEYBÜS Troleybüs dünyada 310 farklı şehirde, 56 ülke tarafından kullanılan ve insanlar tarafından kabul görmüş toplu taşıma sistemidir. Dünyada şuanda 40 binden fazla troleybüs hizmet vermektedir. Günümüzde
TROLEYBÜS Troleybüs dünyada 310 farklı şehirde, 56 ülke tarafından kullanılan ve insanlar tarafından kabul görmüş toplu taşıma sistemidir. Dünyada şuanda 40 binden fazla troleybüs hizmet vermektedir. Günümüzde
Dijital Ortamda Olay Bildirimi ve Analizinin Yönetimi
 Dijital Ortamda Olay Bildirimi ve Analizinin Yönetimi 13.12.2018 2 İletişim Bilgileri Arda ÖNCÜ İletişim Bilgileri Arda ÖNCÜ 3 Türk Traktör ve Ziraat Makineleri A.Ş. KIDEMLİ İŞ SAĞLIĞI VE GÜVENLİĞİ UZMANI
Dijital Ortamda Olay Bildirimi ve Analizinin Yönetimi 13.12.2018 2 İletişim Bilgileri Arda ÖNCÜ İletişim Bilgileri Arda ÖNCÜ 3 Türk Traktör ve Ziraat Makineleri A.Ş. KIDEMLİ İŞ SAĞLIĞI VE GÜVENLİĞİ UZMANI
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
FİCOSA OTOMOTİV. Radyal Kalite Çemberi
 FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER